VI. HASIL DAN PEMBAHASAN
6.1 Kondisi Perusahaan
6.1.1 Identitas ProdukPT. MDS merupakan perusahaan manufacturing yang menghasilkan produk berupa sosis, baso, kornet, smoked beef, dan burger. Untuk mempermudah pengecekan produk maka setiap produk yang dikeluarkan oleh PT. MDS memiliki identitas masing-masing yang tertera langsung di kemasan produk. Identitas ini berguna juga untuk identifikasi apabila terjadi complain dari customer terhadap produk. Karena PT. MDS menghasilkan produk yang akan dikonsumsi oleh konsumen, maka customer complain merupakan salah satu aspek penting yang perlu diperhatikan. Perlakuan terhadap customer complain ini berbeda-beda, dari mulai penggantian satu produk yang menjadi complain konsumen sampai rejek semua produk yang merupakan batch produksi yang sama. Oleh sebab itu adanya identitas produk merupakan aspek penting untuk mempermudah mekanisme complain oleh konsumen tadi.
Untuk identitas produk sendiri, PT. MDS membedakan identitas produk yang digunakan. Hal ini untuk mempermudah proses identifikasi dan juga mempermudah konsumen dalam membedakan setiap jenis produk yang dihasilkanperusahaan. Perbedaan tersebut meliputi bentuk kemasan, warna kemasan, berat jenis, jumlah isi, dan merek produk tersebut. Seperti yang sudah disebutkan sebelumnya bahwa merek untuk produk sosis sendiri terdiri atas tiga merek dagang yaitu kimbo, vigo, dan fino. Perbedaan dari ketiga produk ini terletak pada komposisi dari ketiga merek dagang tersebut. Identitas dari produk PT. MDS terdiri atas :
Merek produk
Merek produk merupakan bagian yang menggambarkan nama produk tersebut/merek dagang dari produk tersebut, seperti Kimbo, Vigo, Fino, dan lain sebagainya.
Keterangan jenis produk
Keterangan jenis produk adalah keterangan tambahan yang menyebutkan jenis produk yang ada dalam kemasan, seperti sosis siap saji, baso, smoked beef, dan lain sebagainya. Slogan produk
Slogan produk adalah slogan yang diharapkan akan menarik minat konsumen untuk mengonsumsi produk tersebut, seperti I Like it, Enak, dan lainnya.
Gambar produk
Gambar produk adalah bagian yang diharapkan akan menjadi daya tarik sendiri bagi produk, gambar ini merupakan bagian yang membantu konsumen dalam mencitrakan produk. Seperti bentuk penyajian baso dalam mangkuk, bentuk penyajian sosis, dan lain sebagainya.
Netto/jumlah isi
Netto/jumlah isi merupakan bagian yang menerangkan berat bersih dari produk, pada sebagian produk disebutkan pula jumlah pcs didalam kemasan tersebut.
Logo Halal
Logo halal merupakan keterangan yang memberi informasi pada konsumen bahwan produk yang dimaksud telah mendapatkan sertifikasi halal dari Badan Pengawas Obat dan Makanan Majelis Ulama Indonesia (BPOM MUI).
Komposisi produk
Komposisi produk merupakan bagian yang menjelaskan pada konsumen mengenai komposisi yang digunakan dalam pembuatan produk tersebut.
Informasi layanan konsumen
Informasi layanan konsumen adalah informasi no. Telp/email yang bisa dihubungi oleh konsumen apabila terdapat masalah terhadap produk atau memberikan saran/kritik pada perusahaan.
Identitas perusahaan
Identitas perusahaan adalah bagian yang menginformasikan nama perusahaan dan alamat perusahaan.
Cara singkat penyajian
Cara singkat penyajian merupakan bagian yang membantu konsumen apabila kesulitan dalam penyajian produk
Kode produksi
Kode produksi adalah bagian yang mencantumkan waktu produksi dan kode tertentu yang menggambarkan kapan dan batch mana yang menghasilkan produk tersebut. Bagian ini akan membantu tim QA dalam identifikasi apabila terdapat customer complain.
Keterangan batas waktu penggunaan(expired)
Keterangan batas waktu penggunaan merupakan bagian yang menginformasikan kepada konsumen batas waktu penggunaan produk. Ini merupakan upaya mencegah pengkonsumsian produk yang telah rusak.
6.1.2 Denah Lokasi Produksi
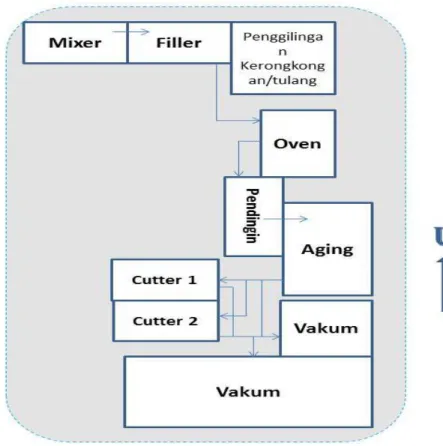
Ruang produksi PT. MDS terletak di lantai satu pabrik perusahaan, sedangkan untuk penyimpanan produk jadi (gudang finish goods terletak terpisah dari pabrik utama perusahaan). Secara umum komponen yang terlibat saat proses produksi berlangsung dapat dilihat pada Gambar 7 :
Gambar 7. Denah Lokasi Produksi
Dari gambar diatas terlihat bahwa secara umum komponen yang terlibat saat proses produksi berlangsung adalah enam mesin produksi, yaitu mesin pencampur (mixer), mesin pengisi (filler), mesin pemasakan (oven), mesin pendingin (shower), mesin pemotong (cutter), dan mesin pengemasan vakum.
Mixer merupakan mesin yang digunakan untuk mencampurkan bahan baku produksi yang terdiri atas bahan baku utama, bumbu, dan bahan baku tambahan. Terdapat dua mesin pencampur di perusahaan yang memiliki kapasitas produksi yang sama. Setelah dilakukan pencampuran pada mesin pencampur, bahan baku dimasukan ke selongsongan untuk produk sosis, burger, dan smoked beef. Sedangkan untuk produk baso, bahan hasil pencampuran langsung terpisah dari line produksi untuk dilakukan penggorengan dan langsung dikemas pada mesin pengemasan vakum. Di mesin pengisi, bahan akan dimasukan ke selongsongan dan disusun di rak sebanyak lima batch produk untuk disiapkan pada proses pemasakan. Mesin pengisi sendiri terdapat dua buah mesin yang memiliki kapasitas produksi yang sama.
Setelah bahan dimasukan kedalam selongsongan pada mesin pengisi, bahan sudah ter-set rapi dalam rak produk yang berkapasitas lima batch per-rak. Bahan langsung dibawa ke mesin pemasakan/oven yang berada di samping ruang pengisian produk. Terdapat lima buah mesin pengemasan di perusahaan yang masing-masing memiliki kapasitas produksi yang sama. Bahan yang sudah dimasukan ke selongsongan, selanjutnya dimasukan ke mesin pemasakan untuk dimatangkan. Setelah proses pematangan selesai, rak produk akan dikeluarkan dan dibawa ke ruang pendingin. Hal ini dimaksudkan untuk menjaga kualitas produk dengan cara menurunkan suhu produk. Di mesin pendingin terdapat shower yang
digunakan untuk menurunkan suhu awal produk. Kemudian bahan akan di-aging atau dimatangkan di ruang tertentu selama satu malam, proses ini berguna untuk meningkatkan kualitas produk. Barulah setelah proses aging selesai, produk dipotong-potong sesuai dengan ukuran yang sudah ditentukan dan dikemas di mesin pengemasan. Pemotongan produk sendiri dilakukan dengan mesin pemotong (cutter). Perusahaan memiliki dua mesin pemotong yang memiliki spesialisasi yang berbeda. Mesin pemotong satu khusus digunakan untuk memotong produk Sosis Siap Saji/Ready to Eat (SSS/RTE), sedangkan mesin kedua digunakan untuk sosis yang tidak siap saji atau sosis yang terlebih dahulu harus dimasak oleh konsumen sebelum memakannya. Untuk mesin pengemasan sendiri, perusahaan memiliki delapan mesin pengemasan yang terdiri dari dua jenis mesin yang bekerja secara otomatis dan lima jenis mesin yang bekerja secara manual (dibutuhkan bantuan manusia dalam mengoperasikannya).
6.1.3 Bahan Baku Produksi
Bahan baku produksi yang digunakan untuk proses pembuatan produk terdiri atas : 6.1.3.1 Daging
Daging yang digunakan untuk pembuatan sosis sebaiknya daging pre rigor, yaitu daging dengan pH sekitar 6,2-6,8 karena pH tersebut protein daging masih belum terlalu banyak yang terdenaturasi sehingga daya mengikat airnya masih baik (Ardiyaningtyas, 2011).
Daging merupakan bahan baku utama dalam pembuatan sosis. Daging yang digunakan dalam pembuatan sosis di PT. MDS adalah daging ayam dan daging sapi. Daging-daging ini diperoleh dari supplier. Daging ayam berasal dari supplier lokal, sementara daging sapi berasal dari impor daging. Daging ayam terdiri atas daging ayam trimming, leher ayam, dan kerongkongan ayam. Daging trimming adalah daging yang didalamnya masih bercampur dengan lemak. Leher ayam dan kerongkongan ayam digiling terlebih dahulu sebelum digunakan sebagai bahan campuran daging. Sedangkan untuk sosis sapi digunakan daging yang berasal dari bagian bahu serta daging sapi trimming. Semua daging yang diterima dari supplier harus berada dalam kondisi frozen.
PT. MDS memiliki standar untuk penerimaan daging. Dari sisi dokumen, dokumen yang perlu dilampirkan oleh supplier adalah COA (Certificate of Analyse), surat atau sertifikat halal dan surat dari Dinas Peternakan yang menyatakan bahwa daging tersebut bebas penyakit. Selain itu PT. MDS juga melakukan pengecekan secara fisik dan mikrobiologi terhadap daging yang diambil dari supplier.
6.1.3.2 Es
Penambahan es bertujuan untuk melarutkan garam serta mendistribusikannya secara merata keseluruh bagian massa daging, memudahkan ekstraksi protein daging, membantu pembentukan emulsi dan mempertahankan suhu daging agar tetap rendah selama penggilingan dan pembentukan adonan.
Es merupakan bahan yang diperlukan pada proses pembuatan sosis. Jumlah air yang umumnya ditambahkan dalam pembuatan sosis adalah 20%-30% dari berat daging dan umumnya air yang ditambahkan dalam bentuk es (Ardiyaningtyas, 2011). Es yang digunakan pada proses produksi harus berada dalam kondisi frozen dan berbentuk tube. Standar es yang digunakan menganut SNI-3553-2006.
6.1.3.3 Garam
Garam merupakan bahan tambahan yang paling berperan penting dalam proses pembuatan sosis. Garam juga mempunyai fungsi sebagai pemberi rasa, pengawet dan melarutkan protein myofibril, garam akan menyelimuti lemak dan mengikat air sehingga akan terbentuk emulsi yang stabil. Konsentrasi garam yang digunakan dalam berbagai produk sosis bervariasi tergantung asal pembuatan sosis tersebut, biasanya untuk sosis segar 1,5-2% (Ardiyaningtyas, 2011). Jumlah garam yang ditambahkan tergantung pada jenis sosis terutama kadar lemaknya, biasanya berkisar antara 1,8-2,2%.
Kriteria penerimaan garam di PT. MDS harus memenuhi standar kondisi kendaraan pengiriman, kondisi kemasan, dan penyusunan barang. Secara penampakan, garam berbentuk kristal halus, tidak kotor, dan tidak ada benda asing. Kemasan sekunder garam tersebut adalah karung, sedangkan kemasan primernya adalah plastik dalam kondisi utuh dan diseal. Karakteristik penerimaan untuk warna dan bau garam adalah putih bersih serta tidak berbau. Dokumen yang dibutuhkan adalah sertifikat halal yang sudah disetujui untuk dipakai secara rutin sesuai perpanjangan sertifikat.
6.1.3.4 Sodium Nitrit
Tujuan penambahan nitrit adalah untuk mengembangkan warna daging menjadi merah muda terang dan stabil, mempercepat proses curing, preservatif mikrobial yang mempunyai pengaruh bakteriostatik dan sebagai agensia yang mampu memperbaiki flavour dan antioksidan.
6.1.3.5 Lemak
Lemak atau minyak dalam pembuatan sosis berfungsi untuk memberikan rasa lezat, mempengaruhi keempukan dan juiceness daging dari produk yang dihasilkan (Pearson dan Tauber, 1973). Kriteria penerimaan secara fisik oleh PT. MDS adalah sesuai standar kondisi pengiriman, kondisi kemasan dan penyusunan barang. Selain itu juga dilihat dari dokumen COA tiap tahunnya.
6.1.3.6 Fosfat
Penambahan fosfat selama proses produksi adalah untuk mengurangi kehilangan lemak dan air selama pemasakan, pengalengan, atau penggorengan. Selain itu juga untuk meningkatkan daya mengikat air, emulsifikasi dan memperlambat oksidasi.
6.1.3.7 Bahan Pengikat dan Bahan Pengisi
Bahan pengikat dan bahan pengisi merupakan fraksi bukan daging. Tujuan penambahan bahan pengikat dan bahan pengisi adalah untuk memperbaiki stabilitas emulsi, memperbaiki kapasitas mengikat air, merangsang pembentukan cita rasa, mereduksi penyusutan selama pemasakan, memperbaiki sifat irisan, dan mengurangi biaya produksi (Forrest et al, 1975). Bahan pengikat mengandung protein lebih besar dibandingkan dengan bahan pengisi yang banyak mengandung karbohidrat. Bahan pengikat mampu menaikkan daya ikat air dan emulsi lemak. Sedangkan bahan pengisi mampu mengikat air tetapi tidak berperan dalam proses pembentukan emulsi.
6.1.3.8 Bumbu
Bumbu merupakan senyawa nabati yang dapat dimakan. Penambahan bumbu pada pembuatan sosis terutama ditujukan untuk menambah atau meningkatkan cita rasa (Soeparno, 1994). Menurut Aberle et al. (2001), fungsi bumbu yaitu sebagai pemberi cita rasa, penambah karakteristik warna atau pola tekstur serta sebagai agen antioksidan.
Bumbu yang digunakan pada pembuatan sosis baik sosis sapi maupun sosis ayam semuanya didatangkan dari supplier. Bumbu tersebut dinamakan dengan premix. Premix yang digunakan untuk tiap merek sosis bebeda-beda. Untuk sosis kimbo kode bumbu diawali dengan huruf K. Untuk sosis vigo kode bumbu diawali dengan huruf V dan untuk sosis fino kode bumbu diawali dengan huruf F. Selain premix bahan bumbu yang digunakan adalah bawang putih, bawang merah, bawang Bombay, dan paprika.
6.1.3.9 Kalium Sorbat
Dalam proses produksi sosis, potasium sorbat berperan sebagai bahan pengawet. Kalium sorbat memiliki kemampuan yang cukup baik dalam menghambat mikroba patogen. Hal ini dikarenakan potasium sorbat mempunyai daya penghambatan yang luas yaitu bakteri, kapang, dan khamir.
6.1.3.10 Casing
Selongsong atau casing sosis terdapat dalam dua macam, yaitu selongsong alami dan buatan. Selongsong alami berasal dari saluran pencernaan ternak seperti sapi, domba, dan babi. Selongsong alami mudah mengalami kerusakan oleh mikroorganisme, sehingga perlu dilakukan penggaraman yang diikuti dengan pembilasan (Ardiyaningtyas, 2011). Menurut Kramlich (1971), ada lima macam selongsong yang biasa digunakan dalam pembuatan sosis, yaitu: 1) selongsong yang terbuat dari usus hewan, 2) selongsong yang terbuat dari kolagen, 3) selongsong yang terbuat dari selulosa,4) selongsong yang terbuat dari plastik, 5) selongsong yang terbuat dari logam.
PT. MDS menggunakan dua jenis casing atau selongsong untuk produk sosisnya. Kedua jenis selongsong tersebut adalah selongsong yang terbuat dari kolagen dan selongsong yang terbuat dari selulosa.
6.1.4 Proses Produksi Perusahaan
Terdapat tiga produk utama untuk sosis sapi dan sosis ayam yang diproduksi oleh PT. MDS yaitu Kimbo, Vigo, dan Fino. Pada dasarnya proses produksi sosis tersebut adalah sama. Pembeda dari ketiga jenis sosis dari segi proses adalah komposisi/formula bahan yang digunakan. Adapun tahapan proses pembuatan sosis adalah persiapan bahan, pencampuran, pengisian, pemasakan, pendinginan/aging, gunting/peeling, dan pengemasan.
6.1.4.1 Penerimaan Bahan Baku
Sebuah proses produksi tentunya dimulai dengan proses penerimaan bahan baku. Penerimaan bahan baku di PT. MDS dilakukan oleh bagian gudang bahan baku dengan kontrol salah seorang bagian Quality Assurance. Bahan baku yang diterima kemudian disimpan di tempat penyimpanan masing-masing. Daging disimpan di freezer, sementara tepung-tepungan ditempatkan di gudang raw material dan bumbu disimpan di sebuah ruang penyimpanan dengan suhu yang sesuai. Barang-barang yang diterima dari supplier harus disesuaikan dengan standar yang ditetapkan oleh PT. MDS. Biasanya perusahaan
menyertakan COA (Certificae of Analysis) terhadap produk yang disuplainya. Hal tersebut memudahkan bagian Quality Control untuk mengawasi setiap bahan baku yang datang. 6.1.4.2 Persiapan Bahan
Persiapan bahan meliputi persiapan daging, bumbu, tepung, es, pewarna,dan purin/emulsi dan bahan aditif. Daging yang akan digunakan untuk proses produksi harus diterima dalam keadaan frozen dari supplier. Sebelum digunakan, daging frozen yang disimpan di dalam ruang pendingin (cold storage) dilakukan thawing. Thawing dilakukan dengan cara memindahkan daging beku dari ruang pendingin ke ruang penggilingan daging yang bersuhu 15oC. Dalam hal ini, hanya daging sapi yang diberi perlakuan thawing.
Setelah itu, daging sapi digiling dengan menggunakan mesin mincer. Sementara daging ayam, tanpa melalui proses thawing langsung digiling dengan menggunakan mesin mincer. Untuk bagian tertentu pada ayam dilakukan penggilingan di ruang Mechanical Deboning Meat (MDM) kemudian di simpan ke dalam chiller.
Bumbu, tepung, dan bahan aditif kimia disiapkan di ruang formulasi. Bumbu premix, bawang putih, bawang bombay, bawang merah, tepung , dan bahan aditif kimia ditimbang sesuai dengan formulasi yang telah ditetapkan. Bumbu dan tepung yang sudah ditimbang disusun dan diberi penandaan kemudian dilakukan pemaketan untuk tiap jenis produk sosis yang akan diproduksi. Selain bumbu yang berbentuk serbuk, pada bagian ini juga dilakukan penimbangan terhadap bawang merah, bawang putih dan bawang bombay yang digunakan.
Formulasi menurut Soeparno (1998) adalah untuk menghasilkan daging proses dengan penampakan yang kompak, cita rasa dan sifat fisik yang stabil dan seragam. Penambahan bahan penyedap dan bumbu terutama ditujukan untuk menambah atau meningkatkan flavour. Metode yang digunakan pada saat penimbangan formulasi adalah metode pemaketan. Metode pemaketan ini sudah efektif karena dengan metode tersebut, peluang terjadinya kesalahan formula akan semakin kecil. Penimbangan yang kurang akurat oleh operator bagian formulasi dapat menyebabkan yield di akhir produk.
6.1.4.3 Pencampuran
Proses ini merupakan proses pencampuran bahan-bahan yang telah disiapkan pada proses sebelumnya. Proses pencampuran dilakukan dengan menggunakan mesin bowl cutter. Adonan ditampung di dalam bak stainless steel. Bahan yang dimasukkan tahap pertama adalah daging, es, bumbu dan pewarna. Kemudian dilakukan pencampuran yang selanjutnya ditambahkan dengan emulsi dan tepung. Kemudian dicampur kembali selama beberapa menit. Setelah selesai pencampuran, kondisi adonan dicek oleh operator untuk memastikan tingkat kehalusannya. Sementara pH adonan dicek oleh bagian QC.
6.1.4.4 Filling (Pengisian)
Filling merupakan proses pengisian adonan ke dalam casing dengan menggunakan mesin filler. Mesin filler yang digunakan oleh PT. MDS terdiri dari dua macam yaitu mesin filler yang dapat diatur ukuran dan berat sosisnya sesuai permintaan dan mesin filler yang ukuran serta berat sosisnya tidak dapat diatur. Mesin filler yang digunakan berjalan secara otomatis. Adonan sosis yang sudah diisikan kedalam selongsong kemudian diatur di stik dan digantungkan di kereta. Adapun penyusunan produk yang disusun di kereta hanya untuk produk yang dimasak dengan standar pemasakan yang sama. Setelah satu kereta
terisi dengan sosis, maka diberikan ke bagian pemasakan. Penempatan dan penyusunan kereta yang akan masuk ke smoker disesuaikan dengan urutan First In First Out dari mesin bowl cutter dan filler.
6.1.4.5 Cooking (Pemasakan)
Tujuan dari proses pemasakan sosis adalah untuk mematangkan sosis dan membentuk sosis dengan tekstur yang kompak, pembentukan rasa, pembentukan warna, dan pengawetan. Sumber panas yang digunakan dalam pemasakan sosis adalah dengan uap panas. Proses pemasakan ini merupakan proses yang kritis dalam produksi sosis karena akan berpengaruh terhadap warna, aroma, dan tekstur. Waktu pemasakan sosis telah ditentukan oleh operator. Adapun prinsip dalam pemasakan sosis dengan menggunakan mesin smoker adalah driying, smoking, dan cooking.
6.1.4.6 Aging
Setelah pemasakan, sosis melalui tahap pendinginan. Dalam pendinginan ini terdapat tiga tahapan yaitu shower, cooling, dan chiller. Tujuan dari proses pendinginan dan penyiraman ini adalah untuk menurunkan suhu sosis, membersihkan permukaan sosis yang masih terdapat kotoran-kotaran hasil proses pemasakan sosis, dan juga mempertahankan kadar air sosis sehingga sosis tidak keriput, menghilangkan bau, asap, dan resin yang ditimbulkan serta memudahkan dalam proses pengupasan sosis pada cassing cellulose.
Aging dilakukan didalam ruangan yang disebut anteroom. Tujuan dari proses aging ini adalah mengatur suhu dan warna sosis. Didalam anteroom sosis disusun rapi sesuai dengan nomor urut pemasakan guna mempermudah proses selanjutnya.
6.1.4.7 Pengguntingan dan Pengupasan Sosis
Terdapat beberapa produk sosis yang dikupas sebelum dikemas. Pengupasan sosis ini dilakukan di ruang peeler menggunakan mesin peeler. Proses pengguntingan dilakukan di ruang gunting dengan menggunakan mesin dan manual. Pengguntingan dengan menggunakan mesin berlangsung sangat cepat, sedangkan pengguntingan secara manual khusus untuk produk sosis yang dibungkus dengan casing kolagen.
6.1.4.8 Packing
Sistem pengemasan PT. MDS dilakukan dengan menggunakan mesin dan manual. Mesin yang digunakan adalah mesin vacum continous, dimana mesin tersebut otomatis sudah langsung melakukan pemvakuman terhadap produk. Sedangkan produk yang dikemas secara manual dilakukan di meja-meja yang terdapat di Ruang Packing. Produk dimasukkan ke dalam kemasan yang telah disiapkan. Jumlah produk tiap kemasan sesuai dengan rencana tipe produk yang diproduksi pada hari tersebut. Setelah dikemas, produk tersebut kemudian divakum dengan menggunakan mesin vakum manual. Setelah itu, produk yang telah dikemas disusun di dalam keranjang dan kemudian diserahkan di bagian gudang finish good untuk disimpan.
6.2 Jaringan Supply Chain PT. MDS
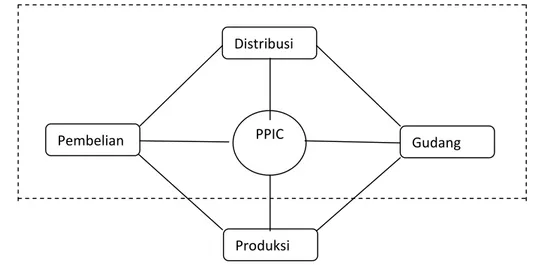
PT. MDS Jababeka merupakan salah satu lokasi produksi PT. MDS disamping lokasi produksi lainnya yang dimiliki oleh PT. MDS. Teori Dasar Supply Chain Management (SCM) di PT. MDS dapat dilihat pada Gambar 8.
Gambar 8. Sistem SCM secara umum (Sumber : PT. MDS)
Gambar 9. merupakan teori Supply Chain Management (SCM) yang menggambarkan alur bahan baku masuk sampai produk dipasarkan di PT. MDS. Tetapi secara struktural tidak sepenuhnya bagian mata rantai berada pada Departemen SCM perusahaan. Bagian SCM membawahi 4 mata rantai yaitu pembelian, PPIC, Gudang, dan distribusi. Sedangkan produksi berada dibawah departemen sendiri yaitu departemen produksi. Namun, meskipun demikian tetap bagian produksi akan memproduksi produk berdasarkan SPK (Surat Perintah Kerja) yang dikeluarkan oleh bagian PPIC. Dari gambar 8. terlihat bahwa terdapat keterkaitan erat antara lima bagian dalam rantai Supply Chain Management (SCM). Apabila terdapat masalah di salah satu bagian, maka akan mempengaruhi bagian lainnya. Oleh sebab itu perlu adanya sistem yang tepat agar sistem berjalan dengan tepat. Adapun jaringan yang terlibat atau sering disebut sebagai anggota chain dari Rantai SCM seperti gambar diatas adalah :
6.2.1 Pengadaan
Dahulu bagian pengadaan atau pembelian bahan baku ini dianggap bagian kurang strategis, sehingga keberadaanya sering tidak terlalu dijadikan prioritas perusahaan. Beberapa perusahaan sering melakukan marger bagian pengadaan ini dengan bagian lainnya yang sesuai. Anggapan ini didasarkan pemahaman perusahaan yang kurang, perusahaan masih menganggap bagian pengadaan ini kegiatannya hanya mencakup kegiatan-kegiatan administratif saja. Seiring dengan perkembangan ilmu pengetahuan dan persaingan perusahaan, kini bagian pengadaaan ini tidak dianggap kurang strategi lagi bahkan sebaliknya bagian pengadaan merupakan bagian penting terkait keberhasilan perusahaan. Hal ini seperti diungkapkan Pujawan (2005) yang menyebutkan bahwa bagian pengadaan ini punya potensi untuk menciptakan daya saing perusahaan ataupun supply chain, bukan hanya dari perannya dalam mendapatkan bahan baku dengan harga murah, tetapi juga dalam upaya meningkatkan time to market (dalam perancangan produk baru), meningkatkan kualitas
PPIC Pembelian
Produksi
Gudang Distribusi
produk (dengan bekerjasama dengan supplier untuk menjalankan program-program kualitas), dan meningkatkan responsiveness (dengan memilih supplier yang bukan hanya murah, tetapi juga responsif).
Persediaan atau pengadaan bisa diklasifikasikan dengan berbagai cara. Berdasarkan bentuknya, persediaan bisa diklasifikasikan menjadi bahan baku (raw materials), barang setengah jadi (WIP), dan produk jadi (finished product). Yang dimaksud pengadaan dalam hal ini adalah pengadaan raw material. Klasifikasi ini biasaya hanya berlaku pada konteks perusahaan manufaktur.
Berdasarkan fungsinya, persediaan dapat dibedakan menjadi: a. Pipeline atau transit inventory.
Persediaan ini muncul karena lead time pengiriman dari satu tempat ke tempat lain. Barang yang tersimpan di truk sewaktu proses pengiriman adalah salah satu contohnya. Persedaiaan ini akan banyak jika jarak (dan waktu) pengiriman panjang. Jadi, persediaan jenis ini bisa dikurangi dengan mempercepat pengiriman misalnya dengan mengubah alat atau metode transportasi atau dengan mencari pemasok yang lokasinya lebih dekat (tentunya dengan mempertimbangkan konsekuensi lain seperti ongkos kirim, harga dan kualitas). b. Cycle stock.
Cycle stock adalah persediaan akibat motif memenuhi skala ekonomi. Persediaan ini punya siklus tertentu. Pada saat pengiriman jumlahnya banyak, kemudian sedikit demi sedikit jumlahnya berkurang akibat dipakai atau dijual sampai akhirnya habis atau hampir habis, kemudian mulai dengan siklus baru lagi.
c. Persediaan pengamanan (safety stock).
Persediaan pengamanan berfungsi sebagai perlindungan terhadap ketidakpastian permintaan maupun pasokan. Perusahaan biasanya menyimpan lebih banyak dari yang diperkirakan dibutuhkan selama suatu periode tertentu supaya kebutuhan yang lebih banyak dapat dipenuhi tanpa harus menunggu. Menentukan berapa banyaknya persedaiaan pengaman adalah pekerjaan yang sulit. Besar kecilnya persediaan pengaman terkait dengan biaya pengaman dan service level.
d. Anticipation stock
Anticipation stock adalah persediaan yang dibutuhkan untuk mengantisipasi kenaikan permintaan akibat sifat musiman dari permintaan terhadap suatu produk. Walaupun anticipation stock juga pada hakikatnya adalah mengantisipasi permintaan yang tidak pasti, namun perusahaan bisa memprediksi adanya kenaikan dalam jumlah yang signifikan (bukan sekedar pola acak).
Persediaan juga dapat diklasifikasikan berdasarkan sifat ketergantungan kebutuhan antara satu item dengan item yang lainnya. Item-item yang yang kebutuhannya tergantung pada kebutuhan item lain dinamakan dependent demand item. Sebaliknya, kebutuhan independent demand item tidak tergantung pada kebutuhan item lain. Kalsifikasi ini dilakukan karena pengelolaan kedua jenis item ini biasanya berbeda. Yang termasuk dalam dependent demand item biasanya adalah komponen atau bahan baku yang akan digunakan untuk membuat produk jadi. Kebutuhan baku dan komponen tersebut ditentukan oleh banyaknya jumlah produk jadi yang akan dibuat dengan menggunakan komponen atau bahan baku tersebut. Ketergantungan permintaan ini biasanya diwujudkan dalam bentuk struktur atau komposisi
produk atau bill of materials (BOM). Produk jadi basanya tergolong dalam independent demand item karena kebutuhan akan satu produk jadi tidak langsung mempengaruhi kebutuhan produk jadi yang lain.
PT. MDS merupakan salah satu perusahaan yang memegang prinsip bahwa bagian pengadaan merupakan salah satu bagian sangat penting dari perusahaan. Beberapa langkah kerjasama telah dilakukan untuk mencapai kesuksesan rantai pasok perusahaan. Kerjasama-kerjasama tersebut tidak hanya meliputi pengadaan kualitas bahan baku terbaik, melainkan sudah sampai riset untuk perancangan produk baru yang dilakukan dengan melibatkan bagian R & D perusahaan.
Transaksi baik bahan baku ataupun bahan jadi terus berlangsung. Bahan baku berupa daging baik daging sapi ataupun ayam di PT. MDS merupakan daging yang memenuhi standar yang ditetapkan oleh departemen R & D perusahaan. PT. MDS berusaha mencari supplier bahan baku yang sedekat mungkin dari lokasi produksi perusahaan, hal ini dikarenakan untuk memperkecil biaya distribusi bahan baku itu sendiri. Sejauh ini supplier daging sapi dan ayam terdiri atas supplier lokal dan supplier luar negeri. Untuk daging ayam sejauh ini cukup dipenuhi oleh supplier lokal saja, sedangkan untuk daging sapi terdiri atas supplier lokal dan luar negeri.
Supplier lokal untuk daging ayam ataupun sapi diambil dari daerah Jawa Barat, Jawa Tengah, dan Jawa Timur. Sedangkan untuk supplier luar negeri untuk penyediaan daging sapi terdiri atas beberapa Negara di Asia Tenggara dan Negara Cina. Impor daging sapi terpaksa dilakukan karena supplier lokal tidak mampu memenuhi kebutuhan PT. MDS untuk penyediaan bahan baku tersebut. Transaksi pembelian bahan baku daging ini biasanya dilakukan secara terus menerus dan berjangka, artinya transaksi hanya dilakukan diawal saja. Selanjutnya supplier akan mengirimkan daging setiap bulannya sesuai dengan kapasitas yang diinginkan oleh perusahaan. Apabila terjadi kekurangan daging (Bahan baku) maka PT. MDS akan meminta suplay tambahan ke supplier pertama, apabila pihak supplier tidak mampu memenuhi permintaan perusahaan, barulah perusahaan mencari supplier lain secara mendadak dan dilakukan transaksi tidak berkala. Transaksi ini hanya dilakukan sekali yaitu hanya untuk memenuhi kekurangan bahan baku pada saat itu saja, tidak ada kesepakatan tambahan seperti dengan supplier transaksi berkala.
6.2.2 Distribusi
Setelah selesai di produksi, hal yang harus dilakukan oleh perusahaan adalah mendistribusikan produk tersebut ke tangan konsumen. Pendistribusian ini merupakan salah satu hal yang harus diperhatikan perusahaan. Hal ini dikarenakan pendistribusian memiliki peran dalam memelihara produk sampai ke tangan konsumen, apalagi produk yang dihasilkan oleh PT. MDS merupakan produk yang mudah rusak, sehingga membutuhkan startegi yang tepat untuk menjaga kesegaran produk tersebut sampai ke tangan konsumen. Pengirian produk ke pelanggan atau pemakai akhir tentunya melibatkan kegiatan transportasi. Aktivitas pengiriman ini bisa diakukan sendiri oleh perusahaan atau dengan menyerahkannya ke perusahaan jasa transportasi. Dalam cakupan kegiatan distribusi, perusahaan harus bisa merancang jaringan distribusi yang tepat. Keputusan tentang perancangan jaringan distribusi harus mempertimbangkan tradeoff antara aspek biaya, aspek fleksibilitas, dan aspek kecepatan respon terhadap pelanggan (Pujawan, 2005). Pertimbangan-pertimbangan inilah yang juga menjadi pertimbangan utama dalam mensukseskan distribusi produk-produk di PT. MDS.
Sejauh ini PT. MDS telah melakukan strategi distribusi yang tepat, yaitu dengan membagi kedalam dua strategi distribusi, yaitu distribusi A dan B. Pendistribusian produk Sosis Siap Saji tentunya harus berbeda dengan pendistriusian produk sosis lainnya, dikarenakan sosis siap saji cenderung tahan lama dibandingkan dengan sosis yang harus dimasak trlebih dahulu. Oleh sebab itu, suhu box mobil distribusi tidak harus besuhu rendah seperti halnya suhu box mobil untuk produk sosis yang dimasak terlebih dahulu. Pembagian pusat distribusi kedalam kedalam tiga daerah utama yaitu Bandung, Surabaya, dan Solo merupakan strategi yang tepat untuk mempercepat alur distribusi produk tersebut. Ini merupakan salah satu strategi pemilihan jalur distribusi yang cepat, disamping pemilihan jalur distribusi secara teknis.
a. Distribusi A
Distribusi A merupakan pendistribusian produk untuk produk chill. Produk chill merupakan produk yang harus dijaga suhunya sampai ke tangan konsumen, produk ini merupakan produk yang harus dimasak terlebih dahulu oleh konsumen sebelum memakannya. Pendistribusian produk ini dilakukan oleh PT. Pangan Sehat Sejahtera (PSS) yang dikontrol pendistribusiannya oleh office PT. MDS yang terletak di Cikarang. Produk chill ini akan didistribusikan ke tiga titik distribusi produk yaitu Bandung, Surabaya, dan Solo. Bandung akan mendistribusikan produk ke wilayah Tasik dan sekitarnya, Cirebon dan sekitarnya. Sedangkan Surabaya akan mendistribusikan produk ke Bali dan sekitarnya, NTB/NTT dan sekitarnya. Adapun Solo akan mendistribusikan produk ke Semarang dan sekitarnya dan Yogyakarta dan sekitarnya. Pendistribusian produk chill ini menggunakan kendaraan khusus yang diatur suhu box kendarannya. Suhu disesuaikan dengan kondisi suhu untuk mempertahankan kualitas produk daging olahan.
b. Distribusi B
Distribusi kedua adalah distribusi B. Distribusi B merupakan pendistribusian untuk produk SSS (Sosis Siap Saji). Produk ini disebut juga produk RTE/Ready to Eat. Distribusi produk ini dilakukan langsung ke outlet-outlet Madusri. Selain disekitar Jawa (Jawa Barat, Jawa Tengah, Jawa Timur, dan Jakarta), distribusi A ini juga mendistribusikan produk SSS ke luar jawa seperti Makassar, Sumatera, Kalimantan, dan Batam.
Model yang sedang dikembangkan PT. MDS saat ini adalah terus memperlebar jaringan distribusi produk dengan harapan produk sosis mampu menjangkau lebih luas lagi ke seluruh pelosok Indonesia. Motivasi lain pelebaran sayap ini adalah terus meningkatnya permintaan produk daging olahan PT. MDS ini dari berbagai wilayah. Selain menyediakan berbagai produk daging olahan untuk dijual ke pasar, PT. MDS kini mencoba mengikuti tender-tender beberapa industri makanan dalam penyediaan produk olahan daging. Penyediaan daging olahan untuk tender-tender seperti ini tidak seperti penyediaan daging olahan untuk produk perusahaan biasanya, karena karakteristik produk daging olahan harus sesuai dengan keinginan perusahaan yang memberikan tender tersebut. Salah satu contoh tender yang dimenangkan oleh PT. MDS tahun 2011 ini adalah tender penyediaan daging olahan untuk KFC. Oleh sebab itu, PT Madusari meningkatkan volume produksi tahun ini demi memenuhi permintaan dari KFC tersebut.
Distribusi merupakan salah satu rantai yang berada dalam lingkaran supplay chain management (SCM). Oleh sebab itu kesuksesan distribusi merupakan salah satu kesuksesan SCM itu sendiri. Disamping itu, kesuksesan rantai lain sangat mempengaruhi kesuksesan
distribusi itu sendiri. Proses produksi baik, akan tetapi produk tidak dapat didistribusikan dengan baik kepada konsumen, besar kemungkinan terjadi kerusakan pada produk. Apalagi produk PT. MDS merupakan produk olahan daging, amka perlu ada strategi tepat dalam mendistriusikan produk itu sendiri. Seperti yang sudah dibahas sebelumnya, pendistribusian produk PT. MDS digolongkan kepada dua jenis, yaitu distribusi A yang mendistribusikan produk chill (produk yang harus dimasak terlebih dahulu oleh konsumen sebelum dikonsumsi) dan distribusi B (yang mendistribusikan produk Sosis Siap Saji/SSS (produk yang siap makan, tidak harus dimasak terlebih dahulu).
Pendistribusian produk chill menggunakan mobil khusus yang diatur suhu ruang box mobil tersebut. Suhu box mobil untuk mendistribusikan produk chill ini adalah sekitar 10-15oC. Meskipun demikian, suhu box mobil bisa lebih rendah. Suhu lebih rendah ini
disesuaikan dengan permintaan konsumen tentunya. Pendistribusian produk ini dilakukan oleh PT. Pangan Sehat Sejahtera (PSS) yang dikontrol pendistribusiannya oleh office PT. MDS di Cikarang. Jalur yang digunakan tentunya jalur darat, kecuali untuk wilayah luar Jawa dengan menggunakan kapal laut. Produk chill ini akan didistribusikan ke tiga titik distribusi produk yaitu Bandung, Surabaya, dan Solo. Bandung akan mendistribusikan produk ke wilayah Tasik dan sekitarnya, Cirebon dan sekitarnya. Sedangkan Surabaya akan mendistribusikan produk ke Bali dan sekitarnya, NTB/NTT dan sekitarnya. Solo akan mendistribusikan produk ke Semarang dan sekitarnya dan Yogyakarta dan sekitarnya. Selain daerah sekitar Jawa, distribusi A juga akan mendistribusikan produk ke luar jawa juga seperti Makassar, Sumatera, Kalimantan, dan Batam.
Pendistribusian produk SSS tidak seperti pendistribusian produk chill, yaitu menggunakan box mobil berpendingin kecuali untuk konsumen ternetu yang meminta didistribusikan dalam keadaan dingin. Produk SSS didistribusikan langsung ke outlet-outlet di beberapa wilayah seperti Jakarta, Jawa barat, Jawa tengah, dan Jawa timur.
6.2.3 Gudang
Gudang merupakan salah satu aspek yang harus diperhatikan pula terkait kesuksesan perusahaan. Tidak mungkin semua produk yang dihasilkan langsung didistribusikan pada waktu itu juga, hal ini akan membuat terjadinya beberapa pendistribusian yang kurang efektif. Begitu pula bahan baku, tidak semuanya bahan baku yang datang bisa langsung dipakai saat itu juga, pastinya harus disimpan terlebih dahulu untuk skala besar. Pemakaian langsung bahan baku secara masal mungkin bisa bagi manufaktur yang masih berskala kecil. Penyimpanan yang baik akan sangat mempengaruhi kualitas dari produk/bahan baku tersebut, apalagi PT. MDS mengolah produk yang mudah rusak. Strategi membagi kedalam beberapa gudang merupakan langkah yang tepat untuk meminimalisir kerusakan produk dan mengefisienkan waktu pendistribusian. Gudang bahan baku khusus untuk menyimpan bahan baku, gudang finish goods khusus untuk penyimpanan sementara produk sebelum disimpan di gudang produk, dan gudang produk khusus menyimpan produk akhir sebelum didistribusikan.
Terdapat tiga gudang penting yang digunakan sebagai gudang penyimpanan di PT. MDS. Dua gudang penyimpanan terdapat di PT. MDS blok J yaitu gudang bahan baku yang sering disebut gudang bahan baku dan gudang hasil produksi yang disebut finish goods, sedangkan satu gudang di PT. Pangan Sehat Sejahtera yang menyimpan hasil produksi sebelum didistribusikan ke konsumen. Gudang bahan baku terdiri atas dua bagian, yaitu gudang untuk bumbu dan gudang untuk daging. Perbedaan dari kedua gudang ini terletak
pada suhu gudang tersebut. Suhu gudang untuk penyimpanan daging jauh lebih rendah dibandingkan dengan gudang penyimpanan bumbu. Perbedaan suhu ini didasarkan pada ketahanan bahan baku tersebut terhadap berbagai faktor kerusakan, seperti kerusakan akibat mikroorganisme. Suhu untuk gudang penyimpanan daging sekitar -15oC sampai -10oC.
Sedangkan untuk penyimpanan bumbu suhu gudangnya sekitar 0oC. Untuk penyimpanan
finish goods, suhu gudang sama dengan suhu gudang bahan baku daging. Karena suhu yang sama, terkadang penyimpanan untuk hasil produksi dilakukan di gudang penyimpanan bahan baku daging.
Setelah disimpan sementara di gudang finish goods, produk didistribusikan ke gudang penyimpanan hasil produksi di PT. Pangan Sehat Sejahtera. Gudang ini terbagi atas 4 bagian ruang, yaitu ruang office yang terletak di lantai 2, ruang loading yang terletak di bagian paling depan gudang, ruang penyimpanan daging, dan ruang penyimpanan daging frozen. Loading merupakan ruang yang digunakan untuk bongkar muat produk, disini terkadang dilakukan pengepakan produk juga. Suhu ruang ini sekitar 5-10oC. Ruang ini tidak
digunakan sebagai ruang penyimpanan, akan tetapi dijadikan ruang untuk pengepakan, penerimaan produk, dan persiapan sebelum dimuat ke kendaraan untuk didistribusikan. Ruang yang digunakan untuk penyimpanan produk yaitu ruang penyimpanan daging yang bersuhu sekitar 0 sampai -5oC dan ruang penyimpanan daging frozen yang suhunya hampir
mencapai -20oC. Prinsip utama yang dipegang terkait penyimpanan di PT. MDS adalah First
In First Out (FIFO) dan First Expired First Out (FEFO). Dua prinsip ini didasarkan pada kapasitas gudang itu sendiri serta kebutuhan pendistribusian produk. Selain dua prinsip untuk penyimpanan, terdapat dua jenis proses produksi yang diturunkan dari kondisi penyimpanan di gudang. Dua prinsip proses produksi yang diturunkan dari kondisi penyimpanan gudang adalah produk MTS (make to stock) dan MTO (Make to Order). Produk MTS yaitu proses produksi yang didasarkan pada data stok gudang, artinya hasil produksi akan disimpan sebagai stok gudang. Adapun Produk MTO yaitu proses produksi yang didasarkan pada data permintaan, artinya hasil produksi akan langsung didistribusikan ke konsumen. Produk MTO ini biasanya digunakan untuk memenuhi konsumen yang melakukan pemesanan produk dengan skala besar. Sedangkan berdasarkan perhitungan kondisi stok gudang terdapat dua jenis stok produk, yaitu stok total dan stok rilis. Stok total stok keseluruhan produk yang ada di gudang, sedangkan stok rilis adalah stok produk yang siap didistribusikan setelah , dilakukan berbagai pengurangan aspek lainnya. Untuk memudahkan kepala gudang dalam pendataan stok total gudang dilakukan pencataan pada setiap produk yang masuk ke gudang, baik ke gudang frozen ataupun ke gudang non-frozen. Data tersebut meliputi tanggal masuk gudang dan total pack produk. Selain pendataan dalam produk tersebut, produk-produk dikelompokan berdasarkan tanggal masuk gudang dan tanggal keluar gudang di rak-rak produk tersebut. Bagian pendataan gudang mencatat tanggal masuk, jumlah pack, dan tanggal keluar gudang di sebuah catatan kecil yang berada disamping pintu masuk gudang. Catatan-catatan ini akan dicek secara berkala untuk dimasukan kedalam database pusat kondisi gudang PT. Pangan Sehat Sejahtera.
6.3 Perencanaan Produksi di Perusahaan
Production planning merupakan rencana produksi yang dibuat oleh PT. MDS. Rencana produksi ini dibuat oleh Departemen PPIC sendiri. Hasil akhir dari rencana produksi ini berupa Surat Perintah Kerja (SPK) yang berisi volume yang harus diproduksi setiap harinya. SPK ini akan dieksekusi oleh bagian produksi atau sebagai panduan produksi untuk hari tersebut. Inventory
control merupakan manajemen pengendalian penyimpanan. Inventory control di PT. MDS mencakup pengendalian persediaan bahan baku produksi dan pengendalian penyimpanan hasil produksi. Baik production planning ataupun inventory control di PT. MDS diatur sepenuhnya oleh departemen PPIC yang berada dibawah tanggung jawab manajer SCM.
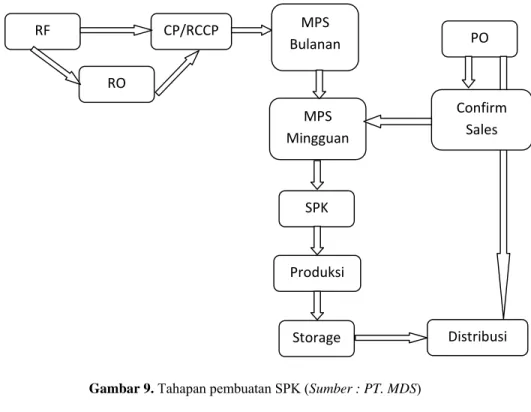
Gambar 9. Tahapan pembuatan SPK (Sumber : PT. MDS)
Keterangan :
- RF = Rolling Forecast - RO = Reverse Order - CP = Capasity Planning
- RCCP = Rough Cap Capacity Plan - MPS = Massa Production Schedulling - PO = Purchasing Order
- SPK = Surat Perintah Kerja - = Arah Aliran
Gambar 9. menggambarkan strategi PPIC di PT. MDS. Production planning merupakan rencana produksi yang dibuat olehperusahaan. Rencana produksi ini dibuat oleh Departemen PPIC sendiri. Hasil akhir dari rencana produksi ini berupa Surat Perintah Kerja (SPK) yang berisi volume yang harus diproduksi setiap harinya. SPK ini akan dieksekusi oleh bagian produksi atau sebagai panduan produksi untuk hari tersebut. Inventory control merupakan manajemen pengendalian penyimpanan. Inventory control di PT. MDS mencakup pengendalian persediaan bahan baku produksi dan pengendalian penyimpanan hasil produksi. Baik production planning ataupun inventory control di PT. MDS diatur sepenuhnya oleh departemen PPIC yang berada dibawah tanggung jawab manajer SCM.
Massa Production Schedulling atau MPS merupakan rencana produksi yang akan dilakukan oleh perusahaan. MPS memberikan informasi jumlah produk yang harus diproduksi pada waktu tersebut dan kapan produk tersebut harus selesai diproduksi. Terdapat dua jenis MPS seperti yang
RF RO CP/RCCP MPS Bulanan MPS Mingguan SPK Produksi Storage Distribusi PO Confirm Sales
telah digambarkan di gambar 9. yaitu MPS bulanan dan MPS mingguan. MPS bulanan merupakan jadwal produksi yang akan dilakukan selama satu bulan, sedangkan MPS mingguan merupakan jadwal produksi yang akan dilakukan perusahaan selama satu minggu. Sebelum dibuat MPS yang nantinya menjadi panduan bagi pembuatan Surat Perintah Kerja (SPK), perusahaan terlebih dahuu membuat data Rolling Forecast (RF). Rolling Forecast (RF) merupakan data permintaan yang menggambarkan rata-rata permintaan perusahaan setiap tahunnya. Selain rata-rata permintaan tahunan, RF juga menyimpan data permintaan rata-rata setiap bulannya.
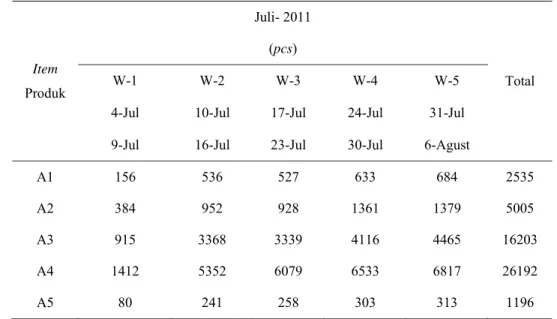
Tabel 2. Data Permintaan Konsumen
Item Produk Juli- 2011 (pcs) Total W-1 W-2 W-3 W-4 W-5
4-Jul 10-Jul 17-Jul 24-Jul 31-Jul
9-Jul 16-Jul 23-Jul 30-Jul 6-Agust
A1 A2 A3 A4 A5 156 384 915 1412 80 536 952 3368 5352 241 527 928 3339 6079 258 633 1361 4116 6533 303 684 1379 4465 6817 313 2535 5005 16203 26192 1196 Sumber : PT. MDS
Data RF ini merupakan pusat data permintaan perusahaan yang akan menjadi panduan perusahaan dalam membuat rencana produksi kedepannya. Data RF terdiri atas beberapa data seperti nama item produk, bobot gram item, waktu produksi, jumlah permintaan produk dalam satuan pack, kg, dan masak. Selanjutnya data RF ini akan diturunkan atau menjadi panduan dalam pembuatan data reverse order (RO). Data RO merupakan data permintaan produk yang telah dikurangi dengan jumlah stok yang ada, pembatalan pemesanan, dan lain sebagainya. Data RO ini sering disebut dengan data permintaan yang sudah benar-benar siap digunakan. Data RO mirip dengan data RF akantetapi ditambah dengan data stok gudang perusahaan.
Data RO merupakan data panduan untuk membuat data Rough Cap Capacity Plan (RCCP) atau rencana produksi kasar. RCCP berbeda dengan RO ataupun RF, karena data ini memuat rencana produksi yang harus dilakukan perusahaan. Rencana produksi ini terkait dengan jumlah produk yang harus dihasilkan dan kapan produk itu selesai dibuat. RCCP terdiri atas nama item produk, bobot gram item, waktu produksi, jumlah produk yang harus diproduksi dalam satuan pack, kg, dan masak. RCCP ini akan menjadi panduan dalam pembuatan MPS perusahaan. MPS bulanan dibuat setiap bulannya yang berisi rencana produksi untuk satu bulan tersebut. Meskipun data ini belum menjadi data fiks yang akan dilakukan perusahaan (masih berbentuk perkiraan), tapi data MPS ini akan menjadi pertimbangan dalam membuat MPS mingguan. MPS mingguan merupakan data rencana produksi yang benar-benar akan dilakukan oleh perusahaan. Selain diambil dari data MPS bulanan, MPS mingguan ini dibuat berdasarkan data confirm sales (CS) yaitu data permintaan yang terjadi pada bulan tersebut. Confirm sales sendiri merupakan data
permintaan yang diambil dari data purchasing order (PO). PO dan CS merupakan dua data yang berbeda, PO merupakan data permintaan produk kasar yang langsung dari permintaan konsumen. Adapun CS merupakan data permintaan yang benar-benar harus dipenuhi dengan melakukan produksi terhadap produk yang dimnta atau data permintaan setelah dikurangi dengan data stok perusahaan yang ada. MPS ini dibuat setiap minggu, biasanya kamis-jum’at. MPS minggun ini menjadi data acuan untukpembuatan Surat perintah Kerja (SPK) perusahaan. SPK ini merupakan surat perintah yang menjadi panduan departemen produksi untuk melakukan proses produksi setiap harinya. SPK dibuat perhari dan diberikan kebagian produksi sehari sebelum produksi untuk mempersiapkan bahan yang perlu ada perlakuan awal, seperti purem, emulsi, dan lain sebagainya. Hasil produksi akan disimpan digudang penyimpanan sebelum didistribusikan ke konsumen-konsumen berdasarkan data PO yang ada.
Berdasarkan penelitian didapatkan beberapa masalah berupa penumpukan di beberapa lini produksi. Selain itu pengurutan produksi dinilai kurang efektif, hal ini dikarenakan masih banyak terdapat downtime mesin atau waktu mesin yang terbuang untuk membersihkan mesin produksi. Permasalahan ini bisa diatasi dengan penyusunan jadwal produksi yang tepat. Dalam penyusunan jadwal produksi ini harus disesuaikan dengan kondisi perusahaan yang mengirimkan produk setiap hari artinya gundang finish goods harus selalu terisi untuk memudahkan pendistribusian produk.
6.4 Analisis Pendahuluan
Sebelum dilakukannya pengembangan alternatif jadwal produksi, maka penting diadakannya analisis permasalahan yang menyebabkan terjadinya beberapa masalah yang ditemukan. Analisis pendahuluan ini juga berguna untuk menyiapkan bebrapa data yang akan digunakan pada proses pengembangan alternatif jadwal produksi nantinya. Analisis pendahuluan dilakukan dengan melihat langsung kondisi perusahaan dan mengolah data yang didapatkan. Dari analisis pendahuluan didapatkan beberapa penyebab terjadinya masalah-masalah pada penjadwalan harian di perusahaan, yaitu permintaan produk, stok produk, jumlah produksi, downtime mesin, urutan penjadwalan produksi, delay saat pengangkutan selama produksi dari satu mesin ke mesin yang lainnya, waktu kerja mesin, dan kapasitas mesin pengemasan vakum.
Permintaan produk sangat berpengaruh pada penjadwalan produksi ini, hal ini dikarenakan permintaan merupakan titik awal penentuan penjadwalan produksi. Rencana produksi dibuat berdasarkan data permintaan yang ada, begitupun pengalokasian sumber daya didasarkan pada data permintaan yang ada. Stok produk merupakan banyaknya produk yang terdapat di gudang produk (finish goods). Stok produk ini mempengaruhi pada penjadwalan produksi karena aktual produksi harian merupakan pengurangan permintaan produk dengan stok produk yang tersedia di gudang bahan baku. Data permintaan dan stok produk ini berpengaruh besar pada penentuan urutan produksi pada pengembangan alternatif jadwal produksi. Downtime mesin merupakan waktu buang mesin atau waktu yang digunakan oleh mesin tidak untuk memproduksi produk. Downtime mesin terdiri atas waktu persiapan dan pembersihan akhir produksi dan waktu yang digunakan untuk membersihkan mesin saat terjadi pengalihan produksi item produk yang berbeda. Kondisi ini sangat berpengaruh pada penjadwalan tentunya dan menjadi alasan utama adanya pengembangan alternatif penjadwalan dengan memperbaiki urutan produksi.
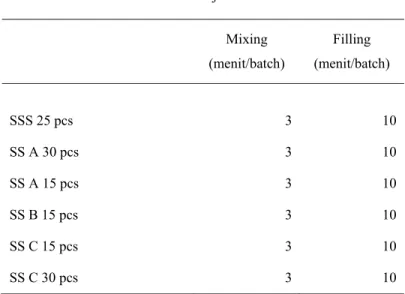
Waktu kerja mesin merupakan waktu yang digunakan oleh mesin untuk melakukan proses produksi pada item produk tertentu. Waktu kerja mesin sangat berpengaruh pada proses penjadwalan produk. Tabel 3. merupakan tabel yang menunjukan waktu kerja mesin untuk beberapa item produk.
Tabel 3. Data Waktu Kerja Mesin Mixer dan Filler Mixing (menit/batch) Filling (menit/batch) SSS 25 pcs 3 10 SS A 30 pcs 3 10 SS A 15 pcs 3 10 SS B 15 pcs 3 10 SS C 15 pcs 3 10 SS C 30 pcs 3 10 Sumber : PT. MDS
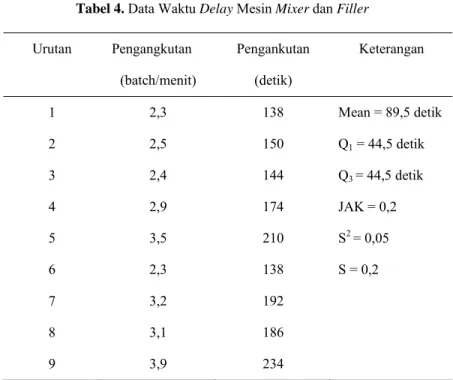
Setiap item produk memiliki waktu kerja mesin berbeda-beda. Perusahaan sendiri belum terlalu memperhitungkan waktu kerja mesin ini, sehingga analisis langsung di lapangan dan wawancara dengan bagian PPIC (Production Planning and Inventory Control) perusahaan merupakan cara yang tepat untuk mendapatkan data waktu kerja mesin ini. Untuk data lengkap waktu kerja mesin dapat dilihat di bagian Lampiran 6. Waktu delay mesin merupakan waktu yang digunakan untuk memindahkan bahan/produk dari satu mesin ke mesin produksi lainnya saat proses produksi berlangsung. Tabel 4. merupakan salah satu data waktu delay mesin berdasarkan data penelitian yang didapatkan. Tabel 4. ini merupakan waktu delay mesin antara mesin mixer dengan mesin filler.
Tabel 4. Data Waktu Delay Mesin Mixer dan Filler Urutan Pengangkutan (batch/menit) Pengankutan (detik) Keterangan 1 2 3 4 5 6 7 8 9 2,3 2,5 2,4 2,9 3,5 2,3 3,2 3,1 3,9 138 150 144 174 210 138 192 186 234 Mean = 89,5 detik Q1 = 44,5 detik Q3 = 44,5 detik JAK = 0,2 S2 = 0,05 S = 0,2
Sebagaiman waktu kerja mesin pada pembahasan sebelumnya, waktu delay mesinpun kurang diperhatikan oleh pihak perusahaan, sehingga perhitungan langsung ke lapangan dan wawancara dengan beberapa pihak terkait merupakan alternatif terbaik untuk mendapatkan data tersebut. Untuk menilai keakuratan data, maka dihitung ragam dan simpangan baku dari data. Perhitungan ini digunakan untuk melihat seberapa besar penyebaran data, karena yang digunakan adalah rata-rata dari perhitungan waktu delay mesin tersebut. Data lengkap waktu delay mesin dapat dilihat dalam Lampiran 4.
Tabel 5. Penetapan Mesin Kritis Produksi
Mesin/Peralatan Simulasi Waktu Kerja (menit) Mixer Filler Oven Aging Cutter Vakum 174 580 744 744 104 1292
Selanjutnya adalah penentuan mesin kritis produksi atau mesin yang memiliki waktu proses paling lama. Penentuan mesin kritis produksi ini sangat berguna dalam menyusun alternatif jadwal harian nantinya. Mesin kritis produksi ini menjadi tolak ukur disusunnya jadwal produksi harian, sehingga di mesin inilah penggunaan metode SPT (Shortest Processing Time) berlaku dalam
penyusunan jadwal harian. Berdasarkan hasil perhitungan bahwa mesin yang memiliki waktu proses produksi paling lama atau mesin kritis produksi adalah mesin pengemasan vakum.
6.5 Pengembangan Jadwal Produksi
Penjadwalan produksi merupakan salah satu faktor penting dalam kesuksesan perusahaan, hal ini dikarenakan terkait pengalokasian sumber daya yang ada dan bagaimana mencapai target produksi yang sudah ditetapkan. Pengembangan jadwal produksi ini dimaksudkan untuk menghasilkan alternatif jadwal produksi yang diharapkan lebih baik dari penjadwalan produksi sebelumnya. Ukuran yang digunakan dalam menghitung kinerja penjadwalan produksi ini adalah produktifitas yang dicapai dari penjadwalan produksi tersebut. Produktifitas tentunya terkait efisiensi yang bisa dicapai dari suatu penjadwalan produksi yang ada. Setelah melakukan analisis pendahuluan untuk mendapatkan faktor-faktor yang mempengaruhi penjadwalan dan data-data pendukung penyusunan jadwal alternatif produksi, maka tahapan berikutnya adalah menyusun item produk yang akan diproduksi. Penyusunan item produk ini diharapkan mampu mengasilkan susunan atau penjadwalan produksi alternatif yang lebih baik, tetapi tetap dapat disesuaikan dengan kondisi perusahaan.
6.5.1 Penyusunan item produk dengan metode CR
Metode CR (critical ratio) merupakan metode penyusunan jadwal produksi yang digunakan karena metode ini yang paling tepat digunakan perusahaan terkait ketidakpastian permintaan dan pengiriman produk yang setiap hari dilakukan.
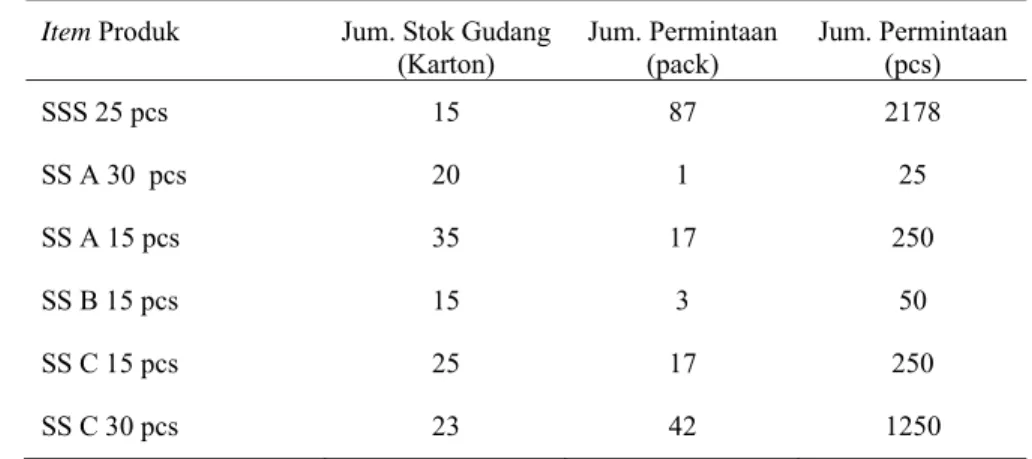
Tabel 6. Data Masukan Metode CR
Item Produk Jum. Stok Gudang
(Karton) Jum. Permintaan (pack) Jum. Permintaan (pcs) SSS 25 pcs SS A 30 pcs SS A 15 pcs SS B 15 pcs SS C 15 pcs SS C 30 pcs 15 20 35 15 25 23 87 1 17 3 17 42 2178 25 250 50 250 1250
Untuk menyusun jadwal harian dengan menggunakan metode CR, terlebih dahulu dimasukan data-data konversi satuan, data stok produk, dan data permintaan produk dari MPS mingguan. Tabel 6. menunjukan data masukan pada penyusunan item produk yang nantinya akan disusun dengan menggunakan metode CR.
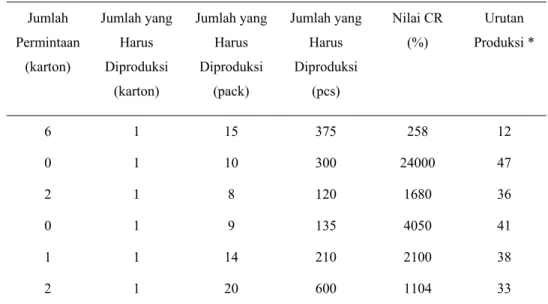
Tabel 7. Data Perhitungan Nilai CR Jumlah Permintaan (karton) Jumlah yang Harus Diproduksi (karton) Jumlah yang Harus Diproduksi (pack) Jumlah yang Harus Diproduksi (pcs) Nilai CR (%) Urutan Produksi * 6 0 2 0 1 2 1 1 1 1 1 1 15 10 8 9 14 20 375 300 120 135 210 600 258 24000 1680 4050 2100 1104 12 47 36 41 38 33 *Setelah diurutkan dengan metode CR
Selanjutnya setiap item akan dihitung nilai CR-nya dengan membandingkan data permintaan dan data stok gudang item tersebut. Tabel 7. menunjukan nilai CR dari sebagian item produk yang akan diproduksi. Untuk perhitungan nilai CR secara lengkap dapat dilihat di Lampiran 9. Setelah diketahui nilai CR masing-masing item produk, item produk tersebut disusun berdasarkan nilai CR tadi. Produk yang memiliki nilai CR terendah akan didahulukan untuk diproduksi, sebaliknya produk yang memiliki nilai CR lebih tinggi akan diakhirkan untuk diproduksi. Produk dengan nilai kecil artinya produk tersebut tersedia sedikit di gudang produk (finish goods), oleh sebab itu produk ini harus diproduksi terlebih dahulu untuk menjaga gudang produk tetap tersedia cukup untuk di distribusikan.
6.5.2 Penyusunan alternatif jadwal produksi harian
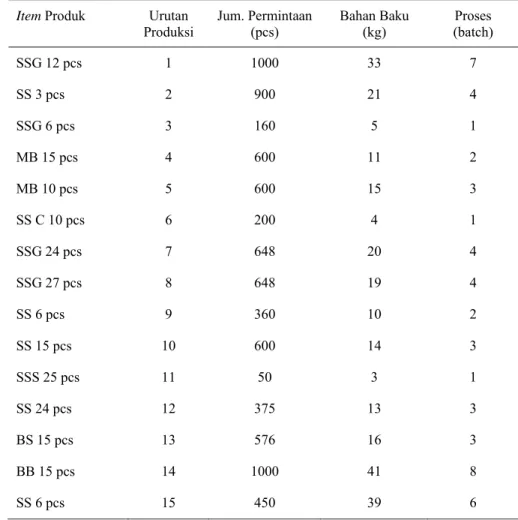
Setelah urutan produk disusun dengan baik menggunakan metode CR, selanjutnya dibuat alternatif penjadwalan produksi harian dengan menggunakan metode SPT (shortest processing time) dan mesin kritis sebagai acuannya adalah mesin pengemasan vakum. Sebelum dilakukan penyusunan alternatif penjadwalan produksi, terlebih dahulu data produksi yang sudah disusun dengan metode CR tadi dikonversi kedalam bentuk batch sebagaimana terlihat pada Tabel 8.
Tabel 8. Konversi Satuan (batch)
Item Produk Urutan
Produksi Jum. Permintaan (pcs) Bahan Baku (kg) (batch) Proses SSG 12 pcs SS 3 pcs SSG 6 pcs MB 15 pcs MB 10 pcs SS C 10 pcs SSG 24 pcs SSG 27 pcs SS 6 pcs SS 15 pcs SSS 25 pcs SS 24 pcs BS 15 pcs BB 15 pcs SS 6 pcs 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1000 900 160 600 600 200 648 648 360 600 50 375 576 1000 450 33 21 5 11 15 4 20 19 10 14 3 13 16 41 39 7 4 1 2 3 1 4 4 2 3 1 3 3 8 6
Dari Tabel 8. terlihat bahwa item produk telah disusun berdasarkan perhitungan nilai CR dan terdapat data yang telah dikonversi menjadi satuan batch. Data ini berguna untuk memudahkan penyusunan jadwal harian nantinya.
Selanjutnya data hasil pengurutan dengan metode CR akan dikelompokan kembali sesuai dengan waktu change over. Waktu change over adalah waktu yang digunakan untuk membersihkan mesin karena akan diproduksi item produk yang berbeda. Change over akan terjadi jika item produk yang akan diproduksi berubah dari item sebelumnya atau item produk yang sama akan tetapi bahan dagingnya berbeda. Penentuan urutan golongan didasarkan pada urutan sebelumnya hasil pengurutan dengan metode CR, artinya kemungkinan besar akan terjadi pengurutan kembali urutan produksi.
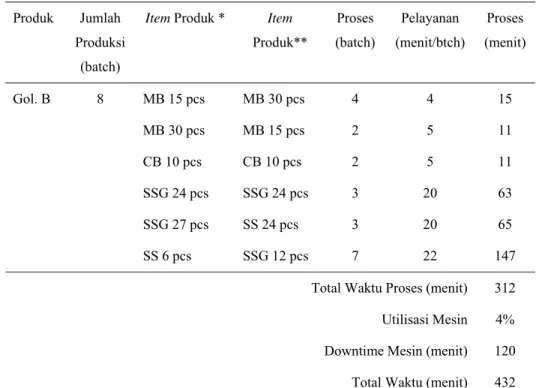
Tabel 9. Data SPT Mesin Pengemasan Vakum
Produk Jumlah Produksi
(batch)
Item Produk * Item Produk** Proses (batch) Pelayanan (menit/btch) Proses (menit) Gol. B 8 MB 15 pcs MB 30 pcs CB 10 pcs SSG 24 pcs SSG 27 pcs SS 6 pcs MB 30 pcs MB 15 pcs CB 10 pcs SSG 24 pcs SS 24 pcs SSG 12 pcs 4 2 2 3 3 7 4 5 5 20 20 22 15 11 11 63 65 147 Total Waktu Proses (menit)
Utilisasi Mesin Downtime Mesin (menit) Total Waktu (menit)
312 4% 120 432 *Urutan produk awal sebelum disusun dengan metode SPT
**Urutan produk setelah disusun dengan metode SPT
Setelah produk digolongkan, selanjutnya produk diurutkan kembali dalam golongannya masing-masing dengan menggunakan metode SPT dan dilakukan pada mesin pengemasan vakum. Pemilihan mesin pengemasan vakum ini dikarenakan pada analisis pendahuluan disimpulkan bahwa mesin pengemasan vakum merupakan mesin kritis produksi atau mesin yang memiliki waktu produksi paling lama dibandingkan dengan mesin produksi lainnya dalam satu rantai produksi. Tabel 9. merupakan tabel yang menunjukan hasil pengurutan salah satu golongan produk pada salah satu mesin pengemasan vakum. Susunan produksi pada mesin pengemasan vakum ini merupakan acuan yang digunakan pada penyusunan alternatif penjadwalan produksi, artinya susunan item produk pada mesin pengemasan vakum ini akan menjadi urutan produksi pada mesin-mesin produksi lainnya dalam satu rantai produksi.
6.5.3 Perbandingan antara penjadwalan lama dengan alternatif penjadwalan produksi
Setelah dihasilkan alternatif jadwal produksi, dilakukan perhitungan untuk membandingkan apakah alternatif penjadwalan produksi ini lebih baik dari jadwal sebelumnya. Analisis yang digunakan adalah membandingkan waktu penyelesaian target produksi minggu pertama pada bulan juli 2011 dan urutan yang dihasilkan dari masing-masing jadwal produksi.
Tabel 10. Data Perbandingan Penjadwalan
PT. MDS
Tabel 10. menunjukan data perhitunngan perbandingan antara alternatif penjadwalan dengan penjadwalan lama yang digunakan perusahaan. Dari tabel tersebut terlihat bahwa waktu produksi yang digunakan untuk mencapai target pada minggu pertama bulan juli 2011 pada penjadwalan produksi lama adalah 2803 menit, sedangkan untuk alternatif penjadwalan produksi sebesar 2511 menit. Sedangkan downtime mesin menurun sebesar 5%. Hasil ini menunjukan bahwa alternatif penjadwalan produksi menghasilkan jadwal produksi yang lebih efisien dibandingkan jadwal produksi lama. Hasil ini berpengaruh pada penurunan utilisasi mesin sebesar 4% yang artinya bahwa semakin banyak item produk untuk diproduksi pada periode ini. Data perhitungan lengkap bisa dilihat di lampiran 8. Selain itu, hasil ini berpengaruh pula pada waktu penyelesaian pada periode tersebut, lampiran 10. menunjukan bahwa data sebelumnya waktu yang dibutuhkan untuk menyelesaikan satu periode pada minggu pertama bulan juli 2011 tersebut adalah kamis, shift 2 menit ke-243. Sedangkan alternatif penjadwalan produksi dapat menghasilkan jadwal produksi yang bisa menyelesaikan periode tersebut pada hari kamis, shift 2 menit ke-51. Hasil ini menunjukan adanya waktu sekitar 192 menit yang bisa digunakan untuk memproduksi item produk lainnya.
Selain menghasilkan alternatif jadwal produksi yang lebih efisien, alternatif jadwal produksi ini juga menghasilkan urutan produksi yang lebih baik dibandingkan urutan produksi sebelumnya terkait pendistribusian perusahaan yang dilakukan setiap hari atau stok produk harus selalu tersedia di gudang produk (finish goods). Untuk membandingkan ini digunakan skoring pada masing-masing jadwal produksi dengan aturan skoring sebagai berikut :
a. Acuan urutan produksi adalah urutan produksi yang dihasilkan berdasarkan nilai CR, artinya urutan terbaik adalah urutan produksi yang sesuai dengan urutan produksi yang dihasilkan setelah pengurutan produksi dengan nilai CR.
b. Dilakukan perbandingan jadwal produksi yang dihasilkan dari alternatif penjadwalan produksi dan jadwal produksi lama.
Ukuran Hasil Perhitungan Data Perusahaan*
Menit Jam Menit Jam
Total Waktu Aging Waktu Efektif Waktu Terpakai Sisa 7200 1800 5400 2511 2889 120 30 90 42 48 7200 1800 5400 2003 2597 120 30 90 47 43 Utilisasi Mesin 60% 64% Downtime Mesin 6% 11% Presentase sisa 35% 25%
c. Jadwal produksi yang urutannya lebih baik mendapat nilai 1 dan seterusnya, sedangkan jadwal sebelumnya bernilai 0.
Berdasarkan perhitungan skoring ini menunjukan bahwa alternatif penjadwalan produksi bernilai 243, sedangkan jadwal produksi lama bernilai 106. Hasil ini menunjukan bahwa alternatif penjadwalan produksi menghasilkan urutan produksi yang lebih baik.