PADA MESIN BUBUT
Ketua Mulyadi 2013440191 Anggota Mochammad Andrianto 2013440175 Bondan Saputra 2013440138 Jarno Septian 2013440170 Alif Yoga Herlambang 2013440155 Irfan Adi Putra 2013440168 Ahmad Ramdan 2013440154
TUGAS PROSES PRODUKSI I TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH JAKARTA
Terimakasih kepada tuhan yang maha esa yang telah membantu penyusun untuk menyelesaikan makalah ini dengan penuh kemudahan. Karena tanpa pertolongan tuhan yang maha esa penyusun tidak akan sanggup menyelesaikan makalah ini dengan baik.
Makalah ini sengaja di buat penyusun untuk menambah pengetahuan pembaca mengenai proses pembuatan center kepala lepas, bahan-bahan yang diperlukan , alat dan mesin pendukung dalam proses pembuatan serta kendala dan hambatan yang di temui pada saat proses pembuatan center kepala lepas. Penyusun mengambil isi pokok pembahasan dalam makalah ini dari berbagai sumber. Tetapi yang pada dasarnya mempunyai tujuan yang sama yaitu menambah pengetahuan pembaca mengenai pembuatan komponen mesin bubut yaitu center kepala lepas.
Penyusun juga mengucapkan terimakasih kepada dosen yang telah memberikan tugas kepada penyusun karena dengan tugas tersebut penyusun jadi lebih mengetahui mengenai proses produksi dari bahan serbuk logam dari komponen mesin manufaktur.
Semoga makalah ini dapat memberikan manfaat dan menambah wawasan kepada pembaca, meskipun makalah ini ada kelebihannya dan kekurangannya penyusun mohon kritik dan saranya agar penyusun bisa memperbaikiya.
Jakarta, Juni 2014
Halaman
HALAMAN JUDUL...
i
KATA PENGANTAR ...
ii
DAFTAR ISI ...
iii
DAFTAR GAMBAR ...
v
DAFTAR TABEL ...
vi
BAB I PENDAHULUAN
A. Latar Belakang Masalah ...
1
B. Identifikasi Masalah ...
1
C. Batasan Masalah ...
1
D. Rumusan Masalah ...
2
E. Tujuan Penulisan ...
2
F. Manfaat Penulisan Makalah ...
2
BAB II PENDEKATAN PEMECAHAN MASALAH
A. Identifikasi Gambar Kerja ...
4
B. Identifikasi Bahan dan Ukuran ...
5
C. Identifikasi Alat dan Mesin ...
7
D. Identifikasi Perlengkapan K3/ Alat Keselamatan Kerja ...
14
E. Gambaran Produk Komponen Mesin yang dibuat ...
16
BAB III PROSES PEMBUATAN DAN LANGKAH KERJA
A. Langkah Kerja dan Prosedur Pembuatan ...
17
A. Kesimpulan ...
23
B. Saran ...
23
DAFTAR PUSTAKA ...
25
Gmabar 1. Center Kepala lepas Mesin Bubut ...
4
Gambar 2. Gergaji Besi Listrik ...
7
Gambar 3. Pahat HSS ...
8
Gambar 4. Pahat Alur ...
8
Gambar 5. Pahat Ulir ...
8
Gambar 6. Pahat Kartel ...
9
Gambar 7. Bor Senter ...
9
Gambar 8. Mata Bor ...
9
Gambar 9. Pahat Internal ...
10
Gambar 10. Pahat Alur Internal ...
10
Gambar 11. Pahat Ulir Dalam ...
10
Gambar 12. Dial Indicator ...
11
Gambar 13. Veriper Caliper ...
11
Gambar 14. Micrometer ...
11
Gambar 15. Kunci Ring 10 ...
12
Gambar 16. Kunci Segi Enam / Kuci L dan alat ukur...
12
Gambar 17. Kunci soc T 12 ...
12
Gambar 18. Mesin Bubut dan Komponenya ...
14
Gambar 19. Wearpack ...
15
Gambar 20. Safety Shoes ...
15
Gambar 21. Kaca Mata ...
15
vi
Halaman
Tabel 1. Daftar Bahan untuk Center Kepala Lepas ...
5
BAB I
PENDAHULUAN
A.
Latar Belakang Masalah
Center / pusat kepala lepas ( tail stock ) merupakan salah satu komponen mesin bubut. Dimana mesin bubut adalah mesin yang dibuat dari logam , gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah berputar. Pusat/ center kepala lepas dalam mesin bubut berfungsi untuk menahan benda kerja pada saat pembubutan panjang sehingga benda yang di hasilkan bagus atau presisi. Fungsi center kepala lepas dalam sebuah mesin bubut sangatlah vital, oleh karena itu penulis mencoba ingin menjelaskan proses pembuatan center kepala lepas mesin bubut. Disamping itu juga makalah ini dibuat untuk menyelesaikan tugas mata kuliah proses produksi I tentang rancangan manufaktur komponen alat permesinan dari bahan serbuk logam.
B.
Identifikasi Masalah
Berdasarkan latar belakang diatas dapat diperoleh identifikasi beberapa masalah yaitu
a. Bagaimana perancangan center kepala lepas ?
b. Bagaimanakah proses pembuatan senter kepala lepas mesin bubut ?
c. Apa saja peralatan yang dibutuhkan dalam pembuatan senter kepala lepas mesin bubut?
d. Apa saja kendala dan hambatan yang dihadapi pada saat pembuatan senter kepala lepas mesin bubut ?
e. Bagaimanakah hasil uji kerja center kepala lepas setelah dipasang pada mesin bubut ?
C.
Batasan Masalah
Dengan memperhatikan beberapa masalah diatas dan berdasarkan pengamatan terhadap alat yang dibuat, maka makalah ini dibatasi pada proses pembuatan center kepela lepas pada mesin bubut.
D.
Rumusan Masalah
Permasalahan yang dihadapi penulis berkaitan dengan pembuatan center kepela lepas antara lain :
1. Bahan apa saja yang dibutuhkan dalam pembuatan center kepala lepas mesin bubut?
2. Bagaimana proses dan urutan pembuatan center kepala lepas mesin bubut? 3. Berapa waktu yang dibuutuhkan dalam pembuatan center kepala lepas mesin
bubut?
4. Bagaiamana uji coba fungsional center kepala lepas dan kinerja mesin bubut secara umum?
E.
Tujuan Penulisan
Sesuai dengan rumusan masalah yang dihadapi maka tujuan penulisan makalah ini antara lain :
1) Dapat mengetahui bahan apa saja yang digunakan dalam pembuatan center kepala lepas mesin bubut.
2) Mengetahui proses dan urutan pembuatan center kepala lepas mesin bubut. 3) Mengetahui waktu yang diperluakan dalam pembuatan center kepala lepas
mesin bubut.
4) Mengetahui kinerja center kepala lepas pada mesin bubut secara umum.
F.
Manfaat Penulisan Makalah
Adapun manfaat yang dapat diperoleh dalam penulisan makalah ini adalah sebagai berikut :
1) Bagi Mahasiswa
a. Sebagai sarana untuk menerapkan ilmu yang didapat saat kuliah khususnya mata kuliah proses produksi.
b. Sebagai wahana pengelolaan teamwork dan media pengukur kompetensi mahasiswa dalam mengembangkan konsep dan cara berpikir inovatif.
c. Mampu memahami dan mempresentasikan prinsip pemakaian material teknik pada teknologi manufaktur dengan bahan baku dari serbuk logam
d. Melatih daya kreativitas , inovasi, dan keahlian mahasiswa.
e. Melatih kerja sama antar mahasiswa dan kedisiplinan secara kelompok.
2) Bagi Perguruan Tinggi
a. Dapat memberikan pengaruh positif terhada perkembangan ilmu pengetahuan dan teknologi khususnya Fakultas Teknik Mesin-UMJ. b. Sebagai bahan kajian kuliah di Jurusan Pendidikan Teknik Mesin UMJ
dalam mata kuliah bidang Proses Produksi.
c. Sebagai wujud salah satu Tri Darma Perguruan Tinggi tentang pengabdian kepada masayarakat.
3) Bagi Masyarakat
Menambah perbendaharaan inovasi komponen alat mesin yang ada didunia industry sehingga mendukung kemajuan dibidang industry.
BAB II
PENDEKATAN PEMECAHAN MASALAH
A. Identifikasi Gambar Kerja
Identifikasi gambar kerja merupakan langakah untuk mengetahui gambar kerja sebagai acuan dari perancang yang ditujukan untuk membuat komponen-komponen berdasarkan gambar kerja. Hal ini dimaksudkan agar pelaksanaan pekerjaan selanjutnya yaitu proses pembuatan atau pembentukan tidak terjadi kesalahan bentuk jumlah potongan serta ukuran yang ditentukan.
Sebelum proses pembuatan center kepala lepas mesin bubut perlu dilakukan identifikasi gambar kerja terlebih dahulu. Hal ini penting karena dengan mengidentifikasi gambar kerja akan diketahui dimensi dan ukuran benda kerja sehingga kita dapat menentukan langkah-langkah berikutnya. Berikut ini adalah identifkasi gambar kerja dari komponen mesin bubut yaitu center kepala lepas.
B.
Identifikasi Bahan dan Ukuran
Identifikasi bahan merupakan hal yang sangat penting dalam perencanaan pembuatan suatu komponen mesin.Tujuannya adalah agar komponen tersebut dapat menunjang kinerja dari seluruh rangkaian mesin sehingga memiliki tingkat kinerja yang optimal.
Dalam pembuatan center kepala lepas pada mesin bubut menggunakan bahan dari besi dan bearing dari besi. Berikut table spesifikasi bahan yang diperlukan dalam proses pembuatan center kepala lepas mesin bubut.
Tabel 1. Daftar bahan untuk center kepala lepas
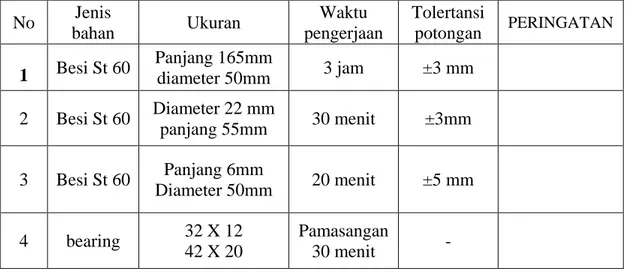
No Jenis bahan Ukuran Waktu pengerjaan Tolertansi potongan PERINGATAN 1 Besi St 60 Panjang 165mm diameter 50mm 3 jam ±3 mm 2 Besi St 60 Diameter 22 mm panjang 55mm 30 menit ±3mm 3 Besi St 60 Panjang 6mm Diameter 50mm 20 menit ±5 mm 4 bearing 32 X 12 42 X 20 Pamasangan 30 menit -
Bahan center kepala lepas yang digunakan adalah besi dan bearing.
a. Besi merupakan logam yang paling banyak terdapat dialam. Besi juga diketahui sebagai unsur yang paling banyak membentuk bumi, yaitu kira-kira 4,7 - 5 % pada kerak bumi. Besi adalah logam yang dihasilkan dari bijih besi dan jarang dijumpai dalam keadaan bebas, kebanyakan besi terdapat dalam batuan dan tanah sebagai oksida besi, seperti oksida besi magnetit ( Fe3O4) mengandung besi 65 %, hematite ( Fe2O3 mengandung 60 – 75 % besi, limonet ( Fe2O3 . H2O ) mengandung besi 20 % dan siderit (Fe2CO3). Dalam kehidupan, besi merupakan logam paling biasa digunakan dari pada logam-logam yang lain. Hal ini disebabkan karena harga yang murah dan kekuatannya yang baik serta penggunaannya yang luas.
Dalam perindustrian, besi dihasilkan dari biji besi, kebanyakannya hematit (sedikit Fe2O3) dan magnetit (Fe3O4), melalui penurunan oleh karbon
dalam relau hembus (blast furnace) pada suhu sekitar 2000 °C.Dalam relau hembus, bijih besi, karbon dalam bentuk kok, dan fluks seperti batu kapur diisikan di bahagian atas relau, sementara semburan udara panas dipaksa untuk masuk ke dalam relau di bahagian bawah. Dalam relau, kok bertindak balas dengan oksigen dalam hembusan udara untuk menghasilkan karbon monoksida:
2 C + O2 → 2 CO
Karbon monoksida mengurangkan bijih besi (dalam persamaan kimia di bawah, hematit) kepada besi lebur, menjadi karbon dioksida di dalam proses tersebut:
3 CO + Fe2O3 → 2 Fe + 3 CO2 Fluks ditambah untuk meleburkan bendasing dalam bijih, terutamanya silikon dioksida pasir dan lain-lain silikat. Fluks biasa termasuklah batu kapur (terutamanya kalsium karbonat) dan dolomit (magnesium karbonat). Fluks yang lain boleh digunakan bergantung kepada jenis bendasing yang perlu diasingkan daripada bijih. Di bawah kepanasan relau, batu kapur mengurai menjadi kalsium oksida (kapur tohor):
CaCO3 → CaO + CO2
Kalsium oksida bergabung dengan silikon dioksida untuk menghasilkan sanga.
CaO + SiO2 → CaSiO3
Sanga melebur oleh kerana haba di dalam relau, berbanding dengan silikon dioksida yang tidak akan melebur di bawah haba yang sama. Pada dasar relau, sanga yang melebur terapung atas leburan besi yang lebih tumpat, dan hanyut ke tepi relau yang mungkin akan dibuka untuk mengalirkan sanga keluar daripada leburan besi. Besi ini, apabila didinginkan, akan berubah menjadi besi mentah, sementara sanga dapat digunakan sebagai bahan untuk pembuatan jalan raya atau untuk menyuburkan tanah yang kurang mineral
untuk pertanian.
Anggaran sebanyak 1,100 Juta bijih besi dihasilkan di seluruh dunia dalam tahun 2012, dengan nilai pasaran lebih kurang 25 bilion dolar Amerika. Pengeluaran bijih berlangsung di 48 negara, dengan lima pengeluar terbesar merupakan China, Brazil, Australia, Rusia dan India, menghasilkan 70% daripada pengeluaran bijih besi dunia. 1100 Juta bijih besi digunakan untuk menghasilkan lebih kurang 572 Juta besi mentah.
b. Bearing (bantalan) adalah elemen mesin yang menumpu poros yang mempunyai beban, sehingga putaran atau gerakan bolak-baliknya dapat berlangsung secara halus, aman dan mempunyai umur yang panjang. Bearing harus cukup kokoh untuk memungkinkan poros serta elemen mesin lainya bekerja dengan baik. Jika bearing tidak berfungsi dengan baik maka prestasi seluruh system tidak dapat bekerja secara mestinya. Saat ini, pengunaan bearing sebagai komponen anti gesek telah digunakan secara luas dengan variasi ukuran, variasi beban, serta veariasi putaran . Contohnya untuk penggunaan center kepala lepas yang digunakan adalah ukuran dimensi 12, 20, 32, dan 40.
C.
Identifikasi Alat dan Mesin
Proses pembuatan center kepala lepas pada mesin bubut memerlukan alat dan mesin bantu yang sesuai. Berikut adalah alat-alat dan mesin yang digunakan dalam pembuatan center kepala lepas antara lain:
I. Peralatan yang digunakan
Peralatan yang digunakan dalam proses pengerjaan suatu benda kerja sangat diperlukan agar disaat pengerjaan dapat berjalan secara maksimal. Berikut peralatan yang dgunakan untuk membuat center kepala lepas mesin bubut.
a) Gergaji besi Listrik
Gergaji besi listrik adalah perkakas yang berupa besi tipis bergigi tajam yang digunakan untuk memotong atau pembelah besi atau benda lainnya yang dihubungkan dengan aliran listrik.
Gambar 2. Gergaji Besi Listrik b) Pahat HSS/ Karbaid
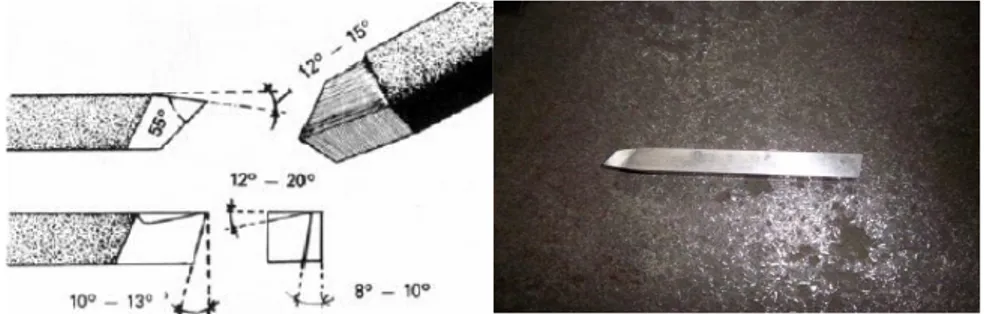
Pahat HSS merupakan alat potong yang digunakan untuk mengurangi ukuran benda kerja yang diinginkan atau sebagai penyayatan benda kerja dan pada umumnya dipasang pada tools post.
Gambar 3. Pahat HSS c) Pahat alur
Pahat alur adalah salah satu alat potong yang sangat penting dalam pekerjaan mesin bubut.secara umum pahat alurmenyayat benda kerja secara vertikal terhadap sumbu sepindel,dan arah pemakanannya hanya maju.prinsipnya,pahat tidak boleh menyayat ke samping seperti pahat sisi,karena penampang yang begitu tipis sehingga mudah patah.
Di samping itu,dalam penggunaan pahat alur,kecepatan putaran mesin dan kecepatan pemakanan harus lebih rendah dari membubut biasa dan kedalaman penyayatan juga harus lebih rendah atau tipis dari menggunakan pahat sisi serta mmemberi cairan pendingin selama proses pemotongan.(untuk membuat coakan) HSS (High Speed Steel) merupakan baja paduan tinggi dengan unsur paduan utama karbon (C), tungsten (W), vanadium (V), molybdenum (Mo), kromium (Cr) ataupun kobalt (Co).
Gambar 4. Pahat Alur
d) Pahat Ulir
Pahat Ulir berfungsi untuk membuat draft pada benda kerja.
e) Pahat Kartel
Pahat kartel berfungsi untuk membuat profilan dasar ( untuk pemegangan agar supaya tidak licin )
Gambar 6. Pahat kartel f) Center Bor
Center bor digunakan untuk proses pengeboran benda kerja dengan maksud membuat lubang kecil sebagai awalan untuk memudahkan proses pengeboran selanjutnya.
Gambar 7. Bor Senter g) Mata bor Ø 14mm, Ø 23mm, Ø 41mm
Mata Bor Ø12, 18, 32 mm digunakan untuk membuat lubang atau pengeboran pada benda kerja. Dalam pengerjaan pembuatan lubang menggunakan insert CNMG untuk pemakaian banyak. Pada finishing lubang gunakan insert tipe CNMT-NL 25 (speed rpm tinggi keuntugan hasil lebih bagus dan halus).
Gambar 8. Mata bor h) Pahat Internal/ rata dalam
Pahat Internal di gunakan untuk membuat / mengcutting diameter dalam pada benda kerja.
Gambar 9. Pahat Internal i) Pahat Alur Internal
Pahat alur dalam adalah pahat yang digunakan untuk membuat alur pada benda kerja bagian dalam . Macam – macam pahat alur digunakan sesuai dengan kebutuhan membuat celah alur atau ukuran clip.
Gambar 10. Pahat alur Internal j) Pahat Ulir Dalam
Pahat ulir dalam adalah pahat yang digunakan untuk mengulir benda kerja bagian dalam. Pahat ulir dalam memiliki sudut puncak tergantung dri jenis ulir yang akan i a S a untuk memebuat ulir jenis
whitwort.Sedangkan untuk pembubutan ulir jenis metric dibuat sudut 60
Gambar 11. Pahat Ulir Dalam k) Special Tools
Spesial Tool adalah alat yang berfungsi untuk penahan benda yg dickam tidak cacat pada saat proses pembubutan yang sebaliknnya.
l) Dial Indicator
Dial Indicator adalah alat ukur yang digunakan untuk memeriksa penyimpangan yang sangat kecil dari bidang datar, bidang sileder atau permukaan bulat dan kesejajaran.
Gambar 12. Dial Indicator m) Oil and Coolent
Oli berfungsi untuk pendingin pada saat mengkartel benda kerja. Collent berfungsi untuk pendingin pahat dan benda kerja pada saat proses
pembubutan. n) Plat / ganjal pahat
Pada proses , pemasangan benda tool post, pemasangan pahat pada tools post menggunakan alat tools past. Setelah memasang pahat pada toolspost, kemudian dilakukan pengaturan posisi pahat sesuai dengan center pahat sampai posisi pahat sejajar jika pahat tidak sejajar maka pahat harus diganjal dengan plat tipis setelah benar sejajar kemudian toolspost dikencangkan menggunakan kunci toolpost.
o) Alat ukur yang digunakan
Vernier caliper alat ukur yang digunakan untuk mengukur diameter luar diameter dalam dan kedalaman suatu benda
Gambar 13. Vernier Caliper
Micrometer adalah alat ukur yang digunakan untuk mengukur diameter luar yang membutuhkan ketelitian seperserubu atau toleransi ISO
p) Kunci ring 10
Kunci ring 10 berfungsi mengencangkan dan melepas baut dan mur yang tidak terlalu kuat momen pengencanganya atau kepala baut mur yang telah dilonggarkan dengan kunci ring.
Gambar 15. Kunci ring 10 q) Kunci Segi Enam / Kunci L
Kunci segi enam digunakan untuk memasang pahat pada toolpost.Kunci L yang digunakan adalah kunci L ukuran 8, 10 dan 12.
Gambar 16. Kunci Segi Enam / Kunci L r) Kunci sok T 10,12
Berfungsi untuk mengencangkan baut untuk menahan pahat sayat agar supaya posisi pahat tidak bergeser.
Gambar 17. Kunci sok T 10, 12
II. Mesin Yang digunakan
Dalam suatu pengerjaan suatu benda tentu menggunakan adanya mesin. Berikut mesin yang digunakan dalam proses pembuatan center kepala lepas pada mesin bubut.
a) Mesin Bubut
Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin berbentuk silindris yang dikerjakan dengan menggunakan Mesin Bubut. Prinsip dasarnya dapat didefinisikan sebagai proses pemesinan permukaaan luar benda silindris atau bubut rata : 1) dengan benda kerja yang berputar, 2) dengan satu pahat bermata potong tunggal ( with a single cutting tool ) , dan 3) dengan gerakan pahat sejajar terhadap sumbu benda kerja pada jarak tertentu sehingga akan membuang permukaan luar benda kerja .
Proses bubut permukaan ( surface turning ) adalah proses bubut yang identik dengan proses bubut rata, tetapi arah gerakan pemakanan tegak lurus terhadap sumbu benda kerja. Proses bubut tirus ( taper turning ) sebenarnya identic dengan proses bubut rata diatas, hanya jalanya pahat membentuk sudut tertentu terhadap sumbu benda kerja. Demikian juga proses bubut kontur, dilakukan dengan cara manvariasi kedalaman potong, sehingga menghasilkan bentuk yang diinginkan.
Walaupun proses bubut secara khusus menggunakan pahat bermata potong tunggal, tetapi proses bubut bermata potong jamak tetap termasuk proses bubut juga, karena pada dasarnya setiap pahat bekerja sendiri-sendiri. Selain itu proses pengaturan (setting) pahatnya tetap dilakukan satu persatu.
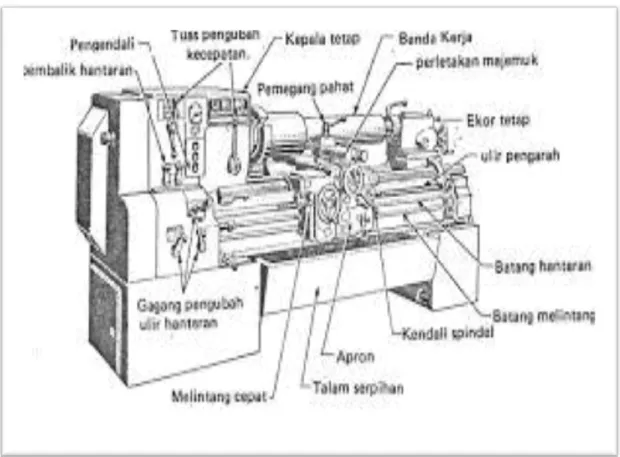
Mesin bubut digunakan untuk merubah ukuran dan bentuk benda kerja dengan penyayatan benda kerja yang berputar dengan menggunaka pahat.Benda kerja yang berputar tersebut dipasang pada cekam mesin bubut, kemudian pahat melakukan penyayatan memanjang, melintang, atau kombinasi dari keduanya.Pada proses pembubutan dikelompokan menjadi dua yaitu pengerjaan bagian luar benda kerja ( outside turning ) dan pengerjaan bagian dalam benda kerja ( inside turning ). Berikut gambar sebuah mesin bubut.
Gambar 18.Mesin bubut dan komponenya.
Macam-macam mesin bubut yang ada dipasaran meliputi a) Mesin Bubut ringan, b) Mesin Bubut sedang, c) Mesin Bubut standar, d) Mesin bubut beralas panjang , e) Mesin buubut turret horizontal otomatis, f) Mesin bubut turret vertikal dan g) Mesin bubut stasiun jamak vertical majemuk.
Dalam pengerjaanya dipilih menggunakan mesin bubut konvensional daripada mesin bubut CNC, karena penggunaan mesin bubut CNC harus membuat program terlebih dahulu sehingga membutuhkan waktu yang lebih lama dalam pengerjaan yang hanya membutuhkan benda kerja sedikit. Program ini juga berisiko tinggi jika terjadi kesalahan pada pembuatan programnya.
D.
Identifikasi Perlengkapan K3/Alat Keselamatan Kerja
Perlengkapan K3 yang dimaksudkan adalah kelengkapan yang wajib digunakan saat bejerja sesuai dengan bahaya dan resiko kerja. Hal ini bertujuan untuk melindungi tenaga kerja atas hak keselamatannya, alat-alat kerja yang digunakan dapat digunakan secara aman dan efisien sehingga proses produksi dapat berjalan lancar dan tepat waktu. Adapun alat-alat kelengkapan K3 yang diperluakan dalam proses pembuatan center as kelapa lepas mesinn bubut adalah sebagai berikut
1. Werpack/ pakaian kerja.
Baju Werpack/ pakaian kerja adalah pakaian terusan yang dirancang untuk melindungi pekerja dari atas sampai bawah dari kotoran dan percikan api. Werpack safety yang digunakan dalam proses pembuatan ini adalan werpack jenis biasa yang lebih mengutamakan segi kepraktisan.
Gambar 19. Wearpack 2. Safety Shoes/ sepatu pelindung.
Seperti sepatu biasa, tapi dari bahan kulit dilapisi metal dengan sol dari karet tebal dan kuat.Safety shoes ini berfungsi untuk mencegah kecelakaan fatal yang menimpa kaki karena tertimpa benda tajam atau berat, benda panas, cairan kimia, dsb.
Gambar 20. Safety shoes 3. Kaca Mata Teknik
Kaca mata berguna untuk melindungi mata kita pada saat kita bekerja misalnya memotong besi, mengebor ataupun mengelas.
Gambar 21. Kaca mata
4. Kain atau sarung tangan.
Sarung tangan disini berguna untuk melindungi tangan kita pada saat bekerja di tempat atau situasi yang dapat mengakibatkan cedera tangan.
Gambar 22. Sarung tangan 5. Topi
Topi kerja berfungsi untuk melindungi kepala dari api, uap-uap korosif, debu, kondisi iklim yang buruk, serta dapat menjaga kebersihan kepala dan rambut dan mencegah lilitan rambut dari mesin.
E.
Gambaran Produk Komponen Mesin yang dibuat
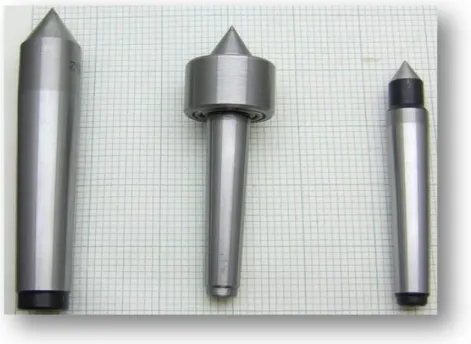
Gambaran center kepala lepas pada Tail stock Mesin BubutCenter kepala lepas merupakan peralatan mesin bubut yang digunakan untuk menopang benda kerja ang sedang dibubut, baik pada saat dibubut rata maupun dibubut tirus. Center bubut terbuat dari baja yang di keraskan dan di gunakan untuk mendukung benda kerja yangakan di bubut. Pada bagian kepalanya, Center ini berbentuk runcing dengan sudutketirusannya 60 derajat.Sementara pada sisi yang lainnya, berbentuk tirus.
Center kepala lepas berfungsi sebagai alat bantu dalam proses pembubutan khususnya dalam proses membubut poros, sehingga pada saat berputar benda kerja yang akan di bubut balance dan tidak goyang atau seimbang.
BAB III
PROSES PEMBUATAN DAN LANGKAH KERJA
A.
Langkah kerja dan Prosedur Pembuatan
Sebelum dilakukan proses pembuatan center kepala lepas mesin bubut terlebih dahulu dilakukan perencanaan yang berupa perancangan gambar dari center kepalas lepas yang akan di buat, kemudian dilanjutkan pemilihan bahan untuk pembuatan komponen tersebut, dilanjutkan penyediaan alat –alat dan mesin yang dipakai dalam proses pembuatan center kepala lepas serta penyediaan alat dan perlengkapan keselamatan kerja. Setelah itu proses pembuatan center kepala lepas mesin bubut dilakukan.
Berikut langkah-langkah dalam pembuatan center kepalas lepas mesin bubut antara lain :
1. Pertama pemotongan bahan dengan gergaji besi dengan panjang 167untuk toleransi pembubutan 3mm diameter benda 50mm dan potong besi diameter 25mm panjang 53mm potong dengan lebar 10mm diameter 50mm.
2. Atur putaran mesin
3. Pasang benda tersebut pada cekam mesin bubut benda kerja yg keluar dari cekam 65 mm kencangkan dengan kunci cekam lalu pasang dial indikator buat menentukan kecenteran benda tersebut .
4. Pasang plat dan masukan pahat paha rumah pahat kencangkan dengan kunci L 8.
5. Pasang rumah pahat yang sudah dipasangin pahat di seding haed. 6. Bubut rata muka.
7. Di bor senter .
8. Di bor bertahap dari diameter bor 12,22 kedalaman 40 mm 9. Sayat buat dudukan bearing sampai diameter dalam 28.
10. Pasang pahat rata dalam dan dalam hingga diameter 42 panjang 25 mm 11. Pahat alur dalam hingga diammeter 45mm kedalaman 5mm.
12. Buat alur dari ujung benda kerja 5mm buat alur buat pembebas ulir 3mm.
13. Pasang pahat ulir dalam atur pits ulir pada tabel yang tersedia pits 1,25 buat ulir dan.
14. Sayatkan pada benda untuk mencari garis 0 pada ukuran kemudian tarik eretan kebelakang masukan otomatis pada eretannya sayatkan pertama 1mm kemudian bertahab sayat 0,5 mm dan terahir sayat 0,1 buat finising ulir.
15. Ukur semua buat finising sebelum dilepas pahat dalamnya dan pastikan ok.
16. Lepas otomatis ulir dan pasang pahat kartel buat rata luar atur kecepatan 300-350 rpm sayatkan pahat buat mencari titik 0 pada ukuran mesin bubut.
17. Sayat kan bagian dimeter luar hingga diameter 38,5 buat kartel agar ,standart pengembangan kartel 0,50.
18. Atur rpm 30 buat memulai mengalur,
19. Pasang pahat alur luar untuk membuat diameter buat pembebas kartel dari ujung benda kerja 10mm diberi sepes buat kartel jarak 15mm alur lagi dengan lebar pengaluran 20mm dan beri sepes buat kartel 15 mm 20. Ukur diameter luar di tiga bagian yang di alur tadi.
21. Pasang pahat kartel atur rpm rendah pada mesin 20rpm kemudian atur posisi kartel pada sepes pertama kemudian tekan bertahap dan langkah selanjutnya lakukan sama dengan yang awal tadi.
22. Setelah selesai ukur keseluruhan bagian pada benda yang dikerjakan tadi termasuk diameter luar dan dalam pada proses pengerjaan tadi.
23. Pengerjaan membutuhkan waktu 1.30menit
24. Langkah selanjutnya balik benda kerja dan cekam bagian yang sudah dikerjakan tadi tetapi di kasih lembaran plat seng buat melindungi yang sudah dikerjakan tadi, kemudian cekam dengan kuat.
25. Pasang dial indikator dan seting ketegak lurusan dengan memukul benda dengan palu plastik sampai lurus .
26. Langkah selajutnya di bor center buat kedudukan benda biar tidak goyang saat disayat .
27. Kemudian atur rpm 300-400,
29. Kemudian pasang pahat HSS buat rata muka hinga panjang total benda 164mm
30. Kemudian pasang pahat karbaid buat menyayat benda.
31. Sentuhkan pahat tersebut buat titik 0, kemudian sayat benda hingga diameter 26mm dan panjang 18 mm .
32. Kemudian pahat yang hss dilepas ganti dengan pahat alur buat mengalur 3mm .
33. Kemudian posisikan pahat di pahat karbaid
34. Kemudian miringkan sliding head posisi 1,2derajat.
35. Sayat dengan menggunakan sliding head yang atas, putar pelan-pelan hingga diameter terkecil 26mm panjang 70mm.
36. Membutuhkan waktu 1.30 menit
37. Setelah selesai ukur semua tadi yang sudah dikerjakan ,setelah selesai copot benda kerja dan ukur keseluruhan.
38. Kemudian pembuatan ujung senter pasang besi pada cekam dan pasang dial indikator buat menyenterkan yang keluar dari cekam kurang lebih 30mm pastikan lurus kemudian lepas.
39. Atu putaran mesin 400rpm pasang pahat rata / karbaid. 40. Bubut rata muka .
41. Kemudian buat diameter luar 12mm panjang 15mm dengan toleransi ISO -0,0021
42. Kemudian buat diameter yang besar dengan diameter 20 dengan toleransi -0,0021 setelah jadi ukur benda kerja jika ok balik benda kerja buat mengerjakan ujung benda tersebut.
43. Balik benda kerja dan lindungi dengan lembaran zeng lalu cekam yang kuat, kemudian pasang deal indikator dan seting buat kelurusan benda sampai lurus kemudian,
44. sayat rata muka untik membuat panjang 55 mm.
45. Kemudian bubut untuk diameter 20mm untuk toleransi -0,0021
46. Kemudian miringkan siliding head 30 derajat atur putaran mesin 200rpm untuk membuat ujung senter penyayatan 5mm 3mm dan bertahap biar finising halus dapat toleransi N7
47. Setelah selesai ukur semua, pastikan ok. 48. Membutuhkan waktu 30 menit.
49. atur rpm 200 pasang pahat dalam . 50. Pahat rata dan di bor center. 51. Dan pasang bor 18.
52. Kemudian buat dop dan pasang dop tersebut dengan di rata muka hingga panjang 7mm kemudian di bor diameter 18 kemudian sayat dengan pahat dalam hingga diameter 20,02.
53. Membutuhkan waktu 20 menit 54. kemudian copot dan rangkai.
55. Pasagkan bering pada pembuatan ujung senter tersebut bertahap dan masukan dengan perlahan.
56. Merangkai membutuhkan waktu 30 menit 57. Keseluhan waktu pengerjaan 4jam 20 menit
B.
Uji Kinerja Komponen
Setelah komponen kepala lepas mesin bubut dibuat, selanjutnya kita akan melakukan pengujian terhadap komponen yang kita buat. Adapun kita melakukan uji coba center kepala lepas pada mesin bubut selama 1 jam pertama dan uji coba selama 1 hari pertama. Berikut hasil uji coba komponen center kepala lepas setelah di pasang pada mesin bubut :
I. Pada uji coba jam pertama
Pada saat uji coba center kepala lepas lancar dan memuaskan tidak ada kendala satu pun, dan dari hasil uji coba tersebut kita moncoba memasarkan produk sekolah tersebut ke sekolah-sekolah se sragen dan surakarta dan ternyata banyak sekolah sekolahan yang berminat untuk membeli produk tersebut dikarenakan produk yang kita buat tidak kalah bagus dengan produk buatan jepang, cina/korea.
II. Pada uji coba 1 hari pertama
Pada saat itu kami mengalami satu kejadian yakni ada pada saat diuji coba yang internal ada satu center kepala lepas yang ternyata tidak center setelah di uji buat menopang benda bubut ternyata benta tersebut teper/tirus, setelah kita bongkar ternyata ada satu bering yang rolernya
hilang satu setelah itu kita ganti roler tersebut akan tetapi di coba lagi buat menopang benda kerja selama 5menit pertama lancar dan tidak ada kendala satupun dan ternyata di lima menit kedua benda tersebut mengalami keteran lagi,dan center kepala lepas tersebut di copot dan di bongakar lagi setelah dibongak sepernya semua dalam keadaan baik akan tetapi mengapa center tersebut tidak bekerja dengan benar, saya mencoba melakikan uji pengukuran ulang dan ditemuakan ada pada diameter yang belakang mengalami blong ukuran yakni 0,2mm dan mengakibatkan pembubutan tidak sempurna dan setelah itu lubang bering di buat toleransi ISO juga agar tidak terjadi hal hal yang seperti itu lagi .
Saat uji di uji ketahanan besi tersebut terkikis/tergores karena ujung senter tersebut mengalami pengikisan karena pada saat pembuatan tidak dilekukan pengerasan terlebih dahulu maka ujung center kepala lepas tersebut terkikis,dan kami mengambil kesimpulan ujung center setelah dikerjaakan semua di oven untuk dikeraskan telebih dahulu.
C.
Kendala dan Hambatan
Sebagai komponen yang dibuat dengan pengalaman yang sedikit , dalam merancang komponen mesin manufaktur dan proses pengerjaanya hanya mengandalkan mesin-mesin konvensional , sehingga komponen ini memiliki keterbatasan-keterbatasan baik dari segi teknis pembuatan maupun pengoperasianya.
Hal-hal yang menjadi kendala dan hambatan dari pembuatan komponen center kepala lepas mesin bubut antara lain :
1) Pada waktu pembuatan ulir dalam membutuhkan tingkat kosentrasi yang tinggi takutnya nabrak paada benda yg bertingkat.
2) Pada saat penyetingn deal indikator seringnnya memakan waktu yang sangat panjang.
3) Pada saat pengitungan sudut pada saat pengerjaan agak susah karena kalkulatornya gantian
4) Mesin yang saya gunakan kurang presisi sehinga membutuhkan filing yang kuat jika salah sudah pasti blong benda tersebut.
5) Pada saat perangkaian sangat susah mengepaskan dan meluruskan bearing pada lubang benda tersebut.
6) Waktu pengerjaan yang sangat sedikit.
7) Mata bor banyak yang tumpul, berulang kali mengasah pahat hss yang sudah tumpul.
BAB IV
PENUTUP
A.
Kesimpulan
Dari hasil pembahasan di atas , menghasilkan kesimpulan dari proses pembuatan center kepala lepas diantaranya
1. Bahan yang digunakan dalam pembuatan center kepala lepas adalah Besi ST 37 dengan ukuran Ø 50 X 165 mm, Ø 55 x 22 mm, Ø 50 x 6 mm serta bearing dengan ukuran 32 x 12 , 42 x 20 . Kemudian benda dibentuk sesuai dengan gambar kerja yang telah di desain dengan menggunakan mesin bubut.
2. Proses pembuatan center kepala lepas terdiri dari :
Pertama pasang benda kerja dan melai pembubutan dengan membuat bagian rumah atau kepala center dengan membubut dalam dan luar itu membutuhkan waktu 1 jam 30 menit, kemudian membalik benda kerja dan kerjakan bagian slivt atau bagian ekor, lakukan pembubutan dengan teliti dan filing yang tepat, itu membutuhkan watu 1 jam 30 menit, kemudian membuat ujung senter kepala lepas kerjakan dengan sangat teliti karena menggunakan toleransi ISO karena berpasangan dengan bearing membutuhkan waktu 30 menit, selajutnya membuat dop untuk tutup ujung senter tersebut membutuhkan waktu 20 menit ,setelah selesai rangkai bagian bagian yang dikerjakan tersebut membutuhkan waktu 30 menit perangkaian.
3. Waktu yang dibutuhkan untuk membuat center kepala lepas adalah 260 menit atau 4 jam 20 menit.
4. Pengujian fungsional center kepala lepas dilakukan pada 1 jam pertama dan 1 hari pertama. Pada 1 jam pertama berjalan lancar dan memuaskan tidak menemui kendala satupun. Pada uji coba satu hari pertama ditemukan hambatan pada saat pengujian , yaitu center kepala lepas tidak center yang dikarenakan ada satu bearing yang rollernya hilang sebelah tetapi setelah di perbaiki pada lima menit pertama diuji coba ulang lancar tapi setelah itu pada lima menit kemudian mengalami keretan lagi dan setelah di pembongkaran ternyata ditemukan blong(tidak sesuai toleransi ukuran) pada diameter dalam sebesar 0.2 mm yang mengakibatkan mesin bubut tidak bekerja sempurna.
B.
Saran
Saran dari laporan proses pembuatan center kepala lepas sebagai berikut : 1. Buat para pembaca awal harus memperhatikan kebersihan alat ukur dan benda
yang akan diukur agar memaksimalkan pengukuran.
2. Agar dapat membuat center kepala lepas dengan sempurna dari awal lebih baik dari awal diperhatikan dengan benar cara mengukur.
3. Jika melakukan proses pembubutan benda panjang diharapkan tidak banyak membolak balik benda kerja maksimal 2kali pembalikan benda kerja itu akan menghemat waktu pembubutan.
4. Jika mau membubut dengan toleransi ISO harus di beri finising 0,1 maka akan membuat toleransi jauh lebih maksimal.