BAB V
ANALISA HASIL PEMBAHASAN
5.1 Analisa Efektifitas Hasil Penerapan Line Balancing Menggunakan Methode Hegelson-Birnie
Analisa efektifitas hasil dari penerapan line balancing dilakukan untuk melihat dampak dari improvement line balancing yang telah dilakukan dan analisa terhadap ketidaksesuaian hasil yang didapat. Adapun ukuran dari keberhasilan line balancing menggunakan methode Hegelson-birnie terhadap efektifitas dapat dilihat dari hal-hal berikut :
1. Efektifitas kapasitas berbanding permintaan customer
2. Jumlah stasiun kerja
3. Jumlah Man Power
5.1.1 Efektifitas Kapasitas Berbanding Permintaan Customer
Efektifitas dapat berarti adalah seberapa besar tingkat kelekatan output yang dicapai dengan output yang diharapkan dari sejumlah input. Efektifitas juga dapat diartikan suatu ukuran yang menyatakan seberapa jauh target (kuantitas,kualitas dan waktu) yang telah dicapai oleh manajemen, yang mana target tersebut sudah ditentukan terlebih dahulu. Jika output aktual berbanding output yang ditargetkan sama dengan atau mendekati 1 (satu) maka efektifitas tercapai,jika output aktual berbanding output yang ditargetkan lebih besar dari 1 (satu), maka akan terjadi over produksi,sedangkan jika output aktual berbanding output yang ditargetkan kurang dari 1 (satu), maka efektifitas tidak tercapai.
Terkait dengan line balancing yang dilakukan maka penulis membandingkan antara kapasitas produksi berbanding dengan target produksi atau permintaan customer yang sudah ditentukan untuk satu tahun kedepan di Fiscal Year 2014.
Setelah dilakukan perhitungan efektifitas dibulan april pada bab sebelumnya,berikut perbandingan antara efektifitas before dan after per bulan di fiscal year 2014 :
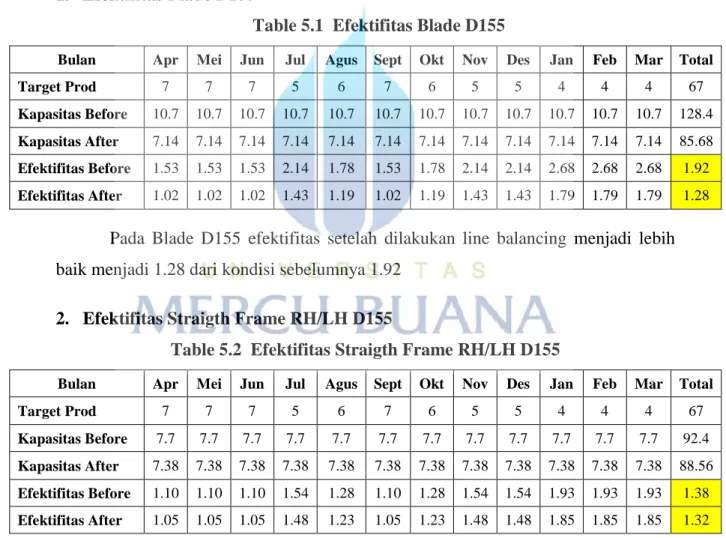
1. Efektifitas Blade D155
Table 5.1 Efektifitas Blade D155
Bulan Apr Mei Jun Jul Agus Sept Okt Nov Des Jan Feb Mar Total
Target Prod 7 7 7 5 6 7 6 5 5 4 4 4 67
Kapasitas Before 10.7 10.7 10.7 10.7 10.7 10.7 10.7 10.7 10.7 10.7 10.7 10.7 128.4 Kapasitas After 7.14 7.14 7.14 7.14 7.14 7.14 7.14 7.14 7.14 7.14 7.14 7.14 85.68 Efektifitas Before 1.53 1.53 1.53 2.14 1.78 1.53 1.78 2.14 2.14 2.68 2.68 2.68 1.92 Efektifitas After 1.02 1.02 1.02 1.43 1.19 1.02 1.19 1.43 1.43 1.79 1.79 1.79 1.28
Pada Blade D155 efektifitas setelah dilakukan line balancing menjadi lebih baik menjadi 1.28 dari kondisi sebelumnya 1.92
2. Efektifitas Straigth Frame RH/LH D155
Table 5.2 Efektifitas Straigth Frame RH/LH D155
Bulan Apr Mei Jun Jul Agus Sept Okt Nov Des Jan Feb Mar Total
Target Prod 7 7 7 5 6 7 6 5 5 4 4 4 67
Kapasitas Before 7.7 7.7 7.7 7.7 7.7 7.7 7.7 7.7 7.7 7.7 7.7 7.7 92.4 Kapasitas After 7.38 7.38 7.38 7.38 7.38 7.38 7.38 7.38 7.38 7.38 7.38 7.38 88.56 Efektifitas Before 1.10 1.10 1.10 1.54 1.28 1.10 1.28 1.54 1.54 1.93 1.93 1.93 1.38 Efektifitas After 1.05 1.05 1.05 1.48 1.23 1.05 1.23 1.48 1.48 1.85 1.85 1.85 1.32
Pada Straigth Frame RH/LH D155 efektifitas setelah dilakukan line balancing menjadi lebih baik menjadi 1.32 dari kondisi sebelumnya 1.38
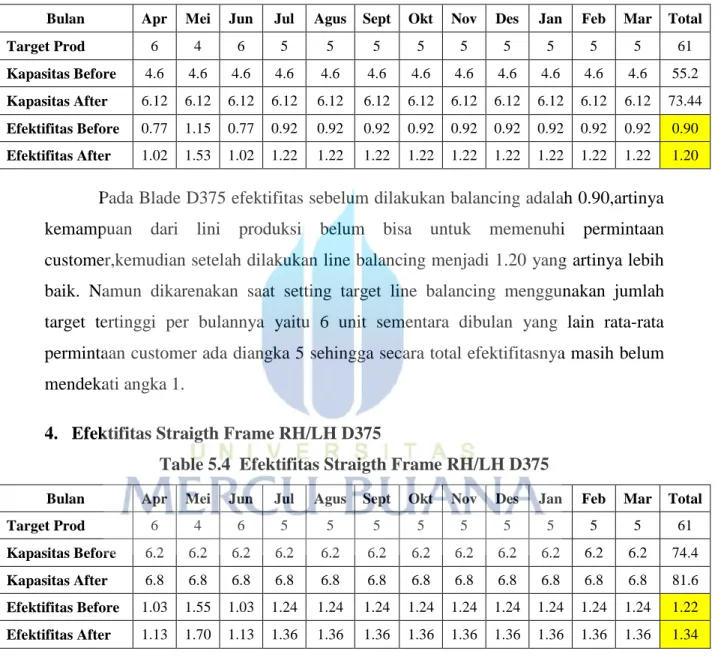
3. Efektifitas Blade D375
Table 5.3 Efektifitas Blade D375
Bulan Apr Mei Jun Jul Agus Sept Okt Nov Des Jan Feb Mar Total
Target Prod 6 4 6 5 5 5 5 5 5 5 5 5 61
Kapasitas Before 4.6 4.6 4.6 4.6 4.6 4.6 4.6 4.6 4.6 4.6 4.6 4.6 55.2 Kapasitas After 6.12 6.12 6.12 6.12 6.12 6.12 6.12 6.12 6.12 6.12 6.12 6.12 73.44 Efektifitas Before 0.77 1.15 0.77 0.92 0.92 0.92 0.92 0.92 0.92 0.92 0.92 0.92 0.90 Efektifitas After 1.02 1.53 1.02 1.22 1.22 1.22 1.22 1.22 1.22 1.22 1.22 1.22 1.20
Pada Blade D375 efektifitas sebelum dilakukan balancing adalah 0.90,artinya kemampuan dari lini produksi belum bisa untuk memenuhi permintaan customer,kemudian setelah dilakukan line balancing menjadi 1.20 yang artinya lebih baik. Namun dikarenakan saat setting target line balancing menggunakan jumlah target tertinggi per bulannya yaitu 6 unit sementara dibulan yang lain rata-rata permintaan customer ada diangka 5 sehingga secara total efektifitasnya masih belum mendekati angka 1.
4. Efektifitas Straigth Frame RH/LH D375
Table 5.4 Efektifitas Straigth Frame RH/LH D375
Bulan Apr Mei Jun Jul Agus Sept Okt Nov Des Jan Feb Mar Total
Target Prod 6 4 6 5 5 5 5 5 5 5 5 5 61
Kapasitas Before 6.2 6.2 6.2 6.2 6.2 6.2 6.2 6.2 6.2 6.2 6.2 6.2 74.4 Kapasitas After 6.8 6.8 6.8 6.8 6.8 6.8 6.8 6.8 6.8 6.8 6.8 6.8 81.6 Efektifitas Before 1.03 1.55 1.03 1.24 1.24 1.24 1.24 1.24 1.24 1.24 1.24 1.24 1.22 Efektifitas After 1.13 1.70 1.13 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.36 1.34
Pada Straigth Frame RH/LH D375 efektifitas sebelum dilakukan line balancing lebih baik dari setelah line balancing yaitu 1.22 menjadi 1.34. Namun dalam analisa kali ini hanya melihat dari factor kapasitas dan permintaan customer,pada analisa berikutnya akan dilihat berdasarkan line efficiency dan
5.1.2 Jumlah Stasiun Kerja
Dalam hal ini jumlah stasiun kerja juga berpengaruh terhadap berhasil atau tidaknya improvement line balancing. Jumlah stasiun kerja sangat dipengaruhi oleh elemen serta waktu operasi dan juga waktu siklus yang dibutuhkan untuk memenuhi permintaan customer. Berikut adalah jumlah stasiun kerja masing-masing komponen sebelum dan sesudah line balancing.
Table 5.5 Jumlah Stasiun Kerja
Komponen Jumlah Stasiun Kerja Before After
Blade D155 4 2
Straigth Frame RH/LH D155 3 2
Blade D375 5 5
Straigth Frame RH/LH D375 4 3
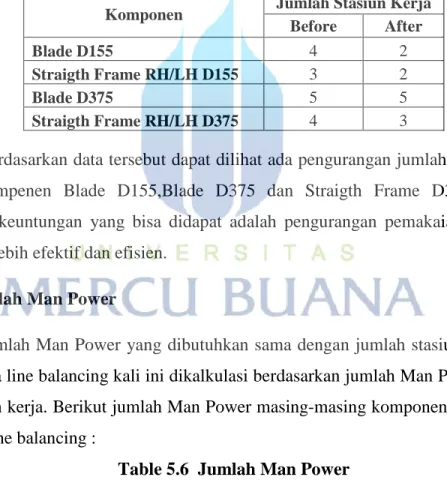
Berdasarkan data tersebut dapat dilihat ada pengurangan jumlah stasiun kerja untuk kompenen Blade D155,Blade D375 dan Straigth Frame D375. Dengan demikian keuntungan yang bisa didapat adalah pengurangan pemakaian area kerja sehingga lebih efektif dan efisien.
5.1.3 Jumlah Man Power
Jumlah Man Power yang dibutuhkan sama dengan jumlah stasiun kerja yang ada karena line balancing kali ini dikalkulasi berdasarkan jumlah Man Power 1 orang per stasiun kerja. Berikut jumlah Man Power masing-masing komponen sebelum dan sesudah line balancing :
Table 5.6 Jumlah Man Power
Komponen Jumlah Man Power Before After
Blade D155 4 2
Straigth Frame RH/LH D155 3 2
Blade D375 5 5
Selain menghemat pemakaian area untuk stasiun kerja,setelah dilakukan line balancing juga mengurangi jumlah Man Power.
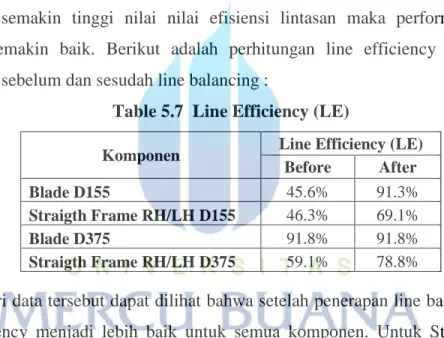
5.2 Analisa Line Efficiency (LE)
Line efficiency atau efisiensi lintasan adalah rasio antara waktu yang digunakan dengan waktu yang tersedia. Lintasan produksi yang baik memiliki nilai efisiensi lintasan yang tinggii yang menunjukan bahwa seluruh stasiun kerja memiliki waktu operasi yang mendekati waktu siklus yang telah diitetapkan. Sehingga dapat dikatakan semakin tinggi nilai nilai efisiensi lintasan maka performasi lintasan tersebut semakin baik. Berikut adalah perhitungan line efficiency untuk setiap komponen sebelum dan sesudah line balancing :
Table 5.7 Line Efficiency (LE)
Komponen Line Efficiency (LE) Before After
Blade D155 45.6% 91.3%
Straigth Frame RH/LH D155 46.3% 69.1%
Blade D375 91.8% 91.8%
Straigth Frame RH/LH D375 59.1% 78.8%
Dari data tersebut dapat dilihat bahwa setelah penerapan line balancing maka line efficiency menjadi lebih baik untuk semua komponen. Untuk Straigth Frame RH/LH D155 walaupun ada perbaikan nilai line efficiency dari 46.3% menjadi 69.14% namun nilainya masih dibawah standard yaitu 75%. Untuk memperbaiki nilai LE Straight Frame RH/LH D155 dapat dilakukan improvement hour reduction pada stasiun kerja yang memiliki waktu operasi tertinggi,atau dengan cara lain yaitu trial
an error dengan menggunakan waktu siklus baru agar mendapatkan komposisi waktu
5.3 Analisa Smoothing Index (SI)
Smoothing index adalah suatu indeks yang mempunyai kelancaran relatif dari penyeimbang lintasan perakitan tertentu atau tingkat kelancaran dari keseimbangan lintasan yang dibentuk. Lintasan produksi yang baik memiliki nilai smoothing index yang mendekati angka nol. Dengan kata lain semakin kecil nilai smoothing idex maka semakin baik performasi lintasan semakin baik. Berikut adalah perhitungan Smoothing Index untuk setiap komponen sebelum dan sesudah line balancing :
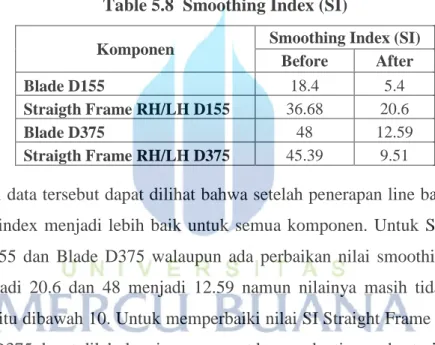
Table 5.8 Smoothing Index (SI)
Komponen Smoothing Index (SI) Before After
Blade D155 18.4 5.4
Straigth Frame RH/LH D155 36.68 20.6
Blade D375 48 12.59
Straigth Frame RH/LH D375 45.39 9.51
Dari data tersebut dapat dilihat bahwa setelah penerapan line balancing maka smoothing index menjadi lebih baik untuk semua komponen. Untuk Straigth Frame RH/LH D155 dan Blade D375 walaupun ada perbaikan nilai smoothing index dari 36.68 menjadi 20.6 dan 48 menjadi 12.59 namun nilainya masih tidak memenuhi standard yaitu dibawah 10. Untuk memperbaiki nilai SI Straight Frame RH/LH D155 dan Blade D375 dapat dilakukan improvement hour reduction pada stasiun kerja yang memiliki waktu operasi tertinggi,atau dengan cara lain yaitu trial an error dengan menggunakan waktu siklus baru agar mendapatkan komposisi waktu operasi yang merata untuk semua stasiun kerja.
5.4 Analisa Cost Saving Berdasarkan Efisiensi Idle Time
Idle time adalah waktu menunggu dari sebuah stasiun kerja yang tidak menghasilkan barang,idle time adalah hasil pengurangan dari waktu siklus atau waktu operasi tertinggi dari stasiun kerja dikurangi waktu operasi stasiun kerja. Line balancing bertujuan untuk mengurangi ataupun menghilangkan idle time,maka dapat
dibilang semakin kecil idle time dalam sebuah lintasan produksi maka semakin baik performasi dan efektifitas dari sebuah lintasan tersebut. Berikut adalah idle time untuk tiap komponen pada lintasan produksi sebelum dan sesudah line balancing :
Table 5.9 Idle Time
Komponen Idle Time Selisih
Before After Blade D155 31.8 7 24.8 Straigth Frame RH/LH D155 54.6 24.8 29.8 Blade D375 89.6 19.45 70.15 Straigth Frame RH/LH D375 70.4 30.11 40.29 246.4 81.36 165.04
Berdasarkan data tersebut dapat dilihat penurunan idle time yang significan dari sebelum dan sesudah penerapan line balancing,sehingga penerapan line balancing terbukti dapat meningkatkan performasi dan efektifitas dari lini produksi group dozer D155 dan D375. Namun untuk Straigth Frame RH/LH D375 masih memiliki idle time yang tinggi yaitu 30.11 jam,hal ini disebabkan oleh tidak seimbangnya waktu operasi antar stasiun kerja,masalah ini dapat diselesaikan dengan
trial an error dengan menggunakan waktu siklus baru agar mendapatkan komposisi
waktu operasi yang merata untuk semua stasiun kerja.
Adapun cost saving untuk pengurangan idle time dengan selisih idle time before dan after adalah 165.04 jam dan Hour Charge untuk proses fabrikasi PT Komatsu Indonesia adalah 11.3 US$,maka cost saving adalah :
Cost Saving Total = Hour Reduction x Hour Charge = 165.04 x 11.3 US$
Adapun cost saving untuk masing-masing komponen adalah sebagai berikut : Table 5.10 Cost Saving Efisiensi Idle Time
Komponen Idle Time Selisih Hour Charge (US$) Cost Saving (US$)/Unit Before After Blade D155 31.8 7 24.8 11.3 280.24 Straigth Frame RH/LH D155 54.6 24.8 29.8 11.3 336.74 Blade D375 89.6 19.45 70.15 11.3 792.695 Straigth Frame RH/LH D375 70.4 30.11 40.29 11.3 455.277 246.4 81.36 165.04 1864.952