Miniatur Sistem Kendali Terdistribusi
Berbasis PLC Omron CPM2A
Diajukan untuk memenuhi salah satu syarat
memperoleh gelar Sarjana Teknik pada
Program Studi Teknik Elektro
Fakultas Sains dan Teknilogi Universitas Sanata Dharma
Disusun oleh :
YOHANNES EKO HADI NUGROHO
NIM : 045114037
PROGRAM STUDI TEKNIK ELEKTRO
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
2009
at Miniature of Distributed Control Systems
Based On PLC Omron CPM2A
Presented as Partial Fulfillment of the Requirements to Obtain the SARJANA TEKNIK Degree
Electrical Engineering Study Program Electrical Engineering Department
Sience and Technology Faculty Sanata Dharma University
By :
YOHANNES EKO HADI NUGROHO
Student Number : 045114037
ELECTRICAL ENGINEERING DEPARTEMENT
SCIENCE AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
2009
Kepada:
Bapak dan Ibuku tercinta,
Adik-adikku tersayang
Dan kepada semua pihak yang selalu memberikan semangat,
dorongan dan doa.
Jika kau pikir kau kalah, kau kalah
Jika kau pikir kau tidak berani, kau tidak berani
Jika kau ingin menang, tetapi berpikir kau tidak bisa,
Hampir pasti kau takkan bisa.
Jika kau pikir akan kalah, kau kalah
Karena di dunia kita tahu,
Sukses berawal dari kemauan orang
Semua ada di pikiran.
Kemenangan dalam kehidupan tidak selalu berpihak
Kepada yang lebih kuat atau lebih cepat
Karena cepat atau lambat pemenangnya adalah
Ia YANG BERPIKIR IA DAPAT!
NAPOLEON HILL
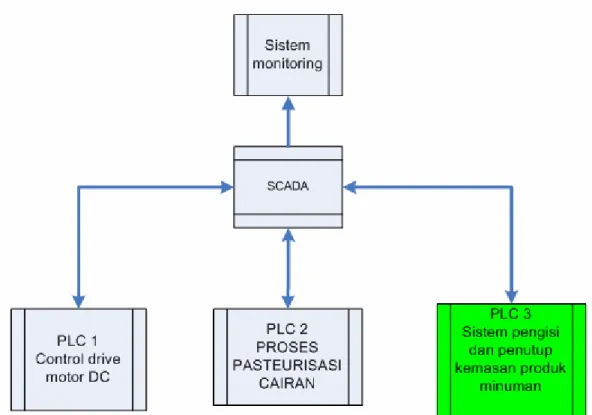
dapat dibuat aplikasi berupa sistem pengisian dan penutupan produk minuman otomatis. Sistem ini merupakan bagian dari sistem kendali terdistribusi (DCS). Sistem DCS memungkinkan komunikasi dengan PLC lain melalui terminal SCADA.
Sistem Pengisian dan Penutupan Produk Minuman ini terdiri dari proses pengisian dan proses penutupan. Sistem pengisian terdiri dari solenoid valve, sensor posisi dan tangki penampung yang dilengkapi sensor ketinggian cairan. Proses pengisian dimulai ketika sensor posisi mendeteksi gelas pada conveyor. Proses selanjutnya adalah motor conveyor berhenti, kemudian solenoid valve on sampai level cairan menyentuh sensor batas bawah. Sistem penutupan terdiri dari sensor posisi, pneumatik, pemanas dan thermostat. Proses penutupan dimulai ketika sensor posisi mendeteksi gelas pada conveyor, selanjutnya adalah motor
conveyor berhenti dan kemudian dimulai proses pengepresan plastik tutup gelas.
Dari hasil pengujian dan analisa, sistem ini dapat melakukan pengisian cairan pada gelas sebanyak 150 cc selama 19 menit. Proses penutupan plastik tutup gelas berlangsung selama 6 menit. Sistem Penutupan masih mengalami kendala pada proses pemotongan plastik tutup gelas yang tidak merata. Kendala yang dihadapi disebabkan karena kesulitan pemasangan alat secara presisi.
Kata kunci: PLC Omron CPM2A, solenoid valve, pneumatik, thermostat, konveyor, sistem kendali terdistribusi (DCS)
Filling and sealing system of the drink packing consists of filling and sealing process. Filling system consists of a solenoid valve, position sensor, and tank completed by a sensor for measuring height of liquid. Filling process starts when the position sensor detects a glass on conveyor which makes the motor of the conveyor stop. Then, solenoid valve will be active until level of liquid is touching lower limit switch. Sealing system consists of a position sensor, pneumatic, heater, and thermostat. The packing process begins when position sensor detects a glass on conveyor and motor of conveyor will stop automatically, and continue with pressing up the cover of the glass.
The result of the experiment and analysis showing that this system can fill 150cc in a glass within 19 minutes. Sealing process took 6 minutes to press the plastic cover of the glass. However, it was found a problem which is unable to cut the plastic cover of the glass neatly because it is quite difficult to set up the device properly.
Keywords : PLC Omron CPMA2A, solenoid valve, pneumatic, thermostat, conveyor, distributed control system.
Puji syukur penulis panjatkan kepada Allah Bapa atas segala kasih, karunia dan berkat perlindungan-Nya sehingga penulis dapat menyelesaikan penulisan tugas akhir ini. Tugas akhir ini berjudul “Sistem Pengisian dan Penutupan Produk Minuman pada Miniatur Sistem Kendali Terdistribusi Berbasis PLC Omron CPM2A”.
Tugas akhir ini ditulis bertujuan untuk memenuhi salah satu syarat dalam memperoleh gelar sarjana teknik pada program studi Teknik Elektro Universitas Sanata Dharma. Penulisan tugas akhir ini berdasarkan pada hasil-hasil yang penulis peroleh pada perancangan alat, pembuatan alat, dan sampai pada pengujian alat.
Penulisan skripsi ini dapat diselesaikan berkat bantuan, dorongan, dan bimbingan dari berbagai pihak. Pada kesempatan ini penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Ibu B. Wuri Harini, S.T., M.T. sebagai dosen pembimbing I yang telah bersedia memberikan ide, saran, semangat, kesabaran, bimbingan dan waktu bagi penulis dalam menyelesaikan tugas akhir.
2. Bapak Ir. Tjendro sebagai pembimbing II yang telah bersedia memberikan ide, saran, dan bimbingan untuk penulis dalam menyelesaikan tugas akhir.
3. Bapak Martanto, S.T., M.T dan Bapak Pius Yozy Merucahyo, S.T., M.T selaku penguji yang telah bersedia memberikan kritik dan saran.
4. Bapak Ony dan Bapak Wicak Mekatronika Sanata Dharma yang telah bersedia memberikan saran pada pembuatan alat.
5. Bapak Hardi dan Bapak Dwi BLPT Yogyakarta yang telah bersedia memberikan saran dalam pembuatan mekanik.
7. Laboran TE Mas Broto, Mas Suryana, Mas Mardi, Mas Hardi dan Mas Yusuf atas semua bantuannya selama di Lab.
8. Segenap Karyawan sekretariat fakultas sains dan teknologi
9. Semua teman ITI, BIGPALA, Kos 99 yang telah memberikan bantuan, dukungan dan penghiburan.
Penulis menyadari bahwa pada penulisan tugas akhir ini banyak terdapat kesalahan dan kekurangannya, oleh sebab itu kritik dan saran dari berbagai pihak sangat diharapkan agar penulis dapat lebih maju dan lebih baik.
Akhirnya penulis juga berharap semoga karya tulis ini dapat bermanfaat bagi pembaca. Dan kiranya Tuhan akan membalas kebaikan kepada semua yang telah membantu penulis sampai saat ini.
Yogyakarta, 23 Juni 2009
Penulis
Lembar Pengesahan oleh Pembimbing iii
Lembar Pengesahan oleh Penguji iv
Lembar Pernyataan Keaslian Karya Tulis v
Halaman Persembahan dan Motto Hidup vi
Intisari vii Abstract viii Lembar Pernyataan Persetujuan Publikasi Karya Ilmiah ix
Kata Pengantar x
Daftar Isi xii
Daftar Gambar xvi
Daftar Tabel xx
Bab I Pendahuluan 1
1.1 Latar Belakang Masalah 1
1.2 Rumusan Masalah 2 1.3 Batasan Masalah 2 1.4 Tujuan Penulisan 3 1.5 Manfaat Penulisan 3 1.6 Metode Penelitian 4 1.7 Sistematika penulisan 4
Bab II Dasar Teori 6
2.1 Distributed Control Systems 6 2.2 Programmable Logic Controller (PLC) 9
2.2.1.3 Struktur Memori PLC Omron CPM2A 12 2.2.2 Dasar-Dasar Logika Diagram Ladder 15
2.2.2.1 Kontak Normally Open (NO) dan Normally Close
(NC) 15
2.2.2.2 LOAD dan LOAD NOT 16
2.2.2.3 AND dan AND NOT 16
2.2.2.4 OR dan OR NOT 17
2.2.2.5 Instruksi OUTPUT dan OUTPUT NOT 17
2.2.2.6 Instruksi END 18
2.3 Light Dependent Resistor (LDR) 18
2.4 Dioda LASER (LASER Pointer) 20
2.5 Thermostat 21
2.6 Motor DC 21
2.7 Solenoid Valve 22 2.7.1 Prinsip Kerja Solenoid Valve 23
2.8 Pneumatik 24
2.8.1 Prinsip Kerja Pneumatik 25
2.9 Limit Switch 25
2.10 Relay 26
2.11 Heater 27
Bab III Rancangan Penelitian 28
3.1 Diagram Blok 28
3.2 Perancangan Perangkat Keras 30
3.2.3.1 Sensor Posisi 36 3.2.3.1.1 Laser Pointer Sebagai Pemancar (transmitter) 36
3.2.3.1.2 LDR Sebagai Penerima (receiver) 37 3.2.3.2 Sensor Ketinggian Cairan 39
3.2.3.3 Sensor Pembatas Panas 40
3.2.4 Penggerak Solenoid Valve 40
3.2.5 Penggerak Pneumatik 41
3.2.6 Rangkaian Heater 42
3.3 Perancangan Perangkat Lunak 42
3.3.1 Flowchart Utama Sistem Pengisi dan Pengepak 46 3.3.2 Flowchart Proses Pengisian valve 2 47
3.3.3 Flowchart Proses Pengisian valve 3 47
3.3.4 Flowchart Proses Pengepakan 48
Bab IV Hasil dan Pembahasan 49
4.1 Cara Kerja Alat 49
4.2 Analisa Perangkat Keras 51
4.2.1 Hasil Pengujian valve 2 51
4.2.2 Hasil Pengujian tangki 3 54
4.2.3 Hasil Pengujian valve 3 56
4.2.4 Hasil Pengujian Sensor Posisi 57
4.2.5 Hasil Pengujian Pneumatik 59
4.2.5.1 Valve Pneumatic 60
4.2.7.1 Penekan Tutup Gelas 65 4.2.8 Hasil Pengamatan Pengepakan Gelas 66 4.2.8.1 Pengamatan Proses Pengepressan 66 4.2.8.2 Pengamatan Proses Pemotongan 68
4.3 Analisa Perangkat Lunak 72
4.3.1 Kontrol SCADA 72
4.3.2 Kontrol Motor Konveyor 72
4.3.3 Kontrol Valve 2 73 4.3.4 Kontrol Valve 3 73 4.3.5 Kontrol Heater 74
4.3.6 Kontrol Kipas 74
4.3.7 Kontrol Pneumatik 74
4.3.8 Counter Hasil Produksi 77
4.3.9 Transfer Data ke Memory DM 77
4.3.10 Kontrol Gulungan Plastik 78
4.3.11 Kontrol Clear SCADA 78
Bab V Kesimpulan dan Saran 80
A. Kesimpulan 80
B. Saran 80
Daftar Pustaka 81
Lampiran 82
Gambar 2.3 Konfigurasi PLC Omron CPM2A 10
Gambar 2.4 Kontak Normally Open 15
Gambar 2.5 Kontak Normally Close 15
Gambar 2.6 Ladder diagram Load 16
Gambar 2.7 Ladder diagram Load Not 16
Gambar 2.8 Ladder diagram logika AND dan ANDNOT 16 Gambar 2.9 Ladder diagram logika OR dan ORNOT 17 Gambar 2.10 Ladder diagram instruksi OUT 17 Gambar 2.11 Ladder diagram instruksi OUT NOT 17 Gambar 2.12 Konfigurasi LDR dengan bahan cadium sulfide 18 Gambar 2.13 Rangkaian LDR aktif pada saat terang 19 Gambar 2.14 Rangkaian LDR aktif pada saat gelap 19
Gambar 2.15 Laser pointer 20
Gambar 2.16 Thermostat 21
Gambar 2.17 Prinsip kerja motor DC 22
Gambar 2.18 Cara kerja solenoid valve 23
Gambar 2.19 Konstruksi pneumatic selinder ganda 24
Gambar 2.20 Limit switch 26
Gambar 2.21 Konfigurasi mekanik relay 26
Gambar 2.22 Kawat filament 27
Gambar 3.1 Blok blok mini DCS 28
Gambar 3.2 Blok blok system pengisi dan pengepak kemasan produk 29
Gambar 3.5 Susunan gear tampak samping 32
Gambar 3.6 Susunan gear tampak atas 33
Gambar 3.7 Susunan gear dan tempat gelas 33
Gambar 3.8 Tempat gelas 34
Gambar 3.9 tempat gelas tampak atas 34
Gambar 3.10 Tempat gelas tampak samping 35
Gambar 3.11 Rangkaian pemancar (transmitter) 36 Gambar 3.12 Rangkaian penerima (receiver) 39
Gambar 3.13 Susunan limit switch 39
Gambar 3.14 Rangkaian pembatas panas 40
Gambar 3.15 Rangkaian solenoid valve 41
Gambar 3.16 Blok diagram pneumatik 41
Gambar 3.17 Rangkaian heater 42
Gambar 3.18 Flowchart utama 46
Gambar 3.19 Flowchart proses valva 2 47
Gambar 3.20 Flowchart proses pengisian 47 Gambar 3.21 Flowchart proses pengepakan 48 Gambar 4.1 Sistem pengisian dan pengepakan 50
Gambar 4.2 Valve 2 51
Gambar 4.3 Grafik volume tangki 2 vs waktu pengosongan tangki 2 53
Gambar 4.4 Tangki 3 54
Gambar 4.5 Penempang tangki 3 55
Gambar 4.9 Selisih posisi berhenti terhadap setpoint 58
Gambar 4.10 Pneumatik 59
Gambar 4.11 Rangkaian pneumatik 60
Gambar 4.12 Valve pneumatic (depan) 61
Gambar 4.13 Valve pneumatic (belakang) 61
Gambar 4.14 Skema input dan output valve pneumatic 61
Gambar 4.15 Filter regulator 62
Gambar 4.16 Kompresor 63
Gambar 4.17 Thermostat 64
Gambar 4.18 Rangkaian heater 65
Gambar 4.19 Penekan 66
Gambar 4.20 Posisi gelas sebelum pengepressan 67 Gambar 4.21 Posisi gelas saat pengepressan 67 Gambar 4.22 Plastik tidak menempel pada bibir gelas 68 Gambar 4.23 Plastik menempel pada bibir gelas 68
Gambar 4.24 Tempat gelas 69
Gambar 4.25 Pisau pneumatik 69
Gambar 4.26 Hasil proses pemotongan 70
Gambar 4.27 Hasil pengukuran posisi pemotong 70
Gambar 4.28 Gambar hasil tampak atas 71
Gambar 4.29 Gambar hasil tampak samping 71
Gambar 4.27 Rung kontrol SCADA 72
Gambar 4.31 Rung kontrol heater 74
Gambar 4.32 Rung kontrol kipas 74
Gambar 4.33 Rung kontrol utama pneumatik 74
Gambar 4.34 Rung timer 005 75
Gambar 4.35 Rung timer 000 75
Gambar 4.36 Rung timer 001 76
Gambar 4.37 Rung timer 003 76
Gambar 4.38 Rung timer 004 76
Gambar 4.39 Rung counter 002 77
Gambar 4.40 Transfer data LSB tangki 2 ke memory DM 77 Gambar 4.41 Rung program kontrol gulungan plastik 78
Gambar 4.42 Program kontrol clear SCADA 78 Gambar 4.43 (Lanjutan) Program kontrol clear SCADA 79
Daftar Tabel
Tabel 2.1 Perbandingan sistem terpusat dan sistem terdistribusi 7
Tabel 2.2 Pembagian area DM 14
Tabel 3.1 Data percobaan LDR 38
Tabel 3.2 Fungsi 43
Tabel 3.3 channel input 43
Tabel 4.2 Hasil pengukuran sensor posisi 58
Tabel 4.3 Tekanan regulator 63
1.1. Latar Belakang Masalah
Pada era globalisasi dimana perpindahan manusia semakin luas dan cepat, kebutuhan akan sistem untuk pengontrolan jarak jauh pun semakin meningkat [1]. Teknologi-teknologi baru untuk pengontrolan jarak jauh pun semakin banyak bermunculan. Konvergen antara teknologi kendali, informasi dan komunikasi telah menghasilkan teknologi pengendali terdistribusi atau Distributed Control
Systems (DCS), yang salah satu komponen di dalamnya adalah Programmable Logic Controller (PLC).
Sistem DCS memanfaatkan teknologi jaringan komputer yang kian maju, dimana pemrograman jaringan menjadi kunci utama. Model umum pemrograman jaringan adalah pemrograman client-server yang pada prinsipnya adalah sederhana. Sebuah client mengirim sinyal request ke server untuk minta data atau informasi yang disediakan oleh server. Jika permintaan dikenali atau informasi yang diminta tersedia kemudian server mengirimkan data atau informasi tersebut ke client.
Sistem Kendali Terdistribusi (Distributed Control Systems) merupakan salah satu metode pengendalian yang menggunakan beberapa unit pemroses untuk
mengendalikan suatu plant dengan tujuan agar beban pengendalian dapat terbagi. Beban komputasi yang harus dilakukan terhadap plant pengendalian tersebut dirancang agar tidak bertumpu pada satu unit pemroses saja, melainkan
terdistribusi pada beberapa unit pemroses. Beberapa unit pemroses harus dapat saling bekerja sama sehingga dapat membangun suatu sistem yang terintegrasi.
Pemakaian sistem kontrol secara manual atau konvensional banyak mengalami gangguan dan mempunyai banyak kelemahan, antara lain : sulitnya perawatan, pengawatan banyak, sulit untuk melacak kesalahan pada sistem dan membutuhkan waktu lama untuk modifikasi sistem [2]. Karena hal tersebut membuat pemakaian sistem kontrol beralih pada sistem otomatis menggunakan PLC (Programmable Logic Controller). PLC mempunyai beberapa kelebihan, antara lain : mudah diprogram, mengkonsumsi daya lebih rendah dibandingkan dengan sistem kontrol konvensional (berbasis relay), sederhana dalam pengkabelan, tidak membutuhkan spare part yang banyak, ketahanan jauh lebih baik dibandingkan dengan relay auto-mekanik dan mudah dalam troubleshooting.
1.2. Rumusan
Masalah
Rumusan masalah yang dihadapi adalah bagaimana merancang suatu aplikasi sistem DCS berbasis PLC. Salah satu aplikasi tersebut adalah sistem pengisi dan pengepakan gelas yang bekerja secara otomatis dengan menggunakan PLC (Programmable Logic Controller) pada mini DCS (Distributed Control
Systems).
Pada penelitian ini, dilakukan batasan-batasan terhadap sistem yang akan diteliti. Batasan yang dilakukan antara lain :
1. Sistem pengisi dan pengepak merupakan bagian dari mini DCS (Distributed Control Systems).
2. Sistem menggunakan kontrol utama PLC Omron CPM2A. 3. Sensor posisi menggunakan dioda Laser dan LDR.
4. Sensor ketinggian cairan menggunakan limit switch. 5. Volume cairan isi gelas sebanyak 150 cc.
6. Penekan tutup gelas menggunakan pneumatik. 7. Pembatas panas menggunakan thermostat.
8. Hasil produksi ditampilkan pada komputer pada bagian SCADA. 9. Tutup gelas menggunakan plastik.
10. Gelas dipasang secara manual.
1.4. Tujuan
Penelitian
Tujuan yang ingin dicapai dari penelitian ini adalah :
1. Membuat sistem pengisi dan penutupan gelas secara otomatis menggunakan PLC Omron CPM2A.
2. Menghubungkan PLC dengan komputer utama yang berfungsi sebagai SCADA pada mini DCS (Distributed Control Systems).
Beberapa manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah sebagai berikut :
1. Membantu masyarakat untuk membuat alat produksi yang bekerja secara otomatis berbasis PLC Omron CPM2A.
2. Sebagai referensi yang dapat mendukung penelitian selanjutnya yang berkaitan aplikasi PLC Omron CPM2A.
3. Membantu mahasiswa untuk memahami dan merancang sistem kendali terdistribusi (Distributed Control Systems) berbasis PLC Omron CPM2A.
1.6. Metodologi
Penelitian
Agar dapat melakukan perancangan alat dengan baik, maka penulis membutuhkan suatu metode penelitian sebagai berikut:
1. Studi literatur, yaitu dengan mempelajari berbagai informasi, baik dari buku maupun internet sehingga dapat digunakan sebagai referensi pendukung dalam penyusunan laporan.
2. Perencanaan rancangan dan pembuatan alat dalam bentuk perangkat keras maupun perangkat lunak.
3. Melakukan pengamatan dan pengujian terhadap hasil perancangan agar dapat diketahui apakah alat dapat bekerja dengan baik.
Sistematika penulisan tugas akhir ini terbagi menjadi lima bab yang disusun sebagai berikut:
BAB I. PENDAHULUAN
Bab ini berisi tentang latar belakang masalah, tujuan dan manfaat penelitian, perumusan masalah, batasan masalah, metodologi penulisan, dan sistematika penulisan.
BAB II. DASAR TEORI
Bab ini berisi tentang dasar teori komponen-komponen yang akan digunakan dalam penelitian .
BAB III. RANCANGAN PENELITIAN
Bab ini berisi tentang diagram blok dan penjelasan cara kerja secara singkat rancangan perangkat keras dan perangkat lunak. BAB IV. HASIL PENELITIAN DAN PEMBAHASAN
Bab ini berisi tentang pengamatan kerja dari perangkat keras dan perangkat lunak yang telah dibuat.
BAB V. PENUTUP
Bab ini berisi tentang kesimpulan dan saran untuk perbaikan alat dan penelitian selanjutnya.
2.1. Distributed Control systems (DCS)
Distibuted control system atau sistem kendali terdistribusi merupakan
salah satu metode pengendalian yang menggunakan beberapa unit pemroses untuk mengendalikan suatu plant dengan tujuan agar beban pengendalian dapat terbagi [2]. Beban komputasi yang harus dilakukan terhadap plant pengendalian tersebut dirancang agar tidak tertumpu pada suatu unit pemroses, melainkan didistribusikan pada beberapa unit pemroses. Beberapa unit pemroses harus dapat saling bekerja sama sehingga dapat membangun suatu sistem yang terintegarasi.
Gambar 2.1. Sistem kendali terdistribusi [2]
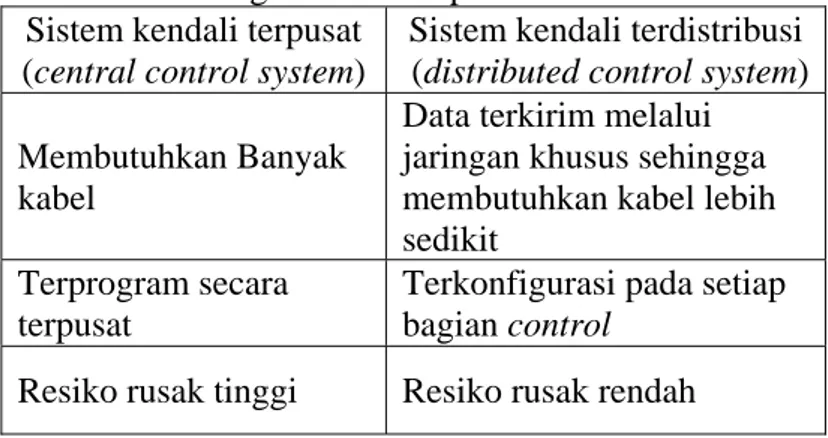
Secara garis besar, perbedaan antara sistem kendali terpusat atau central
control system dengan sistem kendali terdistribusi atau distributed control system
ditunjukkan pada tabel 2.1 berikut [3].
Tabel 2.1 Perbandingan sistem terpusat dan sistem terdistribusi Sistem kendali terpusat
(central control system)
Sistem kendali terdistribusi (distributed control system) Membutuhkan Banyak
kabel
Data terkirim melalui jaringan khusus sehingga membutuhkan kabel lebih sedikit
Terprogram secara terpusat
Terkonfigurasi pada setiap bagian control
Resiko rusak tinggi Resiko rusak rendah
Dengan adanya suatu sistem kendali yang terdistribusi maka semua proses yang dikendalikan dengan menggunakan sistem kendali terdistribusi akan dapat mendistribusikan kontrol ke dalam setiap stasiun-stasiun kontrol (control station). Masing-masing proses kendali akan dikendalikan oleh setiap control station sehingga gangguan-gangguan yang mungkin timbul akan mudah terlacak dan gangguan yang timbul pada salah satu proses tidak akan berpengaruh bagi proses lainnya. Sistem kendali terpusat merupakan pengendali yang bertumpu pada satu unit pemroses, sehingga setiap kondisi pemroses akan saling mempengaruhi satu dengan yang lainnya.
Tujuan akhir sistem kendali terdistribusi adalah digunakan untuk meningkatkan kinerja sistem kendali suatu plant. Kinerja-kinerja yang dipengaruhi dengan adanya sistem kendali terdistribusi adalah :
1. Produksi
• Mengoptimalkan jadwal produksi • Mengoptimalkan penempatan peralatan 2. Efisiensi
3. Keselamatan kerja dan penghematan biaya • Optimasi besar plant
4. Peningkatan unjuk kerja suatu sistem peralatan
Sedangkan keuntungan dan kelebihan yang dimiliki suatu sistem yang menggunakan kontrol DCS adalah sebagai berikut:
1. DCS dapat dipasang untuk aplikasi dalam konfigurasi yang sangat sederhana, kemudian dapat ditingkatkan dan diperluas sesuai kebutuhan selanjutnya.
2. Sistem dapat melakukan multifungsi paralel karena sistem tersusun dari multiprosesor.
3. Pengkabelan pengendali lebih hemat atau sedikit dibanding dengan konfigurasi kendali komputer terpusat.
4. Model jaringan memberikan informasi proses seluruh bagian perusahaan sehingga, menajemen pabrik dan proses berjalan lebih efisien.
Jaringan Bus I/O (I/O bus networks) merupakan hal yang paling utama dalam sistem kontrol terdistribusi [3]. Jaringan Bus I/O memungkinkan setiap PLC berkomunikasi dengan perangkat I/O seperti halnya sebuah sistem komputer pengawas berkomunikasi dengan PLC dalam local area network (LAN). Arsitektur jaringan bus I/O mengikuti konfigurasi pohon, di mana setiap perangkat masukan misalnya sensor dihubungkan secara langsung pada PLC atau bus LAN.
Gambar 2.2. Diagram blok jaringan bus I/O [3]
Pada gambar 2.2 ditampilkan diagram blok jaringan bus input dan output. Pada suatu jaringan bus I/O, PLC berhubungan langsung dengan perangkat input tanpa menggunakan modul I/O, sehingga PLC dapat berkomunikasi dengan setiap perangkat I/O berdasarkan protokol bus.
2.2. Programmable Logic Controller (PLC)
2. 2. 1 Bagian–bagian PLC Omron CPM 2APLC Omron CPM2A adalah PLC yang mempunyai 18 masukan dan 12 keluaran (total 30 jalur keluaran / masukan) [4].
Gambar 2.3. Konfigurasi PLC Omron CPM2A [4] 2. 2. 1. 1 Central processing unit (CPU)
Central processing unit (CPU) adalah otak dari PLC. Terdiri dari satu atau
lebih mikroprosesor untuk mengontrol PLC. CPU menangani komunikasi dan hubungan dengan komponen lain pada sistem [5]. CPU pada PLC mempunyai tipe mikroprosesor yang sama dengan yang ditemukan pada mikrokomputer. Perbedaannya terletak pada program yang digunakan, mikroprosesor PLC hanya menulis untuk menyesuaikan ladder logic pada bahasa pemrograman lain. CPU menjalankan operating system, mengatur memori, memonitor input, mengevaluasi
ladder diagram dan menghidupkan output yang tersedia.
2.2.1.2 Memori CPU
Karakteristik terpenting dari PLC adalah kemudahan pemakai dalam mengganti program dengan mudah dan cepat. Tujuan ini dapat dicapai dengan membuat karakteristik PLC dilengkapi dengan sistem memori. Sistem memori ini
dimaksudkan untuk menyimpan data-data urutan instruksi ataupun program yang dapat dieksekusi oleh prosesor sesuai dengan perintah yang telah diberikan dalam program. Program ladder, nilai timer dan counter disimpan pada memori pengguna tergantung kebutuhan. Beberapa tipe memori [5]:
1.
Read Only Memory (ROM)ROM adalah memori yang bersifat nonvolatile. Program yang berada pada ROM tidak dapat dihapus selama CPU beroperasi. Program pada ROM bersifat tetap ketika sumber listrik dimatikan.
2.
Random Acces Memory (RAM)RAM biasanya disebut read / write memory. RAM adalah memori yang bersifat volatile. Program hilang atau terhapus ketika sumber listrik mati.
3.
Erasable Programmable Read Only Memory (EPROM)Adalah PROM yang programnya dapat dihapus. Program pada EPROM dapat terhapus jika terkena sinar ultraviolet untuk beberapa menit.
4.
Programmable Read Only Memory (PROM)PROM mempunyai sifat yang sama seperti ROM yang memungkinkan diprogram hanya sekali oleh pemrogram. PROM jarang digunakan karena memerlukan rangkaian pemrogaman khusus
5.
Elecrically Erasable Programmable Read Only Memory (EEPROM)Program dalam EEPROM dapat dihapus dengan sinyal elektrik. EEPROM lebih menguntungkan dibanding EPROM karena dapat menghapus atau mereset lebih cepat pada program tertentu.
2.2.1.3 Struktur Memori PLC Omron CPM2A
1. IR (Internal Relay)
Internal relay digunakan untuk menyimpan status keluaran dan masukkan
PLC [3]. Daerah memori IR terbagi atas tiga macam area yaitu : input area (area masukan), output area (area keluaran) dan work area (area kerja). Untuk mengakses IR adalah dengan menulis angka saja yaitu: 000 untuk input channel, 010 untuk output channel dan 200 untuk work area.
2. SR (Special Relay)
Special relay merupakan bagian khusus dari lokasi memori yang
digunakan sebagai bit-bit kontrol dan status (flag), digunakan untuk mencacah dan interupsi.
3. TR (Temporary Relay)
Temporary relay digunakan untuk menyimpan subprogram pada saat terjadi
perpindahan subprogram selama eksekusi program.
4.
HR (Holding Relay)Holding relay Berfungsi untuk menyimpan data yang mempunyai sifat nonvolatile, karena data tidak akan hilang walaupun PLC tidak mendapatkan catu
daya atau PLC sudah dimatikan, karena menggunakan batere.
5.
AR (Auxilary Relay)Auxilary relay digunakan untuk menyimpan bit-bit kontrol dan status,
misalnya: status PLC, kesalahan, waktu sistem dan lain jenis. Dengan ketentuan : • 00 Normal
• 02 Kesalahan Frame
•
03 Kesalahan Overrun6.
LR (Link Relay)Link relay digunakan untuk pertukaran data saat dilakukan koneksi atau
hubungan dengan PLC lain.
7.
TC (Timer / Counter)Timer digunakan untuk mendefinisikan waktu sistem tunda (time delay)
sedangkan counter digunakan sebagai penghitung [6]. Timer dalam PLC mempunyai orde 100ms dan ada juga yang mempunyai orde 10ms seperti TIMH (15). Untuk TIM000 s/d TIM 015 dapat dioperasikan secara interrupt untuk mendapatkan waktu yang lebih presisi. Daerah TC pada PLC Omron CPM2A terdapat 226 lokasi yaitu TC000 hingga TC225. [4]
8.
DM (Data Memory)Data memori berfungsi untuk menyimpan data-data dan program penting karena isi DM tidak akan hilang (reset) walaupun sumber tegangan PLC telah off. Ada beberapa macam DM, diantaranya [6]:
DM read/write:
DM read/write dapat dihapus dan ditulis oleh program yang dibuat, sehingga sangat berguna untuk manipulasi data program.
DM special I/O unit:
DM special I/O unit berfungsi untuk menyimpan dan mengolah hasil dari
special i/o unit, mengatur dan mendefinisikan sistem kerja special i/o unit.
DM history log dapat menyimpan informasi-informasi penting pada saat PLC terjadi kegagalan sistem operasionalnya.
DM Link Test Area:
DM link test area berfungsi untuk menyimpan informasi-informasi yang menunjukkan status dari sistem link PLC.
DM setup:
DM setup berfungsi untuk melakukan setup kondisi default (kondisi kerja saat PLC aktif). [6]
Pada tabel 2.1 menampilkan pembagian area memory DM. Pembagian area DM tersebut meliputi, area memory, area word dan fungsi.
Tabel 2.2 Pembagian area DM. [4]
Area memory Word Fungsi
Read/write
DM0000 - DM1999 DM2022 – DM2047
(2026 word)
Area DM hanya bisa diakses dalam satuan
word (16 bit). Nilai yang
tersimpan akan tetap tersimpan walaupun PLC dimatikan Error Log DM2000 – DM2021 (22 word) Digunakan untuk menyimpan kode kesalahan (error) yang muncul. Word-word ini dapat digunakan sebagai baca/tulis fungsi pencatat kesalahan (error log) tidak digunakan
Read-only DM6144 – DM6599
(456 word)
Tidak dapat ditumpangi data lain untuk program. Area DM PC setup DM6600 – DM6655 (56 word) Digunakan untuk menyimpan berbagai parameter yang mengontrol operasi PLC.
9. UM (Upper Memory)
Memori ini berfungsi untuk menyimpan dan menjalankan program pemakai (user program) yang mempunyai kapasitas tergantung pada masing-masing tipe PLC yang dipakai. [6]
2.2.2 Dasar-Dasar Logika Diagram Ladder
Sebuah ladder diagram terdiri dari sebuah garis menurun ke bawah pada sisi kiri dengan garis-garis bercabang ke kanan. Garis yang ada di sebelah kiri disebut bus bar, sedangkan garis-garis cabang (the branching lines) adalah baris instruksi atau anak tangga. Sepanjang garis instruksi ditempatkan berbagai macam kondisi yang terhubung ke instruksi lain di sisi kanan. [6]
2.2. 2.1 Kontak Normally Open (NO) dan Normally Close (NC)
Kontak merupakan suatu komponen yang berfungsi untuk menghubungkan dan memutuskan arus. Ada dua jenis kontak yaitu kontak
normally open (NO), dan kontak normally closed (NC). Kontak NO merupakan
kontak yang kondisi normalnya kontak terputus. Kontak NC merupakan kontak yang kondisi normalnya kontak terhubung. [4]
Gambar 2.4. Kontak Normally Open [4]
2.2.2.2 LOAD dan LOAD NOT
10.00 0.00
Instruksi Load
Gambar 2.6. Ladder diagram Load
Kondisi pertama untuk mengawali sembarangan blok logika di dalam
ladder diagram yaitu dengan instruksi Load (LD) dan Load Not (LD NOT) [4].
0.00
Instruksi Load
10.00
Gambar 2.7. Ladder diagram Load Not
Pada instruksi Load, kondisi eksekusi on jika 0.00 juga on. Sebaliknya
untuk instruksi Load Not, kondisi akan on jika 0.00 dalam kondisi off. 2.2.2.3 AND dan AND NOT
10.00 AND AND NOT 0.01 0.02 0.00 Instruksi Load
Gambar 2.8. Ladder diagram logika AND dan AND NOT
Merupakan instruksi sesudah instruksi LOAD dan LOAD NOT [4]. Instruksi AND menggunakan sambungan secara seri. Logika AND mempunyai dua atau lebih masukan dan satu keluaran dengan logika normally open. Keluaran logika AND berada pada kondisi on, jika semua masukan bernilai on. Instruksi AND NOT mempunyai logika kontak normally close.
2.2.2.4 OR dan OR NOT
Instruksi OR menggunakan sambungan secara paralel, logika OR mempunyai dua atau lebih masukan dan satu keluaran dengan logika kontak
normally open. Keluaran logika OR dalam kondisi on, jika satu atau lebih
masukannya bernilai on. Instruksi OR NOT merupakan kebalikan logika OR yang menggunakan logika kontak normally close. [4]
OR OR NOT LOAD 0.02 0.01 0.00 10.00
Gambar 2.9. Ladder diagram logika OR dan OR NOT
2.2.2.5 Instruksi OUTPUT dan OUTPUT NOT
Gambar 2.10. Ladder diagram instruksi OUT 10.00 OUT 0.00 Instruksi Load 10.00 OUT 0.00 Instruksi Load
Instruksi output (OUT) adalah sebuah instruksi yang digunakan untuk mengakhiri sebuah baris (anak tangga) dengan kontak normally open. Instruksi output not (OUT NOT) dengan kontak normally close. [4]
2.2.2.6 Instruksi END
Instruksi END merupakan instruksi yang digunakan untuk mengakhiri penulisan program ladder diagram. CPU pada PLC akan mengerjakan semua instruksi dalam program dari awal (baris pertama) hingga ditemui instruksi END. Instruksi END tidak memerlukan operan dan tidak boleh diawali dengan suatu kondisi. [4]
2.3. Light Dependent Resistor (LDR)
cadmium-sulfide Subtrat
keramik
Terminal
Elektroda
Gambar 2.12. Konfigurasi LDR dengan bahan cadium sulfide [8]
LDR disebut juga resistor peka cahaya adalah komponen elektronikT yang resistansinya akan menurun jika ada penambahan intensitas cahaya yang mengenainya [8]. LDR dibuat dari semikonduktor yang mempunyai resistansi tinggi. Jika cahaya yang mengenainya memiliki frekuensi yang cukup tinggi, foton yang diserap oleh semikonduktor akan menyebabkan elektron memiliki energi yang cukup untuk meloncat ke pita konduksi. Elektron bebas yang
dihasilkan (dan pasangan lubangnya) akan mengalirkan listrik, sehingga menurunkan resistansinya.
Gambar 2.13. Rangkaian LDR aktif pada saat terang [8]
Gambar 2.14. Rangkaian LDR aktif pada saat gelap [8]
Pada gambar 2.13 ditampilkan contoh rangkaian LDR yang aktif pada saat gelap. Rangkaian mengaktifkan relay sat LDR tidak mendapat sumber cahaya. Pada gambar 2.14 ditampilkan contoh rangkaian LDR yang aktif pada saat terang. Rangkaian tersebut mengaktifkan relay saat LDR mendapat sumber cahaya yang cukup untuk memicu perubahahan resisitansi. Pada rangkaian contohs di atas menggunakan tambahan komponen berupa resistor, resisitor variabel, LED dan transistor.
2.4. Dioda LASER (LASER Pointer)
Dioda laser adalah LED yang dibuat khusus untuk dapat beroperasi sebagai laser. Laser singkatan dari light amplications by stimulated emision of
radiation [9]. Tidak seperti LED, dioda laser mempunyai lubang optik yang
diperlukan untuk produksi laser. Lubang optik dibentuk dengan pelapisan sisi yang berlawanan dari chip untuk menghasilkan 2 permukaan pantul yang tinggi. Seperti LED, dioda laser adalah dioda sambungan PN yang pada level arus tertentu akan memancarkan cahaya.
Gambar 2.15. Laser pointer [9]
Pada gambar 2.15 ditampilkan penampang laser pointer secara umum. Laser pointer terdiri dari bagian utama berupa dioda laser dan bagian lain yang tidak kalah pentingnya adalah bagian lensa. Dioda laser merupakan sumber
cahaya dari laser pointer, sedangkan lensa digunakan untuk memfokuskan cahaya yang dipancarkan oleh dioda laser.
Pada dasarnya Laser pointer dibuat dari Laser gas helium-neon (HeNe) dan radiasi Laser dihasilkan pada 633 nanometer (nm). Daya keluaran laser
pointer diukur dalam mili Watt (mW). Sinar Laser dengan daya keluaran tidak
lebih dari 1 mili Watt (mW) untuk kelas 2 , laser yang menghasilkan daya 1-5 mW merupakan kelas 3a dan kelas 3b adalah laser yang memancarkan daya keluaran antara 5 mW sampai 500 mW.
2.5. Thermostat
Gambar 2.16. Thermostat [10]
Thermostat adalah alat yang digunakan untuk membatasi temperatur pada suatu sistem. Thermostat mengontrol aliran energi panas yang masuk dalam sistem dengan cara switching. Dalam keadaan temperatur sesuai dengan setpoint,
maka thermostat akan memutus aliran dan terhubung lagi saat temperatur
mencapai batas bawah dari spesifikasi thermostat
2.6. Motor DC
Motor listrik menggunakan energi listrik dan energi magnet untuk menghasilkan energi mekanis [11]. Operasi motor tergantung pada interaksi dua
medan magnet. Motor listrik bekerja dengan prinsip bahwa dua medan magnet dapat dibuat berinteraksi untuk menghasilkan gerakan. Tujuan motor adalah untuk menghasilkan gaya gerak (torsi).
Arah putaran motor DC magnet permanen ditentukan oleh arah arus yang mengalir pada jangkar. Pembalikan ujung-ujung jangkar tidak bisa membalik arah putaran. Salah satu keistimewaan motor DC adalah kecepatannya dapat dikontrol dengan mudah. Kecepatan motor DC magnet permanen berbanding lurus terhadap nilai tegangan yang diberikan pada jangkar. Semakin besar tegangan jangkar, semakin tinggi kecepatan motor.
Gambar 2.17. Prinsip kerja motor DC [11]
2.7. Solenoid Valve
Solenoid valve adalah suatu katup elektromekanik yang mengatur aliran fluida yang dikendalikan oleh arus kumparan [12].
2.7.1
Prinsip kerja Solenoid Valve
Solenoid valve bekerja dengan cara mengalirkan fluida melalui diafragma.
Aliran fluida pada solenoid valve dikendalikan oleh solenoid. Pada saat solenoid mendapat sumber tegangan maka akan membuka diafragma. Pada saat diafragma terbuka maka fluida dapat mengalir dari bagian input ke bagian output solenoid
valve. Kelebihan tekanan pada valve dikeluarkan dengan Pressure relief conduit.
Gambar 2.18. Cara kerja solenoid valve [12]
Keterangan : A : input B : diafragma C : bilik tekanan
D : pembebas tekanan (Pressure relief conduit)
E : solenoid F : output
Dari gambar 2.18 dapat dilihat cara kerja soenoid valve. Pertama cairan masuk melalui bagian A (input). diafragma merupakan sekat rongga elastik (diafragma ) yang dikendalikan secara elektrik oleh kumparan bagian E. Pada saat kumparan E aktif menyebabkan diafragma pada kondisi open sehingga cairan atau gas dapat mengalir dari bilik tekan.
2.8. Pneumatik
Gambar 2.19. Konstruksi pneumatik silinder ganda [13] Keterangan : 1. Rumah silinder 2. Saluran masuk 3. Saluran keluar 4. Batang piston 5. Seal 6. Bearing 7. piston
Secara umum daya gerakan yang diperoleh dalam sistem pneumatik maupun hidrolik diperoleh melalui pergerakan fluida [13]. Jika pneumatik menggunakan kompresi udara atau gas, maka hidrolik menggunakan oli. Keuntungan menggunakan pneumatik atau hidrolik adalah kemudahan dalam
penyediaan tenaga atau torsi yang besar dengan terlebih dahulu menyimpan tenaga dalam bentuk kompresi.
Pada umumnya silinder pneumatik atau hidrolik terdiri dari dua bagian, yaitu batang silinder dan piston. Silinder berfungsi sebagai ruang pemampatan sedangkan piston adalah bagian yang akan mendapat daya dorong dari hasil pemampatan.
2.8. 1. Prinsip Kerja Pneumatik
Gerakan batang piston keluar yaitu dengan memberikan udara bertekanan pada sisi permukaan piston (arah maju), sedangkan sisi yang lain (arah mundur) terbuka, maka gaya diberikan pada sisi permukaan pada piston tersebut sehingga batang piston akan terdorong keluar sampai batang piston mencapai posisi maksimum dan berhenti. Gerakan batang piston masuk diberikan oleh gaya pada sisi permukaan batang piston mundur (arah mundur) dan sisi permukaan piston (arah maju) udaranya terbuka.
2.9 Limit Switch
Salah satu jenis sensor yang bersifat diskrit ialah limit switch. Umumnya
limit switch digunakan untuk mengetahui ada tidaknya suatu obyek di lokasi
tertentu. Limit switch akan aktif jika mendapatkan sentuhan atau tekanan dari suatu benda fisik pada bagian ujung penekannya. [14]
Gambar 2.20. Limit switch
Pada gambar 2.20 dapat dilihat tiga macam bentuk limit switch. Bagian a merupakan jenis push on button. Bagian b merupakan limit switch jenis push on
flexible paddle. Pada bagian c merupakan limit switch yang dilengkapi roller
pada bagian ujung penekannya.
2.10. Relay
Relay merupakan switch yang dioperasikan secara listrik. Definisi ini tidak
membatasi cakupan antara solid state (semikonduktor) relay dan elektromagnetik
relay atau gabungan keduanya.
Relay adalah sebuah alat kontrol listrik untuk membuka dan menutup
kontak-kontak listrik yang mempengaruhi operasi dari suatu alat lain yang dikontrolnya dalam rangkaian yang sama atau rangkaian lain. Solid State Relay (SSR) adalah suatu alat tanpa ada bagian yang bergerak yang mempunyai fungsi seperti relay atau switch
Elektromagnetik relay didefinisikan sebagai sebuah relay yang beroperasi atau reset selama ada pengaruh elektromagnetik yang disebabkan oleh aliran arus pada coil yang membuat beroperasinya kontak-kontak kontrol [14].
2.11. Heater
Gambar 2.22. Kawat filament [15]
Heater listrik adalah satu peralatan elektrik yang mengkonversi energi
listrik ke energi panas.[15]. Unsur pemanasan di dalam tiap-tiap alat pemanas listrik adalah hanya satu penghambat elektrik, dan bekerja dengan prinsip Pemanasan Joule: satu arus elektrik yang mengalir melalui suatu energi listrik diubah resistor ke dalam energi panas.
3. 1 Diagram Blok
Gambar 3.1. Diagram blok mini DCS
Perancangan “Sistem Pengisi dan Pengepak Kemasan Produk Minuman
pada Mini DCS (Distributed Control Systems) Berbasis PLC Omron CPM2A”
bertujuan untuk membuat sistem yang dapat melakukan pengisian cairan dan penutupan gelas secara otomatis. Pada perancangan sistem menggunakan PLC (Programable Logic Controller) OMRON CPM2A sebagai kontrol utama. Sistem hasil perancangan merupakan bagian dari mini DCS (Distributed Control
Systems).
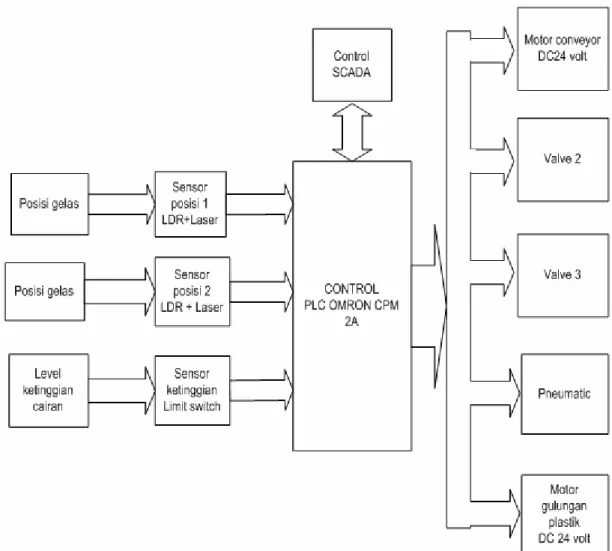
Pada diagram blok gambar 3.2 sensor posisi berupa LDR dan laser yang berada pada bagian pengisi cairan dan bagian penutupan gelas. Sensor 1 dan sensor 3 mendeteksi adanya gelas pada konveyor. Sensor limit switch berfungsi mendeteksi level cairan pada tangki 3. Sebagai kontroler utama PLC mendapat input dari sensor dan SCADA (Supervisory Control And Data Acquisition). Output PLC digunakan untuk mengontrol motor DC sebagai penggerak konveyor,
elektronic valve (katub elektronik) pada bagian pengisian cairan, pneumatik
sebagai penekan tutup gelas dan motor DC pada gulungan tutup gelas.
3.2 Perancangan
Perangkat
Keras
3.2.1 Prinsip Kerja Sistem Pengisian dan Pengepakan
Sistem pegisi dan pengepak berada kondisi on jika SCADA memberikan sinyal suhu pada tangki 2 sudah mencapai suhu 10 0C. Sinyal dari SCADA tersebut disimpan pada channel HR00.00. Bagian dari sistem yang on pertama kali adalah motor konveyor, valve 2 dan heater.
Konveyor tetap berada dalam kondisi on sampai sensor LDR (sensor posisi 1) pada bagian pengisian cairan mendeteksi posisi gelas. Pada kondisi tersebut, gelas masuk pada proses pengisian. Proses pengisian cairan adalah kondisi dimana konveyor berhenti karena sensor posisi mendeteksi keberadaan gelas di bawah selang pengisian, kemudian valve 3 dalam kondisi open. Pada saat
valve 3 dalam kondisi open maka cairan mengalir dari penampung sementara ke
gelas yang berada pada konveyor. Pengisian gelas selesai jika limit switch menyentuh batas bawah. Setelah proses pengisian cairan selesai maka motor DC 24 Volt on dan berada pada kondisi off saat sensor LDR (sensor posisi 2) pada bagian penutupan gelas mendeteksi keberadaan gelas. Proses penutupan diawali dengan motor DC 24 V dalam kondisi off, pneumatik on sehingga heater dapat menekan tutup gelas hingga dapat menempel pada gelas. Flag timer menentukan lama pneumatik menekan tutup gelas. Setelah flag timer terpenuhi maka pneumatik off dan motor DC 12 volt sebagai penggerak gulungan plastik on. Setelah proses penutupan selesai, konveyor on dan proses akan berlangsung terus secara kontinyu.
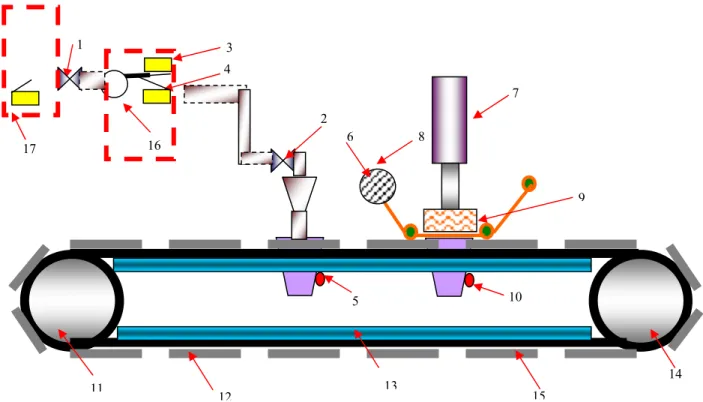
13 15 12 2 1 4 3 16 17 10 5 8 7 9 6 14 11
Gambar 3.3 . Konfigurasi sistem pengisi dan pengepak (tampak samping) Keterangan gambar 3.3
1 = valve 2
2 = valve 3
3 = limit switch atas tangki 3
4 = limit switch bawah tangki 3
5 = Sensor posisi 1 ( LDR + Laser pointer) 6 = Gulungan plastik tutup gelas
7 = Pneumatik
8 = Motor DC 12 volt 9 = Heater (pemanas)
10 = Sensor posisi 2 (LDR + Laser pointer) 11 = Susunan gear 1
12 = Tempat gelas 13 = Penyangga rantai
14 = Susunan gear 2 + penghubung motor DC 24 volt
15 = Rantai 16 = Pelampung
3.2.2 Perancangan Sistem Konveyor
Konveyor digunakan sebagai track pengangkut gelas yang akan digunakan dalam proses pengisian dan pengepakan. Pada perancangan konveyor menggunakan dua susunan gear yaitu gear 1 dan gear 2. Setiap susunan gear terdiri dari satu pasang gear yaitu gear kanan dan kiri yang terhubung dengan poros pengkopel. Pada susunan gear 2 mempunyai gear tambahan yang berguna untuk menghubungkan gear 2 pada sistem konveyor dengan penggerak motor DC. Pada gambar 3.4 menampilkan gambar hubungan rantai dan susunan gear 1 dan gear 2. Gear 2 Gear 1 rantai Gear tambahan Poros tambahan Poros pengkopel
Gambar 3.4. Susunan gear
15 cm 10 cm
Gambar 3.5. Susunan gear tampak samping 80 cm
11 cm
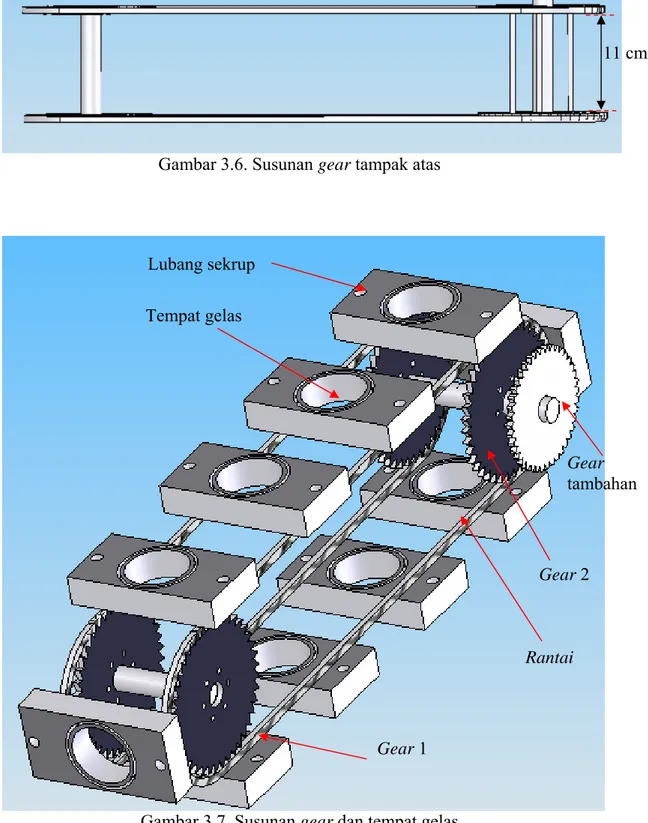
Gambar 3.6. Susunan gear tampak atas
Lubang sekrup Tempat gelas Gear 2 Gear tambahan Rantai Gear 1
Sekat pemotong Sekat pemotong Lubang sekrup Lubang gelas
Gambar 3.8. Tempat gelas
11 cm 8,6 cm 7 cm 7,4 cm 7,8 cm 7,9 cm 0,5 cm 1 cm Gambar 3.9. Tempat gelas tampak atas
1,5 cm
1 cm 7 cm
Gambar 3.10. Tempat gelas tampak samping
Penghubung antara kedua susunan gear tersebut adalah rantai dengan panjang sesuai dengan panjang lintasan atau track. Pada perancangan penulis menggunakan alumunium plat seperti pada penampang gambar 3.8 sebagai tempat gelas yang terhubung dengan rantai 1 dan rantai 2. Tempat gelas dipasang dengan menggunakan engsel dan dihubungkan ke rantai.
Pada perancangan menggunakan penggerak berupa motor DC 24 volt yang terhubung pada susunan gear 2. Pada perancangan menggunakan konfigurasi gear berat , yaitu dengan menggunakan 2 susunan gear yang terdiri dari 2 gear untuk setiap susun gear dan perkiraan beban saat gelas berada pada konveyor. Berdasarkan pertimbangan masalah di atas, maka penggerak memerlukan motor dengan torsi besar. Pada perancangan menggunakan Motor DC 24 volt dengan pertimbangan mempunyai cukup torsi untuk menggerakkan susunan gear.
3.2.3 Sensor
Bagian sensor terdiri dari sensor posisi dan sensor ketinggian cairan. Sensor posisi terdiri dari rangkaian LDR dan laser. Sensor ketinggian cairan terdiri dari pelampung yang dipasang pada setiap tangki. Pelampung pada sensor ketinggian dihubungkan dengan limit switch pada bagian ujungnya.
3.2.3.1 Sensor Posisi
Sensor posisi benda menggunakan Laser pointer dan LDR (Light
Dipendent Resistor). Laser pointer berfungsi sebagai pemancar sinar (transmitter)
dan LDR sebagai penerima (receiver).
3.2.3.1.1 Laser Pointer Sebagai Pemancar (transmitter)
Pada perancangan menggunakan Laser pointer sebagai sumber pemancar sinar. Dari spesifikasi alat dapat diketahui bahwa Laser pointer mempunyai daya keluaran 0. 5 mili Watt (mW) dan menggunakan input sumber tegangan sebesar 4,3 volt.
Laser pointer
Gambar 3.11. Rangkaian Pemancar (transmitter)
Pada gambar 3.11 menampilkan rancangan rangkaian Pemancar (transmitter) pada sensor posisi. Rangkaian pemancar menggunakan laser pointer karena pertimbangan sinar yang dipancarkan lebih fokus dari pada LED. Sumber laser pointer menggunakan supply tegangan 4,3 volt yang berasal dari power
Supaya laser pointer tidak rusak karena terjadi kelebihan arus, maka pada perancangan menggunakan resistor 220 Ω pada input tegangan . Penggunaan resistor 220 Ω berdasarkan perhitungan berikut :
Tegangan supply = 4,3 volt Arus input yang diharapkan = ≤ 20 mA Rumus : Ω = = = 215 02 , 0 3 , 4 R R I V R
Nilai resistor dari hasil perhitungan adalah 215 Ω. Resistor yang ada di pasaran yang mendekati nilai resistor hasil perhitungan adalah 220 Ω.
3.2.3.1.2 LDR Sebagai Penerima (Receiver)
Dari hasil percobaan nilai resistansi pada keadaan normal adalah 20,32 KΩ dan pada saat permukaan LDR terkena sinar laser nilai resistansi turun menjadi 360Ω. Pada gambar 3.12 menampilkan rangkaian penerima menggunakan LDR, dengan keluaran dihubungkan ke kontak relay yang berfungsi sebagai saklar penghubung antara sumber 24 Volt dan input. Pada saat kondisi tidak mendeteksi gelas berada di antara sensor LDR dan laser maka transistor Q1 tetap menghantar arus dan relay aktif, sedangkan pada saat sensor tersebut mendeteksi kondisi gelap karena sumber sinar laser tertutup gelas maka
relay tidak aktif. Sumber 24 Volt dan input PLC dihubungkan secara kontak relay nomally close.
Tabel 3.1.Data percobaan LDR No Device Keterangan
1 Relay Relay aktif pada tegangan 7,9 volt
2 LDR LDR normal : 20,32 KΩ LDR terang : 360Ω
3 Transistor Menggunakan transistor tipe NPN
Berdasarkan persamaan 2.5 dapat dilakukan perhitungan untuk menentukan nilai resistor referensi yang akan digunakan.
Perhitungan R saat kondisi LDR terang:
Ω = = Ω = = = + = + = 83 , 186 9 , 7 360 * 1 , 4 R 360 R 9 , 7 R 1 , 4 R R 9 , 7 R 1 , 4 ) R R ( 9 , 7 R 12 V R R R 1 _ V DR DR DR DR DR CC DR DR out L L L L L L L x
Berdasarkan perhitungan diatas didapatkan besar nilai resistor referensi yang akan digunakan pada rangkaian penerima yaitu sebesar 186,83 Ω sebagai referensi Secara rill dipasaran tidak ada resistor dengan nilai 186,83 Ω, maka digunakan trimport sebesar 1 KΩ agar dapat diatur mendekati nilai resistor referensi sebesar 186,83 Ω.
Gambar 3.12. Rangkaian Penerima (receiver) 3.2.3.2 Sensor Ketinggian Cairan
Sensor ketinggian cairan menggunakan dua buah limit switch, yaitu limit
switch batas atas dan limit switch batas bawah.
limit switch batas atas
tuas
limit switch batas bawah
pelampung Gambar 3.13. Susunan limit switch
Dari gambar 3.13 dapat dilihat bahwa sensor ketinggian cairan dilengkapi dengan pelampung yang terhubung dengan limit switch.
Prinsip kerja dari sensor ketinggian cairan adalah memanfaatkan kontak antara ujung tuas dengan limit switch. Pada saat tangki kosong pelampung bersifat membebani tuas, sehingga ujung tuas akan menyentuh limit switch bawah. Pada
saat tangki berisi cairan maka pelampung akan mengangkat ujung tuas sehingga menyentuh limit switch atas.
3.2.3.3 Sensor Pembatas Panas
Pembatas panas pada heater menggunakan thermostat. Sensor thermostat berfungsi sebagai saklar pemutus dan penyambung supply tegangan 220 volt.
Heater 220V
Thermostat
Gambar 3.14. Rangkaian pembatas panas
Dari gambar 3.14 dapat diketahui bahwa thermostat dihubungkan pada salah satu sumber tegangan 220 volt seperti hubungan saklar pemutus dan penyambung. Berdasarkan datasheet dapat diketahui bahwa themostat akan memutus aliran listrik setelah temperatur sesuai dengan setpoint dan akan tersambung lagi setelah temperatur mengalami penurunan sebesar 300C.
3.2.4 Penggerak Solenoid Valve
Electric valve (katup elektrik) adalah suatu katub elektromekanikal yang
digunakan pada gas dan zat cair yang dikendalikan oleh arus solenoid. Pada perancangan menggunakan dua valve yaitu valve DC 12 volt dan valve ac 220 volt.
Dari gambar 3.15 dapat diketahui bahwa solenoid dikendalikan oleh arus
input. Solenoid berfungsi sebagai pengendali posisi diafragma pada electric valve. Valve yang dikendalikan solenoid dapat mengatur on atau off aliran cairan. Pada
saat solenoid valve diberikan input tegangan maka aliran cairan berada pada kondisi on. Sedangkan saat tidak diberikan input tegangan maka aliran cairan off.
Gambar 3.15. Rangkaian solenoid Valve.
3.2.5. Penggerak Pneumatik
Untuk menggerakkan lengan pneumatik membutuhkan udara bertekanan yang berasal dari kompresor.
Katup Filter regulator Pneumatik PLC kompresor
Gambar 3.16. Blok diagram pneumatik
Pada perancangan menggunakan solenoid valve sebagai katup yang mengatur on atau off aliran udara bertekanan pada pneumatik. Besarnya tekanan udara yang akan dialirkan pada pneumatik diatur dengan filter regulator. Besar kecilnya tekanan udara yang masuk pada pneumatik mempengaruhi besar kecilnya tekanan lengan pneumatik.
3.2.6. Rangkaian Heater
Heater bekerja mengubah energi listrik menjadi energi panas. Pada
perancangan menggunakan element setrika sebagai heater. Pada perancangan
heater berfungsi untuk memanaskan plastik tutup gelas agar dapat menempel pada
gelas.
Gambar 3.17. Rangkaian heater
Gambar 3.17 ditampilkan rangkaian heater. Rangkaian heater membutuhkan input tegangan ac sebesar 220 volt. Pada perancangan panas yang dihasilkan heater dibatasi dengan menggunakan thermostat. Pembatas panas diperlukan agar panas yang dihasilkan oleh rangkaian heater tidak melebihi panas
setpoint yang diharapkan. Apabila panas dari heater melebihi setpoint akan
menyebabkan terjadinya kerusakan pada bibir gelas yang di press dan plastik tutup gelas akan meleleh sehingga tidak dapat dipakai.
3.3
Perancangan Perangkat Lunak
Perangkat lunak berupa program yang digunakan untuk mengendalikan PLC .Sebagai kontrol utama PLC menggunakan program berbentuk ladder
diagram. Sebelum membuat program ladder diagram penulis harus menentukan
yang tersedia pada PLC. Untuk menjelaskan cara kerja program ladder diagram penulis membuat flowchart yang menjelaskan tentang urutan cara kerja on atau off motor konveyor, proses pengisian cairan, proses pengepakan gelas dan proses gerak motor gulungan plastik tutup gelas.
Perancangan sistem pengisian dan pengepakan berhubungan dengan sistem PLC lain yang dihubungkan melalui terminal SCADA. Inisialisasi alamat pada sistem pengepakan dan pengisian melalui DM 6653 yang diberi nilai 02 sebagai node number agar PLC dapat berkomunikasi dengan SCADA.
Tabel 3.2. Fungsi
Fungsi Channel fungsi PLC Timer pengepakan TIM000 Counter jumlah hasil
produksi CNT002
Pada tabel 3.4 menampilkan alamat fungsi berupa counter dan timer. Pada perancangan menggunakan alamat channel timer TIM000 dan alamat counter CNT002.
Tabel 3.3. channel input
Input Channel input PLC Limit switch atas tangki 2 0.00
Limit switch atas tangki 3 0.01 Limit switch bawah tangki 3 0.02
LDR_1 0.03 LDR_2 0.04
Pada tabel 3.5 menampilkan alamat channel input yang terhubung dengan PLC Omron CPM 2A. Pada sistem pengisi dan pengepak terdapat enam input yang berasal dari sensor posisi gelas pada konveyor, sensor ketinggian cairan pada tangki dan input SCADA. Sensor posisi gelas pada konveyor berupa rangkaian laser dan rangkaian LDR. Pada perancangan menggunakan dua buah LDR yaitu LDR_1 pada channel 0.03 yang dipasang pada bagian pengisian dan LDR_2 pada
channel 0.04 yang dipasang pada bagian pengepakan. Sensor ketinggian cairan
pada tangki 2 merupakan limit switch sebagai batas bawah level cairan pada tangki 2 menggunakan alamat channel 0.00. Sensor ketinggian cairan pada tangki 3 mengunakan dua limit switch yaitu limit switch batas atas yang menggunakan
channel 0.01 dan limit switch batas bawah yang menggunakan channel 0.02. Input
SCADA yaitu pada alamat HR00.00, merupakan alamat yang digunakan oleh SCADA untuk mengontrol on atau off sistem pengisi dan pengepak.
Tabel 3.4. Channel output
output Channel output PLC
Motor gulungan plastik 10.00 Motor konveyor 10.01 Kipas 10.02 Valve 2 10.03 Pneumatik 10.04 Valve 3 10.05 heater 10.06
Tabel 3.5 Channel memory
memory Channel memory PLC
Simpan data LSA tangki
2 DM0001
Simpan data LSA tangki
3 DM0005
Simpan data LSB tangki
3 DM0006
Simpan valve 2 DM0002
Simpan valve 3 DM0003 Simpan data counter DM0008
Pada tabel 3.6 menampilkan peralatan yang terhubung dengan channel
output dari PLC. Pada perancangan PLC berfungsi sebagai saklar on atau off.
Tabel 3.7 merupakan alamat memory DM yangdigunakan untuk menyimpan data kondisi alat.
3.3.1 Flowchart Utama Sistem Pengisi dan Penutupan
3.3.2 Flowchart Proses Pengisian valve 2
Gambar 3.19. Flowchart proses valve 2 3.3.3 Flowchart Proses Pengisian valve 3
3.3.4 Flowchart Proses Pengepakan
Dari pengujian ini akan didapatkan data-data maupun bukti-bukti hasil akhir dari perangkat keras dan lunak yang telah dibuat bisa bekerja dengan baik atau tidak. Berdasarkan data-data dan bukti-bukti tersebut dapat dilakukan analisa terhadap proses kerja yang dapat digunakan untuk menarik kesimpulan dari alat yang dibuat dalam tugas akhir.
4.1
Cara Kerja Alat
Sistem pengisi dan pengepak dalam kondisi on apabila SCADA telah memberikan sinyal level suhu tangki 2 mencapai 100C. Bagian yang aktif saat sistem on adalah motor conveyor (channel 10.01), heater (channel 10.06) dan
valve 2 (channel 10.03). Motor conveyor off jika sensor posisi mengirim sinyal
aktif. Valve 2 off saat pelampung pada tangki 3 menekan limit switch atas.
Saat sensor posisi 1 mengirim sinyal aktif maka motor konveyor off dan
valve 3 on. Proses pengisian gelas pada valve 3 berlangsung sampai pelampung
pada tangki 3 menekan limit switch bawah. Motor conveyor on jika proses pengisian selesai.
Saat sensor posisi 2 mengirim sinyal aktif maka motor conveyor off dan
timer (TIM 005) aktif. Timer 005 bertujuan untuk menberikan tunda antara waktu
berhenti motor conveyor dan pneumatik on. Pneumatik on jika flag timer 005 sudah terpenuhi.
Waktu proses pengepressan dengan pneumatik ditentukan dengan timer 000. Pada perancangan timer 000 diset selama 8 menit sebagai waktu total pengepressan. Proses pengepressan mengalami tunda selama 30 detik. Saat flag
timer 000 aktif selama 4 menit, akan mengaktifkan timer 003 sebagai tunda
pneumatik off sementara selama 30 detik. Saat flag timer 003 terpenuhi, akan mengaktifkan timer pneumatic on yaitu timer 004.
Setelah proses pengepressan selesai maka motor conveyor on setelah flag
timer 001 terpenuhi. Motor gulungan plastik on saat flag timer 000 terpenuhi.
Sistem off jika pelampung pada tangki 2 menekan limit switch bawah sebagai tanda cairan habis . PLC mendapat sinyal LSB tangki 2 dari kondisi tersebut.
Valve 2 Tangki 2 Tangki 3 Filter regulator sensor ketingian cairan Valve pneumatik Motor gulungan Pneumatik heater Motor konveyor Valve 3
4.1
Analisa Perangkat Keras
Pada bagian ini akan dibahas mengenai cara kerja dan data hasil pengamatan pada setiap bagian perangkat keras yang terintegrasi pada sistem pengisi dan pengepak produk minuman.
4.2.2 Hasil Pengujian Valve 2.
Valve 2
Gambar 4.2. Valve 2
Valve 2 on bersamaan sistem pengisi dan pengepak on. Valve 2 off jika
level cairan pada tangki 3 mencapai LSA . Pada saat level cairan pada tangki 3 mencapai LSA akan mengaktifkan limit switch yang memberi sinyal LSA. Pada saat level cairan pada tangki 3 mencapai LSB, keadaan valve 2 on. Keadaan berulang terus sampai level cairan pada tangki 2 mencapai LSB.
Pengujian valve 2 dilakukan dengan cara mengamati waktu pengosongan pada tangki 2 dengan pengurangan level sebesar cairan 50 cc. Berdasarkan hasil pengujian alat didapatkan data valve 2 sebagai berikut :
1. Tegangan input valve 2 = 12 volt
2. Volume total tangki 2 = 1,5 liter = 1500 cc 3. Pengujian kecepatan pengisian valve 2
Pada tabel 4.1 ditampilkan data pengukuran kecepatan pengosongan tangki 2 dengan menggunakan valve 2. Pengamatan volume dilakukan dengan
menggunakan gelas ukur untuk mengetahui volume cairan pada tangki 3. Hasil pengukuran volume pada tangki 3 digunakan untuk menghitung volume pada tangki 2. Perhitungan volume pada tangki 2 dilakukan dengan cara mengurangi data hasil pengukuran volume pada tangki 3 dengan data hasil pengukuran volume total pada tangki 2. Contoh perhitungan volume pada tangki 2 adalah sebagai berikut:
volume tangki 2 = volume total tangki 2 – volume pengosongan tangki 2 Contoh perhitungan saat volume tangki 3 pada level 50 cc:
Volume tangki 2 = 1500 cc – 50 cc = 1450 cc Tabel 4.1 Hasil pengukuran pengosongan tangki 2. volume pengosongan tangki 2 (cc) Volume tangki 2 (cc) Waktu pengosongan (s) Kecepatan pengosongan
( )
ccs 50 1450 25,1 1,99 100 1400 64,2 1,56 150 1350 125 1,2 200 1300 198,9 1,01 250 1250 279,4 0,89 300 1200 376,9 0,79Berdasarkan data pada tabel 4.1 dapat dibuat grafik volume tangki 2 terhadap waktu pengosongan dengan menggunakan valve 2. Data volume hasil pengukuran dibagi dengan data hasil pengukuran waktu sehingga dapat dilakukan perhitungan kecepatan pengosongan tangki 3 setiap centimeter cubic cairan per satuan waktu yang digunakan yaitu detik atau second. data pengosongan tangki 2 berguna untuk setting timer animasi pada bagian monitoring sistem.
Volume Tangki 2 vs Waktu Pengosongan tangki 2 1450 1400 1350 1300 1250 1200 0 200 400 600 800 1000 1200 1400 1600 25,1 64,2 125 198,9 279,4 376,9
Waktu Pengosongan Tangki 2 (second)
V o lu m e Ta ngk i 2 ( c c )
Gambar 4.3. Grafik volume tangki 2 vs waktu pengosongan tangki 2 Pada tabel 4.1 menunjukkan data hasil pengukuran berupa data volume cairan dengan satuan centimeter cubic (cc) dan data waktu pengosongan dalam satuan second (s). Dari data hasil pengukuran dapat dihitung kecepatan pengosongan tangki 2 dengan persamaan berikut :
waktu volume pengisian
kecepatan =
Dari tabel 4.1 dapat diketahui bahwa kecepatan pengosongan berbanding terbalik terhadap volume pada tangki penampung sementara. Pada gambar 4.3 dapat dilihat grafik volume tangki 2 vs waktu pengosongan. Dari grafik tersebut dapat dilihat karakteristik waktu pengosongan tangki 2 dengan menggunakan
valve 2 berbanding terbalik terhadap volume tangki 2, hal ini disebabkan
pengaruh tekanan cairan pada tangki 2 terhadap valve 2. Sehingga dapat disimpulkan bahwa volume cairan pada tangki mempengaruhi kecepatan pengosongan tangki dengan mengunakan valve.
4.2.2 Hasil Pengujian Tangki 3
Tangki 3 berfungsi sebagai penampung sementara cairan dari tangki 2. Tangki 3 mempunyai ukuran volume 150 cc atau sesuai dengan level cairan yang isi gelas.
Tangki 3 LSA
LSB
Gambar 4.4. Tangki 3
Tangki 3 dilengkapi dengan dua limit switch yaitu limit switch atas sebagai LSA dan limit switch bawah sebagai LSB. Berdasarkan hasil pengukuran volume didapatkan data sebagai berikut :
LSA = 240 mililiter (ml) LSB = 40 mililiter (ml)
Pada gambar 4.6 ditampilkan bentuk akhir penampang tangki 3 setelah dilakukan proses pengelasan pada pipa bawah . Perbedaan antara perancangan dengan hasil dapat diketahui dengan membandingkan gambar 4.5 dapat dilihat pada gambar penampang berikut :
Penampang perancangan tangki penampung dapat dilihat pada gambar 4.4 berikut:
Nb:
Ukuran dalam satuan mm (milimeter)
Pipa bawah
Gambar 4.5. Penampang tangki 3 Pipa atas
in out
Tempat sisa air
Pipa bawah Gambar 4.6. Penampang tangki 3 setelah proses las
Pada gambar 4.5 menampilkan penampang tangki 3 setelah proses las untuk menyambung pipa bawah. Semula tangki 3 dirancang agar tidak ada air sisa pada tangki 3. Secara riil pada penampung tangki 3 masih ada air sisa sebanyak 40 ml, hal ini disebabkan bentuk pipa bawah yang berbeda dari perancangan.
Perbedaan antara desain awal dengan hasil setelah proses pengelasan pipa bawah dapat dilihat pada gambar 4.6. Dari gambar tersebut dapat dilihat bentuk pipa bawah mempunyai diameter berbeda antara in dan out sehingga kemungkinan masih ada air sisa pada tangki 3.
4.2.3 Hasil Pengujian Valve 3
Valve 3 digunakan untuk mengisi cairan yang berada pada tangki 3 ke
gelas yang berada pada konveyor. Valve 3 merupakan solenoid valve yang membutuhkan input tegangan ac sebesar 220 volt. Tegangan 220 volt digunakan untuk mengaktifkan solenoid agar dapat menarik diafragma pada valve 3.
Valve 3 dalam kondisi on saat sensor posisi 1 memberi sinyal aktif dan
pada saat sensor posisi 1 memberi sinyal nonaktif valve 3 off .
Gambar 4.7. Valve 3
Pengujian valve 3 dilakukan dengan cara mengukur waktu pengisian valve 3. Valve 3 berada pada output tangki penampung. Valve 3 berfungsi sebagai pengisi gelas yang berada pada konveyor. Valve 3 off jika level cairan menyentuh
![Gambar 2.2. Diagram blok jaringan bus I/O [3]](https://thumb-ap.123doks.com/thumbv2/123dok/4489207.3251376/29.892.251.696.180.727/gambar-diagram-blok-jaringan-bus-i-o.webp)
![Gambar 2.3. Konfigurasi PLC Omron CPM2A [4]](https://thumb-ap.123doks.com/thumbv2/123dok/4489207.3251376/30.892.187.793.176.548/gambar-konfigurasi-plc-omron-cpm-a.webp)
![Gambar 2.17. Prinsip kerja motor DC [11]](https://thumb-ap.123doks.com/thumbv2/123dok/4489207.3251376/42.892.269.663.547.937/gambar-prinsip-kerja-motor-dc.webp)
![Gambar 2.18. Cara kerja solenoid valve [12]](https://thumb-ap.123doks.com/thumbv2/123dok/4489207.3251376/43.892.291.643.425.826/gambar-cara-kerja-solenoid-valve.webp)
![Gambar 2.19. Konstruksi pneumatik silinder ganda [13]](https://thumb-ap.123doks.com/thumbv2/123dok/4489207.3251376/44.892.185.795.464.727/gambar-konstruksi-pneumatik-silinder-ganda.webp)