PENGARUH LINGKUNGAN PANTAI TERHADAP LAJU KOROSI, KEKUATAN TARIK DAN IMPAK BAJA S45C DENGAN PERLAKUAN PANAS QUENCHING TEMPERING 600 C SKRIPSI
Teks penuh
Gambar

Dokumen terkait
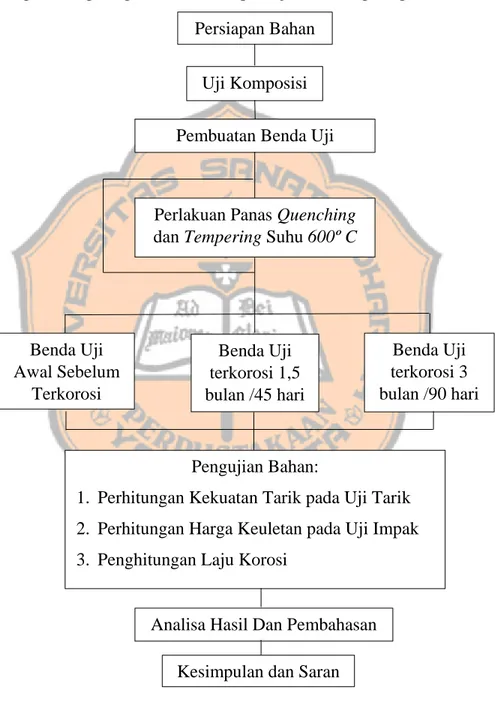
Dalam penelitian ini, bahan yang digunakan adalah baja karbon sedang.Berdasarkan uji komposisi kadar karbonnya 0,65%C.Proses korosi dilakukan dengan cara benda uji
Bedasarkan Gambar 3 memperlihatkan Nilai Kekuatan Impak baja S45C yang mengalami perlakuan panas seperti Hardening media Quenching Air, Minyak sayur dan Oli,
Pada pengujian laju korosi, kekuatan impak, dan kekerasan bahan nilai yang terendah adalah benda uji yang terkorosi 6 bulan, jika waktunya lebih lama maka hasil yang diperoleh
Tujuan penelitian ini adalah untuk mengetahui efek lingkungan pantai 2, 4 dan 6 bulan dengan jarak 1 km dari pantai terhadap laju korosi, kekuatan impak, kekerasan, foto mikro,
kekerasan tertinggi adalah spesimen yang mengalami quenching , yaitu dengan nilai 551 kg/mm 2. Nilai yang terbaca cukup jauh perbedaannya dan itu menunjukkan
Pengaruh proses quenching dan tempering yang dilakukan pada baja ASSAB 709 M terhadap struktur mikro nya setelah di quenching dan tempering akibat pemanasan
Uji kekerasan penelitian ini dilakukan pengujian sebanyak lima titik yang diaplikasikan pada spesimen Raw material dan spesimen yang mengalami perlakuan panas. Lima
Penelitian ini bertujuan untuk mengetahui pengaruh perlakuan panas hardening dan tempering terhadap perubahan sifat mekanik baja karbon sedang AISI 1045, khususnya
