66 5.1. Tahap Pendefinisian Masalah
5.1.1. Survei dan Pembentukan Tim Peningkatan Kualitas
Langkah pertama yang dilakukan dalam tahap pendefinisian masalah adalah melakukan survei untuk lebih memahami kondisi CV. X. Setelah survei ini dilakukan, maka langkah selanjutnya adalah membentuk tim peningkatan kualitas yang bertujuan untuk melaksanakan proyek peningkatan kualitas dan membantu penulis dalam mendapatkan informasi-informasi yang lebih dipahami oleh pihak perusahaan, misalnya:
• Nama dan alamat distributor CV. X.
• Informasi karakteristik produk.
• Jadwal produksi.
• Informasi perbaikan yang dapat dilakukan.
• Dan lain-lain
Tim ini terdiri dari 13 orang yaitu:
• Susan Anitasari selaku penulis.
• Debora Anne Yang Aysia selaku penulis.
• Bapak Hadi Sunarlie, ST selaku divisi Product Engeneering.
• Bapak Andy Wibisono, ST selaku divisi Product Engeneering.
• Bapak Sudjarwo Winata, ST selaku divisi Quality Control.
• Bapak Tan Sin Ming, ST selaku divisi Quality Control.
• Ibu Ninik Jumaarsih, ST selaku divisi Quality Control.
• Bapak Achmad Sulaiman selaku divisi Quality Control.
• Ibu Dwi Jayanti, SI selaku divisi Quality Control.
• Bapak Handoko Soegeng, ST selaku divisi produksi 1.
• Bapak Sudirman, ST selaku divisi produksi 1.
• Bapak Esa Lojal, ST selaku divisi Marketing.
• Ibu Yenny Dwi Susanti selaku divisi Marketing.
Alasan pemilihan setiap divisi yang ada pada komposisi tim adalah sebagai berikut:
• Divisi Product Engeneering karena di CV. X divisi ini bertanggung jawab terhadap perubahan proses untuk peningkatan kualitas produk.
• Divisi Quality Control karena di CV. X divisi ini yang bertanggung jawab terhadap segala sesuatu yang berhubungan dengan kualitas proses maupun produk.
• Divisi Produksi 1 karena di CV. X divisi ini yang bertanggung jawab dalam proses produksi kedua tipe speaker yang dipilih sebagai pilot project tugas akhir ini, serta sebagai pihak yang memberikan persetujuan dan melaksanakan perubahan proses produksi untuk peningkatan kualitas produk.
• Divisi Marketing karena di CV. X divisi ini yang bertanggung jawab terhadap segala sesuatu yang berhubungan dengan pemasaran produk.
Setelah tahap pembentukan tim maka penulis melakukan training kepada 11 anggota tim peningkatan kualitas dimana materi training berkaitan dengan topik tugas akhir. Training ini bertujuan untuk menyamakan konsep antara anggota tim sehingga proyek peningkatan kualitas dapat berjalan lancar dan tercapai tujuan bersama.
5.1.2. Quality Function Deployment
Hasil pembuatan QFD dapat dilihat pada lampiran 7 sedangkan penjelasan dari setiap bagian QFD tersebut dapat dilihat pada sub bab di bawah ini. Seperti yang telah dijelaskan pada bab 4, jumlah kuesioner yang disebarkan adalah sebanyak 500 buah, dan jumlah kuesioner yang valid adalah 447 buah.
Jumlah ini kemudian dibandingkan dengan jumlah sampel yang dibutuhkan untuk data proporsi, rumusnya dapat dilihat pada persamaan 2.14. Rumus ini digunakan karena jenis data yang ada pada kuesioner bukanlah data pengukuran yang bisa dicari mean dan variance-nya, tapi hanya bisa diduga proporsi harapan bahwa suatu elemen karakteristik kualitas dikatakan penting. Hasil perhitungannya adalah sebagai berikut:
α = 5 % è Z
α/2= 1.96
R = 10 % (dari pertimbangan pihak perusahaan) π = 0.5
D = R x π = 10 % x 0.5 D = 0.05
2 2 2 /
) )(
1 (
D n = π − π z
α2 2
05 . 0
) 96 . 1 )(
5 . 0 1 ( 5 .
0 −
= n
n = 384.16
Dari hasil perhitungan jumlah sampel, dibutuhkan 385 kuesioner. Sedangkan dari 500 kuesioner, terdapat 447 kuesioner yang valid. Hal ini berarti 447 kuesioner tersebut sudah mencukupi jumlah sampel yang dibutuhkan.
5.1.2.1. Customer Requirements
Enam karakteristik global yang penting dari produk speaker didapatkan melalui survei pendahuluan terhadap kuesioner-kuesioner yang dimiliki oleh CV.
X dan hasil diskusi tim. Enam karakteristik global ini dapat dilihat pada bab pengumpulan data. Dalam kuesioner, penulis juga mencantumkan karakteristik lain-lain dan jenis kecacatan yang sering ditemui konsumen. Karakteristik lain- lain tidak diikutsertakan dalam QFD karena nilai customer rating nya terlalu kecil. Selain itu karakteristik lain-lain tersebut mengarah pada sistem pemasaran speaker, sedangkan QFD yang dibuat berorientasi pada produk. Hasil karakteristik lain-lain dapat dilihat pada tabel 5.1. Sedangkan jenis kecacatan dapat dilihat pada tabel 5.2. dimana pada tabel tersebut nampak bahwa jenis kecacatan yang paling sering ditemui konsumen adalah suara jelek. Ada 2 penyebab suara jelek, yaitu suara yang rusak dan suara yang tidak harmonis.
Dengan meminimalkan salah satu penyebab yaitu suara rusak, maka jenis
kecacatan suara jelek dapat diminimalkan pula. Pemilihan suara rusak ini pada
akhirnya akan mendukung hasil dari QFD yang terdapat pada lampiran 7, untuk
menentukan CTQ.
Tabel 5.1. Hasil karakteristik lain pada 447 kuesioner valid
No Karakteristik Lain Jumlah Jumlah Rating Customer Kuesioner (n) n Kuesioner Importance
1 Coil 1 5 0.011185682
2 Kertas speaker 1 5 0.011185682
3 Buatan mana 2 9 0.020134228
4 Merk 22 84 0.187919463
5 Keserasian dengan komponen 4 17 0.03803132
6 Harga 40 172 0.384787472
7 Warna 10 41 0.091722595
8 Jack audio 1 4 0.008948546
9 Keutuhan magnet 2 10 0.022371365
10 Tahan lama 12 57 0.127516779
11 Asesoris 1 4 0.008948546
12 Ukuran 9 38 0.085011186
13 Watt kecil 1 4 0.008948546
14 Garansi 6 26 0.058165548
15 Bahan 5 24 0.053691275
16 Kabel 1 5 0.011185682
17 Anti karat 1 5 0.011185682
18 Perawatan 1 4 0.008948546
19 Berat 4 18 0.040268456
20 Kualitas HiFi 1 5 0.011185682
21 Bahan Box 1 5 0.011185682
22 Teknologi 1 4 0.008948546
Tabel 5.2. Jenis kecacatan speaker
No Jenis Kecacatan Jumlah
1 Suara jelek 24
2 Kabel lepas dan terbalik 9
3 Tergores 10
4 Warna sablon tidak sesuai 1
5 Retak 3
6 Permukaan tidak rata 11 7 Penampilan tidak meyakinkan 2 8 Tidak beroperasi dengan baik 2
9 Serat Woffer 1
10 Sobek 1
11 Cat terkelupas 1
12 Cone paper sobek 3
13 Bagian tengah tertekan ke dalam 1
14 Barang tiruan 3
15 Box rusak 1
16 Impedansi rusak 1
17 Magnet lemah 1
Tabel 5.2. Jenis kecacatan speaker (sambungan)
No Jenis Kecacatan Jumlah
18 Noise 2
19 Kain box sobek 1
5.1.2.2. Customer Importance
Berikut ini adalah contoh perhitungan customer importance yang datanya terdapat pada lampiran 6:
Tingkat kerusakan suara yang rendah = 4 . 745 447
4 ...
5 5
5 + + + + =
Cara perhitungan untuk kelima karakteristik yang lain adalah sama dan hasilnya setelah diurutkan adalah sebagai berikut:
• Tingkat kerusakan suara yang rendah = 4.745
• Power handling = 4.1007
• Kondisi kemasan terhadap keamanan speaker = 4.0067
• Penampilan permukaan = 3.5839
• Desain sablon = 3.1074
• Desain kemasan = 3.0962
Dari hasil di atas dapat dilihat bahwa karakteristik kualitas yang paling penting menurut konsumen adalah tingkat kerusakan suara yang rendah. Sedangkan untuk karakteristik lain-lain, harga memiliki customer importance terbesar. Hal ini dapat dilihat pada tabel 5.1.
5.1.2.3. Customer Ratings
Wawancara untuk mendapatkan customer ratings hanya dilakukan
terhadap distributor karena diperlukan pengetahuan untuk membandingkan
produk speaker CV. X dengan produk kompetitor, yang hanya diketahui oleh
distributor. Perbandingan ini memberikan informasi kepada CV. X, dalam hal
elemen kebutuhan manakah perusahaan lebih unggul dan lebih rendah dari
kompetitor. Hal ini akan menjadi masukan bagi CV. X dalam rangka
memfokuskan program peningkatan pada elemen whats dimana untuk elemen tersebut kualitas produk CV. X masih berada di bawah produk kompetitor. Data perbandingan yang didapatkan merupakan data kualitatif, hal ini mengingat jenis speaker yang diproduksi oleh CV. X adalah berbeda dengan jenis speaker yang diproduksi oleh perusahaan lain sehingga tidak dapat dibandingkan secara kuantitatif. Dari hasil perbandingan terlihat bahwa karakteristik kualitas tingkat kerusakan suara yang rendah dan penampilan permukaan speaker produk CV. X masih berada di bawah produk kompetitor yaitu AUDAX, sehingga diperlukan perhatian lebih lanjut untuk meningkatkan kedua karakteristik tersebut.
5.1.2.4. Design Requirements
Ketiga puluh dua elemen hows, didapatkan melalui diskusi tim dengan cara menganalisa hal-hal apa saja yang mempengaruhi 6 elemen karakteristik kualitas. Satu elemen hows dapat mempengaruhi satu atau lebih karakteristik kualitas, demikian pula sebaliknya satu karakteristik kualitas dapat dipengaruhi oleh satu atau lebih elemen hows.
Setiap elemen hows yang ada kemudian dianalisa untuk mengetahui kondisi tingkat pencapaian yang diharapkan, apakah semakin tinggi tingkat pencapaian semakin baik atau semakin rendah tingkat pencapaian semakin baik atau terdapat nilai tertentu yang harus dicapai. Tingkat pencapaian ini dinyatakan dalam bentuk simbol, dimana keterangan simbol dapat dilihat pada bab teori penunjang.
5.1.2.5. Relationship Values
Relationship Values ini menyatakan hubungan antara elemen whats dan
elemen hows dimana setiap hubungan dicari dengan cara menganalisa secara satu
per satu melalui diskusi tim, sehingga didapatkan 192 hubungan yang derajat
hubungannya dinyatakan dalam bentuk simbol. Arti dari setiap simbol dapat
dilihat pada bab teori penunjang. Dari 192 hubungan yang ada, terdapat
pembagian sebagai berikut:
a. Empat puluh tiga hubungan kepentingan yang sangat kuat, berarti elemen whats tersebut dapat dicapai dengan melakukan perubahan pada elemen hows terkait.
b. Sembilan hubungan kepentingan yang tidak terlalu kuat, berarti elemen whats tersebut dapat dicapai dengan melakukan perubahan pada elemen hows terkait, namun tidak memberikan hasil sebaik hubungan kepentingan yang sangat kuat.
c. Empat hubungan kepentingan yang lemah, berarti elemen whats tersebut dapat dicapai dengan melakukan perubahan pada elemen hows terkait, namun tidak memberikan hasil yang signifikan.
d. Seratus tiga puluh enam tidak terdapat hubungan, berarti elemen whats tersebut tidak dapat dicapai dengan melakukan perubahan pada elemen hows terkait.
Dari hasil di atas, maka peningkatan kualitas sebaiknya difokuskan pada elemen hows dan whats yang memiliki hubungan kepentingan yang kuat.
5.1.2.6. Technical Importance
Berikut ini adalah contoh perhitungan untuk absolute technical importance:
Kepresisian letak: absolute technical importance = (9 x 4.745) + (9 x 4.1007) absolute technical importance = 79.61
Sedangkan relative technical importance diperoleh dengan cara memberikan ranking terhadap absolute technical importance. Nilai absolute technical importance yang paling tinggi mendapatkan ranking yang paling tinggi pula dan sebaliknya nilai absolute technical importance yang paling rendah mendapatkan nilai ranking yang paling rendah pula. Sedangkan untuk nilai absolute technical importance yang sama maka ranking untuk nilai yang sama tersebut dijumlahkan terlebih dulu dan dicari rata-ratanya. Contoh:
Nilai absolute technical importance tertinggi adalah 79.61 dan berlaku untuk 14 elemen hows yaitu:
• Kepresisian letak
• Kebersihan bagian dalam
• Gauss (magnet-yoke-washer)
• Kelenturan dumper
• Dimensi voice coil
• RDC voice coil
• FO cone paper
• Jenis BWR
• Tebal BWR
• Jenis bobbin
• Tebal bobbin
• Durability dumper
• Kualitas bahan
• Sound pressure level Sehingga:
relative technical importance = 7 . 5 14
14 ...
3 2
1 + + + + =
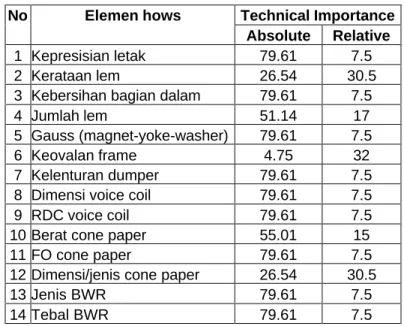
Hasil perhitungan absolute dan relative technical importance untuk 32 elemen hows dapat dilihat pada tabel 5.3.
Tabel 5.3. Tecnical importance 32 elemen hows
No Elemen hows Technical Importance Absolute Relative
1 Kepresisian letak 79.61 7.5
2 Kerataan lem 26.54 30.5
3 Kebersihan bagian dalam 79.61 7.5
4 Jumlah lem 51.14 17
5 Gauss (magnet-yoke-washer) 79.61 7.5
6 Keovalan frame 4.75 32
7 Kelenturan dumper 79.61 7.5
8 Dimensi voice coil 79.61 7.5
9 RDC voice coil 79.61 7.5
10 Berat cone paper 55.01 15
11 FO cone paper 79.61 7.5
12 Dimensi/jenis cone paper 26.54 30.5
13 Jenis BWR 79.61 7.5
14 Tebal BWR 79.61 7.5
Tabel 5.3. Tecnical importance 32 elemen hows (sambungan)
No Elemen hows Technical Importance Absolute Relative
15 Jenis bobbin 79.61 7.5
16 Tebal bobbin 79.61 7.5
17 Jenis bahan lem 51.14 17
18 Durability dumper 79.61 7.5
19 Long through 51.14 17
20 Kualitas cat 32.26 25
21 Kerapian lem 46.49 19
22 Kepresisian dust cup 41.1 20
23 Keutuhan magnet 37 21
24 Kemenarikan desain sablon 27.97 27 25 Kualitas cat sablon 27.97 27
26 Centering sablon 27.97 27
27 Kemenarikan desain packing 27.87 29
28 Bahan packing 36.06 23
29 Desain bentuk packing 36.06 23 30 Jumlah speaker / packing 36.06 23
31 Kualitas bahan 79.61 7.5
32 Sound Pressure Level 79.61 7.5
Dari hal di atas dapat dilihat bahwa 14 elemen hows dengan nilai technical importance terbesar merupakan elemen hows yang paling efektif digunakan dalam proyek peningkatan kualitas karena elemen tersebut mampu mengatasi beberapa elemen whats dalam jumlah paling banyak secara bersamaan, dibandingkan dengan elemen hows yang lain.
5.1.2.7. Technical Difficulty
Dari tabel 4.2. dapat dilihat bahwa elemen hows yang paling sulit untuk
dilakukan adalah kerataan lem dan kerapian lem. Hal ini dikarenakan proses
pengelemen yang ada di CV. X seluruhnya memakai mesin. Kerataan dan
kerapian dari lem tergantung pada setting mesin lem tersebut, dimana setiap tipe
speaker membutuhkan setting mesin lem yang berbeda pula, tergantung pada
jumlah lem yang dibutuhkan oleh produk terkait. Meskipun setting mesin sudah
benar dan sesuai dengan standar kerja, namun ada kalanya mesin tidak bekerja
sesuai dengan standar dari setting mesin tersebut. Hal ini merupakan
uncontrollable factor dari mesin yang sulit diduga. Sedangkan elemen hows dengan techinical difficulty sebesar 1 pada tabel 4.2. menyatakan bahwa elemen hows ini mudah dicapai karena tidak membutuhkan perencanaan yang mendalam.
5.1.2.8. Correlation Matrix
Hubungan ini diperoleh melalui diskusi tim dengan menganalisa setiap elemen hows dengan elemen hows yang lain yaitu sebanyak 496 kombinasi, yang dapat dibagi menjadi beberapa kategori sebagai berikut:
a. Dua puluh tujuh korelasi positif yang sangat kuat, berarti perubahan terhadap 1 elemen akan sangat memberikan pengaruh yang sejenis pada elemen pasangannya.
b. Dua puluh enam korelasi positif, berarti perubahan terhadap 1 elemen akan memberikan pengaruh yang sejenis pada elemen pasangannya, namun pengaruhnya tidak sekuat korelasi positif yang sangat kuat.
c. Dua korelasi negatif yang sangat kuat, berarti perubahan terhadap 1 elemen akan sangat memberikan pengaruh yang berlawanan pada elemen pasangannya.
d. Tiga korelasi negatif, berarti perubahan terhadap 1 elemen akan memberikan pengaruh yang berlawanan pada elemen pasangannya, namun pengaruhnya tidak sekuat korelasi negatif yang sangat kuat.
e. Empat ratus tiga puluh delapan tidak ada korelasi.
Correlation matrix seharusnya berfungsi untuk menentukan objective target value, namun pada proyek ini correlation matrix tidak terlalu penting karena CV.
X tidak menentukan nilai target yang baru, namun memakai nilai target yang ada pada manual book.
5.1.2.9. Objective Target Value
CV. X memakai objective target value yang ada disesuaikan dengan
manual book dari jenis produk terkait. Hal ini dikarenakan standar yang ada di
manual book ini dianggap sebagai standar yang seharusnya dipenuhi untuk
menghasilkan suatu produk yang berkualitas, sedangkan selama ini standar ini belum 100 % dipenuhi.
Dari uraian sub bab di atas dapat dilihat bahwa elemen customer requirement yang paling penting adalah tingkat kerusakan suara yang rendah, karena elemen ini memiliki nilai customer importance paling tinggi. Hal ini didukung oleh pengujian statistik dengan software SPSS dan nilai α = 5%, yaitu sebagai berikut:
a. Friedman test
H
0: kepentingan keenam karakteristik kualitas adalah sama
H
1: minimal ada satu kepentingan karakteristik kualitas yang berbeda
Tabel 5.4. Mean rank friedman test
Ranks
5.15 4.00 3.17 2.39 2.40 3.89 SUARA
PWR_HAND PERMUK SABLON KEMASAN KEAMNAN
Mean Rank
Tabel 5.5. Tabel statistik friedman test
Test Statisticsa 447 890.452 5 .000 N
Chi-Square df
Asymp. Sig.
Friedman Test a.
Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa minimal ada satu kepentingan yang berbeda dari keenam karakteristik kualitas. Untuk mengetahui kepentingan karakteristik kualitas mana yang berbeda, dilakukan wilcoxon signed rank test.
b. Wilcoxon Signed Rank Test
Tabel 5.6. Mean rank wilcoxon signed rank test-suara
Ranks
239a 131.82 31505.00 22b 122.09 2686.00 186c
447
324d 176.81 57286.00
19e 90.00 1710.00
104f 447
382g 203.94 77904.00
16h 93.56 1497.00
49i 447
376j 198.09 74481.50
12k 82.04 984.50
59l 447
247m 136.73 33772.00 21n 108.29 2274.00 179o
447 Negative Ranks
Positive Ranks Ties
Total
Negative Ranks Positive Ranks Ties
Total
Negative Ranks Positive Ranks Ties
Total
Negative Ranks Positive Ranks Ties
Total
Negative Ranks Positive Ranks Ties
Total PWR_HAND - SUARA
PERMUK - SUARA
SABLON - SUARA
KEMASAN - SUARA
KEAMNAN - SUARA
N Mean Rank Sum of Ranks
PWR_HAND < SUARA a.
PWR_HAND > SUARA b.
SUARA = PWR_HAND c.
PERMUK < SUARA d.
PERMUK > SUARA e.
SUARA = PERMUK f.
SABLON < SUARA g.
SABLON > SUARA h.
SUARA = SABLON i.
KEMASAN < SUARA j.
KEMASAN > SUARA k.
SUARA = KEMASAN l.
KEAMNAN < SUARA m.
KEAMNAN > SUARA n.
SUARA = KEAMNAN o.
Tabel 5.7. Tabel statistik wilcoxon signed rank test-suara
Test Statisticsb
-12.398a -15.491a -16.885a -16.858a -12.925a
.000 .000 .000 .000 .000
Z
Asymp. Sig. (2-tailed)
PWR_HAND - SUARA
PERMUK - SUARA
SABLON - SUARA
KEMASAN - SUARA
KEAMNAN - SUARA
Based on positive ranks.
a.
Wilcoxon Signed Ranks Test b.
H
0: kepentingan karakteristik kualitas suara dan power handling adalah sama H
1: kepentingan karakteristik kualitas suara dan power handling adalah
berbeda
Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas suara dan power handling adalah berbeda.
H
0: kepentingan karakteristik kualitas suara dan permukaan adalah sama H
1: kepentingan karakteristik kualitas suara dan permukaan adalah berbeda Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas suara dan permukaan adalah berbeda.
H
0: kepentingan karakteristik kualitas suara dan sablon adalah sama H
1: kepentingan karakteristik kualitas suara dan sablon adalah berbeda Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas suara dan sablon adalah berbeda.
H
0: kepentingan karakteristik kualitas suara dan kemasan adalah sama
H
1: kepentingan karakteristik kualitas suara dan kemasan adalah berbeda
Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas suara dan kemasan adalah berbeda.
H
0: kepentingan karakteristik kualitas suara dan keamanan adalah sama H
1: kepentingan karakteristik kualitas suara dan keamanan adalah berbeda Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas suara dan keamanan adalah berbeda.
Dari setiap kepentingan yang berbeda, dicari karakteristik kualitas yang memiliki tingkat kepentingan paling tinggi dengan melihat mean rank pada friedman test. Didapatkan bahwa karakteristik kualitas tingkat kerusakan suara yang rendah memiliki tingkat kepentingan yang paling tinggi.
Tabel 5.8. Mean rank wilcoxon signed rank test-power handling
Ranks
214a 154.86 33140.00
77b 121.38 9346.00
156c 447
298d 178.86 53299.00
44e 121.68 5354.00
105f 447
301g 185.40 55804.00
51h 124.00 6324.00
95i 447
141j 136.59 19259.50
121k 125.57 15193.50
185l 447 Negative Ranks
Positive Ranks Ties Total Negative Ranks Positive Ranks Ties Total Negative Ranks Positive Ranks Ties Total Negative Ranks Positive Ranks Ties Total PERMUK - PWR_HAND
SABLON - PWR_HAND
KEMASAN - PWR_HAND
KEAMNAN - PWR_HAND
N Mean Rank Sum of Ranks
PERMUK < PWR_HAND a.
PERMUK > PWR_HAND b.
PWR_HAND = PERMUK c.
SABLON < PWR_HAND d.
SABLON > PWR_HAND e.
PWR_HAND = SABLON f.
KEMASAN < PWR_HAND g.
KEMASAN > PWR_HAND h.
PWR_HAND = KEMASAN i.
KEAMNAN < PWR_HAND j.
KEAMNAN > PWR_HAND k.
PWR_HAND = KEAMNAN l.
Tabel 5.9. Tabel statistik wilcoxon signed rank test-power handling
Test Statisticsb
-8.664a -13.489a -13.282a -1.745a
.000 .000 .000 .081
Z
Asymp. Sig. (2-tailed)
PERMUK - PWR_HAND
SABLON - PWR_HAND
KEMASAN - PWR_HAND
KEAMNAN - PWR_HAND
Based on positive ranks.
a.
Wilcoxon Signed Ranks Test b.
H
0: kepentingan karakteristik kualitas power handling dan permukaan adalah sama
H
1: kepentingan karakteristik kualitas power handling dan permukaan adalah berbeda
Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas power handling dan permukaan adalah berbeda.
H
0: kepentingan karakteristik kualitas power handling dan sablon adalah sama
H
1: kepentingan karakteristik kualitas power handling dan sablon adalah berbeda
Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas power handling dan sablon adalah berbeda.
H
0: kepentingan karakteristik kualitas power handling dan kemasan adalah sama
H
1: kepentingan karakteristik kualitas power handling dan kemasan adalah berbeda
Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas power handling dan kemasan adalah berbeda.
H
0: kepentingan karakteristik kualitas power handling dan keamanan adalah sama
H
1: kepentingan karakteristik kualitas power handling dan keamanan adalah berbeda
Tolak H
0jika P value < α
P value = 0.081 berarti P value > α è gagal tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas power handling dan keamanan adalah sama.
Dari setiap kepentingan yang berbeda, dicari karakteristik kualitas yang memiliki tingkat kepentingan paling tinggi dengan melihat mean rank pada friedman test. Didapatkan bahwa karakteristik kualitas power handling memiliki tingkat kepentingan yang paling tinggi.
Tabel 5.10. Mean rank wilcoxon signed rank test-permukaan
Ranks
202a 137.79 27834.00
66b 124.42 8212.00
179c 447
213d 160.38 34160.50
92e 135.92 12504.50
142f 447
102g 148.47 15144.00
215h 164.00 35259.00
130i 447 Negative Ranks
Positive Ranks Ties
Total
Negative Ranks Positive Ranks Ties
Total
Negative Ranks Positive Ranks Ties
Total SABLON - PERMUK
KEMASAN - PERMUK
KEAMNAN - PERMUK
N Mean Rank Sum of Ranks
SABLON < PERMUK a.
SABLON > PERMUK b.
PERMUK = SABLON c.
KEMASAN < PERMUK d.
KEMASAN > PERMUK e.
PERMUK = KEMASAN f.
KEAMNAN < PERMUK g.
KEAMNAN > PERMUK h.
PERMUK = KEAMNAN i.
Tabel 5.11. Tabel statistik wilcoxon signed rank test-permukaan
Test Statisticsc
-8.051a -7.263a -6.383b
.000 .000 .000
Z
Asymp. Sig. (2-tailed)
SABLON - PERMUK
KEMASAN - PERMUK
KEAMNAN - PERMUK
Based on positive ranks.
a.
Based on negative ranks.
b.
Wilcoxon Signed Ranks Test c.
H
0: kepentingan karakteristik kualitas permukaan dan sablon adalah sama H
1: kepentingan karakteristik kualitas permukaan dan sablon adalah berbeda Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas permukaan dan sablon adalah berbeda.
H
0: kepentingan karakteristik kualitas permukaan dan kemasan adalah sama H
1: kepentingan karakteristik kualitas permukaan dan kemasan adalah berbeda Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas permukaan dan kemasan adalah berbeda.
H
0: kepentingan karakteristik kualitas permukaan dan keamanan adalah sama H
1: kepentingan karakteristik kualitas permukaan dan keamanan adalah
berbeda
Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas permukaan dan keamanan adalah berbeda.
Dari setiap kepentingan yang berbeda, dicari karakteristik kualitas yang
memiliki tingkat kepentingan paling tinggi dengan melihat mean rank pada
friedman test. Didapatkan bahwa karakteristik kualitas kondisi kemasan terhadap keamanan speaker memiliki tingkat kepentingan yang paling tinggi.
Tabel 5.12. Mean rank wilcoxon signed rank test-sablon
Ranks
115a 117.03 13458.00 113b 111.93 12648.00 219c
447
53d 143.68 7615.00 288e 176.03 50696.00 106f
447 Negative Ranks
Positive Ranks Ties
Total
Negative Ranks Positive Ranks Ties
Total KEMASAN - SABLON
KEAMNAN - SABLON
N Mean Rank Sum of Ranks
KEMASAN < SABLON a.
KEMASAN > SABLON b.
SABLON = KEMASAN c.
KEAMNAN < SABLON d.
KEAMNAN > SABLON e.
SABLON = KEAMNAN f.
Tabel 5.13. Tabel statistik wilcoxon signed rank test-sablon
Test Statisticsc
-.428a -12.152b
.669 .000
Z
Asymp. Sig. (2-tailed)
KEMASAN - SABLON
KEAMNAN - SABLON
Based on positive ranks.
a.
Based on negative ranks.
b.
Wilcoxon Signed Ranks Test c.
H
0: kepentingan karakteristik kualitas sablon dan kemasan adalah sama H
1: kepentingan karakteristik kualitas sablon dan kemasan adalah berbeda Tolak H
0jika P value < α
P value = 0.669 berarti P value > α è gagal tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas sablon dan kemasan adalah sama.
H
0: kepentingan karakteristik kualitas sablon dan keamanan adalah sama H
1: kepentingan karakteristik kualitas sablon dan keamanan adalah berbeda Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas sablon dan keamanan adalah berbeda.
Dari setiap kepentingan yang berbeda, dicari karakteristik kualitas yang memiliki tingkat kepentingan paling tinggi dengan melihat mean rank pada friedman test. Didapatkan bahwa karakteristik kualitas kondisi kemasan terhadap keamanan speaker memiliki tingkat kepentingan yang paling tinggi.
Tabel 5.14. Mean rank wilcoxon signed rank test-kemasan
Ranks
49a 142.67 6991.00 293b 176.32 51662.00 105c
447 Negative Ranks
Positive Ranks Ties
Total KEAMNAN - KEMASAN
N Mean Rank Sum of Ranks
KEAMNAN < KEMASAN a.
KEAMNAN > KEMASAN b.
KEMASAN = KEAMNAN c.
Tabel 5.15. Tabel statistik wilcoxon signed rank test-kemasan
Test Statisticsb
-12.584a .000 Z
Asymp. Sig. (2-tailed)
KEAMNAN - KEMASAN
Based on negative ranks.
a.
Wilcoxon Signed Ranks Test b.
H
0: kepentingan karakteristik kualitas kemasan dan keamanan adalah sama H
1: kepentingan karakteristik kualitas kemasan dan keamanan adalah berbeda Tolak H
0jika P value < α
P value = 0.000 berarti P value < α è tolak H
0Dari hasil pengujian di atas terlihat bahwa kepentingan karakteristik kualitas kemasan dan keamanan adalah berbeda, dan yang lebih tinggi tingkat kepentingannya adalah keamanan speaker.
Dari pengujian wilcoxon signed rank test yang telah dilakukan, terlihat bahwa kepentingan semua karakteristik kualitas adalah berbeda, kecuali kepentingan karakteristik power handling dengan kondisi kemasan terhadap keamanan speaker dan kepentingan karakteristik kualitas desain sablon dengan desain kemasan adalah sama. Seperti telah dijelaskan di atas bahwa terdapat karakteristik kualitas yang memiliki tingkat kepentingan lebih tinggi dibandingkan dengan karakteristik kualitas yang lain yaitu tingkat kerusakan suara yang rendah, power handling, bentuk permukaan speaker dan kondisi kemasan terhadap keamanan speaker. Keempat karakteristik kualitas tersebut diranking tingkat kepentingannya berdasarkan mean rank pada friedman test dan hasilnya adalah:
• Ranking 1 adalah tingkat kerusakan suara yang rendah
• Ranking 2 adalah power handling dan kondisi kemasan terhadap keamanan speaker
• Ranking 3 adalah bentuk permukaan speaker.
Karakteristik kualitas power handling dan kondisi kemasan terhadap keamanan speaker menempati ranking yang sama karena telah dibuktikan secara statistik melalui wilcoxon signed rank test bahwa tingkat kepentingan keduanya adalah sama.
Customer ratings menyatakan bahwa produk perusahaan tidak dapat
dibandingkan secara kuantitatif, namun dapat dilihat bahwa tingkat kerusakan
suara yang rendah dan penampilan permukaan speaker perlu diperhatikan karena
masih berada di bawah produk kompetitor yaitu AUDAX. Pada proyek
peningkatan kualitas ini, karakteristik yang menjadi fokus (karakteristik kritis)
adalah tingkat kerusakan suara yang rendah, hal ini dikarenakan selain karakteristik tersebut masih kalah dibanding produk kompetitor, customer importance dan mean rank pada friedman test dari karakteristik ini paling tinggi dibandingkan yang lain. Sedangkan karakteristik kualitas power handling dan kondisi kemasan terhadap keamanan speaker juga memiliki customer importance yang cukup tinggi dan memiliki rangking nomor dua, namun 2 karakteristik ini tidak dijadikan fokus proyek, mengingat yang menjadi dasar kebutuhan pokok konsumen akan produk speaker adalah tingkat kerusakan suara yang rendah.
Selain itu, proyek peningkatan kualitas ini hanya difokuskan untuk satu jenis karakteristik kualitas, karena memperbaiki satu hal terpenting secara maksimal akan jauh lebih efektif dibandingkan dengan meperbaiki beberapa hal namun tidak maksimal.
Dari 43 relationship value yang bersifat sangat kuat, terdapat 15 relationship value yang berhubungan dengan karakteristik tingkat kerusakan suara yang rendah, yaitu:
• Kepresisian letak
• Kebersihan bagian dalam
• Gauss (magnet-yoke-washer)
• Kelenturan dumper
• Dimensi voice coil
• RDC voice coil
• Berat cone paper
• FO cone paper
• Tebal BWR
• Jenis BWR
• Tebal bobbin
• Jenis bobbin
• Durability dumper
• Kualitas bahan
• SPL
Hal ini berarti ada 15 elemen hows yang bisa diperbaiki untuk meningkatkan
tingkat kerusakan suara yang rendah.
Dari technical importance, terdapat 14 elemen hows yang memiliki ranking tertinggi dan semuanya termasuk dalam 15 elemen hows di atas, yaitu:
• Kepresisian letak
• Kebersihan bagian dalam
• Gauss (magnet-yoke-washer)
• Kelenturan dumper
• Dimensi voice coil
• RDC voice coil
• FO cone paper
• Tebal BWR
• Jenis BWR
• Tebal bobbin
• Jenis bobbin
• Durability dumper
• Kualitas bahan
• SPL
Dari 14 elemen tersebut, ada 7 elemen yang paling mudah diperbaiki atau yang technical difficulty nya menunjukkan angka 1 yaitu:
• Kebersihan bagian dalam
• Gauss (magnet-yoke-washer)
• Tebal BWR
• Jenis BWR
• Tebal bobbin
• Jenis bobbin
• Durability dumper
Dari 7 elemen di atas, dipilih elemen kebersihan bagian dalam. Hal ini mengingat untuk melakukan perubahan terhadap keenam elemen yang lain membutuhkan perubahan part. Perubahan part berarti mengubah desain produk yang ada.
Padahal fokus proyek peningkatan kualitas yang dilakukan adalah pada perbaikan
proses yang dapat meningkatkan kualitas produk.
5.1.3. Pendefinisian Jenis Kerusakan Suara Tertinggi di CV. X
Setelah didapatkan karakteristik kritis (critical to quality) global dari QFD yaitu tingkat kerusakan suara yang rendah, maka langkah berikutnya adalah mendefinisikan jenis kerusakan suara tertinggi di CV. X. Ada 11 macam kerusakan suara speaker yang dapat dilihat pada sub bab 4.4. Berdasarkan data bulan Juli 2002 sampai Pebruari 2003 untuk kedua tipe speaker terkait, maka dibuat diagram pareto 20-80 untuk masing-masing tipe speaker. Diagram pareto untuk tipe 12” C-1230 PA ACR Pro New dapat dilihat pada gambar 5.1.
sedangkan untuk tipe 12” 30 H120 SRW 38B ACR Pro New dapat dilihat pada gambar 5.2.
Other s MATI
VCT IRC
BZ
6 40
71 211
270
1.0 6.7
11.9 35.3
45.2
100.0 99.0
92.3 80.4
45.2 600
500
400
300
200
100
0
100
80
60
40
20
0
Defect Count Percent Cum %
Percent
Count
PARETO CHART 12" C-1230 PA ACR PRO NEW
Gambar 5.1. Diagram pareto 12” C-1230 PA ACR Pro New
Others MATI
ANS VCT
IRC
15 14
18 175
223
3.4 3.1
4.0 39.3
50.1
100.0 96.6
93.5 89.4
50.1 400
300
200
100
0
100
80
60
40
20
0
Defect Count Percent Cum %
Percent
Count
PARETO CHART 12" 30H120 SRW 38B ACR PRO NEW
Gambar 5.2. Diagram pareto 12” 30 H120 SRW 38B ACR Pro New
Dari gambar di atas, terlihat bahwa jenis kerusakan suara tertinggi pada tipe 12”
C-1230 PA ACR Pro New adalah BZ dan jenis kerusakan suara tertinggi pada tipe 12” 30 H120 SRW 38B ACR Pro New adalah IRC. Menurut hasil diskusi tim, kerusakan suara BZ disebabkan oleh faktor kerapian dan kerataan lem. Sedangkan dari hasil QFD, technical difficulty untuk kedua faktor tersebut adalah sebesar 5 dalam arti sangat sulit untuk memperbaiki kedua faktor tersebut karena keduanya berhubungan dengan uncontrollable factor dari mesin lem, seperti yang telah dijelaskan sebelumnya. Oleh karena itu untuk tipe 12” C-1230 PA ACR Pro New diambil jenis kerusakan suara tertinggi kedua yaitu IRC, dimana kerusakan suara ini masih lebih dari 20 %.
Dari hasil QFD didapatkan bahwa elemen hows yang dapat diperbaiki
untuk meningkatkan tingkat kerusakan suara yang rendah adalah elemen
kebersihan bagian dalam. Bagian dalam yang tidak bersih dari sebuah speaker
dapat menyebabkan kerusakan suara IRC. Jadi untuk mencapai customer
requirements tingkat kerusakan suara yang rendah maka kebersihan bagian dalam
speaker harus ditingkatkan, untuk meminimalkan IRC.
5.2. Tahap Pengukuran dan Analisa Awal
Berdasarkan hasil QFD dan diagram pareto beserta analisanya, didapatkan bahwa jenis kerusakan suara yang harus diperbaiki adalah IRC.
Karena itu pengukuran dan analisa awal yang dilakukan didasarkan pada jenis kerusakan IRC.
5.2.1. Pengukuran dan Analisa Awal 12” C-1230 PA ACR Pro New
Data-data yang dibutuhkan untuk perhitungan awal speaker tipe 12” C- 1230 PA ACR Pro New dapat dilihat pada lampiran 8. Berikut ini adalah perhitungan awal untuk tipe 12” C-1230 PA ACR Pro New:
• Sigma Quality Level (SQL)
D = 211
U = 51871 unit
O = 11
DPU = D/U = 4.0678 x 10
-3Z
DPU= 2.6463
DPO = DPU/O = 3 . 697985
11 10 x 4.0678
-3= x 10
-4DPMO = DPO x 10
6= 369.7985
DPMO = 336.98 SQL = 4.9 DPMO = 489.48 SQL = 4.8
Dengan interpolasi didapatkan DPMO = 369.7985 SQL = 4.807
• Process Capability Index
Cpk =
3 Z
DPU= 3 6463 .
2 = 0.8821
• Yield
Yield = e
-DPU= e
−4.0678x10−3= 99.594 %
% out of spec = 100 % – yield = 100 % - 99.594 % = 0.406 %
Dari hasil perhitungan di atas dapat dilihat bahwa nilai DPMO untuk
produk tipe 12” C-1230 PA ACR Pro New sebesar 369.7985, berarti rata-rata
timbulnya kerusakan suara IRC adalah sebesar 369.7985 dalam 1 juta
kemungkinan terjadinya cacat. Sedangkan tingkat SQL sebesar 4.807 sudah melebih tingkat rata-rata SQL perusahaan pada umumnya yaitu sebesar 3-4 σ.
Tingkat kemampuan proses untuk memproduksi tipe 12” C-1230 PA ACR Pro New selama bulan Juli 2002 sampai Pebruari 2003 adalah sebesar 0.8821. Hal ini berarti tingkat kemampuan proses untuk memproduksi tipe 12” C- 1230 PA ACR Pro New sesuai dengan spesifikasi produk yang bebas IRC dan diinginkan oleh konsumen masih kurang baik karena lebih kecil dari 1.
Dari nilai yield di atas terlihat bahwa probabilitas suatu unit dapat memenuhi spesifikasi dan bebas IRC adalah sebesar 99.594 % dengan % produk yang keluar dari spesifikasi adalah sebesar 0.406 %.
Tingkat mutu kelas dunia menginginkan pencapaian level kualitas 6 σ dimana nilai DPMO sebesar 3.4, nilai Cpk sebesar 1.5 dan nilai yield sebesar 99.99966 %. Sehingga tingkat pencapaian mutu dalam arti bebas IRC untuk tipe 12” C-1230 PA ACR Pro New selama bulan Juli 2002 sampai Pebruari 2003 masih berada di bawah standar mutu kelas dunia dan harus ditingkatkan lagi untuk meningkatkan nilai kompetensi perusahaan.
5.2.2. Pengukuran dan Analisa Awal 12” 30 H120 SRW 38B ACR Pro New Data-data yang dibutuhkan untuk perhitungan awal speaker tipe 12” 30 H120 SRW 38B ACR Pro New dapat dilihat pada lampiran 9. Berikut ini adalah perhitungan awal untuk tipe 12” 30 H120 SRW 38B ACR Pro New:
• Sigma QualityLevel (SQL)
D = 226
U = 27166 unit
0 = 9
DPU = D/U = 8.3192 x 10
-3Z
DPU= 2.3946
DPO = DPU/O = 9 . 2436
9 10 x 8.3192
-3= x 10
-4DPMO = DPO x 10
6= 924.3581
DPMO = 816 SQL = 4.65
DPMO = 968 SQL = 4.6
Dengan interpolasi didapatkan DPMO = 924.3581 SQL = 4.614
• Process Capability Index
Cpk =
3 Z
DPU= 3 2.3946
= 0.7982
• Yield
Yield = e
-DPU= e
−8.3192x10−3= 99.172 %
% out of spec = 100 % – yield = 100 % - 99.172 % = 0.828 %
Dari hasil perhitungan di atas dapat dilihat bahwa nilai DPMO untuk produk tipe 12” 30 H120 SRW 38B ACR Pro New sebesar 924.3581, berarti rata- rata timbulnya kerusakan suara IRC adalah sebesar 924.3581 dalam 1 juta kemungkinan terjadinya cacat. Sedangkan tingkat SQL sebesar 4.614 sudah melebih tingkat rata-rata SQL perusahaan pada umumnya yaitu sebesar 3-4 σ .
Tingkat kemampuan proses untuk memproduksi tipe 12” 30 H120 SRW 38B ACR Pro New selama bulan Juli 2002 sampai Pebruari 2003 adalah sebesar 0.7982. Hal ini berarti tingkat kemampuan proses untuk memproduksi tipe 12” 30 H120 SRW 38B ACR Pro New sesuai dengan spesifikasi produk yang bebas IRC dan diinginkan oleh konsumen masih kurang baik karena lebih kecil dari 1.
Dari nilai yield di atas terlihat bahwa probabilitas suatu unit dapat memenuhi spesifikasi dan bebas IRC adalah sebesar 99.172 % dengan % produk yang keluar dari spesifikasi adalah sebesar 0.828 %.
Tingkat mutu kelas dunia menginginkan pencapaian level kualitas 6 σ
dimana nilai DPMO sebesar 3.4, nilai Cpk sebesar 1.5 dan nilai yield sebesar
99.99966 %. Sehingga tingkat pencapaian mutu dalam arti bebas IRC untuk tipe
12” 30 H120 SRW 38B ACR Pro New selama bulan Juli 2002 sampai Pebruari
2003 masih berada di bawah standar mutu kelas dunia dan harus ditingkatkan lagi
untuk meningkatkan nilai kompetensi perusahaan.
5.3. Tahap Perencanaan Perbaikan 5.3.1. Fishbone Diagram
CV. X telah memiliki fishbone diagram, namun melalui proyek peningkatan kualitas ini fishbone diagram yang telah ada dilengkapi dan kemudian dianalisa untuk mendapatkan faktor-faktor yang mungkin diperbaiki untuk mengatasi cacat IRC. Fishbone diagram CV. X dapat dilihat pada gambar 5.3. Dalam fishbone diagram ini terdapat 6 kategori faktor penyebab masalah yaitu:
a. Material b. Man c. Machine d. Method e. Measurement f. Environment
Adapun penjelasan dari setiap kategori dapat dilihat pada sub bab di bawah ini.
5.3.1.1. Material
Faktor penyebab IRC yang dapat dikelompokkan dalam kategori material adalah spare part, yang terdiri dari magnet, yoke dan washer yang menghasilkan chrom karena bahan yang kurang baik. Chrom yang menempel merupakan chrom yang dapat dipengaruhi medan magnet sehingga menyebabkan IRC.
Kondisi seperti ini disebabkan karena kondisi proses di perusahaan supplier.
Sehingga dapat dikatakan bahwa faktor penyebab bukan berasal dari CV. X.
Karena itu faktor ini tidak dapat dikendalikan di CV. X. Pengendalian hanya dapat
dilakukan melalui pengecekan kualitas bahan sebelum digunakan dalam proses
untuk memastikan kondisi bahan sesuai persyaratan dan melalui koordinasi yang
baik antara CV. X dengan supplier, di antaranya agar CV. X dapat mengadakan
inspeksi kualitas terhadap proses pembuatan spare part di perusahaan supplier.
IRC
Material Man
Method Machine
Spare part...mengha silkan gram karena bahan kurang baik
Washer Yoke
Magnet
Operator kurang memperlakukan speaker dengan baik
Operator kurang menjaga kebersihan
alat bantu Mesin lem Absorber
Kain pembersih magnet
Jarak antar speaker di conveyor terlalu pendek, berpotensi menyebabkan benturan
Hasil absorber kurang bagus
Hasil keling washer- frame-terminal
kurang bagus
Penyemprotan frame kurang kuat sehingga hasilnya kurang bersih
Measurement
Interval waktu pengendalian kualitas proses...tidak tiap 0.5 jam Operator tidak
menjaga suhu solder tetap tinggi
Environment
Lingkungan tempat kerja kurang terjaga kebersihannya
Pisau terlalu tajam atau
tumpul
Lem sekitar luka keling kurang lebar
Pembersihan magnet
Keling & lem washer-frame
Keling & lem washer- terminal
Pengeleman magnet-yoke
Perbersihan dengan absorber
Potong &
solder LWR
Gambar 5.3. Fishbone diagram
5.3.1.2. Man
Terdapat beberapa faktor yaitu:
• Operator kurang memperlakukan speaker dengan baik.
Hal ini menyebabkan benturan pada speaker yang berpotensial menimbulkan chrom-chrom dan pecahan spare part penyebab IRC. Perlakuan tidak baik ini khususnya terjadi pada proses pemasangan magnet-yoke-washer dan pada saat mengambil maupun meletakkan speaker. Melalui pengamatan yang dilakukan dapat ditemukan bahwa banyak operator yang suka melamun dan mengobrol saat bekerja. Akibatnya produk yang berada tepat di depan operator, yang seharusnya dikerjakan, menjadi terlewat. Akibatnya operator menjadi terburu- buru mengerjakan produk tersebut sehingga menyebabkan banyak benturan atau operator menarik mundur produk-produk yang telah terlewat tersebut sehingga terjadi benturan. Upaya yang dapat dilakukan untuk mengendalikan IRC melalui faktor ini adalah dengan menciptakan kesadaran dan tanggung jawab operator untuk ikut mencegah terjadinya IRC, misalnya melalui training ditekankan kepada operator tentang pentingnya ikut serta mencegah IRC dan manfaat serta keuntungan yang dapat mereka peroleh jika perusahaan dapat menekan IRC seminimal mungkin. Upaya ini perlu dilakukan karena faktor ini merupakan faktor manusia yang bersifat uncontrolable.
• Operator tidak menjaga suhu solder tetap tinggi.
Solder digunakan untuk menutup sisa potongan Lead Wire Rope (LWR).
Penyolderan harus dilakukan dengan daya yang telah distandarkan yaitu 60 Watt untuk solder terminal dan 40 Watt untuk solder mata ayam, agar bahan solder dapat menempel dengan baik. Daya yang tidak sesuai memungkinkan bahan solder jatuh pada inti speaker yaitu pada bagian voice coil. Walaupun sedikit, bahan ini berpotensial menyebabkan IRC. Pengendalian terhadap faktor ini juga dapat dilakukan dengan mempertinggi kesadaran operator untuk senantiasa memperhatikan layar penunjuk daya solder dan tidak malas untuk melakukan penyetelan daya solder dengan segera bila terjadi perubahan.
• Operator kurang menjaga kebersihan alat bantu
Alat-alat bantu yang perlu dijaga kebersihannya antara lain mesin lem,
absorber dan kain pembersih magnet. Standar frekuensi waktu pembersihan
mesin lem dan absober adalah seminggu sekali yaitu setiap hari Sabtu atau pada saat mesin bersangkutan kotor. Kain pembersih magnet baru diganti jika kain sudah terlihat kotor. Untuk mengendalikan IRC melalui faktor ini adalah juga dengan meningkatkan kesadaran operator untuk menaati jadwal yang telah ditetapkan. Faktor mesin absorber yang memang diperuntukkan untuk membersihkan speaker dari chrom penyebab IRC akan dicoba dengan kondisi kebersihan yang baru seperti dapat dilihat pada sub bab 5.3.2. Sedangkan standar baru frekuensi penggantian kain pembersih magnet adalah minimal 2 jam sekali, yang didapatkan melalui pengalaman supervisor produksi.
5.3.1.3. Machine
Terdapat beberapa faktor yaitu:
• Hasil absorber kurang bagus.
Absorber yang berfungsi menarik chrom-chrom penyebab IRC kadang-kadang menunjukkan hasil yang kurang bagus. Hal ini dilihat dari masih adanya chrom-chrom penyebab IRC tersebut pada speaker. Analisa lebih lanjut menemukan bahwa penyebab dari hal ini adalah umur mesin absorber sehingga untuk melakukan pengendalian melalui faktor ini, usaha yang dapat dilakukan adalah dengan mengganti kepala absorber.
• Penyemprotan frame kurang kuat sehingga hasilnya kurang bagus.
Frame juga perlu disemprot untuk menyedot chrom-chrom penyebab IRC yang melekat pada frame. Chrom ini mungkin muncul karena aktivitas pengelingan yang dilakukan pada frame. Sama seperti faktor absorber di atas, daya hisap mesin yang kurang baik disebabkan karena umur mesin sehingga untuk melakukan pengendalian pada faktor ini, usaha yang dapat dilakukan adalah dengan mengganti komponen mesin penyedot frame.
• Hasil keling washer-frame-terminal kurang bagus.
Hasil keling yang kurang bagus ini bisa disebabkan karena kondisi pisau
keling yang terlalu tajam atau terlalu tumpul sehingga hasil keling tidak
sempurna dan menimbulkan chrom atau juga bisa disebabkan karena lem di
sekitar luka keling yang kurang lebar. Lem ini berfungsi untuk mencegah chrom-chrom hasil keling jatuh pada inti speaker (bagian voice coil), yang bisa menyebabkan IRC. Kondisi pisau keling harus menjadi salah satu variabel yang harus selalu dicek, yaitu setiap produksi 100.000 unit speaker, untuk senantiasa mengetahui kondisinya. Untuk yang disebabkan karena lem, jumlah lem di sekitar luka keling harus senantiasa dicek agar jumlahnya selalu tepat dan dapat menutup luka keling dengan sempurna.
5.3.1.4. Method
Faktor penyebab IRC yang dikategorikan dalam method adalah jarak antar speaker di conveyor yang terlalu pendek, yaitu sebesar diameter speaker atau dengan kata lain speaker tersebut saling bersinggungan satu sama lain, sehingga berpotensi menyebabkan benturan. Faktor ini ditambah dengan kurangnya kesadaran operator untuk memperlakukan speaker dengan baik merupakan faktor yang cukup berpotensi menyebabkan IRC. Seharusnya jika kesadaran operator tinggi, jarak antar speaker yang telah ada selama ini tidaklah berpengaruh terhadap terjadinya benturan. Namun karena tingkat kesadaran operator yang masih rendah inilah maka faktor ini menjadi penting. Pengendalian faktor ini seharusnya cukup dilakukan melalui peningkatan kesadaran operator, karena kondisi perusahaan saat ini tidak memungkinkan untuk mengatur kembali jarak antar produk. Hal ini disebabkan karena perubahan jarak produk di conveyor menyebabkan perusahaan harus mengubah kecepatan conveyor, jumlah tenaga kerja dan melakukan setting ulang mesin yang cukup membutuhkan biaya tinggi.
5.3.1.5. Measurement
Faktor penyebab pada kategori measurement adalah tidak tepatnya interval waktu pengecekan kualitas di proses-proses yang kritis terhadap IRC.
Proses ini antara lain adalah proses pembersihan magnet, pengeleman magnet-
yoke, pengelingan dan pengeleman washer-frame, pengelingan dan pengeleman
washer-terminal, pembersihan dengan absorber, pemotongan dan penyolderan
LWR. Hal ini disebabkan karena kurangnya jumlah inspektor sehingga tidak memungkinkan untuk melakukan pengambilan sampel pengecekan kualitas setiap 30 menit ketika terjadi masalah di bagian conveyor tertentu yang harus segera diatasi. Untuk mengatasi hal ini, diperlukan adanya penambahan inspektor, namun hal ini akan menimbulkan adanya penambahan biaya produksi. Usulan ini tidak mutlak harus dilakukan jika setiap operator memiliki kesadaran yang tinggi terhadap kualitas produk yang dihasilkan.
5.3.1.6. Environment
Faktor environment adalah lingkungan tempat kerja yang kurang terjaga kebersihannya. Yang dimaksud dengan lingkungan tempat kerja adalah wadah spare part yang kotor dalam arti mengandung chrom-chrom yang dapat menyebabkan cacat IRC. Untuk mengatasi hal ini diperlukan koordinasi dengan perusahaan supplier untuk menjaga kebersihan wadah spare spart.
5.3.2. Perbandingan Alternatif Perbaikan
Melalui hasil analisa dan diskusi tim, terdapat 3 alternatif yang dapat diperbaiki untuk mengatasi cacat IRC dari faktor-faktor yang terdapat pada fishbone diagram. Pemilihan ketiga alternatif ini didasarkan pada sifatnya yang teknis dan dapat dikendalikan dalam lingkup perusahaan Penjelasan dari ketiga alternatif tersebut beserta metode perbaikannya dapat dilihat pada sub bab 4.5.2.
Berdasarkan data perbandingan yang ada pada lampiran 10 kemudian dilakukan perhitungan untuk mencari alternatif terbaik dari alternatif tersebut. Berikut ini adalah hasil perhitungannya:
• Metode pembersihan magnet
Metode lama: % IRC = ( jumlah cacat IRC / unit inspeksi ) x 100 % = ( 6 / 201 ) x 100 %
% IRC = 2.9851 %
Data di atas disajikan dalam bentuk Pie Chart pada gambar 5.4.
Gambar 5.4. Pie chart metode pembersihan magnet lama
Metode baru: % IRC = ( jumlah cacat IRC / unit inspeksi ) x 100 % = ( 4 / 268 ) x 100 %
% IRC = 1.4925 %
Data di atas disajikan dalam bentuk Pie Chart pada gambar 5.5.
Terjadi penurunan cacat IRC sebesar 2.9851 % - 1.4925 % = 1.4926 %
Gambar 5.5. Pie chart metode pembersihan magnet baru
• Bahan pembersih magnet
Untuk faktor ini dilakukan pengulangan percobaan karena terjadi kesalahan prosedur pada percobaan awal, yaitu selama pemakaian kain kanebo tidak sering dibasahi, sehingga kain tersebut tidak dapat bekerja efektif mengingat
IRC ( 6, 3.0%)
Non IRC (195, 97.0%)
PIE CHART METODE PEMBERSIHAN MAGNET LAMA
IRC ( 4, 1.5%)
Non IRC (264, 98.5%)
PIE CHART METODE PEMBERSIHAN MAGNET BARU
kain tersebut cepat kering akibat adanya perputaran tuas mesin pembersih magnet. Pada percobaan kedua, percobaan dilakukan terhadap 2 tipe speaker karena jumlah unit yang diproduksi untuk masing masing tipe speaker terlalu kecil.
Metode lama awal: % IRC = ( jumlah cacat IRC / unit inspeksi ) x 100 % = ( 1 / 1000 ) x 100 %
% IRC = 0.1 %
Data di atas disajikan dalam bentuk Pie Chart pada gambar 5.6.
Gambar 5.6. Pie chart bahan pembersih magnet lama awal
Metode baru awal: % IRC = ( jumlah cacat IRC / unit inspeksi ) x 100 % = ( 8 / 2001 ) x 100 %
% IRC = 0.3998 %
Data di atas disajikan dalam bentuk Pie Chart pada gambar 5.7.
Others ( 1, 0.1%) Non IRC (999, 99.9%)
PIE CHART BAHAN PEMBERSIH MAGNET LAMA AWAL
Gambar 5.7. Pie chart bahan pembersih magnet baru awal
Terjadi penurunan cacat IRC sebesar 0.1 % - 0.3998 % = -0.2998 %
Metode lama ulang 1: % IRC = ( jumlah cacat IRC / unit inspeksi ) x 100 % = ( 1 / 250 ) x 100 %
% IRC = 0.4 %
Data di atas disajikan dalam bentuk Pie Chart pada gambar 5.8.
Gambar 5.8. Pie chart bahan pembersih magnet lama ulang 1
Metode baru ulang 1: % IRC = ( jumlah cacat IRC / unit inspeksi ) x 100 % = ( 2 / 200 ) x 100 %
% IRC = 1 %
IRC ( 999, 33.4%)
Non IRC (1993, 66.6%)
PIE CHART BAHAN PEMBERSIH MAGNET BARU AWAL
IRC ( 1, 0.4%) Non IRC (249, 99.6%)
PIE CHART BAHAN PEMBERSIH MAGNET LAMA ULANG 1
Data di atas disajikan dalam bentuk Pie Chart pada gambar 5.9.
Gambar 5.9. Pie chart bahan pembersih magnet baru ulang 1
Terjadi penurunan cacat IRC sebesar 0.4 - 1 % = -0.6 %
Metode lama ulang 2: % IRC = ( jumlah cacat IRC / unit inspeksi ) x 100 % = ( 1 / 200 ) x 100 %
% IRC = 0.5 %
Data di atas disajikan dalam bentuk Pie Chart pada gambar 5.10.
Gambar 5.10. Pie chart bahan pembersih magnet lama ulang 2
Metode baru ulang 2: % IRC = ( jumlah cacat IRC / unit inspeksi ) x 100 % = ( 2 / 200 ) x 100 %
IRC ( 2, 1.0%) Non IRC (198, 99.0%)
PIE CHART BAHAN PEMBERSIH MAGNET BARU ULANG 1
IRC ( 1, 0.5%) Non IRC (199, 99.5%)
PIE CHART BAHAN PEMBERSIH MAGNET LAMA ULANG 2
% IRC = 1 %
Data di atas disajikan dalam bentuk Pie Chart pada gambar 5.11.
Gambar 5.11. Pie chart bahan pembersih magnet baru ulang 2
Terjadi penurunan cacat IRC sebesar 0.5 - 1 % = -0.5 %
• Pembersihan absorber
Metode lama: % IRC = ( jumlah cacat IRC / unit inspeksi ) x 100 % = ( 6 / 201 ) x 100 %
% IRC = 2.9851 %
Data di atas disajikan dalam bentuk Pie Chart pada gambar 5.12.
Gambar 5.12. Pie chart metode pembersihan absorber lama
IRC ( 2, 1.0%) Non IRC (198, 99.0%)
PIE CHART BAHAN PEMBERSIH MAGNET BARU ULANG 2
IRC ( 6, 3.0%)
Non IRC (195, 97.0%)
PIE CHART PEMBERSIHAN ABSORBER LAMA