SUKSES MAKMUR Tbk. - BOGASARI DIVISION JAKARTA
LAPORAN KERJA PRAKTEKDiajukan untuk memenuhi sebagian syarat-syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh:
STEFANI JESSICA NIM : 15.I1.0064
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
i
ANALISIS KOMPOSISI KIMIA DAN KARAKTERISTIK
FISIK ADONAN PADA TEPUNG TERIGU DI PT.
INDOFOOD SUKSES MAKMUR Tbk. - BOGASARI
DIVISION JAKARTA
Oleh:Stefani Jessica NIM : 15.I1.0064
Program Studi : Teknologi Pangan
Laporan Kerja Praktek ini telah disetujui dan dipertahankan di hadapan sidang penguji pada tanggal 28 Mei 2018:
Semarang, 28 Mei 2018
Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata
Pembimbing Lapangan Dekan Fakultas Teknologi Pertanian
Heppy Surwadiyanto Dr. Ir. Probo Y. Nugrahedi, S. TP., MSc
Pembimbing Akademik
ii
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena kasih dan penyertaan-Nya penulis dapat menyelesaikan Laporan Kerja Praktek dengan judul “Analisis Komposisi Kimia dan Karakteristik Fisik Adonan Tepung Terigu di PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta”. Laporan Kerja Praktek yang penulis buat dengan tujuan untuk memenuhi syarat guna memperoleh gelar Sarjana Teknologi Pangan di Universitas Katolik Soegijapranata Semarang.
Selama penulis melaksanakan Kerja Praktek dan menulis laporan Kerja Praktek, penulis mendapatkan pengetahuan, pengalaman, dan kemampuan mulai dari penanganan bahan baku hingga produk akhir. Selesainya laporan ini juga dikarenakan adanya beberapa peran dari berbagai pihak yang telah sabar membimbing dan memberi dukungan kepada penulis. Oleh karena itu, pada kesempatan ini penulis ingin mengucapkan terima kasih kepada:
1. Bapak Dr. Probo Y. Nugrahedi STP, Msc. selaku Dekan Falkutas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang.
2. Ibu Dr. Ir. B. Soedarini MP selaku Dosen Pembimbing Akademik yang telah meluangkan waktunya untuk mengarahkan dan membimbing penulis.
3. Ibu Meiliana, S.Gz., M.S. selaku Koordinator Kerja Praktek Falkutas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang yang telah membantu proses pelaksanaan Kerja Praktek.
4. Bapak Timotius Da Gomez selaku Public Relation di PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta yang telah memberikan kesempatan kepada penulis untuk melaksanakan Kerja Praktek.
5. Bapak Johardi selaku Manager Quality Control Laboratorium yang telah memberikan kesempatan kepada penulis untuk melaksanakan Kerja Praktek di
Laboratorium Center PT. Indofood Sukses Makmur Tbk. - Bogasari Division
iii
Makmur Tbk. - Bogasari Division Jakarta.
7. Seluruh Staff QC-team di PT. Indofood Sukses Makmur Tbk. - Bogasari
Division Jakarta yang tidak dapat penulis sebutkan satu persatu karena telah mau menerima dan banyak membantu dalam memberikan pengajaran dan informasi selama pelaksanaan Kerja Praktek.
8. Orang tua dan keluarga yang telah banyak memberikan doa dan selalu memberikan semangat kepada penulis.
9. Nadya, Katherine, dan Deddy yang merupakan teman seperjuangan penulis dalam melaksanakan Kerja Praktek bersama pada Periode Januari 2018.
10.Elizabeth Gracia dan Theresa Larasati yang selalu memberi semangat kepada penulis.
Dalam penyusunan laporan ini penulis menyadari bahwa masih ada banyak kekurangan dan keterbatasan. Oleh karena itu penulis ingin meminta maaf terlebih dahulu apabila ada kesalahan, kekurangan, ataupun hal-hal yang kurang berkenan bagi para pembaca. Penulis menerima kritik dan saran atas Laporan Kerja Praktek yang telah disusun ini. Penulis berharap Laporan Kerja Praktek ini dapat bermanfaat bagi pihak-pihak lain yang membutuhkan, khususnya bagi mahasiswa Falkutas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang.
Semarang, 06 Juni 2018
iv
HALAMAN PENGESAHAN ... i
KATA PENGANTAR ... ii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vi
DAFTAR TABEL ... vii
DAFTAR LAMPIRAN ... viii
1. PENDAHULUAN ... 1
1.1.Latar Belakang ... 1
1.2.Tujuan ... 1
1.3.Waktu dan Tempat Pelaksanaan... 2
2. PROFIL PERUSAHAAN ... 3
2.1. Sejarah dan Perkembangan Perusahaan ... 3
2.2. Letak Geografis Perusahaan ... 5
2.3. Struktur Organisasi ... 5
2.4. Falsafah Perusahaan ... 8
2.4.1. Visi dan Misi ...8
2.4.2. Motto ...9
2.4.3. Nilai-nilai ...9
2.5. Pelaksanaan Kerja ... 10
2.5.1. Tenaga Kerja ...10
2.5.2. Pembagian Jam Kerja ...11
2.5.3. Sisten Non-Shift ...11
2.5.4. Sistem Shift ...11 2.6. Fasilitas Perusahaan ... 12 2.7. Jenis-jenis Produk ... 12 2.7.1. Produk Utama ...13 2.7.1.1. Tepung Terigu ...13 2.7.1.2. Pasta ...15
2.7.2. Produk Sampingan atau By Product ...16
2.7.2.1. Bran ...16
2.7.2.2. Pollard ...17
2.7.2.3. Pellet ...17
2.7.2.4. Tepung Industri ...17
3. SPESIFIKASI BAHAN BAKU DAN PROSES PRODUKSI ... 19
3.1. Bahan Baku (Gandum) ... 19
3.2. PROSES PRODUKSI TEPUNG TERIGU ... 22
3.2.1. Pengemasan ...24
3.2.2. Sanitasi ...25
3.2.3. Pengolahan Limbah ...25
4. ANALISIS KADAR AIR, ABU, PROTEIN, GLUTEN, KETAHANAN ADONAN, KEKUATAN ADONAN, DAN ELASTISITAS ADONAN ... 26
4.1. Uji Kadar Air (Moisture) ... 26
4.2. Uji Kadar Abu (Ash) ... 28
v
4.7. Uji Elastisitas Adonan (Alveograph) ... 33
5. PEMBAHASAN ... 36
5.1. Uji Kadar Air (Moisture) ... 36
5.2. Uji Kadar Abu ... 38
5.3. Uji Protein ... 39
5.4. Uji Gluten ... 41
5.5. Uji Farinograph ... 43
5.6. Uji Extensograph ... 44
5.7. Uji Alveograph ... 45
6. KESIMPULAN DAN SARAN ... 48
6.1. Kesimpulan ... 48
6.2. Saran ... 48
7. DAFTAR PUSTAKA ... 49
vi
Gambar 1. Struktur Organisasi PQC Departement PT. Indofood Sukses Makmur Tbk. -
Bogasari Division Jakarta ... 7
Gambar 2. Tepung Terigu Protein Tinggi: (a) Cakra Kembar Emas dan (b) Cakra Kembar ... 13
Gambar 3. Tepung Terigu Protein Sedang: (a) Segitiga Biru, (b) Taj Mahal, (c) Pena Kembar, (d) Piramida, (e) Kastil ... 14
Gambar 4. Tepung Terigu Protein Rendah: (a) Kunci Biru, (b) Kunci Emas, (c) LencanaMerah, (d) Segitiga Merah ... 14
Gambar 5. Berbagai Merk Tepung Ekspor ... 15
Gambar 6. Berbagai Merk Pasta PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta ... 16
Gambar 7. (a) Bran dan (b) Merk Kepala Muda ... 16
Gambar 8. (a) Pollard dan (b) Merk Angsa ... 17
Gambar 9. (a) Pellet dan (b) Merk Kepala Sapi ... 17
Gambar 10. Tepung Industri Merk Cap Anggrek... 18
Gambar 11. Struktur Morfologi Biji Gandum ... 20
Gambar 12. Perbandingan Jenis Gandum... 21
Gambar 13. Alur Proses Produksi Tepung Terigu PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta ... 22
Gambar 14. Moisture Tester Buhler ... 27
Gambar 15. (a) Muffle Furnace (b) Desikator ... 28
Gambar 16. (a) Kjeltec-Tecator (b) Digestion Block ... 29
Gambar 17. (a) Glucomatic (b) Centrifuge ... 30
Gambar 18. Farinograph ... 32
Gambar 19. Extensograph ... 33
vii
Tabel 1. Daftar Kode Sampel Berdasarkan Jenis Produk ... 8
Tabel 2. Distribusi Karyawan Berdasarkan Jenis Kelamin ... 10
Tabel 3. Distribusi Karyawan Berdasarkan Tingkat Pendidikan ... 11
Tabel 4. Jadwal Kerja Karyawan Sistem Shift ... 12
Tabel 5.Waktu Pemanasan Berdasarkan Jenis Sampel ... 27
Tabel 6. Hasil Analisa Kadar Air Tepung Terigu PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta (Januari 2018) ... 37
Tabel 7. Hasil Analisa Kadar Abu Tepung Terigu PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta (Januari 2018) ... 38
Tabel 8. Hasil Analisa Kadar Protein Tepung Terigu PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta (Januari 2018). ... 58
Tabel 9. Hasil Analisa Kadar Gluten Tepung Terigu PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta (Januari 2018) ... 59
Tabel 10. Hasil Analisa Farinogram Tepung Terigu PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta (Januari 2018). ... 43
Tabel 11. Hasil Analisa Extensograph Tepung Terigu PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta (Januari 2018) ... 64
Tabel 12. Hasil Analisa Alveograph Tepung Terigu PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta (Januari 2018). ... 46
viii
Lampiran 1. Syarat Mutu Tepung Terigu Berdasarkan Bahan Makanan Menurut SNI 01-3751-2009... 52 Lampiran 2. Hasil Plagscan...53
1
1.1. Latar Belakang
Gandum merupakan salah satu serealia yang sudah digunakan sebagai bahan pangan karena mengandung banyak protein, mineral, dan vitamin yang sangat baik untuk memenuhi gizi manusia. Biji gandum dapat diolah menjadi tepung terigu yang dapat digunakan sebagai bahan baku berbagai produk makanan seperti roti, mi, biskuit, dan lainnya. Permintaan tepung terigu di Indonesia yang tinggi sangat dibutuhkan dalam memenuhi permintaan pasar. Selain itu, hasil samping dari pengolahan gandum juga dapat diolah lagi menjadi pakan ternak seperti dedak serta sebagai bahan baku industri kayu seperti pollard.
PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta merupakan perusahaan pertama dan terbesar di Indonesia yang bergerak di bidang pengolahan gandum, khususnya pengolahan menjadi tepung terigu. Sejak tahun 1971 perusahaan ini resmi beroperasi sebagai pabrik penggilingan gandum pertama yang berlokasi di Tanjung Priok, Jakarta Utara. PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta memiliki sistem penyimpanan dan proses penggilingan modern, serta kapasitas produksi yang besar untuk memenuhi kebutuhan tepung terigu baik secara nasional maupun ekspor. Untuk tetap menjaga kepuasan konsumen, PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta terus mengontrol kualitas tepung terigu yang dihasilkan melalui departemen Quality Control (QC) yang melakukan analisis dalam berbagai parameter baik secara kimia, fisika, dan mikrobiologi. Pengawasan dilakukan mulai dari bahan baku mentah hingga menjadi produk akhir. Hal inilah yang melatarbelakangi pemilihan PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta sebagai tempat untuk melaksanakan Kerja Praktek.
1.2.Tujuan
Pelaksanaan Kerja Praktek di PT. Indofood Sukses Makmur Tbk. - Bogasari Division
Jakarta bertujuan untuk:
a. Menambah wawasan dan memberikan gambaran nyata aplikasi ilmu yang telah diperoleh selama perkuliahan.
b. Mengetahui proses produksi tepung terigu di PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta.
c. Mengetahui proses penetapan kadar air, abu, protein, gluten, ketahanan adonan, elastisitas adonan, dan kekuatan adonan tepung terigu di PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta.
1.3.Waktu dan Tempat Pelaksanaan
Kerja Praktek dilaksanakan di PT. Indofood Sukses Makmur Tbk. - Bogasari Division
Jakarta yang terletak di Jalan Raya Cilincing Nomor 1, Tanjung Priok, Jakarta Utara 14110. Waktu pelaksanaan Kerja Praktek yaitu selama 21 hari masa kerja dimulai dari tanggal 2 Januari 2018 hingga 31 Januari 2018. Kegiatan Kerja Praktek dilakukan setiap hari kerja, yaitu hari Senin sampai dengan hari Jumat pada pukul 08.00-17.00 WIB.
3
2. PROFIL PERUSAHAAN
2.1.Sejarah dan Perkembangan Perusahaan
PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills adalah salah satu tempat penggilingan pertama dan terbesar yang ada di Indonesia dengan kapasitas produksi sebesar 3,6 juta ton per tahun. PT. Indofood Sukses Makmur Tbk. - Bogasari Division
Jakarta berdiri pada tahun 1969 dan didirikan oleh “Empat Sekawan”, yaitu Soedono Salim (alm), Sudwikatmono (alm), Djohar Sutanto, dan Ibrahim Rasjad (alm). Sejak awal berdirinya, PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills telah melayani kebutuhan pangan masyarakat Indonesia akan tepung terigu dan secara resmi, PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta berdiri pada tanggal 19 Mei 1969 dengan luas 33 ha dan pada tahun 2017 luasnya menjadi 30 ha. PT. Indofood Sukses Makmur Tbk. Bogasari Flour Mills memiliki 15 unit penggilingan yang terdiri dari Mill A sampai O dan 140 silo gandum dengan kapasitas penggilingan sebesar ± 10.000 matrik ton (mt) biji gandum/hari. Selain mengolah tepung terigu, limbah yang dihasilkan dari pengolahan tepung terigu digunakan untuk produksi bran, pollards,
industrial, germ, dan pellet untuk dijual di dalam negeri maupun ekspor keluar negeri.
Proses penggilingan gandum pertama kali dilakukan pada tanggal 29 November 1971 yang berlokasi di wilayah Cilincing, Tanjung Priok, Jakarta. Industri pertama dari perusahaan ini adalah proses pengolahan atau penggilingan biji gandum menjadi tepung terigu. Biji gandum yang diolah, diperoleh dari impor mancanegara seperti Canada, Australia, USA, India, dan beberapa Negara Timur Tengah serta Amerika Selatan. Gandum yang biasanya sering digunakan adalah gandum yang diimpor dari Canada dan Australia, dikarenakan kualitasnya lebih konsisten dibanding lainnya.
Selain di Jakarta, PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills juga mempunyai pabrik di Surabaya yang didirikan sejak 10 Juli 1972 untuk memenuhi kebutuhan tepung terigu di wilayah Indonesia bagian timur. Pada awalnya PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills hanya bergerak pada industri tepung terigu saja, kemudian pada tahun 1977 PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills juga bergerak pada bidang industri kemasan yaitu kantong terigu yang didirikan
sejak 10 Januari 1977 dan berlokasi di Citeureup, Bogor, Jawa Barat. Pabrik ini didirikan untuk memenuhi kebutuhan kantong terigu untuk pabrik tepung terigu yang ada di Jakarta dan Surabaya. Pabrik ini memiliki kapasitas produksi kantung blacu (cotton bag) dan Polypropylen bag (PP Bag) lebih dari 4.5 juta kantung per tahun. Sedangkan Divisi Maritim bertugas untuk menjamin ketersediaan gandum dengan mengoperasikan tiga kapal angkut gandum dan tiga kapal tongkang untuk pelayaran antar pulau serta mengawasi dan mengatur dermaga. PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta memiliki dua dermaga, dan PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills Surabaya hanya memiliki satu dermaga. PT. Pada tahun yang sama juga mendirikan divisi maritim untuk menjamin proses transportasi gandum yang diimpor dari luar negeri. PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills terus mengembangkan bisnisnya dengan mengoperasikan pabrik pasta dengan merk dagang yaitu La Fonte dan Sedani. Produk yang dihasilkan berupa long pasta dan short pasta. Pabrik ini juga dapat memproduksi sekitar 60.000 ton pasta setiap tahunnya. Produksi pasta ditujukan untuk memenuhi kebutuhan mancanegara sebesar 95% dan kebutuhan dalam negeri sebesar 5%.
Pada tanggal 28 Juli 1992, PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills diakuisisi oleh PT. Indocement Tunggal Prakasa sehingga terjadi pergantian nama menjadi PT. Indocement Tunggal Prakarsa Bogasari Flour Mills. Tetapi seiring dengan berkembangnya pasar pada tanggal 30 Juni 1995, terjadi pengakuisisian kembali oleh PT. Indofood Sukses Makmur Tbk. Hal ini menyebabkan terjadinya pergantian nama kembali menjadi PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills yang berlaku hingga saat ini.
Pada tanggal 29 November 1996, PT Indofood Sukses Makmur Tbk. - Bogasari Flour Mills memperoleh sertifikat ISO 9002:1994 yang sekarang sudah dikonversi menjadi ISO 9001:2008. Pada tahun 2002, PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills juga memperoleh sertifikat HACCP dari SGS (SocieteGenerate de Surveillance) mengenai keamanan pangan. Selanjutnya, pada September 2003, PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills mendapatkan sertifikat ISO 9001:2000. Selain itu, November 2004 PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills memperoleh
penghargaan OHSAS (Occupational Helath and Safety Advisory Services) tentang standar keselamatan dan kesehatan kerja dari Sucofindo. Saat tahun 2012, laboratorium di PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills sudah memperoleh ISO 17023:2008 dari komite Akreditasi Nasional.
2.2.Letak Geografis Perusahaan
Lokasi spesifik PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta adalah sebagai berikut:
Alamat : Jalan Raya Cilincing No. 1, Tanjung Priok, Jakarta Utara 14110. Kelurahan : Kalibaru
Kecamatan : Cilincing Kotamadya : Jakarta Utara Provinsi : DKI Jakarta
PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta berbatasan dengan: Sebelah Utara : PT. Dok Kodja Bahari, PT. Sarpindo dan Laut Jawa
Sebelah Timur : Pelabuhan Sarpindo dan PT. Eastern Polyester Sebelah Selatan : Jalan Raya Cilincing
Sebelah Barat : Sungai Kresek dan Depo Pertamina
Lokasi pabrik PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta yang bertempat di Tanjung Priok memberikan keuntungan karena memudahkan proses bongkar muat gandum serta memudahkan proses distribusi produk mulai dari tepung terigu, pasta, dan by product sehingga dapat menghemat biaya transportasi dan memudahkan pelaksanaan kegiatan ekspor produk.
2.3.Struktur Organisasi
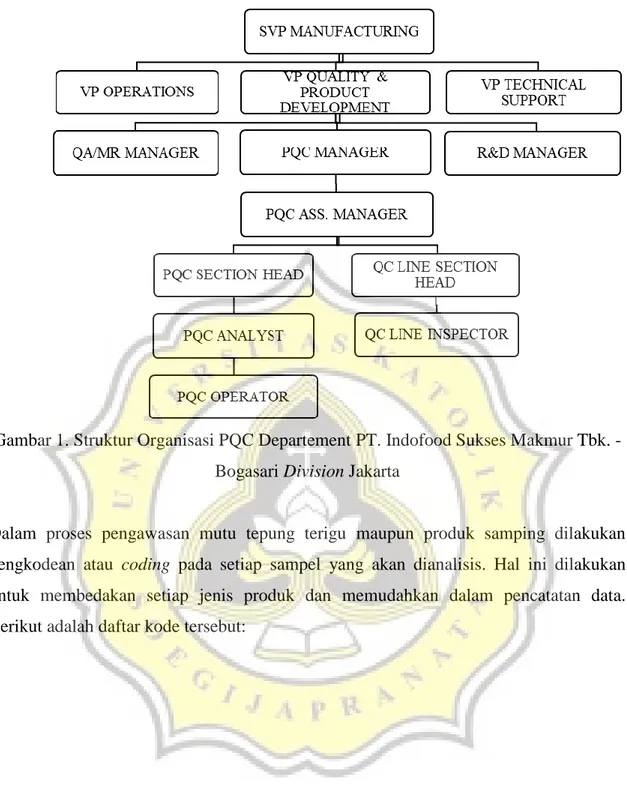
Struktur organisasi PQC Departement PT. Indofood Sukses Makmur Tbk. - Bogasari
Division Jakarta dapat dilihat pada Gambar 1. PQC Departement PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta dipimpin oleh seorang Senior Vice President Manufacturing yang bertanggung jawab terhadap kelangsungan produksi dan kualitas
produk serta sarana pendukung dan dibantu oleh tiga Vice President, yaitu Vice President
Operations, Vice President Quality & Product Development, dan Vice President Technical Support. Pada bagian Vice President Quality & Product Planning Development dibagi kembali menjadi beberapa bagian, antara lain Quality Assurance Manager, PQC Manager, dan R&D Manager. Laboratorium Quality Control (QC) dipimpin oleh PQC Manager yang dibantu oleh PQC Assistant Manager yang membawahi PQC (Lab) Section Head dan QC Line Section Head. QC Line Section Head membawahi QC Line Inspector, sedangkan QC Lab Section Head membawahi QC Analyst dab QC Operator.
Departemen Quality Control bekerja selama 24 jam penuh dan dibagi menjadi 3 Shift
(shift Cakra Kembar, Segitiga Biru, dan Kunci Biru). Departemen Quality Control (QC) bertugas melakukan pengujian terhadap seluruh tepung terigu yang diproduksi dari Mill
dan tepung terigu yang telah dikemas dari bagian Flour Silo Bulk and Packaging untuk kemudian dilaporkan apakah produk tersebut sudah layak dilanjutkan ke proses selanjutnya atau belum. QC Line mempunyai tugas untuk merencanakan, mengkoordinasikan, dan mengendailkan proses analisis dan pengawasan mutu bahan baku, kemasan, supporting material, serta komposisi tepung telah sesuai dengan standar yang ditetapkan (Quality Guide). Sedangkan QC Lab bertugas untuk mengevaluasi pengawasan mutu bahan baku, produk akhir, dan produk samping, sesuai dengan standar yang ditetapkan (Quality Guide).
Gambar 1. Struktur Organisasi PQC Departement PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta
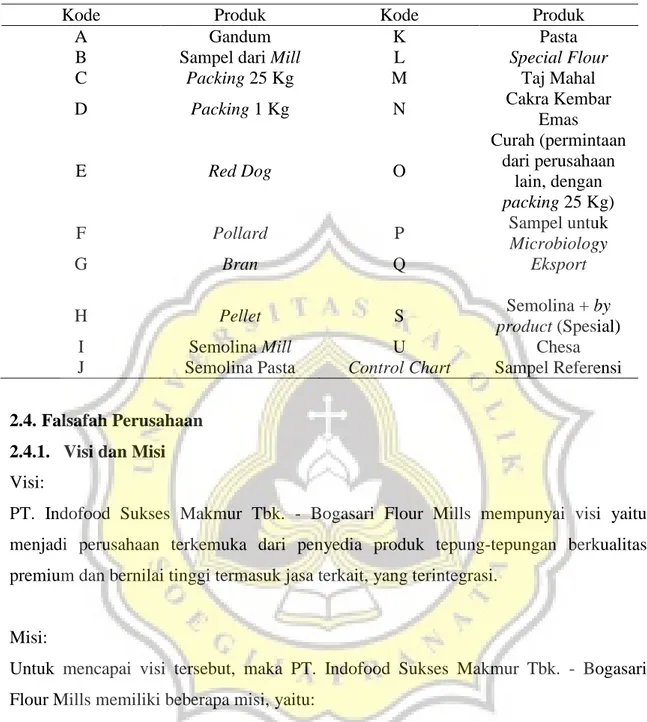
Dalam proses pengawasan mutu tepung terigu maupun produk samping dilakukan pengkodean atau coding pada setiap sampel yang akan dianalisis. Hal ini dilakukan untuk membedakan setiap jenis produk dan memudahkan dalam pencatatan data. Berikut adalah daftar kode tersebut:
Tabel 1. Daftar Kode Sampel Berdasarkan Jenis Produk
Kode Produk Kode Produk
A Gandum K Pasta
B Sampel dari Mill L Special Flour
C Packing 25 Kg M Taj Mahal
D Packing 1 Kg N Cakra Kembar
Emas E Red Dog O Curah (permintaan dari perusahaan lain, dengan packing 25 Kg)
F Pollard P Sampel untuk
Microbiology
G Bran Q Eksport
H Pellet S Semolina + by
product (Spesial) I Semolina Mill U Chesa J Semolina Pasta Control Chart Sampel Referensi
2.4.Falsafah Perusahaan
2.4.1. Visi dan Misi
Visi:
PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills mempunyai visi yaitu menjadi perusahaan terkemuka dari penyedia produk tepung-tepungan berkualitas premium dan bernilai tinggi termasuk jasa terkait, yang terintegrasi.
Misi:
Untuk mencapai visi tersebut, maka PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills memiliki beberapa misi, yaitu:
a. Menghasilkan produk berkualitas tinggi untuk memenuhi kebutuhan pelanggan b. Mendistribusikan produk secara intensif untuk menjangkau seluruh area potensial,
baik di wilayah Indonesia maupun wilayah regional c. Mengembangkan kompetensi sumber daya manusia
d. Memperkuat daya saing dengan menerapkan teknologi yang tepat dan proses yang efektif
e. Berupaya secara terus-menerus menambah nilai Perusahaan bagi para pemangku kepentingan.
2.4.2. Motto
Motto dari PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills adalah “Bogasari Turut Membangun Gizi Bangsa”.
2.4.3. Nilai-Nilai
Beberapa nilai yang harus diterapkan oleh seluruh karyawan PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills antara lain sebagai berikut:
a. Integritas
Seluruh karyawan di PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills diharapkan dapat menjalankan pekerjaannya dengan itikad baik, tulus, jujur, bertanggung jawab, disiplin, dan optimis baik kepada pelanggan, mitra usaha, masyarakat, maupun sesama karyawan.
b. Keunggulan
Seluruh karyawan di PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills diharapkan selalu memberikan yang terbaik dalam pekerjaannya dengan mampu bersikap professional dalam bekerja, pantang menyerah, proaktif, dan peka terhadap kebutuhan pelanggan.
c. Kepedulian
PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills merupakan bagian yang tidak terpisahkan dari kehidupan masyarakat banyak. Oleh karena itu, seluruh karyawan harus senantiasa memperhatikan kepentingan masyarakat serta menumbuhkan sikap penuh perhatian dan saling menghargai.
d. Kebersamaan
Seluruh karyawan PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills senantiasa menjunjung tinggi harkat martabat, kerjasama, gotong royong, serta tumbuh bersama dalam membangun Bogasari.
Seluruh karyawan PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills memiliki kebebasan dalam mengeluarkan ide, percaya satu sama lain, serta selalu informatif dan komunikatif demi kebaikan dan kemajuan bersama.
f. Kedisiplinan
Seluruh karyawan PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills harus bisa menerapkan nilai kedisiplinan dalam bekerja.
2.5.Pelaksanaan Kerja
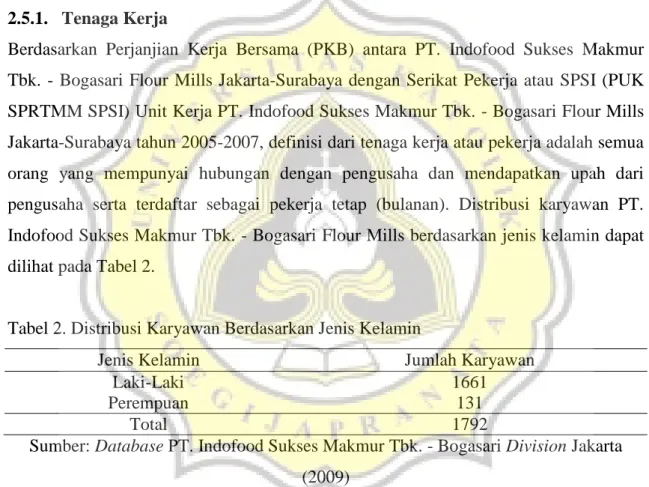
2.5.1. Tenaga Kerja
Berdasarkan Perjanjian Kerja Bersama (PKB) antara PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills Jakarta-Surabaya dengan Serikat Pekerja atau SPSI (PUK SPRTMM SPSI) Unit Kerja PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills Jakarta-Surabaya tahun 2005-2007, definisi dari tenaga kerja atau pekerja adalah semua orang yang mempunyai hubungan dengan pengusaha dan mendapatkan upah dari pengusaha serta terdaftar sebagai pekerja tetap (bulanan). Distribusi karyawan PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills berdasarkan jenis kelamin dapat dilihat pada Tabel 2.
Tabel 2. Distribusi Karyawan Berdasarkan Jenis Kelamin
Jenis Kelamin Jumlah Karyawan
Laki-Laki 1661
Perempuan 131
Total 1792
Sumber: Database PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta (2009)
PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta memiliki karyawan sebanyak 1729 orang (per Desember 2009). Dapat dilihat bahwa 90% dari total karyawan yang bekerja adalah laki-laki, yaitu sebanyak 1991 orang. Sedangkan jumlah karyawan perempuan yang bekerja hanya 10% dari total keseluruhan, yaitu sebanyak 131 orang.
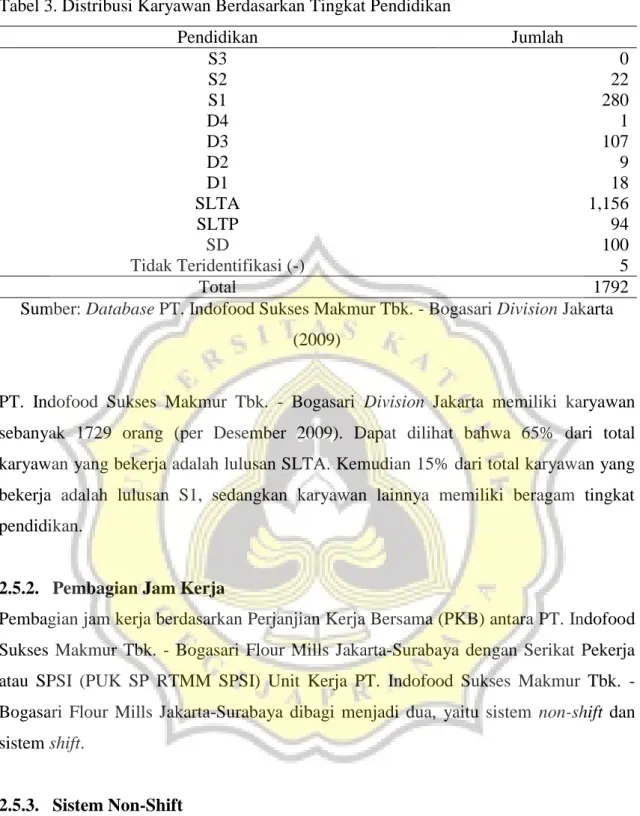
Sedangkan distribusi karyawan PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills berdasarkan tingkat pendidikan dapat dilihat pada Tabel 3.
Tabel 3. Distribusi Karyawan Berdasarkan Tingkat Pendidikan Pendidikan Jumlah S3 0 S2 22 S1 280 D4 1 D3 107 D2 9 D1 18 SLTA 1,156 SLTP 94 SD 100 Tidak Teridentifikasi (-) 5 Total 1792
Sumber: Database PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta (2009)
PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta memiliki karyawan sebanyak 1729 orang (per Desember 2009). Dapat dilihat bahwa 65% dari total karyawan yang bekerja adalah lulusan SLTA. Kemudian 15% dari total karyawan yang bekerja adalah lulusan S1, sedangkan karyawan lainnya memiliki beragam tingkat pendidikan.
2.5.2. Pembagian Jam Kerja
Pembagian jam kerja berdasarkan Perjanjian Kerja Bersama (PKB) antara PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills Jakarta-Surabaya dengan Serikat Pekerja atau SPSI (PUK SP RTMM SPSI) Unit Kerja PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills Jakarta-Surabaya dibagi menjadi dua, yaitu sistem non-shift dan sistem shift.
2.5.3. Sistem Non-Shift
Karyawan yang tergabung sebagai karyawan non-shift bekerja dengan sistem 5 hari kerja (Senin-Jumat) dengan waktu kerja 9 jam/hari dengan waktu istirahat selama 1 jam. Jadwal kerja karyawan non-shift adalah pukul 08.00-17.00, dan waktu istirahat pada pukul 12.00-13.00.
2.5.4. Sistem Shift
Karyawan sistem shift bekerja dengan sistem 6 hari kerja (Senin-Sabtu) dan terbagi menjadi 3 shift. Pembagian shift dilakukan sesuai waktu nasional, yaitu mulai pukul 00.00 dengan waktu kerja setiap shift selama 8 jam dan waktu istirahat selama 1 jam, dengan jadwal sebagai berikut:
Tabel 4. Jadwal Kerja Karyawan Sistem Shift
Shift Waktu Kerja Waktu Istirahat
A (malam) 00.00-08.00 04.00-05.00 B (pagi) 08.00-16.00 12.00-13.00 C (sore) 16.00-24.00 18.00-19.00
2.6.Fasilitas Perusahaan
PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta menyediakan berbagai fasilitas pengunjung bagi seluruh karyawan (selain gaji yang diterima) yang bertujuan untuk meningkatkan kesejahteraan karyawan. Fasilitas tersebut antara lain sebagai berikut:
a. Sarana ibadah, berupa masjid bagi pekerja islam dan auditorium bagi pekerja kristiani
b. Media komunikasi, berupa majalah internal Warta Bogasari dan website Bogasari c. Kantin dan ruang istirahat
d. Sarana transportasi, berupa bus antar jemput karyawan serta program bantuan kepemilikan kendaraan (car loan, owning, dan juga motor loan)
e. Asuransi bagi karyawan, berupa asuransi kecelakaan saat bekerja (Jamsostek) dan asuransi bagi keselamatan karyawan ketika di luar area Pabrik (Bumiputera Muda) f. Seragam sesuai standar perusahaan dan perlengkapan keselamatan kerja
g. Sarana pelatihan dan program pengembangan (training) guna meningkatkan mutu dan kinerja para karyawan.
h. Jaminan kesehatan, yang berlaku baik bagi pekerja maupun keluarganya i. Fasilitas olahraga dan rekreasi
j. Koperasi
2.7.Jenis-jenis Produk
PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta menghasilkan dua jenis produk, yaitu produk utama dan produk samping. Berikut merupakan penjelasan dari kedua produk tersebut.
2.7.1. Produk Utama
2.7.1.1. Tepung Terigu
Tepung terigu merupakan produk utama dari PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta. Tepung terigu yang dihasilkan terdiri atas beberapa merk dengan perbedaan utama yang terletak pada kandungan proteinnya (tinggi, sedang, rendah). Tepung terigu protein tinggi merupakan tepung terigu dengan bahan baku 100% gandum keras (hard wheat) dan memiliki kandungan protein minimal sebesar 13%. Tepung terigu jenis ini memiliki kandungan protein dan gluten yang sangat tinggi sehingga cocok digunakan untuk produk-produk yang memerlukan pengembangan seperti pembuatan roti dan mie (Fance, 1964). Beberapa merk yang dipasarkan dan dikenal masyarakat antara lain Cakra Kembar Emas dan Cakra Kembar.
(a) (b)
Gambar 2. Tepung Terigu Protein Tinggi: (a) Cakra Kembar Emas dan (b) Cakra Kembar
Tepung terigu protein sedang merupakan tepung terigu dengan bahan baku campuran antara gandum keras (hard wheat) dan gandum lunak (soft wheat) dan memiliki kandungan protein berkisar antara 11-12.5%. Tepung terigu dengan protein sedang paling banyak digunakan oleh masyarakat karena memiliki sifat multifungsi dimana dapat digunakan untuk pembuatan aneka makanan seperti roti manis, donat, dan juga mi basah (France, 1964). Beberapa merk yang dipasarkan dan dikenal masyarakat antara lain Segitiga Biru, Taj Mahal, Kastil, Pena Kembar, dan Piramida.
(a) (b) (c) (d) (e) Gambar 3. Tepung Terigu Protein Sedang: (a) Segitiga Biru, (b) Taj Mahal, (c) Pena
Kembar, (d) Piramida, (e) Kastil
Sedangkan tepung terigu berprotein rendah merupakan tepung terigu dengan bahan baku 100% gandum lunak (soft wheat) dan memiliki kandungan protein kurang dari 11%. Tepung terigu jenis ini memiliki kandungan protein dan gluten yang sangat rendah sehingga cocok digunakan untuk produk-produk yang tidak memerlukan pengembangan seperti biskuit dan cookies (France, 1964). Beberapa merk yang dipasarkan dan dikenal masyarakat antara lain Kunci Biru, Kunci Emas, Lencana Merah, dan Segitiga Merah.
(a) (b) (c) (d)
Gambar 4. Tepung Terigu Protein Rendah: (a) Kunci Biru, (b) Kunci Emas, (c) Lencana Merah, (d) Segitiga Merah
Sejak tahun 1990 PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta mulai memasarkan produknya ke luar negeri atau ekspor. Tepung terigu yang diekspor
biasanya dibuat dengan bahan baku biji gandum terbaik sesuai dengan Negara penerima, seperti Singapura, Malaysia, Brunei Darissalam, dan Jepang. Beberapa merk dagangnya antara lain Blue Triangle, Brown Triangle, Orange Triangle, Green Triangle, Pink Triangle, Red Triangle, Yellow Triangle, Brown Triangle, Double
Crest. Tepung terigu ekspor diproduksi sesuai dengan pesanan Negara-negara penerima. Di luar produksi tepung terigu untuk lokal dan ekspor, PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta juga memproduksi tepung terigu khusus yang hanya dibuat berdasarkan pesanan dari berbagai perusahaan, misalnya Bread Talk, Pizza Hut, dan J.Co.
Gambar 5. Berbagai Merk Tepung Ekspor
2.7.1.2. Pasta
Selain tepung terigu, PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills juga memproduksi produk pasta untuk memenuhi kebutuhan dalam dan luar negeri. Pasta terbuat dari campuran adonan tepung durum semolina dengan air, telur, dan garam serta diproses tanpa tambahan bahan pewarna maupun bahan aditif lainnya (Milatovic & Mondelli, 1991). Semolina adalah butiran yang diperoleh dari endosperm biji gandum jenis durum wheat yang mengandung kadar gluten tinggi. Produk pasta yang dihasilkan PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills dijual dengan menggunakan merk La Fonte dan Sedani. Secara umum bentuk pasta dibedakan menjadi dua, yaitu
long pasta dan short pasta. Long Pasta adalah pasta yang berbentuk panjang dan lurus, misalnya Spaghetti, Vermicelli, Linguine, Bucatini, dan Fettuccine. Sedangkan short pasta adalah pasta yang berbentuk potongan-potongan pendek dan seragam, misalnya
Zitoni (silinder), Fusilli (spiral), Conchiglie (kerang), dan Chifferi Rigate (setengah lingkaran).
Gambar 6. Berbagai Merk Pasta PT. Indofood Sukses Makmur Tbk. - Bogasari Division
Jakarta
2.7.2.Produk Samping atau By Product
Selain menghasilkan tepung terigu, PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills juga menghasilkan produk sampingan (by product), yaitu produk dari sisa hasil olahan penggilingan gandum ataupun hasil produksi yang gagal. Produk sampingan tersebut berupa bran, pollard, pellet, dan juga tepung industri.
2.7.2.1. Bran
Bran merupakan bagian terluar dari kulit biji gandum atau lebih dikenal dengan nama dedak. Bran berupa serpihan kasar dan biasanya digunakan sebagai pakan ternak besar seperti kuda, sapi, babi, dan kambing. Bran yang diproduksi oleh PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills dipasarkan dengan merk kepala kuda.
(a) (b)
2.7.2.2. Pollard
Pollard merupakan bagian kulit gandum yang berukuran lebih kecil dan memiliki tekstur yang lebih halus dibandingan dengan bran. Pollard biasanya dimanfaatkan sebagai pakan ternak besar (sapi dan babi) dan kecil (ayam dan itik). Pollard yang diproduksi oleh PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills dipasarkan dengan merk Angsa.
(a) (b)
Gambar 8. (a) Pollard dan (b) Merk Angsa
2.7.2.3. Pellet
Pellet merupakan hasil campuran dari bran dan pollard yang dicetak berbentuk silinder dengan diameter 8 mm dan panjang 3 – 4 cm. Pellet biasanya juga dimanfaatkan sebagai pakan ternak. Pellet yang dihasilkan tidak dikemas ke dalam wadah kemasan melainkan menggunakan sistem bulk atau curah dan diangkut menggunakan truk atau kapal. Pellet yang diproduksi oleh PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills dipasarkan dengan merk Kepala Sapi.
(a) (b)
Gambar 9. (a) Pellet dan (b) Merk Kepala Sapi
2.7.2.4. Tepung Industri
Tepung industri merupakan hasil samping dari proses produksi tepung terigu. Tepung industri biasanya dimanfaatkan sebagai bahan perekat atau lem pada industri kayu lapis dan sebagai campuran pada pembuatan pakan ikan dan udang. Tepung industri yang
diproduksi oleh PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills dipasarkan dengan merk Anggrek dan Teratai.
19
3. SPESIFIKASI BAHAN BAKU DAN PROSES PRODUKSI
3.1.Bahan Baku (Gandum)
Gandum (Triticum sp) adalah kelompok tanaman serealia dari famili Poaceae
(Gremineae) yang umumnya tumbuh di daerah subtropis. Gandum merupakan bahan baku utama dalam pembuatan tepung terigu melalui proses penggilingan endosperm gandum. Meskipun PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills yang berlokasi di Indonesia merupakan salah satu pabrik penggilingan biji gandum terbesar di dunia, biji gandum yang merupakan bahan baku utama pembuatan tepung terigu di impor oleh PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills dari Australia, Amerika Serikat, Kanada, India, China, dan Argentina. Biji gandum yang paling sering digunakan oleh PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills adalah biji gandum yang berasal dari Australia dan Kanada, dikarenakan kualitas biji gandum dari negara tersebut lebih konsisten dibandingkan dari negara lain.
Biji gandum memiliki panjang antara 5-8 mm, lebar 2.5-5 mm, dan berat 37 mg/biji, serta berbentuk oval (Herschdoerfer, 1986). Dalam biji gandum terdapat 3 (tiga) bagian utama, yaitu bran (±14.5%), endosperm (±83%), dan germ (±2.5%). Setiap bagian utama, memiliki peran penting masing-masing. Bran memiliki peran sebagai pelindung biji gandum, memiliki tekstur yang keras, berwarna coklat, dan terkandung kadar abu yang tinggi serta terdiri atas banyak lapisan. Bran banyak mengandung fiber (selulosa). Endosperm memiliki peran sebagai penyedia makanan untuk tanaman baru ketika embrio mulai tumbuh. Endosperm merupakan sumber utama protein dan karbohidrat serta merupakan sumber utama yang diambil dalam proses pengolahan menjadi tepung terigu (France, 1964). Germ memiliki peran sebagai tempat tumbuhnya tunas (bakal tunas). Di dalam germ juga banyak mengandung lemak yang memiliki fungsi sebagai sumber cadangan makanan. Biasanya, germ sering dipisahkan langsung saat proses penggilingan dikarenakan kandungan lemaknya yang tinggi dan dapat mempengaruhi kualitas tepung yang dihasilkan (Makfoeld et al., 2002). Struktur morfologi gandung dapat dilihat pada gambar 11.
Gambar 11. Struktur Morfologi Biji Gandum (Sumber: swarthmorecoop.wordpress.com)
Pada umumnya gandum mengandung protein sebesar 8-20%. Protein pada gandum dapat dibedakan menjadi dua, yaitu soluble protein (albumin dan globulin) yang banyak terdapat pada aleuron dan insoluble protein (gliadin dan glutenin) yang banyak terdapat pada endosperm. Menambahkan air dan garam pada protein gliadin dan glutenin akan membentuk protein gluten (France, 1964). Secara keseluruhan dalam biji gandum terkandung pati, protein, lemak, vitamin B (tiamin, niasin, riboflavin), mineral, dan serat (Hoseney, 1994). Hasil penggilingan dari lapisan luar biji gandum dan lembaga menghasilkan sekam atau bran. Bagian luar kulit dari gandum lebih banyak mengandung protein, serat kasar, dan mineral bila dibandingkan dengan biji gandum utuh atau tepung gandum yang berasal dari lapisan aleuron.
Gandum biasanya digolongkan berdasarkan warna bran, musim tanam gandum, dan tekstur kernel. Berdasarkan musim tanam gandum, gandum digolongkan menjadi dua, yaitu winter dan spring (Bogasari, 2007). Sedangkan berdasarkan warna bran, gandum dibedakan menjadi dua, yaitu red dan white. Berdasarkan tekstur kernelnya, gandum dibedakan menjadi tiga, yaitu gandum keras (hard wheat), gandum lunak (soft wheat), dan gandum durum. Gandum keras (hard wheat) berasal dari spesies Triticumaestivum,
memiliki sifat gluten yang kuat. Jenis gandum keras ini biasanya digunakan untuk membuat roti dan mie. Gandum lunak (soft wheat) yang berasal dari spesies Triticum compactum, memiliki ciri-ciri warna kulit luar berwarna putih atau merah, bijinya lunak, dan kadar proteinnya rendah. Gandum jenis soft wheat biasanya digunakan untuk membuat tepung yang biasa digunakan untuk membuat produk roti, seperti cake,
biscuit, pastry, dan cookie (Jones & Amos, 1967). Sedangkan untuk gandum durum yang berasal dari spesies Triticum durum dan merupakan jenis gandum yang khusus, memiliki ciri-ciri tekstur biji sangat keras, kandungan protein tinggi, dan warna
endosperm lebih kuning karena terdapat kandungan beta-karoten yang tinggi (Makfoeld
et al., 2002). Gandum jenis durum biasanya digunakan untuk membuat produk pasta (Wrigley dan Batey, 2010).
Gambar 12. Perbandingan Jenis Gandum (Sumber : http://www.atclgrain.com/wheat.html)
22
3.2.PROSES PRODUKSI TEPUNG TERIGU
Pada umumnya, proses produksi gandum menjadi produk tepung terigu dibagi menjadi 2 tahap utama, yaitu tahap persiapan dan penggilingan (milling). Tahap persiapan terdiri dari pembersihan (cleaning) dan pengkondisian (conditioning). Sedangkan pada tahap penggilingan (milling) tediri dari penghancuran (breaking), pengecilan ukuran partikel (reduction), dan pengayakan (shifting) (Morris & James, 2000).
Secara umum, proses penggilingan dari biji gandum menjadi tepung terigu dapat dilihat pada Gambar 13.
Gambar 13. Alur Proses Produksi Tepung Terigu PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta
Pada Gambar 13., dapat dilihat pada secara umum proses penggilingan biji gandum menjadi tepung terigu terdiri dari lima tahapan, yaitu sortasi, cleanning process,
Gandum
Cleaning Process I
Silo
Cleaning Process II
Dampening & Conditioning
Sortasi
Milling
dampening and conditioning, milling, dan packaging. Proses produksi diawali dengan persediaan bahan baku gandum yang datang dari negara pemasok di pelabuhan yang diangkut menggunakan kapal bulk cargo. Pada tahap ini dilakukan sortasi terlebih dahulu sesuai dengan jenis dan ukuran gandum. Setelah tahap sortasi selesai, lalu gandum akan memasuki tahap cleaning process 1. Pada tahap cleaning dibagi menjadi 2 tahap, untuk membersihkan gandum dari mataerial asing. Cleaning processI dilakukan sebelum gandum dimasukan kedalam wheat silo. Biji gandum yang baru saja datang dari pemasok gandum, mengandung banyak material asing seperti biji-bijian lain (jagung, kedelai, barley, oats, biji bunga matahari, dll), kulit, bunga dan batang gandum, biji gandum kisut, biji gandum pecah, batu, kayu, plastik, debu, pasir, dan benda logam (Morris & James, 2000). Proses ini disebut juga dengan wheat precleaning, yaitu pembersihan biji-biji gandum dari pengotor yang berukuran besar menggunakan
precleaning separator. Setelah biji gandum sudah bersih, biji gandum diangkut menggunakan screw conveyor menuju wheat silo yang telah dipisahkan berdasarkan ukuran dan jenis gandum. Kemudian dilanjutkan dengan tahap cleaning process II
untuk memastikan biji gandum sudah benar-benar bersih sebelum dilakukan proses
milling atau penggilingan biji gandum. Pada cleaning process II dilakukan pemisahan biji gandum dari material asing menggunakan berbagai alat seperti magnetic separator
(berdasarkan sifat kemagnetan terhadap logam), separator (berdasarkan ukuran), dry stoner (berdasarkan berat jenis, contoh batu), air classifier (berdasarkan tahanan udara),
indented disc/Cylinder separator (berdasarkan bentuk dan ukuran), dan scourer
(menggesek biji gandum).
Gandum yang sudah bersih, selanjutnya masuk ke tahap dampening and conditioning.
Dampening adalah proses penambahan air ke dalam biji gandum agar dihasilkan kadar air optimum untuk memperoleh tingkat kelembaban biji gandum yang sesuai untuk tahap milling. Jumlah air yang ditambahkan dipengaruhi oleh kadar air awala dari gandum dan kelembaban relatif lingkungan. Kemudian masuk ke tahap conditioning, yaitu merendam biji gandum selama periode waktu tertentu di dalam tempering bin. Tujuan dari proses conditioning yaitu untuk memisahkan endosperm dan bran sehingga dapat diperoleh kadar air tepung yang optimum. Tahap dampening dan conditioning
dampeningand conditioning hanya dilakukan bila tingkat kelembabannya masih belum tercapai. Setelah itu, gandum
akan masuk ke dalam tahapan milling. Milling merupakan tahap utama dari proses pengolahan biji gandum menjadi tepung terigu. Pada tahap milling dibagi menjadi tiga tahap, yaitu breaking process menggunakan break roll dan break sifter untuk membuka biji gandum dan memecah endosperm, purification process menggunakan purifer untuk memurnikan endosperm dari bran, dan reduction process menggunakan reduction roll
dan reduction sifter untuk mereduksi endosperm sehingga dihasilkan tepung. Tahap terakhir yaitu proses pengayakan yang bertujuan untuk memisahkan bran dan pollard. Tahap tersebut harus dilakukan berulang kali agar dihasilkan tepung terigu yang sesuai dengan standar. Kemudian bran dan pollard yang sudah terpisah akan diproses kembali untuk dijadikan pellet dan yang lainnya. Setelah terbentuk tepung terigu, maka dilakukan fortifikasi dengan additives feeder.
Tepung terigu yang sudah jadi, dimasukan ke dalam flour silo untuk memudahkan proses pengemasan atau packing. Pengemasan tepung terigu dilakukan oleh Flour Silo Bulk & Packing Department. Pengemasan produk akan dilakukan sesuai dengan permintaan konsumen, baik berupa kemasan consumer pack atau jumbo bag maupun berupa sistem curah. Sebelum didistribusikan, pengujian kualitas produk dilakukan di laboratorium Quality Control. Apabila produk yang dihasilkan telah lulus uji, maka produk sudah siap untuk didistribusikan.
3.2.1. Pengemasan
Proses pengemasan bertujuan untuk mencegah kerusakan akibat suhu, peningkatan kadar air, serangan hama, maupun pencemaran dari udara luar. Selain itu pengemasan juga berfungsi untuk memudahkan proses penyimpanan, pengangkutan, dan distribusi. Pengemasan terigu terigu di PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills dilakukan oleh FSBP (Flour Silo Bulk and Packing) Department. Untuk memenuhi dan menyesuaikan kebutuhan konsumen, tepung terigu dikemas dalam berbagai ukuran, antara lain consumer pack (kemasan 0.5 kg dan 1 kg); packing (kemasan 25 kg); jumbo bag (kemasan 250 kg); dan bulk truck. Bahan untuk kemasan packing dan jumbo bag
adalah paper bag atau Polypropylene bag (karung). Sedangkan untuk kemasan
sebagai kemasan sekunder. Kemasan consumer pack umumnya digunakan untuk rumah
untuk kemasan packing, jumbo bag, dan sistem bulk umumnya digunakan untuk industri, baik industri kecil menengah (UKM) maupun industri besar.
3.2.2. Sanitasi
Sanitasi merupakan upaya untuk mencegah dan menghindari adanya kontaminasi yang dapat menimbulkan kerusakan dan penurunan kualitas pada produk. Maka dari itu PT. Indofood Sukses Makmur Tbk. - Bogasari Flour Mills menerapkan sanitasi pada pekerja, peralatan, serta lingkungan. Seluruh pekerja diharuskan menjaga kebersihan dengan mencuci tangan sebelum dan sesudah bekerja serta menjaga kesehatan tubuh masing-masing. Untuk menjaga sanitasi selama proses analisa, para pekerja di laboratorium diwajibkan mengenakan jas laboratorium, sarung tangan, dan masker selama proses analisa pengawasan mutu tepung terigu.
Laboratorium dibagi menjadi delapan ruangan untuk menjaga sanitasi area dan mencegah terjadinya kontaminasi silang. Pembagian tersebut antara lain office, walk station room, washing room, cooking room, microbiology room, granulation room,
protein room, dan retained sample room (ruang penyimpanan tepung sisa pengujian). Selain itu secara teratur juga dilakukan pembersihan lantai, dinding, kaca, dan langit-langit. Sedangkan sanitasi peralatan dilakukan secara mandiri oleh masing-masing bagian, misalnya para pekerja di bagian Quality Control bertanggung jawab terhadap kebersihan peralatan di laboratorium Quality Control.
3.2.3. Pengolahan Limbah
PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta menghasilkan limbah cair yang berasal baik dari proses produksi maupun laboratorium dan tidak menghasilkan limbah padat. Seluruh limbah cair tersebut dikumpulkan menjadi satu dalam instalasi khusus dan secara berkala (kurang lebih satu bulan sekali) akan dikirim ke IPAL (Instalasi Pengolahan Air Limbah) untuk diolah lebih lanjut sehingga tidak akan membahayakan lingkungan dan masyarakat sekitar.
26
4. ANALISIS KADAR AIR, ABU, PROTEIN, GLUTEN, KETAHANAN
ADONAN, KEKUATAN ADONAN, DAN ELASTISITAS ADONAN
PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta selalu melakukan pengujian terhadap kadar air, abu, protein, gluten, ketahanan adonan, kekuatan adonan, dan elastisitas adonan dari tepung teigu yang dihasilkan dan dilakukan kontrol selama 24 jam yang diuji oleh divisi Quality Management Department. Divisi ini memiliki tugas utama untuk memastikan bahwa produk yang dihasilkan aman dan bebas dari kontaminasi fisik, kimia, maupun mikrobiologi. Pada divisi Quality Management Department terdapat dua kelompok analyst, yaitu QC Line Inspector dan QC Lab. Analyst QC Line Inspector memiliki tugas untuk menganalisa tepung selama masih berada di area produksi. Sedangkan analyst QC Lab memiliki tugas untuk menganalisa tepung yang sudah dikemas.
4.1.Uji Kadar Air (Moisture)
Untuk mengetahui jumlah kadar air yang terdapat pada tepung terigu maka perlu dilakukan uji kadar air. Kadar air yang terkandung pada tepung terigu dapat mempengaruhi umur simpan pada tepung terigu dan kadar air juga merupakan analisis yang menjadi titik kritis dalam menentukan mutu tepung terigu. Menurut standar, kadar air maksimum yang terdapat pada tepung terigu adalah 14%. Prinsip dari penentuan kadar air yaitu dengan penetapan sampel hingga air bebas yang terdapat dalam tepung terigu lepas dan air bebas yang hilang tersebut dianggap sebagai kadar air. Alat yang digunakan untuk analisa kadar air yaitu Moisture Tester Buhler (Gambar 14).Selain itu, uji kadar air di PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta tidak hanya dilakukan pada sampel tepung terigu tetapi juga pada pasta, semolina, dan by product.
Gambar 14. Moisture Tester Buhler
Sebelum melakukan analisa, perlu dilakukan dikalibrasi pada suhu dan timbangan. Kalibrasi suhu dilakukan dengan mengukur suhu heating plate menggunakan termometer air raksa (0-200oC). Kemudian termometer dimasukkan pada lubang penutup drying chamber sehingga dapat berdiri tegak atau secara vertikal dan suhu ditetapkan pada 130±1oC. Lalu kalibrasi pada timbangan dilakukan dengan cara mengukur batu timbang standar 10 gram di atas lower pan yang bersih dan kering. Setelah dilakukan kalibrasi, dilakukan penetapan sampel dan diawali dengan menimbang sampel sebanyak 10 gram di atas lower pan yang bersih dan kering. Pan
yang sudah berisi sampel kemudian diletakkan di atas heating plate. Waktu pemanasan yang dibutuhkan setiap sampel berbeda-beda, seperti dapat dilihat pada Tabel 5. Ketika waktu pemanasan sudah selesai, pan dipindahkan ke upper pan support untuk ditimbang. Pembacaan hasil penimbangan dilakukan dengan cara memutar knob hingga
pointer berada tepat di tengah tanda garis dimana kadar air (%) dapat dilihat langsung pada skala yang tertera.
Tabel 5.Waktu Pemanasan Berdasarkan Jenis Sampel
Jenis Sampel Waktu (menit)
Gandum 10
Tepung 8-10
By Product 8-10
Semolina 10
4.2.Uji Kadar Abu (Ash)
Uji kadar abu dilakukan untuk menentukan kadar mineral anorganik dalam sampel dan juga untuk mengetahui efisiensi dari proses milling. Analisa ini merupakan tiitk kritis dalam menentukan mutu tepung terigu. Kadar abu diukur dengan alat muffle furnace
(Gambar 15) untuk diabukan pada temperatur 600oC selama 6 jam. Prinsip dari penetapan kadar abu yaitu dengan memanasan/ mengabukan sampel hingga semua bahan organik terbakar dan sisa pengabuan disebut sebagai kadar abu.
(a) (b)
Gambar 15. (a) Muffle Furnace (b) Desikator
Prosedur diawali dengan memasukkan krusibel kosong ke dalam muffle furnace dengan temperatur ±200oC, lalu dinaikkan suhunya hingga mencapai temperatur 600oC selama 1 jam. Setelah itu, krusibel dikeluarkan dari muffle furnace dan dimasukkan ke dalam desikator dengan kran terbuka selama 5 menit dan ditutup kembali serta didiamkan dalam desikator hingga mencapai suhu ruang (±30 menit). Kemudian krusibel diambil dan ditimbang (4 angka di belakang koma) dan dicatat sebagai berat krusibel kosong. Sampel ditimbang dalam krusibel (3-4 gram untuk gandum, tepung terigu, by product, semolina, pasta), lalu dicatat sebagai berat sampel. Krusibel yang berisi sampel dimasukkan ke dalam muffle furnace dengan temperatur ±200oC, dan suhunya dinaikkan hingga mencapai temperatur 600oC hingga terbentuk abu (±6 jam). Setelah itu, krusibel dipindahkan ke dalam desikator (kran dibukan selama 5 menit dan didiamkan selama 30 menit hingga mencapai suhu ruang). Krusibel segera ditimbang dan dicatat sebagai berat krusibel dengan abu. Kadar abu dapat dihitung dengan rumus berikut:
% abu =
4.3.Uji Protein
Uji protein dilakukan dengan menggunakan metode Kjeldahl dan bertujuan untuk mengukur kadar protein yang terdapat di dalam tepung terigu berdasarkan kandungan nitrogennya. Dalam metode Kjeldahl terdiri dari tiga tahap pengujian, yaitu destruksi, destilasi, dan titrasi. Alat yang digunakan untuk uji protein adalah kjeltech tecator, dalam alat ini bisa dilakukan proses destilasi dan titrasi karena berada pada satu alat yang sama. Alat ini juga dirancang untuk mengetahui hasil pembacaan % moisture basic protein atau volume titran yang digunakan.
(a) (b)
Gambar 16. (a) Kjeltec-Tecator (b) Digestion Block
Prosedur dimulai dengan menyiapkan sampel sebanyak 1 gram dan dibungkus dengan kertas tissue, sedangkan blanko hanya berupa kertas tissue kosong. Penetapan sampel dilakukan duplo (rangkap dua). Lalu sampel dimasukkan ke dalam digestion tube dan ditambahkan 2 tablet kjeltabs dan 15 ml H2SO4 pekat, kemudian tabung diletakkan pada
rak. Rak berisi tabung dimasukkan ke dalam digestion block (Gambar 16) untuk di destruksi pada suhu 420oC selama ±60 menit. Bagian atas dari digestion tube ditutup dengan exhaust system yang berfungsi untuk mengalirkan gas SO2 yang terbentuk
selama pemanansan ke dalam bak penetral berisi air. Setelah ±60 menit, sampel diangkat dan didinginkan di udara bebas. Jika larutan masih terlihat berwarna abu-abu
kehitaman atau keruh, berarti menandakan bahwa proses dekstruksi belum sempurna
dipanaskan kembali. Selanjutnya, sebelum menggunakan alat Kjeltec Tecator, harus dilakukan kalibrasi terlebih dahulu dengan melakukan titrasi sebanyak 0,5 gram ammonium sulfat tetrahidrat di dalam tabung kjeltech (tabung destruksi). Titran yang digunakan adalah asam klorida, sedangkan penampung yang digunakan adalah asam borat. Kemudian indikator yang digunakan adalah BCG dan MO. Setelah itu, dugestion tube dimasukkan ke alat Kjeltec Tecator yang akan bekerja secara otomatis sesaat setelah ditutup. Apabila hasil titrasi kurang atau melebihi angka yang telah ditentukan, maka proses kalibrasi harus diulang kembali sampai mendapatkan angka yang seharusnya. Larutan yang berada di dalam digestion tube akan didestilasi dan destilatnya akan ditampung di dalam tabung yang berisi larutan receiver. Destilat yang telah bercampur dengan larutan receiver, kemudian di titrasi dengan HCl 0,2 N. Kemudian hasil analisis dapat langsung dilihat pada tampilan berupa presentase kadar protein.
4.4.Uji Gluten
Gluten merupakan suatu bentuk plastis-elastis yang merupakan bagian dari tepung terigu yang tidak larut oleh garam, gluten terbentuk dari gliadin dan glutenin. Tujuan dari pengujian gluten untuk mengetahui kandungan dan mutu gluten yang terdapat pada tepung terigu. Alat yang digunakan untuk uji gluten adalah glucomatuc, centrifuge, dan
glutork (Gambar 17). Prinsip dari uji gluten yaitu mencuci tepung terigu dengan larutan garam dengan dilakukan pengadukan untuk menghilangkan pati lalu dihasilkan akan gluten.
(a) (b)
Prosedur pengujian gluten diawali dengan menimbang sampel sebanyak 10 gram lalu dituang ke dalam washing chamber, kemudian tambahkan larutam garam 2% (NaCl) sebanyak 4,8 ml secara perlahan-lahan, kemudian di goyang-goyangkan sebentar sampai memenuhi permukaan sampel. Lalu washing chamber dipasang pada glucomatic
dan diwadahi oleh gelas piala plastik dan alat dinyalakan. Lalu proses pembentukkan gluten akan berjalan selama ±25 menit yang terdiri dari 20 menit proses pengadukan adonan dan 5 menit proses pencucian adonan. Pada saat pengadukan berlangsung akan terbentuk suatu senyawa yang plastis-elastis dan disebut sebagai gluten. Lalu bagian lainnya, terutama pati akan terbuang bersama larutan garam. Bulatan gluten yang dihasilkan kemudian dilakukan sentrifugasi selama 1 menit pada 6000 ± 5rpm di dalam alat gluten index sieve. Setelah itu, gluten index sieve dilepas dan bagian dari gluten yang lolos dikeluarkan dan ditimbang sebagai gluten yang lolos. Kemudian gunakan spatula untuk mengeluarkan seluruh gluten pada dinding saringan secara hati-hati. Gluten yang tertinggal pada sisi lainnya dikeluarkan dan ditimbang sebagai wet gluten. Lalu wet gluten dimasukan kedalam glutork selama 4 menit pada suhu 150oC untuk mendapat hasil dry gluten. Kadar gluten dihitung menggunakan rumus di bawah ini:
% wet gluten (14% m.b.) =
4.5.Uji Ketahanan Adonan (Farinograph)
FarinographBrabender (Gambar 18) merupakan alat untuk uji ketahanan adonan, yang bertujuan untuk mengetahui ketahanan adonan terhadap pengadukan. Hasil analisa dari
farinograph dapat menunjukkan sifat fisik dari adonan yaitu water absorption, development time, stability, dan tolerance. Prinsip dari alat farinograph adalah tepung diaduk dengan menambahkan air dengan jumlah tertentu. Kemudian adonan akan membentuk grafik yang dapat mempresentasikan kekuatan adonan tersebut.
Prosedur dari alat farinograph diawali dengan mempersiapkan alat mixing bowl, dimana
mixing bowl harus memiliki temperatur 30±0,2oC dan harus dalam keadaan kering serta bersih, kemudian air yang akan ditambahkan saat pengadukan juga harus pada temperatur
30±0,2oC. Selanjutnya, alat Farinograph dijalankan. Lalu timbang sampel sebanyak 300 gram tepung. Setelah itu masukkan data berat sampel, kadar air, dan perkiraan dari
water absorption yang akan diuji. Tepung dimasukkan ke dalam alat mixing bowl dan dimulai analisis. Lalu setelah adanya base line yang muncul pada grafik, masukkan air sesuai dengan presentase perkiraan water absorption dengan buret, lalu sampel tepung yang menempel pada dinding mixing bowl di scrub menggunakan spatula. Setelah itu pengujian akan berjalan. Lalu akan didapatkan kurva grafik naik hingga mencapai garis 500BU, kemudian stabil, dan setelah menit ke-15 kurva akan meninggalkan garis 500BU. Untuk menentukan kesesuaian perkiraan water absorption yaitu water absorption pada kurva harus dihasilkan nilai kurang lebih 0,3 dari perkiraan water absorption. Pengujian harus diulang apabila nilai yang dihasilkan tidak sesuai.
Gambar 18.Farinograph
4.6.Uji Kekuatan Adonan (Extensograph)
ExtensographBrabender merupakan alat untuk menguji kekuatan adonan terhadap daya renggang setelah adonan diperam (Gambar 19). Hasil analisis dari extensograph dapat menunjukkan sifat-sifat dari adonan, seperti extensibility, maximal height, dan area.
Prinsip uji dengan alat ini yaitu adonan disiapkan dengan alat farinograph dan dibentuk silinder dengan alat extensograph. Kemudian adonan disimpan selama waktu dan suhu tertentu. Setelah itu, adonan ditarik dengan kecepatan tetap, lalu kekuatan adonan akan direkan dalam bentuk grafik yang menunjukkan kekuatan dari adonan.
Prosedur dari uji extensograph dimulai dengan menyiapkan adonan. Persiapan adonan dimulai dengan memasukkan sampel tepung terigu sebanyak 300 gram ke dalam mixing bowl, kemudian tambahkan larutan garam (6 gram NaCl dilarutkan dalam jumlah
aquades sesuai dengan water absorption), lalu diaduk selama 5 menit. Setelah proses pengadukan selesai, adonan didiamkan selama 5 menit. Lalu dikeluarkan dalam alat
mixing bowl dengan hati-hati agar adonan tidak terputus. Selanjutnya, dilakukan analisis menggunakan alat extensograph. Adonan ditimbang seberat 150±0,05 gram, kemudian dimasukkan kedalam extensograph rounder sampai adonan berbentuk bulat. Lalu adonan dibentuk pada shaping unit, sehingga adonan berbentuk silinder. Adonan dijepit pada dough houlder dan disimpan selama 45 menit pada humidified chamber dengan tujuan untuk diproffing. Setelah 45 menit, adonan selanjutnya diletakkan pada balance arm dan streching hook akan bergerak turun kebawah sampai adonan terputus. Data yang dihasilkan berupa grafik, dan dalam grafik itu akan diketahui energy, kekuatan adonan, ekstensibilitas, serta ratio number. Kemudian adonan tersebut dilakukan uji sebanyak 3 kali pada menit ke- 45, 90, dan 135.
Gambar 19. Extensograph
4.7.Uji Elastisitas Adonan (Alveograph)
Uji Alveograph bertujuan untuk mengetahui daya tahan terhadap peregangan. Hasil dari analisis alveograph yaitu dapat mengukur sifat fisik adonan, seperti tinggi maksimum, panjang, dan luas area. Prinsip dari pengujian ini yaitu mencampurkan air dengan tepung terigu, lalu adonan ditiup untuk mengetahui daya renggang atau pengembangannya. Pengujian dilakukan dengan alat Alveograph NG- Chopin yang terdiri dari beberapa bagian seperti NG mixer, Alveolink NG, Alveograph NG, dan
Untuk melakukan uji menggunakan alveograph maka perlu diketahui terlebih dahulu kadar air (moisture) dari sampel yang akan diuji meggunakan alat Moisture Tester Buhler. Sebelum melakukan pengujian juga perlu dipastikan bahwa alat yang digunkan sudah siap untuk bekerja dengan baik. Persiapan alat yang perlu dilakukan berupa kontrol temperatur NG mixer dan alveograph NG sudah dalam kisaran temperatur 24oC da 25oC, serta melakukan kalibrasi alveograph setiap kali akan digunakan. Langkah selanjutnya adalah pencampuran adonan, yaitu 250±0,5 gram tepung terigu ditambah dengan NaCl 2,5% sejumlah % kadar air sampel tepung terigu dalam dough mixer. Lalu dilakukan pencampuran selama 1 menit, kemudian alat dimatikan dan mixing bowl du
scrub selama 1 menit. Pada menit ke-2 pencampuran dilakukan kembali selama 6 menit, sehingga total jumlah waktu yang dibutuhkan selama mixing yaitu 8 menit.
Selanjutnya yaitu pembentukan adonan untuk diuji. Alat-alat yang digunakan berupa
relaxation plate, laminatting roller, dan laminatting plate di teteskan minyak terlebih dahulu menggunakan kuas atau jari tangan supaya adonan tidak menempel saat proses pencetakan. Lalu adonan yang keluar dari mixing bowl melalui extraction hole bila sudah sesuai dengan batas extraction plate dipotong dan diletakkan pada rolling plate. Setelah adonan diletakkan pada rolling plate, adonan di roll menggunakan laminatting roller berturut-turut sebanyak 12 kali (3 kali bolak-balik cepat diikuti dengan 3 kali bolak-balik lambat). Selanjutnya, adonan yang telah di roll sebelumnya, dicetak menggunakan punch. Adonan yang masih tersisa dibuang. Adonan yang telah dicetak, kemudian diletakkan pada relaxation plate kemudian segera dimasukkan kedalam
alveograph compartment dari choplin alveograph NG (suhu 25oC), dan diistarahatkan selama 20 menit. Langkah tersebut diulangi hingga mendapatkan lima buah potong adonan untuk pengujian.
Langkah terakhir yang dilakukan yaitu meniup adonan atau stretching adonan. Setelah adonan didiamkan selama 20 menit, adonan disiapkan pada lower press, lalu tamper
dan knurled ring ditempatkan sesuai posisinya. Potongan adonan lalu ditekan dengan menurunkan upper press secara perlahan (diputar searah jarum jam). Setelah itu, bagian
Dengan begitu, berarti adonan sudah siap untuk ditiup. Adonan ditiup dengan menekan tombol udara, lalu adonan akan mengembang dan membentuk seperti balon. Proses
peniupan akan dihentikan ketika adonan sudah berlubang atau pecah, dengan menekan tombol yang sama. Setelah peniupan dihentikan akan terbentuk grafik pada layar (pada data sampel yang sedang dianalisa) secara otomatis. Langkah ini diulang untuk adonan yang kedua sampai dengan kelima sehingga akan diperoleh lima buah grafik, yang kemudian dipilih minimal tiga grafik paling dekat dengan grafik yang diperoleh untuk mencari rata-rata hasil analisa.
36
5. PEMBAHASAN
Pengawasan mutu harus dilakukan untuk memastikan apakah produk yang dibuat oleh suatu perusahaan sudah sesuai dengan standar yang telah ditetapkan oleh pemerintah dan perusahaan atau belum (Assauri, 2008). Pengawasan mutu yang dilakukan bertujuan untuk menjaga kualitas dari produk yang dihasilkan, seperti jenis, rasa, warna, tekstur (segi fisik) kemudian untuk menghindari terjadinya kontaminasi dari mikrobia atau kotoran-kotoran, serta terjadinya perubahan warna, dan off flavor (Fao &Who, 2001). Standarisasi mutu yang dikeluarkan pemerintah dan diterapkan di PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta adalah SNI 01-3751-2009.
Sebelum menjual produk yang diproduksi, PT. Indofood Sukses Makmur Tbk. - Bogasari Division Jakarta selalu memastikan terlebih dahulu kualitas dari tepung terigu yang dihasilkan. Agar kualitas dari tepung terigu yang dihasilkan terjamin, PT. ISM Tbk. - Bogasari Flour Mills melakukan pengawasan mutu selama 24 jam. Pengawasan mutu dilakukan di divisi Quality Management Department. Pengawasan mutu yang dilakukan di Lab Centre PT. ISM Tbk. - Bogasari Flour Mills dan yang akan saya bahas kali ini adalah analisa kimiawi dan fisikawi, yang berupa uji kadar air, kadar abu, kadar protein, kadar gluten, uji ketahanan adonan, uji kekuatan adonan, dan uji elastisitas adonan. Kemudian ada 4 jenis tepung terigu yang akan saya bahas kali ini yaitu Kunci Biru, Segitiga Biru, Cakra Kembar, dan Cakra Kembar Emas.
5.1.Uji Kadar Air (Moisture)
Untuk mengetahui banyaknya air yang terkandung di dalam sampel tepung terigu maka perlu dilakukan analisa kadar air. Kadar air juga bisa sebagai penentu umur simpan pada bahan pangan (Floros & Gnanasekharan, 1993), selain itu kadar air juga diperlukan untuk melakukan uji fisik (seperti uji ketahanan, kekuatan, dan elastisitas) adonan karena jumlah kandungan air harus dikontrol agar tidak berlebihan. Christian (1980), menambahkan bahwa aktivitas air berhubungan dengan kadar air yang pada umumnya digambarkan sebagai pertumbuhan bakteri, jamur, dan mikroba lainnya. Sehingga semakin tinggi aktivitas air maka akan semakin banyak bakteri yang tumbuh.