STEMAN 2014 ISBN: 978-979-17047-5-5
PROSIDING
Seminar Nasional Teknologi Manufaktur 2014
(STEMAN 2014)
Tema:
Teknologi Manufaktur Sebagai Pendorong Produk
Industri Nasional
Bandung, 19-20 Agustus 2014 RINEKAMAYA
Politeknik Manufaktur Negeri Bandung JL.Kanayakan No. 21 Oago
Bandung - 40135
Penyelenggara:
~"
'~,(~:,
po/man
'
,
-
~fYif1ExCfiJ£<rePOLITEKNIK MANUFAKTUR NEGERI BANDUNG
Jln. Kanayakan 21, Dago-Bandung 40135Homepeqe http://www.polman-bandung.ac.id
Telepon : (022) 250 0241, Fax: (022) 2502649 E-mail: [email protected]
STEMAN 2014 ISBN: 978-979-17047-5-5
Seminar Nasional Teknologi Manufaktur 2014 (STEMAN 2014)
Tema:
Teknologi Manufaktur Sebagai Pendorong Produk Industri Nasional Bandung, 19-20 Agustus 2014,
Politeknik Manufaktur Negeri Bandung RINEKAMAYA Editor: Siti Aminah, S.T., M.T. Nuryanti, S.T., M.Sc. Dewi Idamayanti, S.Sc., M.T. Desain Sampul:
Pramudiya Tri Hartadi
Hak Cipta (C)pada Penulis.
Hak Publikasi pad a Politeknik Manufaktur Negeri Bandung (pOLMAN Bandung). Artikel pada prosiding ini dapat digunakan dan disebarkan secara bebas untuk tujuan bukan komersial, dengan syarat tidak menghapus atau mengubah atribut penulis.
Dilarang memperbanyak sebagian atau seluruh isi buku ini dalam bentuk apapun tanpa izin tertulis dari Penerbit dan Penulis.
Pemegang Hak Publikasi prosiding ini tidak bertanggung jawab atas tulisan dan opini yang dinyatakan oleh penulis dalam prosiding ini.
STEMAN 2014 ISBN 978-979-17047-5-5
KAT A PENGANT AR
Prosiding ini berisi makalah-makalah yang dipresentasikan pada STEMAN2014, yaitu
seminar dalam rangka memperingati Dies Natalis ke-37 Politeknik Manufaktur
Negeri Bandung (pOLMAN Bandung) dalam bidang Rekayasa dan Teknologi
Manufaktur di Indonesia. STEMAN2014 memilih tema Teknologi Manufaktur Sebagai
Produk Industri Nasional.
Tujuan utama dari seminar ini adalah:
1. Meningkatkan kontribusi akademisi dan profesional dalam pengembangan
rekayasa dan teknologi manufaktur.
2. Sebagai media diskusi dan pertukaran informasi dalam kegiatan penelitian
dan pengembangan di bidang rekayasa dan teknologi manufaktur.
3. Membangun komunikasi dan jaringan antara perguruan tinggi, industri,
lembaga penelitian dan pihak lainnya yang terkait.
Topik-topik yang dibahas di dalam seminar dan prosiding ini meliputi:
1. Rekayasa dan Teknologi Manufaktur untuk Pertanian, Pertambangan,
Otomotif, Elektronika, Lingkungan, Mitigasi Bencana, Energi Alternatif dan
Terbarukan, Industri Kecil, dll.
2. Perancangan dan Pengembangan Produk Manufaktur 3. Teknologi Material
&
Metalurgi4. Proses dan Teknologi Manufaktur
5. Mesin dan Peralatan Industri Manufaktur 6. Sistem Manufaktur
7. Sistem Kendali dan Mekatronika Industri Manufaktur
8. Sosio-Manufaktur
9. Topik-topik lainnya yang terkait dengan rekayasa dan teknologi manufaktur
Seminar ini merupakan sarana diskusi ilmiah, komunikasi dan pertukaran informasi
bagi para akademisi, peneliti, praktisi industri, pemerintah dan stakeholder lainnya
dalam pengembangan rekayasa dan teknologi manufaktur. Panitia STEMAN 2014
menerima Extended Abstract sebanyak 75 hasil penelitian dari mahasiswa dan
dosen Politeknik Manufaktur Negeri Bandung, Universitas Gajah Mada, Universitas
Jenderal Achmad Yani, Institut Teknologi Adhi Tama Surabaya, Universitas Syiah
Kuala Aceh, Universitas Trunojoyo Madura, Politeknik Merlimau dan Kolej Komuniti
Jasin, Malaysia, dan UPT. Balai Pengolahan Mineral Lampung-L1PI. Setelah melalui
seleksi dan evaluasi oleh tim reviewer dan dewan editor, panitia memutuskan
sebanyak 70 makalah dapat diterima untuk dipresentasikan dalam STEMAN2014.
Hasil dari seminar nasional ini diharapkan dapat memberikan kontribusi pemikiran
untuk mendukung terbentuknya industri manufaktur nasional yang unggul dan
STEMAN 2014
SUSUNAN PANITIA STEMAN 2014
Komite Program :
Ketua Direktur POLMAN Anggota Para Wadir POLMAN
Tim Pengarah :
Prof. Dr. Ir. Isa Setiasyah Toha, M.Sc. (Direktur POLMANBandung)
Prof. Dr. Ir. Yatna Yuwana M. (Dekan FTMD - ITB)
Prof. Dr. Ir. Tresna Priyana Soemardi, SE.,M.S.(Universitas Indonesia)
Dr. Zainal Arief, S.T., M.T. (Direktur PENSSurabaya)
Tim Penelaah :
Prof. Dr. Ir. Isa Setiasyah Toha, M.Sc. (pOLMAN Bandung/ITB)
Prof. Dr. Ir. Yatna Yuwana M. (FTMD ITB) Engr.Dr.Md Saidin Wahab (UTHM-Malaysia)
Ir. Dadet Pramadihanto, M.Eng., Ph.D. (PENS- Surabaya) Dr. Ismet P. Ilyas, BSMET,M.Eng.Sc. (pOLMAN Bandung)
Dr. Carolus Bintoro, MT. (Politeknik Negeri Bandung) Dr. Ing.Yuliadi Erdani, M.Sc. (pOLMAN Bandung)
Dr. Beny Bandanadjaya, ST., MT. (pOLMAN Bandung) Dr. Noval Lilansa, MT. (pOLMAN Bandung)
Dr.Amang Sudarsono (PENS- Surabaya)
Dr.Ali Ridho (pENS- Surabaya)
Dr. Dipl. Ing.Ahmad Taqwa, MT. (POLSRI-Palembang)
Pelaksana: Ketua Anggota
Emma Dwi Ariyani, S.Psi., M.Si.
Adies Rahman Hakim, ST.,MT. Agus Surjana Saefudin, ST., MT.
Dewi Idamayanti, ST.,MT.
Nuryanti, S.T, M.Sc.
Reza Yadi Hidayat, ST., MT.
RoniKusnowo, ST.,Mr. Supriyadi Sadikin, S.IP., M.Si.
Siti Aminah, ST., MT.
Wiwik Purwadi, ST., MT.
Yoyok Setiyo Pamuji, ST. Kiki Sri Nur Endah, ST.
Ratih Suhartini, S.Pd.
Yati Yulia, S.AP
Elis Siti Munawaroh, S.AP Idan Sukmara
Pramudiya Tri Hartadi Engkos Koswara
Alamat Sekretariat :
Politeknik Manufaktur Negeri Bandung Sdri. Ratih Suhartini
Jl. Kanayakan No.21 Dago Bandung - 40135 Tel. 022 - 2500241 ; Fax. 022-250 2649 Email: steman@polman·bandung.ac.id Homepage: steman.polman-bandung. ac.id
11
STEMAN 2014 ISBN 978-979-17047-5-5
DAFTAR ISI
Kata Pengantar Susunan Panitia ii Daftar Isi. . .. . . .... .. . . ... .. ... ... . . .. . . iv Keynote Speaker Universitas IndonesiaProf. Dr. Ir. Tresna Priyana Soemardi, SE.,M.S.
Dirjen Kerjasama Industri Internasional Kementerian Perindustrian Ir. Agus Tjahajana, SE., M.Sc.
Chief Operation Officer PT Astra Otoparts-Winteq Direktur - PT Federal Izumi Mfg.
Reiza Treistanto
Abstrak Makalah Peserta
BIDANG KAJIAN : REKAYASA DAN TEKNOLOGI MANUFAKTUR UNTUK PERTANIAN, PERTAMBANGAN, OTOMOTIF, ELEKTRONIKA, DLL
Aplikasi Metode Perancangan Pahl-Beitz pad a Perancangan Lini Produksi
1man Apriana . . ....... ...... .. .... ... . .. . . .... . . . . 2
Design for Sustainability (DFS) and Design for Environment (DfE) Practices in
Automotive industry
SKH Muhammad Bin SKH Abd Rahim. 8
Pembuatan dan Pengujian Model Pahat Insert dari Baja 34CrNiMo6 Melalui Proses Pack Carburizing
Umen Rumendi ,..... 15
Pengaruh Temperatur dan Dwell Time Degassing terhadap Porositas Gas pada
Aluminium JIS AC4C dengan Metode Gravity Casting
Balqis Mentari Efendi. 21
The Optimization Of Power Conversion From Wind Energy
Norhana Binti Safee. 27
Modifikasi Vessel Nissan CWB45-ALDN45 untuk Peningkatan Kapasitas Angkut Unit Truck
Herman Budi Harja. 32
STEMAN 2014 ISBN 978-979-17047-5-5
Kajian Pengaruh Jenis Pasir, Temperatur Tuang, dan Jumlah Deoksidasi Alumunium
terhadap Porositas Gas dalam Proses Gravity Sand Casting pada Nozzle Cup Material 13
Ade Rachman. 38
Pengembangan Sistem Pengendaii Suhu pada Heater Reaktor Auger untuk Proses
Pirolisis Cepat Cangkang Sawit
Izarul Machdar " ..... .. . ... ..... ..... 48
Perencanaan strategis persediaan peralatan kebencanaan berdasarkan siklus kebencanaan
Muhammad Dirhamsyah..... 54
Perancangan Ulang Tool Holder Untuk Alur Dovetail Pada Ragum Polman 125 Menggunakan Metode DFMA
Somantri '.................. 57
Perbaikan Rancang-Bangun Kopling-Dog Pengendali Roda Traktor-Tangan Polman
Bandung
Haris Sayoko, Isa Setiasyah Toha r:':: 63
Perancangan Coren-Baja Menggunakan Bantuan Perangkat Lunak Simulasi Coran Solidcast 8.2.5 Studi Kasus pada Produk Link Track
Beny Bandanadjaja . ... . .. .. . . .. 71
BIDANG KAJIAN : PERANCANGAN DAN PENGEMBANGAN PRODUK MANUFAKTUR
Implementasi Surfaces 3D Scanner Menggunakan Metode Triangulation dan Tesselation untuk Reverse Engineering Obyek Sederhana
Bolo Dwiartomo. 78
Analisis Simulasi Reinforced Thermoplastic Pipe Dengan Metoda Elemen Hingga Melalui
Pendekatan Pipa Multilayer Menggunakan Perangkat Lunak Rekayasa
Asep Indra Komara. . .. .. ... ... ....... .. .. ..... . . ........... .. . ...... .. 86
Optimasi Bentuk Pisau Penghancur Limbah Tempurung Kelapa Berbentuk Piringan
Bertakik untuk Mendapatkan Berat Optimum
Aji Gumilar . ..... .. .. .. 92
Perancangan dan Pembuatan Prototipe Mesin Pengolah Air Bersih Sistem Mobile untuk
Keadaan Darurat Air
Yuliar Yasin Erlangga................................................. .. 98
STEMAN 2014 ISBN 978-979-17047-5-5
PE
R
ANCA
NG
AN
ULANG
TOOL HOLDER
UNTUK AL
U
R
DOVETAIL
PADA RAGUM POLMAN 125
MENGGUN
AKA
N
METODE D
F
M
A
Somantri', Bustami Ibrahim'
1Mahasiswa POLMAN Bandung, HP :085310004927, email: [email protected]
2Dosen POLMAN Bandung. HP :085624664376. email :[email protected]
Abstrak
Cutter dovetail (ekor burung) adalah salah satujenis milling cutter untuk mengerjakan alur berbentuk dovetail.
Cutter ini digunakan di Politeknik Manufaktur Negeri Bandung untuk pengerjaan alur dovetail pada bagian rahang gerak dan rahang tetap pada Ragum Polman 125. Pembuatan alur dovetail saat ini menggunakan cutter
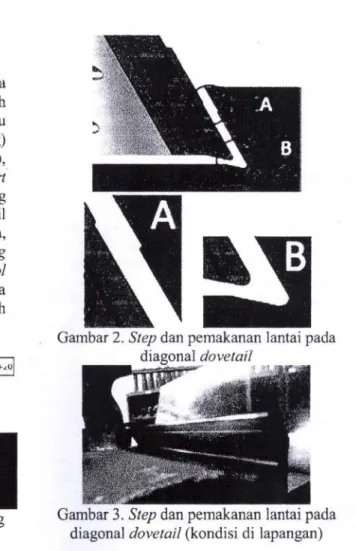
dengan insert tip carbide. Pada pemakanan menggunakan cutter carbide ini terjadi step karena tip carbide dipasangkan ber-step pada tool holder dengan tujuan dapat memenuhi pemakanan panjang diagonal dovetail.
Sehingga digunakanlah cutter HSS untuk finishing. Selain itu terjadi pemakanan ke bawah akibat bobot fool holder yang terlalu berat yang mengakibatkan termakannya lantai pada rahang gerak dan rahang tetap. Oleh karena itu maka pada penelitian ini dipilihlah cutter dengan tip carbide yang memenuhi pemakanan panjang diagonal cutter dan dirancanglah tool holder yang sesuai dengan tip carbide yang dipilih dan memiliki bobot
yang lebih ringan. Tahap perancangan ulang dilaksanakan sesuai dengan metoda DFMA (Design For
Mmwjm:b.J.rf1 awlASfP.ftIhly)dimana dengaa mr,J:oo},l ini dim.J.p;J): nilai persenrase perbandingan jumlah komponen,
waktu perakitan dan ongkos permesinan antara tool holder saat ini dengan tool holder hasil rancangan. Hasil rancangan iniadalah detail design berupa gambar kerja tool holder dengan tipcarbide beserta data analisis yang membuktikan bahwa rancangan aman untuk dibuat dan digunakan sesuai fungsi dan tujuannya.
1. Pendahuluan
1.1 Latar Belakang
Dalarn jangka waktu satu tahun terakhir, pada produksi Ragwn Polmaa 125 terdapat masalah pada salah satu proses pemesinan yaitu pembuatan bentukan dovetail (ekor burung) pada bagian rahang gerak dan rahang tetap, terdspat mssslah psda tool holder insert'
carbide, yaitu dan posisi tip carbide yang
dipasang ber-step yang mengakibatkan hasil pemakanan pada panjang diagonal ber-step pula,
sehingga perle dilakukannya proses finishing
menggunakan cutter HSS dan bobot dari tool
holder itu sendiri yang terlalu berat sehingga
rnengakibatkan terjadi gaya tekan ke bawah padasaatper.nakanan.
Garnbar 2.Step dan pemakanan lantai pada diagonal dovetail
•• - ?I;. )
Gambar 1. Pernodelan pemakanan dovetail yang saat ini terjadi
Garnbar 3.Step dan pemakanan lantai pada
diagonal dovetail (kondisi di lapangan)
STEM!\N 2014
2. Tinjauan Pustaka 2.1 Ragum Polrnan 125
Ragum adalah suatu alat yang digunakan untuk
menjepit suatu benda kerja pada waktu
pekerjaan mekanik. seperti mengikir, memahat,
menggergaj i dll. Pada umumnya raglllll dibuat
dari Besi Tuang atau Baja Tempa. Salah satu
produk andalan Polman Bandung yaitu Ragum
Polman Tipe 125. Ragum Polman Tipe 125 ini
tennasuk jenis ragum meja. Pada rahang gerak
dan rahang tetap diatas terdapat alur yang
berbentuk ekor burung tdovetall) yang berfungsi
sebagai alur lintasan gerakan rahang gerak
terhadap rahang tetap. Gambar 4 menunj ukkan
posisi alur dovetai I pada konstruksi Ragum 125 :
Gambar 4. Alur Dovetail pada Ragum 125
2.2DFMA
Dalam proses perancangan dan manufaktur
suatu produk, harus diperancangan sedemikian
rupa sehingga perancangan benar-benar
sernpurna dan biaya biaya produksi dapat
direduksi sekecil mungkin. DFA adalah salah
satu sistern perencanaan assembling yang akan
menganal isis perancangan kornponen maupun
produk secara keseluruhan, yang dimulai dari
awal proses perancangan sehingga kesulitan -kesulitan perakitan dapat diatasi sebelum
kornponen diproduksi. Sistern ini bertujuan
untuk rnernpermudah proses perakitan sehingga
waktu dan biaya perakitan (assembling cost)
dapat diturunkan. Dapat dikatakan bahwa DF A
adalah proses pengembangan perancangan
produk untuk mempermudah dan mempermurah
biaya perakitan. tetapi tetap fokus pada fungsi
clan keselamatan. Proses assembling merupakan
proses yang memakan waktu yang cukup besar
dalam proses manufaktur (53°1,) dari total waktu
produksi, 22% ongkos buruh clan 12% dari biaya
manufaktur). Semen tara Design For
Manufacture (DFM) adalah perancangan proses
manufaktur suatu produk sehingga waktu dan
biaya manufaktur bisa direduksi sekecil
ISBN 9?g-979-17047-5-5
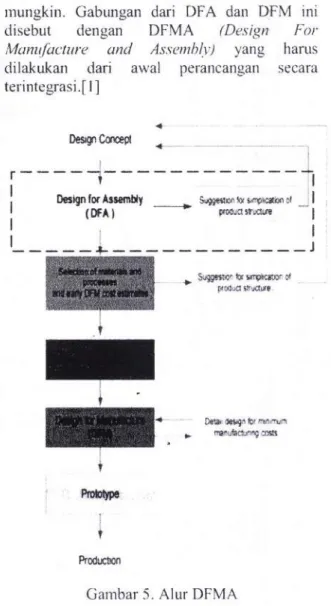
mungkin. Gabungan dari DF A clan DFM ini
disebut dengan DFMA (Design For
Manufacture and Assemblv) yang harus
dilakukan dari awal perancangan secara
terintegrasi.[ I]
DesIgn C«<:epl
r----
~
---{
I ,I
1 Designfor Assembly __ ~(jn \)(~catioo cI-..!I I
( Of A I plOO\lO1t'.dlIe I I I I I
_
___
_
~---J
~--.--._- .--,,---,,_. -. __.•. S\J99€SI<Q<'.b ~I:m of p<oooo ,n'J<IU'e. Do1a+l~" lor InMnlm _vfaduMQ~ !t
Garnbar 5. Alur DFMA 3. MetodologiMetode penelitian yang gunakan yaitu :
I. Observasi lapangan yaitu observasi seputar
permasalahan yang ada pada pada pembuatan
bentukan dovetail Ragum Polman 125.
2. Kajian Literatur (diktat kuliah. katalog.
jurnal) yaitu mencari sumber-sumber
informasi dan dasar teori yang berkaitan
dengan permasalahan yang ada.
3. Diskusi bersarna pernbimbing, operator clan rekan mahasiswa.
4. Hasil dan Pembahasan
4.1 Perancangan Ulang menggunakan
Metode DFMA
4.I. 1 Konsep Rancangan
Pada tahapan mengkonsep rancangan lTll
ditampilkan existing tool holder yang digunakan
STEMAN 2014
Gamhar 6.Existing Tool Holder
(~)
Gambar 7. Existing Tool Holder (exploded view) 4.1.2 Proses DFA
Pada proses OF A ini penulis mencoba untuk
membuat rancangan ulang yang Jebib sederhana
namun tetap mempertimbangkan kearnanan dan
fungsinya.
Gambar 8.Tool Holder hasil proses OFA
Setanjutnya perhitungan waktu yang dibutuhkan untuk merakir konstruksi tool holder rancangan
awal menggunakan parameter dari tabel
Boothroyd dan Oewhurst.[2]
Tabell. Hasil perhirungan DF A pacta rancangan
awal/ool holder (existin ')"tool holder)
I -I s ~ - ¥ !;
I
I
7 "' <t :: -e :0; o ~ 7: 7 "z
:; c ~ :£-
~ ~ ..J ~ s ,.. 7 < <. -r ::..
.
t.:! ~ Cj ::; c~ 1.1: cI( C1.( C 1.( t (1.1 ~1.1 1 1.1 18 I~ 'M .H~r,1C.t\{"~"lJ'tor ~ CLwl·~'t\lIl I:.' I).'} 7.\ I.~ 0.6 U I•.' '),9 7.5 9 "t. t.' (~~rh: t.-6$<;.('" C,..,IJ ,DaulllIn!oll1 :>fS TOTALSelanjutnya dilakukan perhitungan yang sarna
pada rancangan ulang tool holder yang telah
ISBN 978-979-17047-5-5
disederhanakan dari aspek jumlah komponen,
manual handling dan manual insertion untuk
dibandingkan dengan rancangan awal tool
holder.
Tabel 1.Hasil perhitungan OFA pada rancangan
ulang tool holder
.:: :.; ti S 9 ~. 1l 2 ~ :J ~ 0 '/, ?; /,
s
e -~ ex: i5' '/. ~ ~;n "-/, ~ ~ <C' ~ ;r. ~ '/.,
=2. - :::: z :>!r' ...I '2 :5- :;) ~ :;) <: t: '/ /, > -;:; <- rj -< :;; -< :n /: ?rl c :..: ~ «. ~ «: :;: ~ :::E ::;§
~ <: UJ-~
"
~ Q '" ~ Co < ~ o <:-
< <: /, /.-
.
:><: ~ '£ ~ ~ Helder 1,1I ~C·.c; "'.5 .1 :T.pCa:i:;de.
'J1 ;-t.-~1.6 1~ ,Scr('\,;{"!,-W: 1 ~11 .4.4 ~.Y M 7~ TOT:l.L J3_
.
'
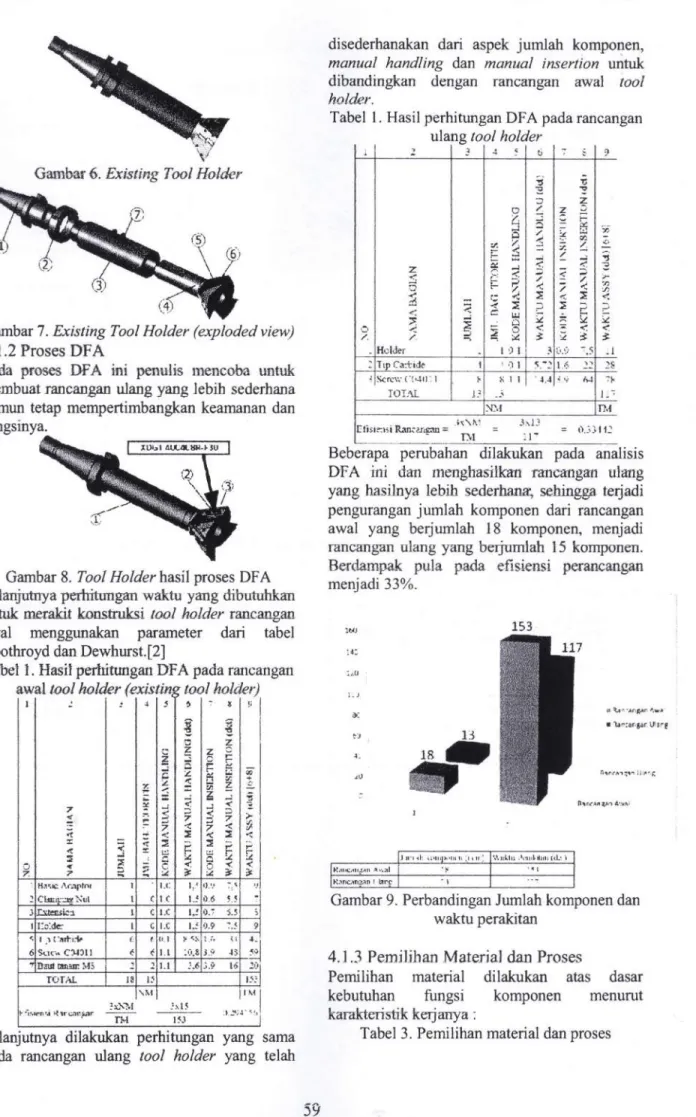
I~~ "C.t n.f .;~"~l ~~.\13 [li5l1':';; R.'Ul:W~ = nl 11~ l),j31 CBeberapa perubahan dilakukan pada analisis
OFA ini dan menghasilkan rancangan ulang
yang hasilnya lebih sederhana, sehingga terjadi pengurangan jumlah komponen dari rancangan
awal yang berjumlah 18 komponen, menjadi
rancangan ulang yang berjnmiah 15 komponen.
Berdampak pula ~...da efisiensi perancangan
menjadi 33%. '00 ,4: :..:.U L) i)( e-'J
.
.
18 ,u 153Gambar 9. Perbandingan Jumlah komponen dan
waktu perakitan 4.1.3 Pemilihan Material dan Proses
Pemilihan material dilakukan atas dasar
kebutuban fungsi komponen menurut
karakteristik kerjanya :
Tabel 3. Pemilihan material dan proses
STEM!\N 2014 iNo :01..,.aa.;.. Joo1 I iNI Holder Da:;.l:1:llt'".:lOk'~m.Jf.eri.1 ('~'1II1•.r~t",:'l\TJ:: 21~J bser. XTh,"'1r.:.,'1(,,,;. c",1;id, paca ,001 hold<, m~.1n hur."',v,'.( -rlcuh:n,( -' Jj~r.C}-ICll 4.1.4 Proses DFM
Proses DFM ini dilakukan agar
waktu dan biaya manufaktur.
mendapatkan rancangan terbaik tersesleksi dan melalui proses dilakukanlah proses OFM.
4.4. I ToolHolder
Pada bagian tool holder yang dianalisis
adalah detail-detail bentukan karena pad a
rancangan tool holder ini sudah dianggap cukup sederhana.
mereduksi
Stelah kita
yang telah
DFA. maka
Gambar 10. Posisi analisis OFM
Dari gambar diatas clapat dilihat bahwa
komponen tool holder merniliki beberapa detail
bentukan yang selanjutnya akan dianalisis
proses pembuatannya seperti pad a tabel berikut : Tabel 4. Analisis OFM
" •• _pm<l'$
I
Odll,.11.:.Ilid Iktdit t.:J.llli~.u.tJ.1 p..•••.lr.';tu~~ ':.JtJLLI
I
b.t.:H~.••Jtlbi~:J~,;ttl.h!1tt..."1llllilllJltllin~CNCnwh: lawJl lhl\:ri~l. diu,•.:siullLill.JUIi 0(' 5!1.\.1:)i
~o_ Na ••• PrOSH 1hJ~1I"~I
.,,,,,du.ur P(J(.#o:h Mi!lin:; (,'i(, /.IillUl. Id':3"'@lIlir (':-1(' IMpIlfrll~rJ~kBI1fM~ k~'Ja"""~<l: Ir-Cf'Y'~l~'Uh""1tntep L~"r~""\Mil,mn it:'I#, ''!''liI'1c?bntt.'rir'~'1t. mtllQf.ln.lknn m~jr ·,·,.iJ(i •..~•(''\I(' bre'l.' Itlk~~,"'•.,'tl-l:l":·1k"'crf.t"Ci."'"'Icurter :;;"'.11.~-:enm-.lnt;\n hJI:'!')oUilf"-14fe('"~afi'l~-r-.•mpunrw. ..•(h1.' ('I:b:..p :ii\.:Ilrjacan~\i\(\.lmesi..., hdil:1 . !'I~i! I'·.~'",UP.~IL:e\.:.'\Solr.lr \llo..\.:;ue·l.1 \'\d!ilb.lgi::"'Il·~i tifLli::" I"'ernllu,...,',ln
Sill:xk:r
__ -L..__ -'- ~~.2~rlIIL·.!!~~~~.~;.,";}fi!1Irl'2!2i... _
Setclah menganalisis proses pad a detail-detail
bagian 1001 holder. maka untuk mengetahui
pcrbandingan OfM yang disusulkan peril!
dibuat tabel DFM berikut •
Tabel 5. Perbandingan Proses dan Biaya Pcrncsinan
-- ----~~~ii~-;'-A;;i--··-·· ~~m·llla~R --.--
-
-
-
-
I
Proses H!1J1Ul (Rp) PrOSC5 Harga lRp)
I
C1\CMilliull Ril 270.000.- 01( :\lillill:'. Rp 1800(tO.•BublH IRp 1(1(1000.-Bubut Rp 125. IXtO.-Gerinda Silinder Rp6(1.000.-K€'rjaban.1da! Rp 0,
-Tnla1 Rp4.10.000.- Tola1 RJl10~.()()()
,-[t.11(1.000 - .,o~.(II~)l 411J.(W/tI], Ioo••- 2<J,06n"
ISBN 97'6-979-17047-H J
Dari perbandingan diatas, dapat disimpulkani bahwa efisiensi proses pembuatan tool holder'
setelah melewati proses OFM adalah 29,06 %.'
Berikut grafik perbandingan antara rancangan: awal dengan rancangan ulang : no·"!l.:;O'l,Xl I r.o·l~oO.r\()l.X' .j - I r.:~50.300.00
r
a:soo.coo.oo ~K"i~U.:J()o"":.ou
I
K:.:2:JU.:..oJ,:Jl' i Kd~U.~ow.~ot'i
noIXl.Xil,Xl 1 -In"
'
,
,:
:::~L
.
._.
ru...,~;:r,nq.\1/nN';a1 1;1I'\(~np••,.''.It.irGambar 1I. Perbandingan biaya pemesinan
rancangan awal dengan rancangan ulang
4.2 Analisis Kekuatan Bahan
4.2.1 Penentuan Gaya Potong Tangensial
Besarnya beban yang diberikan sesuai dengan
besarnya gaya potong tangensial yang akan
terjadi. Sebelum pengujian kekuatan dilakukan, maka hal pertama yang harus dilakukan adalah mendefinisikan kondisi pemotongan yang sesuai
dengan kondisi yang akan terjadi cli lapangan.
Model pernotongan mengikuti metode
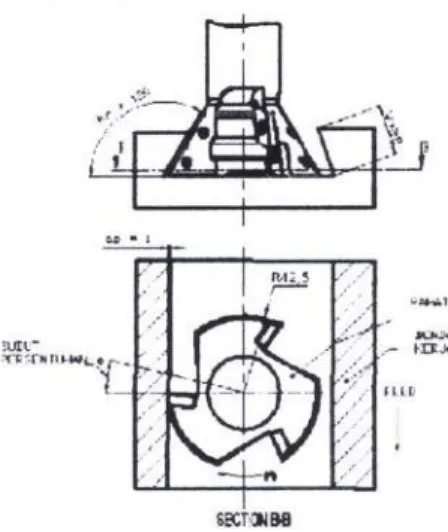
pemotongan datar (slab milling) seperti yang i dijelaskan pada gambar berikut. [3]
6~H.j88
Gambar 12. Parameter-parameter pernotongan Untuk mencari gaya potong tangensial. maka terlebih dahulu menentukan dan menyusun
parameter-parameternya, an tara lain:
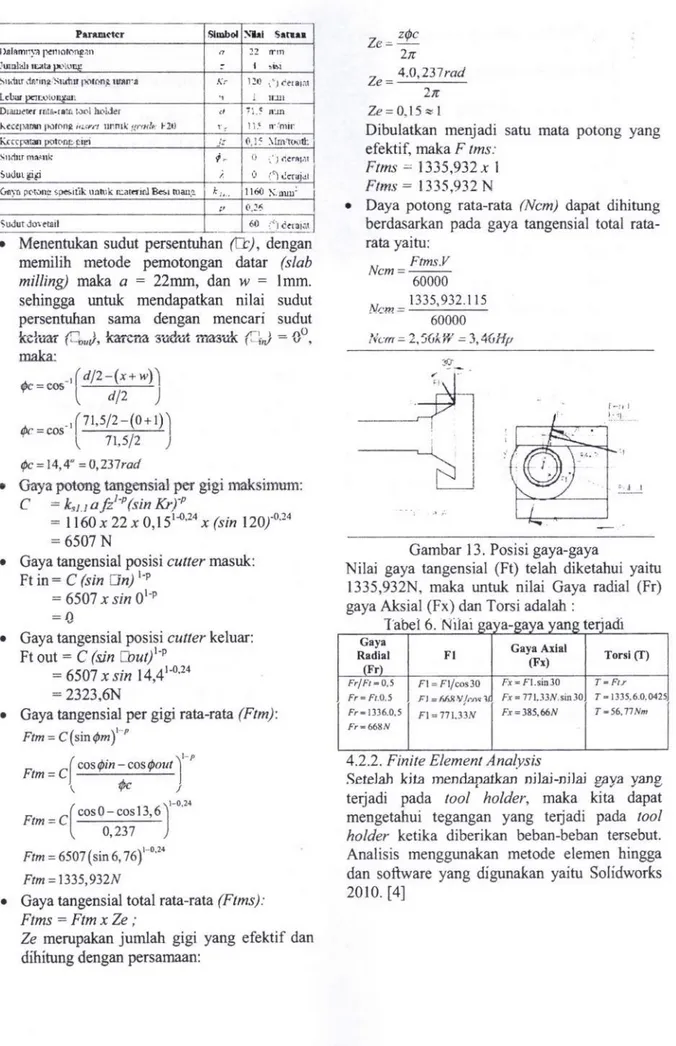
Tabel 6. Tabel parameter-parameter pernotongan
STEMAN 2014
II)aIRmI1~N1~111ot\~ng~n JUJIlJah 1I:.<1laJl'.'\<'1ll'
~---.---.---
-I
Panuu~t~r 51mbol:stal Sanaa1~lldUfdniin~:'Slldar poronj;ursn-a [Lebar pcn:olonltaJi 07 22 frl11 ~ I ~i').l !,r 11.' ...'...1eel8,," J nun
"
~j.~ nun r~ '.0t.c n·.'m;,. ~ J~ (\.1< Mrn'tootl; ?. o ~'),"i~rRlljl /, oj (') ..!CfiJj..!1 r. 1160~.mlll:,
.
t)•.:!'!' 60 (,)c~rai(,t IDlaw~f.t'1rats-rata toolholderI
"(c~p~mnpuron~;fss"I·! unrukgrrulp,,: •.2t)Crcl'yonotonc s~iilk unmk n:aterjolBest ttlall.~
Sudur do v~tB;1
• Menentukan sudut persentuhan (Ct), dengan memilih metode pemotongan datar (slab
milling) maka a = 22mm, dan w = Imm.
sehingga untuk mendapatkan nilai sudut
persentuhan sarna dengan mencari sudut kclaar
h
uJ,
karena sudut masuk (OJ = {}o,maka; =cos-I
(
d
/2
-(
X
+
w)\~
d
/2
)
tPc=cos'(71,5/2 -(0+I)J . 71,5/2 ipc=14,4" =0,237rad• Gaya potong tangensial per gigi maksimum:
C =k..uajzl-P(sin Kr)"
= 1160 x 22x0, 15J-<l,24 x (sin 120/°·24
=6507 N
• Gaya tangensial posisi cutter masuk:
Ft in= C(sin Dn) l-p =6507x sin Ol-p
=0
• Gaya tangensial posisi cutter keluar:
Ft out =C (sin CbutfP =6507 x sin 14,41-<l.24 =2323,6N
• Gaya tangensial per gigi rata-rata (Ftm):
Ftm=C(sinq,mtP Ftm
=
C(
cosq,in:os¢outr
\ 'f"- J Ftm=
C (cos 0- cos13,6)1_0.24 0,237 Ftm=
6507(sin6,76to.24 Ftm=
1335,932N• Gaya tangensial total rata-rata (Ftms):
Ftms =FtmxZe ;
Ze merupakan jumlah gigi yang efektif dan dihitung dengan persamaan:
Ze =- zlPc 2rc Ze =4.0,237rad 2rc ISBN 978-979-17047-5-5 Ze=O,tS:;::;t
Dibulatkan menjadi satu mata potong yang
efektif, rnaka F tms:
Fans =1335,932 x 1
Ftms = 1335,932 N
• Daya potong rata-rata (Ncm) dapat dihitung
berdasarkan pada gaya tangensial total rata-rata yaitu: Ncm= FtmsY 60000 N"m= 1335,932.115 -_.. 60000 Hem ~2,5GkW =3,4GHp .1,:. f•...!l..l 1•. ,1. ~--+-~--...:, ~/..,,:. 0,J 1
Gambar 13. Posisi gaya-gaya
Nilai gaya tangensial (Ft) telah diketahui yaitu 1335,932N, maka untuk nilai Gaya radial (Fr)
gaya Aksial (Fx) dan Torsi adalah :
Tabel 6.Nilai zava-zava yang teriadi
Gaya Gaya Axial Radial Fl Torsi(f) (Fr) (Fx) Fr/Ft=0.5 F1=FI/cos30 Fx=Fl.sin30 T-Fu Fr=Ft.O.5 FJ=hf>RV!rm 1 Fx=771.J3N.sin30 T-1335.6.0.0425 Fr= 1336.0.5 FI=771.33N Fx=385,66N T-56.77Nm Fr=66HN 4.2.2. Finite Element Analysis
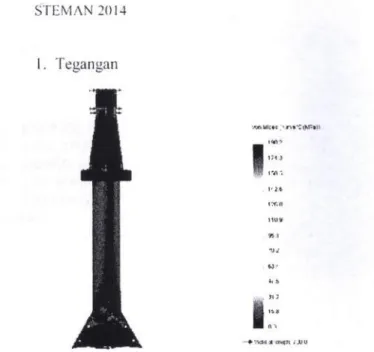
Setelah kita mendaparkan nilai-nilai V1ya yang terjadi pada tool holder, maka kita dapat mengetahui tegangan yang terjadi pada tool holder ketika diberikan beban-beban tersebut. Analisis menggunakan metode elemen hingga dan software yang digunakan yaitu SoIidworks 2010. [4]
STEMAN 2014 I. Tegangan "'" t ~II'; I1UV
.
.
.
.
-sr -+'hl;jdll'c:nq'.tt;.uu Gambar 14. Tegangan yang terjadiDari gambar dibawah ini ditunjukkan bahwa
tegangan maksimumnya bernilai 190.2MPa
yang ditunjukkan oleh warna merah. Yield
Strength dari material yeN150 bernilai
700MPa.
2. Displacement
Displacement adalah nilai yang menunjukkan
pergeseran atau perubahan bentuk yg dialami
benda sesudah menerima beban dalarn satuan
millimeter (rnm).
,,:·.~ .••it·I'
Gambar 15. Displacement yang terjadi
3. Factor of Safety (FOS)
Factor of Safety (FOS) atau Iaktor
keselamatan adalah faktor yang digunakan
untuk mengevaluasi agar perencanaan elemen
mesin terjarnin keamanannya dengan dimensi
yang minimum. Penentuan safctv factor ini
menzb~zunakan kriteria Teori Eneru~i Distorsi
Maksimum (TEDM)/von Mises. yang biasa
digunakan untuk material ulet tductile). Dari
rancangan ini didapat FOS seperti gambar
clibawah ini. ISBN 97'6·979·17047·5·5 ••• .,.trJW .75~ .59."; _'S,t: • ~JJ::I: ·"s.&1 ·':.0: 1U! 1 AI
Gambar 16.Factor ofScfetv (FOS)
5. Kesirnpulan
Dengan tool holder yang telab dirancang dan
pernilihan insert XDGT 400408R-F30 maka
tidak akan menimbulkan bentukan step pada
alur dovetai Ikarena panjang insert tip carbide =
40mm lebih panjang dari sisi dovetail =22m111.
Nilai efisiensi rancangan ulang 33% berclasarkan
metode DFMA
a. Jumlah komponen berkurang dari f8 ke 13 komponen
b. Waktu assembling berkurang dari 153 detik
ke 117 detik
Pengurangan ongkos pemesinan dari hasil
analisa DFM yaitu 29%.
Rancaneabn ulanu~, aman untuk dibuat karena
berdasarkan Analisis Software:
Tegangan yang terjadi 190.1
n
N/mm2 lebihkecil dari Yield Strength material YCN 150 =
700N/mm2. Displacement 0.75 111mdan safety
[actor minimal yaitu 3,8 lebih besar dari I. maka
dinyatakan aman.
Referensi/Daftar Pustaka
[I] Yusri, "Penerapan Design For Assembly
(OF A) untuk mereduksi biaya produksi suatu
produk" .Jurnal Teknik Mesin, 5. (200n pp.
27-28.
[2] Geoffrey Boothroyd. Peter Dewhurst and
Winston Knight, "Product Design for
manufacture and Assembly". (2002) Marcell
Dekker, Inc. New York.
[3] Taufiq Rochim, "Proses Pernesinan". (1985)
Penerbit ITB. Bandung.
[4] Kunwoo Lee. "Principles of
CAD/CAM/CAE Systems", (1999) Addison
Wesley Longmann, lnc. California.