MAKALAH PRAKTIKUM KIMIA DASAR
ELEKTROPLATING
Disusun Oleh: TIRMIDZI 112130013
TEKNIK MESIN
Abstraksi
Penulisan makalah ini merupakan suatu upaya untuk menjelaskan tentang proses elektroplating dengan berbagai rumusan masalah yang akan dibahas dan berbagai material dan teknik-teknik coating yang akan juga dibahas didalam makalah ini. Selain itu, akan dijelaskan hubungan antara proses elektroplating dengan jurusan Teknik Mesin. Guna mendukung data dalam penulisan makalah ini, penulis mengumpulkan berbagai sumber referensi yang diperoleh dari berbagai sumber baik media elektronik maupun media cetak.
Hasil yang diperoleh diketahui bahwa elektroplating merupakan suatu proses pengendapan zat (ion-ion logam) pada suatu logam dasar (katoda) melalui proses elektrolisis. Terjadinya proses pengendapan pada katoda disebabkan oleh adanya perpindahan ion-ion bermuatan listrik dari anoda dengan perantara larutan elektrolit, yang terjadi secara terus-menerus pada tengangan konstan hingga akhirnya mengendap dan menempel kuat membentuk lapisan
dipermukaan benda logam. Banyak unsur-unsur yang dapat digunakan sebagai coating material pada proses elektroplating.
Kata Pengantar
Pertama-tama penulis mengucapkan Puji Syukur kepada kehadirat Allah SWT, karena atas hikmat dan hidayah-Nya sehingga penulis dapat menyelesaikan makalah dengan tepat pada waktunya. Terdorong oleh karena rasa ingin tahu dan usaha keras serta diarahkan oleh Asisten Laboratorium, maka penulis
memberanikan untuk menyusun makalah ini.
Makalah yang membahas tentang elektroplating ini merupakan hasil riset penulis dari berbagai sumber yang disusun untuk memenuhi tugas yang dilimpahkan kepada penulis. Makalah ini secara membahas secara umum tentang proses-proses elektroplating dan berbagai teknik-teknik yang dipakai dalam coating atau pelapisan elektroplating pada logam-logam yang akan diberikan lapisan logam tertentu. Penulis mengumpulkan berbagai sumber-sumber yang akan
dikemukakan pada akhir dari penulisan makalah ini.
Penulis masih menyadari adanya kesalahan-kesalahan ataupun kekurangan-kekurangan didalam makalah ini. Oleh karena itu, penulis sangat menerima dan mengharapkan berbagai kritik yang bersifat membangun didalam cara membuat makalah ini ataupun isi-isi dari makalah ini. Penulis berharap, dengan adanya kritik dan saran atau acuan yang diberikan oleh asisten laboratorium Kimia, penulis dapat memperbaiki kekurangan ataupun kesalahan baik dalam cara penulisan, susunan-susunan makalah ataupun isi-isi dari makalah ini.
Akhir kata, semoga makalah ini dapat bermanfaat bagi yang membaca terutama mahasiswa-mahasiswa Teknik Mesin sebagai referensi untuk
mengetahui elektroplating lebih dalam lagi dan hubungan antara elektroplating dengan Teknik Mesin.
Serpong, 27 November 2013
Daftar Isi
Abstraksi... 2
Kata Pengantar... 3
Pendahuluan... 5
BAB I 1.1 Pengertian Elektroplating... 5
1.2 Prinsip Dasar Elektroplating...10
1.3 Proses Elektroplating...11
1.4 Hasil Elektroplating...15
1.5 Pengolahan Limbah...16
BAB II 2.1 Pengertian Teknik Mesin...17
2.2 Hubungan antara elektroplating dengan Teknik Mesin...19
2.3 Pelapisan logam di industry...20
Pendahuluan
BAB I
1.1 Pengertian ElektroplatingElektroplating merupakan suatu proses pengendapan zat (ion-ion logam) pada suatu logam dasar (katoda) melalui proses elektrolisa. Terjadinya proses pengendapan pada katoda disebabkan oleh adanya perpindahan ion-ion bermuatan listrik dari anoda dengan perantara larutan elektrolit, yang terjadi secara terus-menerus pada tegangan konstan hingga akhirnya mengendap dan menempel kuat membentuk lapisan dipermukaan benda logam. Proses elektroplating melindungi logam dasar dengan menggunakan logam-logam tertentu seagai pelapis dan pelindung, misalnya nikel. chrome, tembaga, seng dan lain-lain.
Dalam teknologi pengerjaan logam, proses elektroplating dikategorikan sebagai proses pengerjaan akhir (metal finishing). Secara sederhana, elektroplating dapat diartikan sebagai proses pelapisan logam, dengan menggunakan bantuan listrik dan senyawa kimi tertentu guna memindahkan partikel logam pelapis ke material yang hendak dilapis (coat). Pelapisan logam dapat berupa lapis seng, galvanis, perak, emas, brass, tembaga, nikel dan krom. Penggunaan lapisan-lapisan tersebut harus disesuaikan terlebih dahulu baiknya dengan kebutuhan dan kegunaan masing-masing material.
belakangan ini (tahun 2004), dilakukan oleh Tadashi Doi dan Kazunari Mizumoto, mereka menemukan larutan baru (elektrolisis) yang dinamakan larutan citrate (kekerasan deposit mencapai angka 440 VHN).
Proses elektroplating mengubah sifat fisik, mekanik dan sifat teknologi suatu material. Salah satu contoh perubahan fisik ketika material dilapis dengan nikel adalah bertambahnya daya tahan material tersebut terhadap korosi, serta bertambahnya kapasitas konduktivitasnya. Adapun dalam sifat mekanik, terjadi perubahan kekuatan Tarik maupun tekan dari suatu material sesudah mengalami pelapisan dibandingkan sebelumnya. Karena itu, tujuan pelapisan logam tidak luput dari tiga hal, yaitu untuk meningkatkan sifat teknis ataupun sifat mekanis dari suatu logam, yang kedua melindungi logam dari korosi, dan ketiga memperindah tampilan (dekoratif).
Elektroplating dibuat dengan jalan mengalirkan arus listrik melalui larutan antara logam atau material lain yang konduktif. Dua buah plat logam merupakan anoda dan katoda dihubungkan pada kutub positif dan negatif terminal sumber arus searah (DC). Logam yang terhubung dengan kutub positif disebut anoda dan yang terhubung dengan kutub negatif disebut katoda. Ketika sumber tegangan digunakan pada
elektrolit, maka kutub positif mengeluarkan ion bergerak dalam larutan menuju katoda dan disebut sebagai kation. Kutub negatif juga
Besarnya listrik yang mengalir dinyatakan dengan satuan Coulomb adalah sama dengan arus listrik dikalikan dengan waktu. Dalam pemakaian secara umum atau dalam pemakaian elektroplating, satuannya adalah ampere-jam atau ampere-hour yang besarnya 3600 coulomb, yaitu sama dengan listrik yang mengalir ketika arus listrik sebesar 1 ampere mengalir selama 1 jam.
Larutan Elektrolit
Hukum Faraday
Michael Faraday (lahir 22 September1791 – meninggal 25 Agustus 1867 pada umur 75 tahun) ialah ilmuwan Inggris yang mendapat julukan "Bapak Listrik", karena berkat usahanya listrik menjadi teknologi yang banyak gunanya. Ia mempelajari berbagai bidang ilmu pengetahuan, termasuk elektromagnetisme dan elektrokimia. Dia juga menemukan alat yang nantinya menjadi pembakar Bunsen, yang digunakan hampir di seluruh laboratorium sains sebagai sumber panas yang praktis.
Efek magnetism menuntunnya menemukan ide-ide yang menjadi dasar teori medan magnet. Ia banyak memberi ceramah untuk mempopulerkan ilmu pengetahuan pada masyarakat umum. Pendekatan rasionalnya dalam mengembangkan teori dan menganalisis hasilnya amat mengagumkan, salah satunya adalah hukum-hukum yang ia kemukakan.
Hukum Faraday menyatakan bahwa hubungan antara jumlah listrik yang digunakan dengan massa zat yang dihasilkan baik di katoda maupun anoda pada proses elektrolisis. Bunyi Hukum Faraday I "Massa zat yang terbentuk pada masing-masing elektroda sebanding dengan kuat arus listrik yang mengalir pada elektrolisis tersebut" sementara Bunyi Hukum Faraday II "Massa dari macam-macam zat yang diendapkan pada masing-masing elektroda oleh sejumlah arus listrik yang sama banyaknya akan sebanding dengan berat ekivalen masing-masing zat tersebut"
Menurut Faraday: Jumlah berat (massa) zat yang dihasilkan (diendapkan) pada elektroda sebanding dengan jumlah muatan listrik (coulomb) yang dialirkan melalui larutan elektrolit tersebut. Massa zat yang dibebaskan atau diendapkan oleh arus listrik sebanding dengan bobot ekivalen zat-zat tersebut. Dari dua pernyataan diatas, disederhanakan menjadi persamaan:
M = e.i.t / F
Dimana:
M = massa zat dalam gram
e = berat ekivalen dalam gram = berat atom : valensi i = kuat arus dalam Ampere
t = waktu dalam detik F = Faraday
Faraday menyimpulkan bahwa Satu faraday adalah jumlah listrik yang diperlukan untuk menghasilkan satu ekivalen zat pada elektroda.
1 elektron = 1,6 x 10-19 Coulomb
1 mol elektron = 6,023 x 1023 eletron
1 mol eletron = 6,023 . 1023 x 1,6 . 10-19 = 96.500 Coulomb
m = massa zat yang dihasilkan (gram)
i = kuat arus listrik (amper) t = waktu (detik)
q = muatan listrik (coulomb)
Hukum Faraday II
"Massa dari macam-macam zat yang diendapkan pada masing-masing elektroda oleh sejumlah arus listrik yang sama banyaknya akan sebanding dengan berat ekivalen masing-masing zat tersebut."
m1 : m2 = e1 : e2
Dimana:
m = massa zat (gram)
e = beret ekivalen = Ar/Valensi = Mr/Valensi
1.2 Prinsip Dasar Elektroplating
Kita mengenal istilah anoda, katoda dan larutan elektrolit. Ketiga istilah tersebut digunakan diseluruh literature atau mata kuliah yang berhubungan dengan pelapisan material, khususnya logam.
penghantar arus listrik saja, sedangkan anoda yang larut berfungsi selain penghantar arus listrik, juga sebagai bahan baku pelapis.
Sedangkan katoda adalah kebalikan dari anoda, katoda adaah elektroda dalam sel elektrokimia yang terpolarisasi jika arus listrik mengalir keluar darinya. Katoda berasal dari bahasa yunani yaitu hodos, yang berarti jalan, katoda merupakan elektroda negative atau kutub negative. Dalam elektrolis, katoda merupakan elektroda dengan potensial negatif terhadap anoda. Dalam berbagai system elektrik, misalnya tabung lucutan and piranti elektrik padat, katoda adalah ujung akhir elektron masuk dalam system. Katoda merupakan kutub negatif dari sel elektrolit. Pada baterai biasa, yang menjadi kutub katoda biasanya adalah logam seng, yang juga sering menjadi pembungkus dari kotak baterai tersebut. Sedangkan, pada anoda baterai biasa (baterai karbon-seng) yang menjadi katoda adalah seng, yang juga menjadi pembungkus baterai. Sedangkan, pada baterai alkalin, yang menjadi katoda adalah manganadioksida (MnO2).
Proses elektroplating juga sangat bergantung pada larutan elektrolit yang menjadi pelapis pada logam. Karena elektroplating sangat bergantung pada larutan dan energi listrik sehingga dapat menghasilkan energi panas.
1.3 Proses Elektroplating
1. Butting
emery (amplas) yang berupa kain 120 – 320 kali putaran. Tetapi tidak semua bahan dilakukan dengan proses ini.
2. Preparasi
Yaitu proses inspeksi keseluruhan kondisi barang yang akan di elektroplating atau di coating. Setelah inspeksi dilakukan, barang yang akan diplating ditempatkan pada rig yang disesuaikan dengan bentuk dan dimensi barang tersebut.
3. Degrading
Yaitu proses pembersihan dari kotoran, minyak, cat ataupun lemak-lemajk. Dalam proses pembersihan ini, digunakan larutan NaOH (air sabun) sebagai metalcleaner. Alat yang digunakan dalam proses ini adalah bak yang terbuat dari plat seng yang didalamnya berisi larutan NaOH yang dipanaskan selama 30 – 60 menit, dengan suhu 60 – 70 derajat celcius, dengan konsentrasi larutan 20 gr/liter – 100 gr/liter. Bak yang digunakan 150 x 120 x 70 cm. (sebaiknya larutan ini diganti selang 2 bulan sekali). Setelah proses degrading akan dilakukan pembilasan kembali dengan air.
4. Pickling
Setelah dicuci dengan air bersih dari larutan degrading, pada tahap ini barang akan dicelupkan kedalam larutan pickling yang terbuat dari asam klorida (Hcl) 32%. Yang berfungsi untung menghilangkan koral pada permukaan barang. Proses ini dilakukan selama 3 sampai dengan 5 menit (penggantian larutan ini sebaiknya dilakukan selama sebulan sekali). Setelah itu, dibilas dengan air sebanyak tiga kali disetiap tempat yang berbeda.
Yaitu proses pembukaan pori-pori dengan ,enggunakan larutan asam sulfat (H2SO4 10%) yang digunakan untuk mempercepat proses pelapisan nikel krom. Proses ini dilakukan juga selama 3 sampai dengan 5 menit. Setelah itu dibilas dengan pengaliran air di 3 tempat.
6. Nickelplating
Yaitu proses pelapisan logam dengan menggunakan logam nikel sebagai pelapisnya. Tujuannya adalah untuk melindungi logam dasar dari serangan korosi. Benda yang akan dilapisi dicelupkan dalam larutan elektrolit selama kurang lebih 15 menit pada temperature 55 sampai dengan 65 derajat celcius.
Komposisi dan kondisi kerja: Komposisi larutan:
Nikel Sulfat 280 gr/liter Nikel Klorida 50 gr/liter Boric Acid 40 gr/liter Nickstar 31 20 ml/liter Nickstar 32 1 ml/liter
Kondisi kerja:
Ph 4.2
Rapat arus 4 A/dm2
Temperature 45-46oC
Dalam proses nickelplating ini digunakan mesin yang berkapasitas 6 volt dalam arus 300 ampere.
7. Chromeplating
Yaitu proses finishing pada proses elektroplating nickel. Fungsinya sebagaiusaha untuk meningkatkan ketahanan terhadap korosi, aus dan anti gores, serta untuk meningkatkan aspek dekoratif terhadap benda yang dihasilkan sehingga menjadi mengkilat dan halus permukaannya. Pencelupan dilakukan selama kurang lebih 15 – 60 menit pada temperature 40oC – 55OC dalam larutan chromic acid.
Komposisi Larutan:
1. Chromic acid 80 gr/liter 2. Sulfinic acid 1 gr/liter 3. Asam chloride N6X 20 gr/liter
Kondisi Kerja:
Temperature 40.5oC
Rapat arus 15 A/menit
Dalam hal ini mengalami proses elektrofolesis dengan elektrodanya yaitu barang atau logam yang dicelup itu sendiri.
8. Drying
Yaitu proses pengeringan dari proses chromeplating. Dalam proses ini terdiri dari 2 cara:
A. Dengan media pencelupan air panas 60OC (suhu), hamya
B. Dengan mengancalling (dioven) barang yang sudah dilapisi, proses ini digunakan untuk menghilangkan air bekas chromeplating, dilakukan selama 20 menit dengan suhu 60oC.
1.4 HASIL ELEKTROPLATING
Barang yang dihasilkan pada elektroplating tergantung dari kondisi udara, ketebalan lapisan pelindung dan lokasi akhir konstruksi yang memiliki jangka panjang waktu yang berbeda pada perlindungan terhadap korosif. Ketebalan lapisan hasil elektroplating nickelchrome berkisar antara 10-15 mikron. Jika pada lapisan tersebut mengalami abrasi pada lokasi akhir mencapai 1 mikron pertahun maka dengan ketebalan rata-rata 12 mikron, secara sederhana dapat disimpulkan bahwa untuk jangka waktu sampai dengan waktu 10 tahun, konstruksi yang diberikan lapisan pelindung nickelchrome akan terbebas dari korosi. Dalam proses elektroplating tersebut tidak terbebas dari rejected part/ part NG/ rusak. Barang-barang yang dihasilkan dalam elektroplating dapat mengalami kerusakan seperti : 1. Karat (Korosif) 2. Gelembung (Buble) 3. Dekok (Dented) 4. Gores (Scratch) 5. Kasar (pada permukaannya/ teksture) 6. Susu / ngedap/ tidak mengkilat/ shine off 7. Buram (color) 8. Bintik (black dots) 9. Ulir/ drat rusak 10. Berlubang (teksture) 11. Kuning (color) 12. Mengelupas (peel off) Barang yang reject tersebut agar dapat digunakan/ dilapisi kembali dengan
neckelchrome maka memerlukan proses lebih lanjut yang dinamakan Nickel stripping. Nickelrstreaping merupakan proses daur ulang
kembali kebentuk asal (bentuk mulanya sebelum dilapisi). Tahapan dalam chrome stripping adalah : 1. Part Cleaning Yaitu pembersihan dari debu dan kotoran 2. Chrome Removing Yaitu proses melepaskan lapisan chrome yang sudah melapisi barang tersebut, dalam hal ini digunakan larutan HCL 33%. Setelah itu dibilas dengan air. 3. Nickel Stripping Yaitu proses melepaskan lapisan yang menempel pada barang, bahan yang digunakan untuk nickel stripping yaitu : 1. Hipstrip A 60gr/ltr 2. Hipstrip B 90gr/ltr Dengan kondisi temperatur diatas 80 oC dan waktu proses antara 30-60 menit, setelah proses nickel stripping selesai dilakukan dilanjutkan dengan
pembilasan, dan barang tersebut setelah melalui proses pembilasan dapat dilapisi lagi dengan nickel chrom.
1.5 PENGOLAHAN LIMBAH
BAB II
KEGUNAAN ELEKTROPLATING DIDALAM TEKNIK
MESIN
2.1 Latar Belakang
Penulis ingin membahas keterkaitannya antara teknik mesin dengan elektroplating. Dimana, yang menjadi salah satu modul dari praktikum yang di praktikkan oleh penulis. Salah satu diantaranya adalah, penulis ingin membahas keausan yang terjadi pada suatu peralatan. Keausan sangat mempengaruhi keandalan dan umur dari suatu peralatan, kalau masalah tersebut tidak ditangani secara optimal, seperti peralatan industri, sistem transportasi , sistem pempipaan
pembangkit dan lain-lain. Peralatan yang akan dipantau kebanyakan tertutup oleh struktur pembungkus maka proses degradasi tidak dapat dipantau secara langsung, maka dikembangkanlah suatu sistem baru untuk mendeteksi hal-hal yang sulit tersebut yaitu Aktivasi Lapisan Tipis (ALT).
permukaan). Walaupun perkembangan riset metalurgi yang begitu pesat, namun masih sedikit perhatian terhadap material untuk pemaiakan temperature tinggi, sampai tahun 1970.
Pada saat sekarang, perhatian sangat besar terhadap pelapisan permukaan logam seperti baja paduan, baja nitrat (stainless steel), nikel paduan tinggi (nickel super alloy) dan paduan kobalt (cobalt alloy).
Dengan demikian, semakin banyak jenis material yang dapat digunakan untuk pemakaian temperature tinggi dari sudut ekonomi, teknologi pelapisan permukaan logam biasanya digunakan untuk meningkatkan ketahanan gesekan dan ketahanan korosi dari logam dasarnya.
Untuk memperileh aktivasi lapisan tipis pada suatumaterial, digunakan partikel bermuatan seperti proton, deuteron, alpha yang dihasilkan suatu zat yang berperan sebagai pemercepatpartikel bermuatan seperti siklotron.
Teknik aktivasi lapisan tipis menggunakan siklotron ini dilakukan dengan menembak bahan-bahan yang akan diselidiki dengan berkas partikel bermuatan dengan energy tertentu sehingga lapisan tipis dari permukaan komponen tersebut akan menjadi radioaktif. Keradioaktifan komponen ini tidak akan mengubah sifat mekanik maupun sifat kimia dari bahan itu. Hal ini terjadi karena hanya bagian yang sangat tipis yaitu dalam orde puluhan micrometer yang menjadi radioaktif, sehingga teknik ini dikenal dengan teknik aktivasi lapisan tipis. Tingkat
2.2 Pengertian Teknik Mesin
Teknik mesin adalah ilmu yang mempelajari energi dan sumber energinya. Hal-hal yang dipelajari dalam teknik mesin banyak berurusan dengan penggerak-penggerak awal, seperti turbin uap, motor bakar, mesin-mesin perkakas, pompa dan kompresor, pendingin dan pemanas, dan alat-alat kimia tertentu. Dalam hal penggerak-penggerak awal ini, teknik mesin mengajarkan cara penggunaan yang efisien dan ekonomis. Hal lain yang dipelajari dalam teknik mesin adalah sifat fisis dan
fenomena yang terjadi pada suatu bahan. Hal ini termasuk sifat bahan dalam menyangga tarikan, tekanan, momen, atau puntiran. Sifat bahan penting untuk dopelajari dikarenakan dalam mendesain suatu barang, kita harus menentukan dulu kegunaan dari barang tersebut dan gaya-gaya apa saja yang akan diperlakukan pada barang tersebut. Dalam teknik mesin juga diajarkan untuk mengubah sifat fisis suatu bahan jika didapati tidak ada bahan yang memenuhi persyaratan, yaitu dengan perlakuan panas ataupun penambangan unsur-unsur tertentu di dalam bahan yang tersedia di alam. Banyak orang berpendapat bahwa
Bahkan, jika seseorang mengambil STM dan mengambil spesialis
otomotif, maka orang tersebut sudah memiliki kemampuan yang cukup dalam hal memperbaiki mesin-mesin otomotif. Jadi, teknik mesin
mengajarkan lebih dari itu. akan tetapi ada perbedaan antara kursus-kursus dengan teknik mesin,yaitu dilihat dari asas belajarnya (tentang pembangkitan tenaga dan pemakaiannya), jelaslah bahwa seseorang yang mengambil kuliah di teknik mesin akan lebih banyak
mempergunakan logika dalam memecahkan persoalan. Hal yang dipelajari dalam teknik mesin tidak hanya terpusat pada mesin otomotif, sedangkan mekanik otomotif hanya dapat memperbaiki sesuatu berdasarkan pengalaman yang mereka dapatkan selama pelatihan.
Teknik mesin sangat dibutuhkan dalam era industrialisasi yang sedang terjadi di Indonesia, maka dibutuhkan banyak tenaga kerja yang dapat menangani alat-alat industri yang ada dan dipakai di Indonesia. Untuk memenuhi tuntutan tenaga kerja tersebut, maka dibutuhkan teknik mesin. Dalam memilih suatu penyelesaian perlu dpertimbangkan prinsip-prinsip keandalan, keselamatan, dan ekonomi. Prinsip keandalan adalah pedoman mengenal fungsi alat dan kapasitasnya, yang harus dapat memenuhi persyaratan yang dibutuhkan oleh dunia industri. Prinsip keselamatan mempertimbangkan tingkat keselamatan alat jika terjadi kecelakaan. Prinsip ekonomis berarti biaya pembuatan harus sebanding dengan penggunaannya yang optimal, sehingga cost
effectiveness-nya tinggi. Gelar kesarjaan yang diperoleh setelah lulus dari teknik mesin adalah Sarjana Teknik Mesin. Dulunya, gelar
kesarjanaan yang diperoleh setelah lulus dari teknik mesin adalah insinyur.
Setiap tahun, korosi yang terjadi diberbagai lingkungan menyebabkan kerusakan yang memakan biaya cukup besar. Untuk menanggulangi bahaya korosi, yang berarti juga memperkecil kerugian, perlu dicari cara-cara untuk melindungi logam yang mudah terkorosi.Salah satu cara perlindungan yang patut diketengahkan adalah memberikan suatu lapisan logam tertentu sebagai lapis pelindung.Ada bermacam-macam cara untuk memberikan logam pelapis pada logam yang akan dilindungi. Salah satu diantaranya adalah proses lapis listrik (electroplating).
Lapis listrik menawarkan jasanya untuk memberikan suatu perlindungan dengan menggunakan logam-logam tertentu sebagai lapis pelindung, misalnya : nikel, khrom, seng, timah dan lain-lain.Banyak orang yang tidak terjun langsung dalam industri lapis listrik mengira bahwa lapis listrik hanya untuk menbuat benda-benda tampak lebih menarik. Pada kenyataannya peranan lapis listrik jauh lebih luas lagi. Peranan
utamanya adalah melindungi logam yang dilapisi dari bahaya korosi. Disamping itu peranan penting lainnya ialah dapat menambah daya tahan terhadap gesekan, memperbaiki sifat konduktivitas,
mendapatkan kombinasi sifat-sifat dari permukaan benda yang dilapisi dan logam pelapisnya.
Konsep Dasar
Lapis listrik adalah suatu proses pengendapan/deposisi suatu logam pelindung yang dikehendaki diatas logam lain dengan cara elektrolisa. Biasanya elektrolisa dilakukan dalam suatu bejana yang disebut sel elektrolisa yang berisi cairan elektrolit/rendaman (bath). Pada rendaman ini tercelup paling tidak dua elektroda.Masing-masing
elektroda dihubungkan dengan arus listrik, terbagi menjadi kutub positif (+) dan negatif (-) dikenal sebagai anoda (+) dan katoda (-).
Selama proses lapis listrik berlangsung terjadi reaksi kimia pada daerah elektroda/elektrolit; baik reaksi reduksi maupun oksidasi.Karena pada proses lapis listrik reaksi diharapkan berjalan terus menerus menuju arah tertentu secara tetap, maka hal yang paling penting dalam proses ini adalah mengoperasikan proses ini dengan menggunakan arus
searah.Dari uraian terdahulu dapat dikatakan bahwa ada 4 bagian yang utama (penting) dari suatu sistem lapis listrik. Keempat bagian yang harus ada didalam suatu unit lapis listrik adalah :
d.Sirkuit luar
Rendaman/Larutan Elektrolit
Setiap larutan elektrolit yang dijadakan rendaman tempat proses lapis listrik berlangsung harus mengandung bahan-bahan terlarut yang sekurang-kurangnya memiliki satu dari fungsi berikut ini :
a. Menyediakan sumber logam yang akan diendapkan
b. Membentuk kompleks dengan ion logam yang akan diendapkan c. Konduktif
d. Dapat menstabilkan larutan dari hidrolisa e. Bertindak sebagai buffer
f. Memodifikasi atau mengatur bentuk fisik dari endapan
g. Membantu pelarutan anoda.Adapun rendaman yang digunakan dalam proses lapis listrik dapat bersifat asam maupun basa.
Rendaman Asam Dengan Garam Sederhana
Adanya ion khlorida di dalam rendaman yang bersifat asam mempunyai dua (2) fungsi utama, pertama akan memudahkan terkorosinya anoda atau mencegah pasivasi anoda dan yang kedua akan menaikkan
koefisien difusi dari ion logamnya berarti menaikkan batas rapat arus (limiting current density).
Rendaman yang Mengandung Garam Kompleks
Garam kompleks yang sering digunakan dalam proses lapis listrik adalah Sianida. Karena siano kompleks terdekomposisi oleh asam, maka rendaman harus bersifat alkali (basa).Adanya natrium atau kalium
hidroksida akan memperbaiki konduktivitas dan mencegah liberasi dari asam hidrosianat oleh CO2 yang masuk ke dalam rendaman dari udara. Buffer (penyangga) dan komponen lainnya
Disamping garam logamnya sebagai komponen utama,rendaman juga mengandung komponen lain, misalnya komponen yang berfungsi
sebagai penyangga (mengatur pH);misal untuk rendaman nikel
digunakan asam borat sebagai buffer.85 Sedangkan penambahan asam sulfat pada rendaman tertentu akan menaikkan konduktivitas dan mencegah hidrolisa.
Bahan Imbuh (Addition Agent)
bahan pengkilap (brightener). Anoda
Anoda yang digunakan dalam proses lapis listrik harus dapat
mengalirkan arus listrik dari luar kedalam larutan/rendaman dan juga harus berfungsi sebagai pengisi kekurangan logam didalam larutan karena mengendap pada permukaan katoda.Anoda dapat berbentuk lempengan logam yang masif atau dapat juga berbentuk bola atau potongan-potongan kecil.
Ada dua jenis anoda, yaitu anoda yang terbuat dari logam yang akan diendapkan,dikenal dengan nama anoda terlarut dan satu lagi adalah anoda yang terbuat dari logam lain yang tidak larut dalam rendaman, dikenal dengan nama anoda inert.Ada keuntungan dan kerugiannya masing-masing bila menggunakan jenis anoda tersebut.
Keuntungan bila kita menggunakan anoda terlarut antara lain adalah larutan/rendaman dapat dikatakan memiliki kandungan 87 logam yang konstan, penambahan garam logamnya tidak perlu dilakukan.
Sedangkan ke rugiannya menggunakan anoda terlarut adalah seringkali ada pengotor yang ikut terlarut dan kadangkadang juga ada bahan-bahan yang tidak larut yang akan mengotori rendaman, disamping itu perlu dilakukan kontrol apakah anoda tetap aktif dan tidak membentuk film tipis yang akan menyebabkan anoda menjadi pasif.
Keuntungan menggunakan anoda inert adalah tidak perlu mengganti anoda (karena tidak akan habis) jadi sekali dipasang dapat digunakan selamanya; namun demikian ada juga kerugiannya yaitu, logam didalam rendaman lama kelamaan akan habis mengendap dibawa, sehingga analisa larutan dan penambahan bahan kimia kedalam larutan harus kerapkali dilakukan.
Katoda atau benda kerja dapat memiliki bermacam bentuk dan dapat terbuat dari beraneka logam yang penting katoda harus bersifat
konduktor sehingga proses lapis listrik dapat berlangsung dan logam dapat menempel pada katoda (benda kerja).Bila benda kerja tidak bersifat konduktor, dapat dilakukan pengerjaan awal yang membuat benda kerja siap menjadi katoda dalam proses lapis listrik.
Sirkuit Luar
Sirkuit (rangkaian) listrik di luar sistem lapis listrik biasanya terdiri dari sumber arus dan peralatan lain yang dapat menyearahkan arus bila sumber arus memberikan arus bolak-balik.
Kegunaan Plating
Kegunaan elektroplating ada empat tujuan utama yaitu penampilan, perlindungan, sifat khusus, sifat mekanis. Keempat kegunaan ini kadang sulit dipisahkan satu sama lain, umumnya untuk satu proses
elektroplating memiliki dua atau lebih dari keempat fungsi tersebut. 1. Dekoratif. Banyak logam tidak menarik untuk dilihat, karena memiliki sifat mudah teroksidasi, berminyak, atau berkarat. Contohnya seperti besi, yang merupakan logam paling murah yang tersedia banyak di pasaran Lapisarf tipis krotft akan mempercantik penampilan sekaligus menambah nilai jual dari seng. Krom dapat di-plating dengan proses
'bright plating dan terlihat mengkilat (bila dilakukan dengan benar dapat bertahan hingga bertahun-tahun). 01eh sebab ini maka krom
plating menjadi plating paling banyak digunakan selama ini untuk
tujuan dekoratif. Namun karena krom plating sendiri sangat tipis (untuk membuat lapisan kromium dengan ketebalan tertentu sangat sulit, terutama karena kesulitan dalam pengukuran ketebalan) maka
digunakan kombinasi tembaga-nikel atau nikel saja sebagai undercoat
lama. Logam lain yang digunakan untuk dekoratif plating antara lain emas, perak, tembaga, perunggu, kuningan, dan rhodium.
2. Protektif. Fungsi plating untuk lapisan pelindung seringkali
dihubungkan dengan fungsi plating untuk dekoratif. Kombinasi tembaga nikel- kromium yang digunakan untuk bumper mobil, contohnya,
mempunyai dua fungsi, yaitu melindungi dari karat dan mempercantik penampilan mobil. Khusus untuk fungsi proteksi, seng adalah logam yang paling ekonomis dan efektif yang paling banyak digunakan. Walaupun seng dapat dikilapkan, namun tidak akan bertahan lama, akibatnya seng jarang digunakan untuk fungsi dekoratif. Kadmium lebih mahal dari seng, namun memiliki sifat jauh lebih unggul daripada seng, kadmium lebih tahan korosi terutama bila digunakan pada lingkungan yang lembab atau di laut. Tin (timah) berfungsi untuk melindungi besi terutama pada kaleng makanan. Sebenarnya kombinasi fungsi timah dan besi adalah saling melengkapi, dimana besi menguatkan sifat timah yang mudah penyok, dan timah melindungi besi dari karat, sekaligus melindungi makanan dari besi. Kaleng makanan merupakan penerapan proses elektroplating dalam jumlah besar yang paling banyak digunakan oleh industri.
3. Sifat khusus. Ada beberapa benda yang diperlukan untuk suatu tujuan tetapi logam pembuatnya tidak memiliki sifat yang sesuai dan menunjang fungsinya, sehingga perlu dilakukan plating pada logam dasar tersebut untuk memberinya sifat yang sesuai dengan kebutuhan. Beberapa contohnya antara lain:
- Timah dilapiskan pada kaki komponen elektronik untuk
mempermudah solder melekat padanya. Kaki komponen terbuat dari tembaga, namun tembaga saja tidak cukup cepat dilekati timah
komponen.
- Untuk fungsi reflektor (pada senter, atau lampu otomotif), logam dilapisi dengan logam perak atau rhodium yang memiliki daya refleksi tinggi.
- Untuk fungsi relay dan switch yang bekerja dengan kontak putusan palladium dilapiskan pada kontak untuk memperkuat fisik kontak dan memperkecil tahanan kontak.
4. Sifat mekanik. Kategori ini dapat digolongkan pada pemberian sifat khusus pada logam dasar. Kategori ini dipisah dengan pertimbangan bahwa untuk penggunaan mekanik, sebuah logam perlu dilapisi lebih tebal dibanding dengan tiga kategori sebelumnya, seringkali hingga orde milimeter ( tiga kategori sebelumnya hanya hingga orde mikrometer ). Umumnya sifat flsik yang diinginkan dalam kategori ini adalah kekuatan dan ketahanan. Terkadang plating digunakan untuk merekonstruksi ulang
bentuk dari logam yang telah rusak baik akibat penggunaan maupun salah produksi. Kromium dengan ketebalan jauh di atas ketebalan untuk fungsi dekoratif, digunakan untuk melapisi laras senapan, membentuk gilingan yang digunakan dalam mesin pembuat kertas, silinder mesin diesel, dan banyak benda-benda lain yang membutuhkan kekerasan bahan. Klaker untuk roda pintu besi harmonika, roda kendaraan, atau mencairkan tip-ex semuanya terendam dalam cairan, yang mana mudah terjadi korosi, sehingga dilapisi dengan kromium untuk meningkatkan daya tahan korosi.
Larutan yang digunakan dalam elektroplating
Setiap larutan plating yang digunakan mengandung beberapa bahan yang mempunyai fungsi sebagai berikut:
1. Menyediakan logam yang dilapiskan
2. Membentuk kompleks dengan logam pelapis 3. Bersifat konduktif
5. Mampu menjadi buffer (menstabilkan pH) 6. Memodifikasi bentuk fisik lapisan
7. Membantu melarutkan anoda
8. Memodifikasi sifat-sifat lain dari larutan (tergantung pada larutannya)
Pemanfaatan Au3+ dalam electroplating perhiasan yang berlapis emas
Elektroplating emas biasanya lebih umum dikenal dengan istilah “penyepuhan”. “Sepuh” artinya tua sehingga barang-barang yang dilapisi emas seolah-olah mirip dengan emas murni meskipun
sebenarnya benda tersebut hanya dilapisi beberapa mikron dengan emas. Penyepuhan banyak diterapkan pada barang-barang kerajinan maupun perhiasan. Tidak semua logam boleh disadurkan dengan sebarang logam lain. Beberapa syarat diperlukan adalah :
· Logam yang hendak disadur dijadikan katod.
· Loram penyadur dijadikan anoda.Garam logam penyadur dijadikan elektrolit.
· Logam yang disadur lebih reaktif dari logam penyadur dalam siri elektrokimianya.
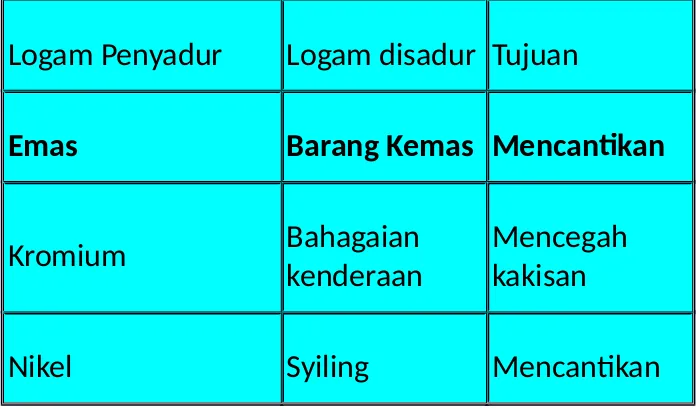
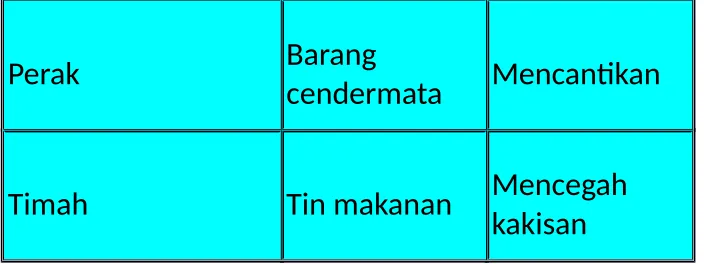
Tabel 2 : Logam penyadur, logam disadur, dan tujuan
Logam Penyadur Logam disadur Tujuan
Emas Barang Kemas Mencantikan
Kromium Bahagaian kenderaan Mencegah kakisan
Perak Barang cendermata Mencantikan
Timah Tin makanan Mencegah kakisan
Gambar 4 : proses penyaduran
Pembuatan perhiasan yang berlapis emas menggunakan cara
elektrolisis untuk pelapisannya. Perhiasan yang akan dilapisi (disepuh) diletakkan pada katode dan logam emas yang untuk menyepuh
diletakkan di anode, sedangkan elektrolitnya merupakan larutan yang mengandung ion Au3+. Larutan Au3+ harus dibuat dengan konsentrasi
yang sekecil-kecilnya dan menggunakan arus yang sekecil-kecilnya agar proses penempelannya sempurna. Bila penempelannya terlalu cepat proses kristalisasinya tidak sempurna dan akibatnya menjadi hitam (tidak mengkilat). Agar konsentrasi Au3+ yang ada dalam larutan
sekecil-kecilnya maka garam Au3+ ditambah apotas (K
2CO3.KCN) yang akan
membentuk ion kompleks [ Au(CN)6]3-. Proses penyepuhan memerlukan
BAB III
KESIMPULAN
Berdasarkan hasil penelitian, pengujian dan analisa yang telah dilakukan, maka dapat diambil kesimpulan sebagai berikut:
1. Waktu sangat berpengaruh pada peningkatan ketebalan
lapisan. Semakin lama waktu yang dipaia saat pelapisan maka ketebalan lapisan semakin bertambah.
2. Elektroplating sangat penting untuk melindungi logam dengan cara dilapiskan (coating).
3. Elektroplating dibutuhkan bagi industry karena salah satu komponen industry.
Daftar Pustaka
1. http://eprints.uns.ac.id/8919/1/204971611201112091.pdf
2. http://www.slideshare.net/guest0e0564f/elektroplating
3.