TKE ‐ 128
Analisis Reliability
Untuk Menentukan Mean Time Between Failure (MTBF)
Studi Kasus Pulverizer Pada Sebuah PLTU
Nuha Desi Anggraeni1, Indra Nurhadi2 1
Jurusan Teknik Mesin, Fakultas Teknologi Industri Institut Teknologi Nasional
Jl. PKH. Mustopa No. 23, Bandung 40124 2
Program Studi Teknik Mesin, Fakultas Teknik Mesin dan Dirgantara Institut Teknologi Bandung
Jl. Ganesha No. 10, Bandung 40132
Abstrak
Teknik pemeliharaan berbasis waktu adalah tindakan direncanakan yang bertujuan untuk pencegahan kerusakan dan kegagalan, ternyata belum cukup efektif untuk mencegah terjadinya kegagalan. Sehingga, perlu dilakukan analisis reliability untuk menentukan nilai Mean Time Between Failure (MTBF). Untuk melakukan analisis reliability, digunakan distribusi Weibull, karena distribusi ini dapat digunakan untuk berbagai model kegagalan baik dengan peningkatan maupun penurunan tingkat kegagalan. Dari data kerusakan komponen yang dikumpulkan di lapangan, kemudian akan ditentukan nilai Mean Time Between Failure (MTBF). Berdasarkan studi kasus di PLTU, ditemukan bahwa kegagalan-kegagalan yang terjadi adalah akibat dari: throat-ring patah, lower-gate macet, keausan plate, gagal start, dan kebocoran. Dari data kegagalan ini, ditentukan nilai MTBF menggunakan analisis reliability dari mesin pembangkit di PLTU, sehingga teknik pemeliharaannya menjadi lebih efektif dan efisien. Dari hasil perhitungan yang dilakukan, nilai MTBF yang diperoleh untuk setiap kegagalan adalah sebagai berikut: gagal start 2685,6 jam; kebocoran 40456,8 jam, lower gate macet 1104 jam; keausan 4378,2 jam; throat ring patah 84636,5 jam; inspeksi major tire orginal 19130,9 jam dan inspeksi major tire non-original 32384,2 jam.
Keywords: reliability, distribusi Weibull, MTBF 1. Pendahuluan
Preventive maintenance adalah tindakan direncanakan yang bertujuan untuk pencegahan kerusakan
dan kegagalan. Tujuan utama preventive maintenance adalah untuk mencegah kegagalan peralatan sebelum benar-benar terjadi. Hal ini dirancang untuk menjaga dan meningkatkan reliability peralatan dengan mengganti komponen yang uzur sebelum mereka benar-benar gagal. Kegiatan preventive
maintenance termasuk pemeriksaan peralatan, sebagian atau lengkap overhauls pada periode tertentu,
penggantian oli, pelumas dan sebagainya. Selain itu, pekerja dapat merekam kerusakan peralatan sehingga mereka tahu untuk mengganti atau memperbaiki bagian aus sebelum mereka menyebabkan kegagalan sistem. Perkembangan teknologi yang ada dewasa ini, membantu pemeriksaan pada tindakan preventive maintenance menjadi semakin akurat.
Dalam suatu industri, bagian maintenance memegang peranan yang penting untuk menunjang kelancaran proses produksi. Metode preventive maintenance merupakan salah satu solusi untuk memperbaiki kinerja mesin yang ada. Perubahan teknologi, sosioekonomi, dan budaya pada akhir abad ke-18 dan awal abad ke-19 yang terjadi, mengakibatkan pergantian ekonomi yang awalnya menggunakan banyak pekerja, menjadi didominasi oleh industri dan diproduksi mesin. Dalam keberlangsungannya, industri dan mesin-mesin industri harus ditopang oleh pasokan listrik yang memadai.
Konsumsi listrik bagi kebutuhan industri dan rumah tangga dewasa ini sangat besar. Ketergantungan ini mengakibatkan perusahaan penyedia listrik diharuskan selalu menyediakan kebutuhan pasokan
TKE ‐ 129 listrik tanpa mengalami gangguan semisal pemadaman bergilir. Konsumen yang mengalami kerugian akibat permasalah tersebut akan berdampak buruk bagi citra perusahaan di masyarakat. Untuk itu diperlukan perencanaan kegiatan pemasokan listrik agar secara berkelanjutan dapat memenuhi kebutuhan tersebut.
Dalam penelitian ini, sebuah PLTU yang merupakan salah satu perusahaan penyedia jasa listrik yang menopang konsumsi listrik beban sistem Jawa-Bali dijadikan sebagai objek penelitian. Perusahaan ini mempunyai 7 unit mesin pembangkit dengan total daya 3400 MW.
Seiring dengan perkembangan beban sistem kelistrikan Jawa-Bali, mesin-mesin pembangkit PLTU dituntut mempunyai reliability, maintainability, ketersediaan, dan keamanan yang baik. Tidak jarang akibat kebutuhan sistem yang tinggi, jadwal pemeliharaan yang sudah direncanakan terhadap sebuah mesin sering mengalami perubahan. Untuk menjamin tuntutan sistem ini, operasi mesin pembangkit PLTU harus ditopang dengan teknik pemeliharaan yang efektif dan efisien.
Teknik pemeliharaan yang sudah dilakukan saat ini adalah dalam bentuk preventive maintenance (PM) yang berbasis pada jam operasi mesin yang dikombinasikan dengan pengalaman pengoperasian dan pemeliharaan selama ini, diantaranya inspeksi harian, inspeksi 3000 jam, inspeksi tahunan, inspeksi major. Perpanjangan interval inspeksi pada pulverizer dilakukan berdasarkan pengalaman pengoperasian. Dengan modal pengalaman pengoperasian dan pemeliharaan yang tinggi dimungkinkan untuk menyusun sistem pemeliharaan yang berbasis reliability.
Untuk mendukung sistem pemeliharaan yang berbasis reliability, perlu dilakukan analisis untuk menentukan interval waktu inspeksi yang tepat. Dengan interval waktu inspeksi yang ada, ternyata di lapangan masih terdapat kegagalan-kegagalan sehingga diperlukan penentuan kembali interval waktu inspeksi
Dari data-data kegagalan di lapangan, dapat ditentukan interval waktu inspeksi atau MTBF (Mean
Time Between Failure) dengan menggunakan analisis reliability. Sehingga, jika telah ditentukan nilai
interval waktu inspeksi yang tepat, maka sebelum terjadi kegagalan, sudah dilakukan perawatan sehingga mesin dapat dikatakan seperti baru lagi (AGAN = As Good As New).
TKE ‐ 130
2. Metodologi
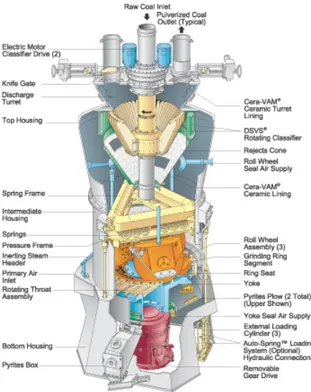
Dengan menggunakan metode FMEA ditemukan bahwa mesin essensial dari pembangkit listrik ini adalah pulverizer. Pulverizer atau sering disebut mill merupakan sebuah mesin yang berfungsi untuk menghaluskan batu bara sebelum proses pembakaran di burner (tungku). Pulverizer type MPS-89N unit 5-7 adalah mesin essensial yang berfungsi untuk menghaluskan batu bara menjadi ukuran 200 mesh dengan tingkat kelolosan 70% sekaligus mengeringkan dan dengan dorongan udara utama disalurkan ke furnace untuk proses pembakaran, seperti terlihat pada gambar 1. Ada enam pulverizer untuk masing-masing unit, pada kondisi design memback-up daya sebesar masing-masing 120 MW. Dari pengamatan di lapangan diperoleh data kegagalan-kegagalan yang terjadi pada pulverizer, yaitu:
throat-ring patah, lower-gate macet, keausan plate, gagal start, dan kebocoran. Data yang diberikan
dari lapangan berupa waktu kegagalan terjadi dihitung mulai sejak pulverizer tersebut dinyalakan hingga timbulnya kegagalan dalam hitungan jam. Berikut ditampilkan contoh data kegagalan yang diakibatkan oleh kebocoran.
Tabel 1. Data kegagalan pulverizer akibat terjadinya kebocoran
No Jam No Jam 1 17520 8 39480 2 17880 9 52560 3 20496 10 61920 4 22680 11 77520 5 24792 12 77592 6 31320 13 78240 7 36144
Dari data kegagalan ini, kemudian dilakukan analisis reliability untuk menentukan nilai MTBF dari
pulverizer. Dengan menggunakan dua buah perangkat lunak, dibandingkan hasil perhitungan yang
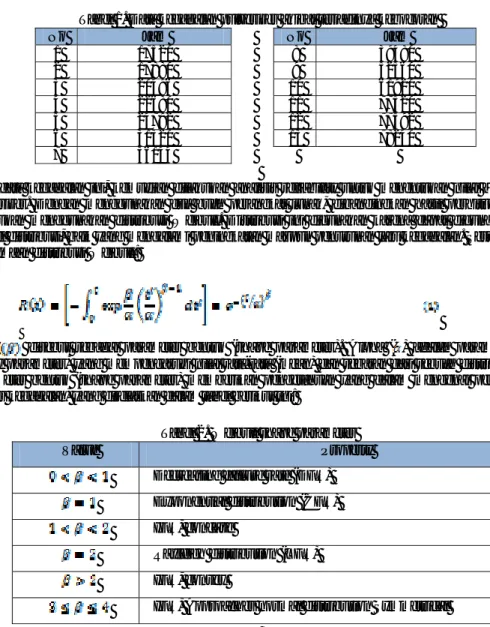
dilakukan menggunakan distribusi Weibull. Distribusi ini digunakan karena dapat digunakan untuk model distribusi, baik yang mengalami peningkatan maupun penurunan laju kegagalan. Sesuai dengan persamaan distribusi Weibull:
Beta disebut sebagai parameter bentuk (shape parameter). Alpha ( ) adalah paramater skala (scale parameter) yang mempengaruhi nilai rata-rata (mean) dan sebaran dari sebuah distribusi.Nilai parameter bentuk (shape parameter) memberikan pengetahuan yang dalam mengenai perilaku dari proses kegagalan, yang dijelaskan dalam tabel berikut ini:
Tabel 2. Weibull shape parameter
Value Property
Decreasing failure rate (DFR) Exponential distribution (CFR)
IFR, concave
Rayleigh distribution (LFR)
IFR, convex
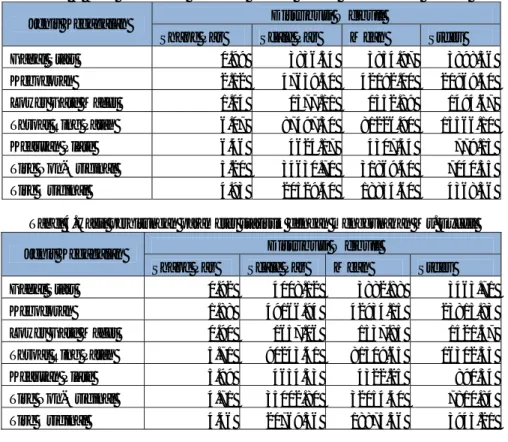
TKE ‐ 131 Kemudian diperoleh hasil perhitungan sebagai berikut:
Tabel 3. Hasil perhitungan parameter statistik dengan menggunakan Minitab
Jenis Kegagalan Distribusi Weibull
Shape Par Scale Par Mean Stdev
Gagal Start 0.99 3836.54 3854.97 3898.36
Kebocoran 2.12 47639.30 42192.00 20969.50
Lower Gate Macet 1.04 1577.11 1552.89 1494.67
Throat Ring Patah 6.07 87497.30 81226.90 15566.10
Keausan Plate 6.46 4624.17 4307.44 779.15
Tire Non-Original 5.20 34630.70 31869.40 7040.55
Tire Original 4.93 20529.40 18834.60 4368.36
Tabel 4.Hasil perhitungan parameter statistik dengan menggunakan Ms. Excell
Jenis Kegagalan Distribusi Weibull
Shape Par Scale Par Mean Stdev
Gagal Start 0.92 4008.12 3882.88 3463.71
Kebocoran 1.88 49166.94 42934.15 23815.83
Lower Gate Macet 0.90 1657.06 1537.85 1521.57
Throat Ring Patah 5.71 90243.41 81509.65 16302.35
Keausan Plate 5.99 4654.33 4322.25 890.34
Tire Non-Original 4.71 35002.80 32054.40 7810.84
Tire Original 4.46 20769.36 18875.56 3945.21
Dengan menggunakan Minitab juga, diperoleh hasil perhitungan distribusi Weibull beserta siurvival
function dan hazard function. Berikut adalah perhitungan distribusi Weibull untuk data kegagalan
berupa kebocoran. 100000 50000 0 0.000015 0.000010 0.000005 0.000000 Kebocor an PD F 100000 10000 90 50 10 1 Kebocor an Pe rc e n t 100000 50000 0 100 50 0 Kebocor an Pe rc e n t 100000 50000 0 0.00010 0.00005 0.00000 Kebocor an Rat e C orrelation 0.943 Shape 2.11547 Scale 47639.3 M ean 42192.0 StDev 20969.5 M edian 40061.0 IQ R 29157.6 F ailure 13 C ensor 0 A D* 1.647 Table of Statistics Probability Density F unction
Surv iv al F unction Hazard F unction
Distribution Overview Plot for Kebocoran
LSXY Estimates-Complete Data
Weibull
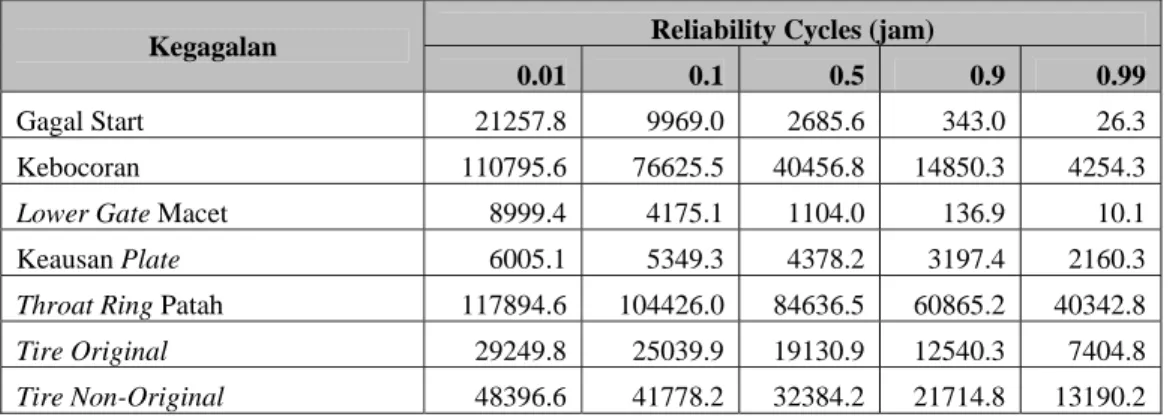
TKE ‐ 132 Dari hasil perhitungan parameter statistik tersebut, kemudian diperoleh penghitungan siklus reliability untuk tiap komponen kegagalan.
Tabel 5. Perhitungan siklus reliability untuk tiap komponen
Kegagalan Reliability Cycles (jam)
0.01 0.1 0.5 0.9 0.99
Gagal Start 21257.8 9969.0 2685.6 343.0 26.3
Kebocoran 110795.6 76625.5 40456.8 14850.3 4254.3
Lower Gate Macet 8999.4 4175.1 1104.0 136.9 10.1
Keausan Plate 6005.1 5349.3 4378.2 3197.4 2160.3
Throat Ring Patah 117894.6 104426.0 84636.5 60865.2 40342.8
Tire Original 29249.8 25039.9 19130.9 12540.3 7404.8
Tire Non-Original 48396.6 41778.2 32384.2 21714.8 13190.2
3. Hasil Diskusi
Suatu sistem secara normal akan terdiri dari sejumlah blok-blok fungsional yang terkait sedemikian rupa sehingga sistem tersebut dapat menjalankan fungsinya. Untuk dapat melakukan fungsinya dengan baik, maka perlu dilakukan analisis pendahuluan untuk menentukan komponen-komponen utama dalam sistem tersebut. Dengan mengetahui komponen-komponen utamanya, maka dapat diilustrasikan bagaimana suatu sistem akan mengalami kegagalan atau tidak. Dalam hal ini, telah dilakukan metode FMEA untuk menentukan bahwa mesin yang esensial dari pembangkit yang akan dianalisis. Dari metode ini ditemukan bahwa pulverizer adalah mesin esensial dari pembangkit tersebut, sehingga dengan melakukan analisis kualitatif terhadap data yang ada, dianggap cukup mewakili data lapangan yang mungkin tidak lengkap. Jika analisis reliability dilakukan pada data yang secara kuantitatif tidak cukup (tidak lengkap), maka perlu dilakukan analisis kegagalan pada sistem tersebut.
Dengan melakukan analisis reliability menggunakan distrbusi Weibull, diperoleh nilai koefisien korelasi untuk setiap data kegagalan nilanya diatas 0,8. Hal ini mengindikasikan bahwa keseluruhan data kegagalan cocok bila diolah dengan menggunakan distribusi Weibull dan instrumen yang digunakan pada penelitian ini dapat dikatakan valid dan reliable.
Nilai shape parameter untuk masing-masing komponen kegagalan menyatakan bahwa pada komponen tersebut terjadi peningkatan atau penurunan tingkat kegagalan bergantung waktu. Jika nilai
shape parameter berada di antara 0 dan 1, maka komponen dikatakan mengalami penurunan tingkat
kegagalan atau berada dalam fase infant mortality. Sedangkan jika nilai shape parameter ini lebih besar dari 1 maka komponen mengalami proses penuaan (aging process), seperti diuraikan pada tabel 2. Komponen kegagalan yang mengalami infant mortality adalah gagal start dan lower gate macet, sedangkan komponen-komponen lainnya mengalami proses “penuaan” (aging process).
Dari tabel 5 diperoleh siklus reliability untuk masing-masing komponen, waktu inspeksi yang makin cepat makin baik untuk perawatan mesin, hal ini karena nilai reliability yang mendekati 100%. Namun nilai siklus reliability 0,5 sudah dikatakan baik, karena nilai ini merupakan rataan dari nilai
reliability yang terendah dan tertinggi. Penentuan nilai MTBF dengan menggunakan perhitungan
langsung maupun dengan menggunakan siklus reliability ternyata hasilnya tidak jauh berbeda.
4. Kesimpulan dan Saran
Setelah melakukan analisis reliability untuk menentukan MTBF pada pulverizer, maka dapat disimpulkan bahwa:
1. Dengan menggunakan analisis reliability diperoleh nilai MTBF untuk setiap kegagalan sebagai berikut: gagal start 2685,6 jam; kebocoran 40456,8 jam; lower gate macet 1104 jam; keausan 4378,2 jam; throat ring patah 84636,5 jam; tire original 19130,9 jam dan tire non
TKE ‐ 133 untuk mencegah terjadinya kerusakan yang dapat timbul akibat dari kegagalan tersebut di atas.
2. Waktu inspeksi terbaik yang harus dilakukan adalah pada saat siklus reliability mendekati nilai 100%, dalam penelitian ini nilainya dibuat 99%.
3. Perhitungan nilai MTBF pada tire original lebih kecil dibandingkan dengan nilai MTBF pada
tire non original, karena data kegagalan tire non original merupakan data kegagalan tire original yang telah mengalami rekondisi (rebuild).
4. Nilai reliability yang digunakan adalah 0,5 dengan asumsi pada nilai ini kegagalan masih mungkin untuk diperbaiki dan biaya maintenance dinilai tidak terlalu besar.
5. Pada penggunaan distribusi Weibull, nilai-nilai shape parameter yang ditemukan mempunyai arti sebagai berikut: jika nilainya antara 0 dan 1, maka kegagalan tersebut adalah burn-in; jika nilainya sama dengan satu maka dikatakan kegagalan tersebut adalah konstan (constant
failure rate); dan jika nilainya diantara 1 dan 2, maka kegagalan akibat dari wear-out.
Disarankan untuk melakukan hal-hal berikut:
1. Data kegagalan yang terjadi di lapangan perlu dibuat lengkap, untuk mempermudah melakukan analisis serupa.
2. Penggunaan nilai reliability, sebaiknya sebesar mungkin (mendekati 100%) agar kegagalan yang terjadi dapat dihindari.
3. Penentuan nilai inspeksi hendaknya disesuaikan dengan nilai MTBF untuk mencegah terjadinya kegagalan dan mesin dapat berfungsi dengan sebaik-baiknya.
Daftar Pustaka
Blisckhe, R, W., & Murthy, P. D. (2000). Reliability Modelling, Prediction, and Optimization. John Wiley & Sons.
Bossche, A., & Sherwin, D. J. (1993). The Reliability, Availability and Productiveness of System. Chapman & Hall.
Ebeling, C. E. (1997). An Introduction to Reliability and Maintainability Engineering. McGraw-Hill . Geitner, B. (1993). An Introduction to Machinery Reliability Assessment. New York: Van Nostrand
Reinhold.
MPS-89N, M. B. (1996). Design Manual DM-13 DP Pulverizer), Maintenance Manual (C60-MM-13 DP1 Pulverizer/Burner), Operation Manual (C60-OM-Dp Pulverizer/Burner). Babcock & Wilcox.
Narayan, V. (2004). Effective Maintenance Management. Industrial Press. Yang, G. (2007). Life Cycle Reliability Engineering. Joh Willey & Sons.
Zulfadhli. (2010). Studi Implementasi Reliability Centered Maintenance (RCM) di PLTU X studi kasus pada Pulverizer Type MPS-89N unit 5-7. Bandung: Master Thesis, Institut Teknologi Bandung.