II-1
BAB II
LANDASAN TEORI
Bab ini menjelaskan mengenai konsep dasar dan teori yang digunakan dalam penelitian. Tinjauan putaka diperoleh dari berbagai literatur berkaitan dengan permasalahan yang akan diteliti.
2.1 Profil Perusahaan
Tahap ini menjelaskan tentang sejarah perusahaan, visi dan misi perusahaan, sertifikasi perusahaan, produk perusahaan, dan layout perusahaan.
2.1.1 Sejarah Perusahaan
PT Entri Jaya Makmur adalah sebuah perusahaan manufaktur alat kesehatan yang didirikan pada tahun 2006. Perjalanan PT Entri Jaya Makmur dimulai dari sebuah bengkel kecil di daerah Mojosongo, Surakarta. Pada tahun 2012, PT Entri Jaya Makmur mulai mendirikan workshop di Randusasi, Kelurahan Mojosongo, Kota Surakarta. Dan hingga saat ini PT Entri Jaya Makmur masih berlokasi di Jl.
Ring Road No.95, Randusari RT 01/ RW 30, Kelurahan Mojosongo, Kecamatan Jebres, Kota Surakarta.
Selain mengutamakan kepuasan pelanggan dengan kualitas produk dan ketepatan pengiriman barang, PT Entri Jaya Makmur juga bertanggung jawab kepada karyawan dengan mengutamakan kesehatan dan keselamatan kerja.
2.1.2 Visi dan Misi
Visi dan misi yang dimiliki PT Entri Jaya Makmur adalah sebagai berikut : a. Visi
Menjadi produsen alat kesehatan berskala nasional dengan kualitas terjamin dan mengutamakan kepuasan pelanggan.
b. Misi
1. Menciptakan SDM yang kompeten dan berkualitas 2. Proses produksi menggunakan bahan baku berkualitas
II-2
3. Melayani konsumen dengan baik melaui ketepatan waktu pengiriman barang
2.1.3 Sertifikasi
Saat ini PT Entri Jaya Makmur memiliki Sertifikat Produksi No FK.01.02/VI/437/2018 yang dikeluarkan resmi oleh Kementrian Kesehatan Republik Indonesia.
2.1.4 Produk
Produk alat kesehatan PT Entri Jaya Makmur dibuat dengan menggunakan bahan baku pilihan yang disesuaikan dengan standar keamanan untuk pasien atau pengguna. PT Entri Jaya Makmur menyediakan produk alat kesehatan mulai dari alat kesehatan untuk rawat inap, keperluan operasi, keperluan klinis, dan beberapa perlengkapan rumah sakit lainnya. Sampai saat ini, PT Entri Jaya Makmur telah mendistribusikan produknya ke beberapa Rumah Sakit dan Klinik di Jawa Tengah.
Selain Jawa Tengah, produk alat kesehatan PT Entri Jaya Makmur telah didistribusikan hingga ke daerah Nabire, Papua.
Berikut adalah beberapa produk yang diproduksi oleh PT Entri Jaya Makmur:
a. Stretcher Type 2
Kategori : Peralatan Rumah Sakit Emergency Nomor Izin Edar : KEMENKES RI AKD 10903810930 Jenis produk : Manual patient transfer device Spesifikasi :
II-3
- Rangka berbahan dasar stainless steel
- Matras berbahan dasar busa dengan plywood dan dibungkus dengan kulit sintetis
- Menggunakan las TIG
- Castor lengkap 4″,dengan 2 pemutar dengan kunci - Ukuran Panjang x lebar x tinggi : 200 x 65 x 80 cm - Beban maksimum 150kg
- Berat 28kg
b. Electrocardiography trolley (ECG trolley)
Spesifikasi :
- Rangka berbahan dasar pipa kotak dengan material stainless steel
- Rigid, kuat, dan tahan lama - Menggunakan las TIG
- Castor 3” dengan 2 pemutar dengan kunci
- Ukuran panjang x lebar x tinggi : 50 x 40 x 75 cm - Beban maksimum 50kg
- Berat 13kg
c. Instrument trolley 3 SAP (Troli Instrument Medis)
II-4 Spesifikasi :
- Rangka, handle, dan matras memiliki bahan dasar stainless steel
- Rak 3 susun dilengkapi keranjang - Pengelasan : TIG
- Castor lengkap 3” dengan 2 pemutar dengan kunci - Ukuran panjang x lebar x tinggi : 75 x 45 x 85 cm - Beban maksimum 50kg
d. Instrument trolley type 3
Spesifikasi :
- Rangka, handle, dan matras memiliki bahan dasar stainless steel
- Rak 2 susun - Pengelasan : TIG
- Castor lengkap 3” dengan 2 pemutar dengan kunci
II-5
- Ukuran panjang x lebar x tinggi : 75 x 45 x 85 cm - Beban maksimum 50kg
e. Overbed table stainless steel (Meja mayo)
Spesifikasi :
- Bahan dasar rangka, nampan dari stainless steel - Menggunakan las TIG
- Castor 2”
- Ukuran panjang x lebar x tinggi : 70 x 40 x 85-130 cm - Beban maksimum 20kg
f. IV Stand kaki 5 (Tiang infus kaki 5)
Spesifikasi :
- Material dasar rangka adalah pipa stainless steel - Memiliki 5 kaki
- Rigid, kuat, dan tahan lama
II-6 - Menggunakan las TIG - Castor : swivel 2”
- Ukuran panjang x lebar x tinggi : 50 x 50 x 150 cm - Beban maksimum 2kg
- Berat 2,5 kg
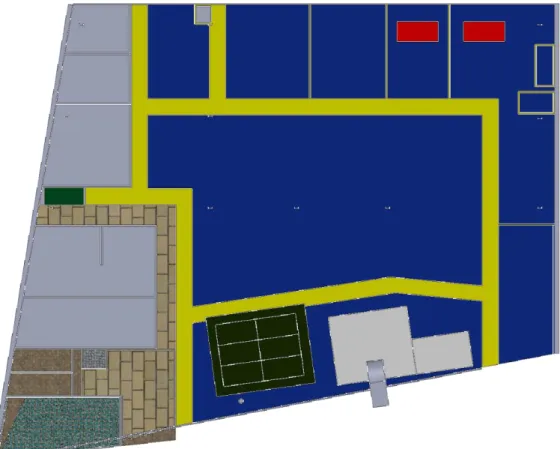
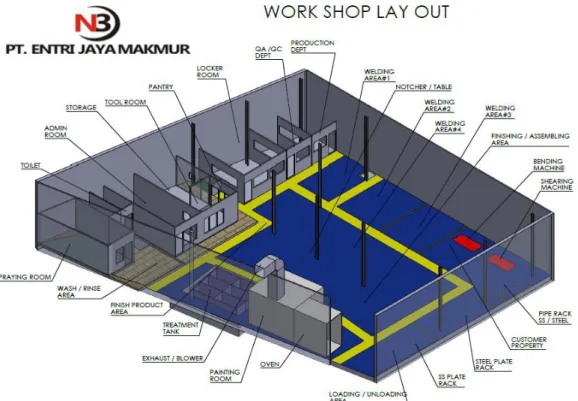
2.1.5 Layout Perusahaan
Subbab ini menjelaskan mengenai layout PT Entri Jaya Makmur yang digambarkan melalui 2D dan 3D.
Gambar 2.1 Layout 2D PT Entri Jaya Makmur
II-7
Gambar 2.2 Layout 3D PT Entri Jaya Makmur
2.2 Perancangan Tata Letak Fasilitas 2.2.1 Definisi Tata Letak Fasilitas
Tata letak merupakan salah satu pondasi utama dalam berdirinya sebuah industri. Tata letak ini diartikan oleh beberapa peneliti dengan definisi yang berbeda.
Menurut Wignjosoebroto (2009), Tata letak adalah suatu teknik untuk mengelola fasilitas yang ada untuk mendukung kelancaran proses operasional di dalam proses produksi. Sedangkan menurut Apple (1990), tata letak pabrik diartikan sebagai penempatan fasilitas fisik meliputi peralatan, tenaga kerja, gedung, dan fasilitas lainnya yang memiliki tujuan untuk meningkatkan hubungan antara tenaga kerja, aliran bahan, aliran informasi dan tata cara yang digunakan dalam mencapai tujuan secara efektif, efisien, ekonomis dan aman. Tata letak pabrik adalah suatu cara untuk mengatur dan mengorganisasikan fasilitas fisik perusahaan untuk meningkatkan efisiensi peralatan, material, manusia dan energi yang digunakan (Meyers, 1992).
Dalam melakukan perancangan tata letak fasilitas, terdapat beberapa faktor yang perlu dipertimbangkan seperti mesin, peralatan, operator, dan material. Fungsi
II-8
tujuan dalam perancangan tata letak adalah mampu meminimalkan total biaya perpindahan. Hal ini dapat dicapai dengan mengatur letak mesin dan peralatan sehingga menghasilkan jarak yang pendek tanpa mengabaikan faktor ergonomis.
(Hadiguna & Setiawan 2008).
Menurut Heizer dan Render (2009), tata letak yang efektif dapat mendukung diferensiasi, biaya rendah, dan respons cepat dalam organisasi. Tata letak dapat dikatakan baik jika seluruh fasilitas dan personil di pabrik tersusun dengan teratur dan efisien (Assauri, 2008).
2.2.2 Tujuan dan Prinsip Tata Letak
Menurut Heizer dan Render (2009), tata letak bertujuan untuk menciptakan tata letak yang memiliki biaya optimal dan memenuhi kepentingan persaingan perusahaan.
Menurut Apple (1990), tujuan utama dalam perancangan tata letak fasilitas diantaranya:
a. Mempermudah proses manufaktur.
b. Meminimalkan perpindahan barang.
c. Menjaga kelancaran aliran dan operasi.
d. Menjaga perputaran material yang tinggi.
e. Meminimalkan modal tertanam pada peralatan.
f. Meminimalkan pemakaian ruang bangunan.
g. Mengoptimalkan produktivitas.
h. Memberikan kemudahan, kenyamanan, dan keselamatan dalam proses produksi
Menurut Meyers (1993), perancangan tata letak fasilitas bertujuan untuk : a. Meminimalkan biaya produksi.
b. Memaksimalkan kualitas.
c. Penggunaan tenaga kerja, peralatan, ruang dan energi yang efisien.
d. Meningkatkan tingkat kepuasan, tingkat keselamatan dan kenyamanan pekerja.
e. Mengatur biaya tugas.
f. Melakukan produksi secara tepat waktu.
g. Meningkatkan fleksibilitas dalam perencanaan.
II-9
h. Meminimalkan atau menghilangkan inventori yang berlebihan.
Prinsip dasar dalam penyusunan tata letak fasilitas pabrik antara lain : 1) Integrasi secara total.
Dalam tata letak fasilitas suatu pabrik perlu untuk mengintegrasikan seluruh faktor yang berpengaruh pada proses produksi
2) Jarak perpindahan material yang minimum.
Dengan meminimalkan jarak perpindahan material maka dapat menghemat waktu perpindahan material dalam proses produksi
3) Memperlancar aliran kerja.
Material diharapkan terus bergerak tanpa adanya gangguan atau kendala pada proses produksi.
4) Kepuasan dan keselamatan kerja.
Tata letak pabrik dianggap baik jika dapat menjamin keselamatan dan keamanan bagi pekerja.
5) Fleksibilitas.
Fleksibel dalam penyesuaian atau pengaturan ulang tata letak (relayout) ataupun penataan tata letak baru yang bisa disusun dengan mudah, murah dan tidak membutuhkan waktu yang lama.
2.2.3 Ciri-ciri Tata Letak yang Baik
Menurut Hadiguna dan Setiawan (2008) dalam proses perancangan suatu tata letak fasilitas, terdapat kriteria dimana suatu tata letak dapat dikatakan baik dan tata letak yang baik perlu mempertimbangkan faktor sosial dan faktor teknis. Ciri- ciri tata letak fasilitas yang baik, antara lain:
a. Keterkaitan kegiatan terencana: hal ini dimaksudkan untuk menjaga kelancaran dan kemudahan pada proses produksi.
b. Pola aliran bahan terencana: hal ini bertujuan agar suatu aliran bahan teratur, tidak terdapat gerakan bolak-balik (back tracking) dan gerakan menyilang c. Aliran yang lurus: hal ini dimaksudkan untuk mengurangi jarak perpindahan
bahan baku ataupun produk setengah jadi.
d. Backtracking minimum: hal ini berhubungan dengan jarak perpindahan bahan baku ataupun produk setengah jadi.
II-10
e. Jalur aliran tambahan: hal ini bertujuan untuk meningkatkan fleksibilitas proses produksi.
f. Gang yang lurus: hal ini bertujuan untuk mempermudah sistem aliran dan kelancaran aliran bahan baku.
g. Perpindahan antar departemen minimum: saat menggabungkan waktu dari keseluruhan proses aktivitas, kriteria ini dianggap sebagai ukuran untuk mengurangi waktu penyelesaian produksi produk jadi.
h. Jarak perpindahan minimum: hal ini bertujuan untuk menjaga aliran bahan yang teratur dan dapat meminimalkan biaya material handling.
i. Proses operasi dikombinasikan dengan perpindahan bahan baku: hal ini bertujuan untuk meminimalkan waktu produksi (time production).
j. Perpindahan material bergerak dari penerimaan ke pengiriman: hal ini bertujuan untuk memudahkan pergerakan material.
2.2.4 Tipe Tata Letak
Tata letak fasilitas terbagi kedalam beberapa tipe yaitu (Wignjosoebroto, 2009):
a. Tata Letak Fasilitas Berdasarkan Aliran Produksi (production line product atau product layout)
Product Layout biasa diterapkan dalam pabrik yang melakukan produksi untuk satu jenis produk dengan skala besar dan jangka waktu yang lama. Tipe tata letak ini dilakukan dengan memproduksi produk dalam satu departemen dari awal hingga produk jadi. Tujuan dari tipe tata letak ini yaitu untuk meminimalkan proses perpindahan material dan memudahkan pengawasan dalam proses produksinya.
b. Tata Letak Fasilitas Berdasarkan Lokasi Material Tetap (fixed material location layout atau fixed position layout)
Fixed Position Layout digunakan untuk tata letak pabrik dimana bahan atau komponen produk utama berukuran sangat besar. Contoh perusahaan yang menerapkan fixed position layout yaitu perusahaan pesawat terbang.
c. Tata Letak Fasilitas Berdasarkan Kelompok Produk (product family, product layout atau group technology layout)
II-11
Group Technology Layout didasarkan pada pengelompokan produk atau komponen yang diproduksi. Produk yang tidak sama akan dikelompokkan berdasarkan alur proses, bentuk, mesin atau alat yang digunakan. Group technology layout ini berupaya untuk menggabungkan efisiensi aliran yang dapat dicapai.
d. Tata Letak Fasilitas Berdasarkan Fungsi Atau Macam Proses (functional atau process layout)
Process Layout merupakan metode pengaturan dan penataan seluruh mesin serta fasilitas produksi dengan jenis yang sama dalam suatu departemen. Tata letak berdasarkan proses ini digunakan dalam industri manufaktur dengan volume produksi yang relatif rendah namun memiliki varian produk yang banyak. Tipe layout ini digunakan untuk pabrik dengan sistem operasi berdasarkan job order untuk mengatur segala fasilitas produksinya.
2.2.5 Pola Aliran Material
Menurut Wignjosoebroto (2009), terdapat beberapa tipe aliran material yang biasa digunakan, diantaranya :
a. Straight Line (Pola Aliran Garis Lurus)
Tipe ini biasa digunakan untuk proses produksi yang pendek dan cukup sederhana, dan terdiri atas komponen yang sedikit.
Gambar 2.3 Pola Aliran Garis Lurus
b. Serpentine (Pola Aliran Zig-Zag)
Tipe ini cocok diterapkan pada pabrik ketika aliran proses produksi lebih panjang dari area yang tersedia. Dalam pola ini, arah aliran diarahkan berbelok sehingga memaksimalkan panjang garis aliran yang ada. Pola ini digunakan untuk mengatasi keterbatasan ruang.
Gambar 2.4 Pola Aliran Zig-Zag
II-12 c. U-Shaped (Pola Aliran Bentuk U)
Tipe aliran ini digunakan ketika awal dan akhir proses produksi berada di tempat yang sama. Keelebihan dari tipe ini yaitu dapat meminimalkan penggunaan fasilitas material handling dan memudahkan untuk pengawasan.
Gambar 2.5 Pola Aliran Bentuk U d. Circular (Pola Aliran Melingkar)
Tipe ini diterapkan ketika departemen penerimaan dan pengiriman terletak di tempat yang sama.
Gambar 2.6 Pola Aliran Melingkar e. Odd Angle (Pola Aliran Sudut Gasal)
Tipe ini biasa digunakan untuk pemindahan material secara mekanis dan keterbatasan ruangan. Dalam kondisi tersebut, tipe ini memberikan lintasan terpendek sehinggan dapat digunakan pada ruang yang terbatas.
Gambar 2.7 Pola Aliran Sudut Gasal
II-13
2.2.6 Analisa Teknis Perencanaan dan Pengukuran Aliran Bahan
Menurut Wignjosoebroto, (2009), penataan departemen di suatu pabrik dimana fasilitas produksi terletak di setiap departemen yang dikelompokkan berdasarkan aliran material yang bergerak didalamnya. Untuk mengevaluasi alternatif perancangan tata letak fasilitas (facility layout), perlu untuk melakukan pengukuran aliran bahan dalam bentuk analisa teknis.
Dalam menganalisis aliran bahan, terdapat dua jenis analisa teknis, sebagai berikut :
1. Analisa konvensional
Metode ini telah sejak lama digunakan karena cukup mudah digunakan, dan metode ini menampilkan gambar grafis yang sangat akurat untuk menganalisis aliran material.
2. Analisa modern
Metode analisis baru dengan cara yang canggih berupa formulasi dan pendekatan deterministik atau probabilistik.
Teknik konvensional yang umum digunakan dan berguna dalam proses perencanaan aliran bahan antara lain :
a. Operation Process Chart (Peta proses operasi)
Peta proses operasi merupakan salah satu teknik yang paling bermanfaat dalam proses produksi. Peta ini menggambarkan proses produksi dalam bentuk diagram, dan berfungsi sebagai alat untuk perencanaan dan pengendalian. Peta ini juga dapat berfungsi sebagai alat manajemen dengan menambahkan beberapa data yang diperlukan. Peta proses operasi memiliki beberapa keuntungan yaitu : (Apple, 1990)
- Menggabungkan peta rakitan dan lintasan produksi untuk mendapatkan informasi yang lengkap
- Menampilkan proses operasi yang perlu dilakukan untuk setiap komponen - Menampilkan urutan proses operasi tiap komponen
- Menampilkan urutan pembuatan dan perakitan untuk setiap komponen - Menampilkan kompleksitas relatif dari pembuatan setiap komponen.
II-14
Peta proses operasi menggambarkan langkah kronologis untuk seluruh operasi, waktu, dan bahan baku yang digunakan dari datangnya bahan baku hingga produk jadi (pembungkusan) dalam proses produksi.
Peta proses operasi menampilkan operasi dari seluruh komponen dan sub assembly sampai menuju main assembly (Wignjosoebroto, 2009). Simbol yang digunakan pada Peta Proses Operasi ditampilkan pada Tabel 2.1.
Tabel 2.1 Simbol-simbol dalam Peta Proses (ASME standard)
Simbol Aktivitas Deskripsi
Operasi
Aktivitas operasi terjadi apabila suatu objek (benda kerja / bahan baku) mengalami perubahan bentuk fisik atau kimia, atau adanya assembly dengan objek lainnya, dan aktivitas lainnya
Inspeksi
Aktivitas inspeksi terjadi apabila suatu objek diuji atau diperiksa dari perspektif kuantitatif atau kualitatif.
Transportasi
Aktivitas transportasi terjadi apabila suatu objek berpindah dari satu lokasi ke lokasi lain.
Jika perpindahan tersebut dilakukan secara bersamaan dengan suatu operasi / inspeksi misalnya bongkar muat material maka aktivitas tersebut bukan merupakan aktivitas transportasi.
Menunggu (delay)
Aktivitas menunggu terjadi ketika material, benda kerja, operator, atau fasilitas kerja dalam kondisi berhenti atau tidak terjadi aktivitas.
Biasanya objek ditinggalkan sementara atau menunggu untuk proses pengerjaan selanjutnya.
Menyimpan (storage)
Aktivitas penyimpanan terjadi apabila suatu objek disimpan untuk jangka waktu yang cukup lama. Di sini, objek disimpan secara
II-15
permanen dan dilindungi agar tidak dikeluarkan atau dipindahkan tanpa izin khusus.
Aktivitas Ganda
Proses ini dilakukan untuk menampilkan aktivitas yang sedang dilakukan secara bersamaan oleh operator pada stasiun kerja yang sama, contohnya aktivitas operasi yang harus dilakukan bersamaan dengan inspeksi.
b. Flow Process Chat (Peta aliran proses)
Peta aliran proses adalah sebuah peta yang menampilkan keseluruhan aktivitas, baik aktivitas produktif (operasi dan inspeksi) ataupun aktivitas tidak produktif (transportasi, menunggu, dan menyimpan). Seluruh aktivitas yang dilakukan dalam proses produksi dijabarkan secara rinci dari proses awal hingga proses akhir. Peta aliran proses ini memiliki beberapa keuntungan sebagai berikut (Wignjosoebroto, 2009) :
- Mengurangi aktivitas yang tidak dibutuhkan atau menggabungkannya dengan aktivitas atau operasi lain.
- Mengurangi aktivitas handling yang tidak efisien.
- Memperpendek jarak perpindahan material dari satu proses ke proses lain (langkah ini merupakan dasar yang perlu dipikirkan dalam melakukan penataan tata letak fasilitas pabrik).
- Mengurangi waktu yang digunakan untuk aktivitas yang tidak produktif, seperti menunggu (delay) atau transportasi.
c. Flow Diagram (Diagram Aliran)
Flow diagram atau diagram aliran adalah sebuah gambaran menurut skala dari susunan lantai dan gedung, dimana gambaran tersebut menampilkan lokasi dan posisi dari seluruh aktivitas yang terdapat dalam Peta Aliran Proses atau flow process chart. Diagram aliran berfungsi untuk memperjelas Peta Aliran proses, terutama apabila arah aliran proses menjadi faktor penting dan membantu dalam perbaikan tata letak fasilitas pabrik. Prinsip yang harus diperhatikan dalam penyusunan diagram aliran yaitu :
II-16
1. Menuliskan kepala judul “DIAGRAM ALIRAN” dengan keterangan lain seperti nama aktivitas yang dipetakan, tanggal pemetaan, nomor peta, metode yang digunakan, dan nama operator yang membuat peta tersebut.
2. Identifikasi setiap aktivitas dengan simbol dan nomor yang sesuai dengan Peta Aliran Proses.
3. Arah gerakan digambarkan dengan anak panah kecil yang disusun secara periodik sepanjang garis aliran (Sutalaksana, 1979).
Terdapat beberapa peta yang secara khusus berfungsi untuk mengevaluasi dan menganalisa aliran bahan dalam merancang tata letak fasilitas seperti Assembly Chart, String Diagram, From to Chart, Triangular Flow Diagram dan Activity Relationship Chart.
1. From to Chart
Peta ini biasa digunakan untuk mengukur aliran bahan secara kuantitatif.
Menurut Wignjosoebroto (2009), from to chat atau trip frequency chart atau travel chart adalah teknik konvensional yang sering digunakan dalam perancangan tata letak pabrik ataupun perpindahan material dalam proses produksi. Menurut Apple (1990), From to chart memiliki beberapa fungsi diantaranya :
- Menganalisis perpindahan material.
- Menyusun perencanaan pola aliran.
- Menentukan lokasi kegiatan.
- Dapat membandingkan pola aliran atau tata letak usulan.
- Mengukur efisiensi pola aliran.
- Menunjukkan hubungan suatu aktivitas dengan aktivitas lain.
- Menampilkan volume perpindahan material antar proses.
- Menampilkan keterkaitan lintas produksi.
- Menampilkan probabilitas munculnya kendala dalam pengendalian produksi.
- Perencanaan hubungan antara beberapa bahan, komponen, produk, dan lain lainnya.
- Menampilkan hubungan kuantitatif antara aktivitas produksi dan perpindahan material.
Baberapa tahapan yang harus dilakukan dalam penyusunan from to chart, yaitu (Tompkins, 2010):
II-17
a. Daftar seluruh departemen pada tabel baris dan kolom sesuai dengan pola aliran keseluruhan.
b. Menghitung frekuensi kunjungan untuk fasilitas secara tepat.
c. Tulis volume aliran pada tabel from-to-chart sesuai dengan jalur aliran dan ukuran aliran dari perpindahan produk, pelanggan, karyawan, atau informasi 2. Activity Relationship Chart (ARC)
Activity Relationship Chart atau peta hubungan aktivitas merupakan suatu teknik atau metode sederhana dalam perencanaan tata letak fasilitas yang disusun secara kualitatif berdasarkan derajat hubungan aktivitas yang cenderung didasarkan pada pertimbangan yang bersifat subjektif dari masing-masing fasilitas produksi.
ARC juga dapat diartikan sebagai suatu teknik yang berguna dalam merencanakan hubungan antar fasilitas yang berhubungan satu sama lain. Pada ARC, tingkat kedekatan hubungan antar fasilitas ditampilkan dengan menggunakan simbol skala prioritas. Dalam penyusunan ARC, terlebih dahulu menentukan nilai hubungan kedekatan untuk setiap fasilitas (Apple, 1990).
Tabel 2.2 Derajat Hubungan Aktivitas (Wignjosoebroto,2000)
Kode Derajat Hubungan Kode Warna
A Mutlak Merah
E Sangat penting Orange
I Penting Hijau
O Cukup / biasa Biru
U Tidak penting Tidak ada kode warna
X Tidak dikehendaki Coklat
Tabel 2.3 Alasan Penetapan Derajat Hubungan Aktivitas
Kode
Alasan Deskripsi Alasan
1 Penggunaan catatan secara bersama 2 Menggunakan tenaga kerja yang sama 3 Menggunakan area kerja yang sama
4 Derajat kontak antar pekerja sering dilakukan 5 Derajat kontak kertas kerja sering dilakukan 6 Urutan aliran kerja
II-18
7 Melakukan proses kerja yang sama 8 Menggunakan peralatan kerja yang sama 9 Bau, debu, gangguan keselamatan
Kode huruf derajat hubungan akan diletakkan pada bagian atas dari kotak yang tersedia dan untuk memudahkan proses analisis dapat dilakukan pemberian warna yang sesuai. Kode angka pada alasan penetapan derajat hubungan diletakkan bagian bawah kotak yang tersedia. Untuk memudahkan penyusunan Avtivity Relationship Diagram, terlebih dahulu data yang terdapat dalam Activity Relatinship Chart dituliskan dalam lembar kerja atau Work Sheet.
3. Avtivity Relationship Diagram
Activity Relationship Diagram merupakan suatu teknik untuk memperoleh gambaran tentang tata letak antar departemen. Penyusunan ARD dilakukan dengan mengacu pada analisis Activity Relatinship Chart (ARC) yang telah dibuat sebelumnya (Tompkins, 1990).
Menurut Hirmanto (2011), ARD dibentuk dengan mengkombinasikan derajat hubungan aktivitas dengan aliran material. Dalam ARD, derajat hubungan antar fasilitas digambarkan dengan garis dan warna.
Tabel 2.4 Kodefikasi pada ARD
Kode Derajat Hubungan
Kode Garis Kode Warna
A 4 garis Merah
E 3 garis Orange
I 2 garis Hijau
O 1 garis Biru
U Tidak ada garis Tidak ada kode warna
X Garis bergelombang Coklat
Sumber : James A, 1990
2.3 Pengukuran Jarak
Dalam melakukan pengukuran jarak antar departemen atau stasiun kerja di suatu perusahaan, terdapat beberapa sistem dalam mengukur jarak yang dapat
II-19
diterapkan sesuai dengan kebutuhan dan karakteristik perusahaan. Beberapa sistem pengukuran jarak yang biasa digunakan antara lain :
a. Jarak Euclidean
Jarak Euclidean adalah sistem pengukuran jarak dengan mengukur lurus antara pusat satu fasilitas dengan pusat lainnya. Sistem pengukuran jarak Euclidean biasa digunakan karena lebih mudah untuk dipahami dan digunakan (Tompkins dan White, 1996).
Jarak dapat diukur dengan rumus :
Jarak Euclidean = {[(Xi - Xj)2 + (Yi – Yj)2 ]1/2} b. Jarak Rectilinear
Jarak rectilinear atau Jarak Manhattan, adalah sistem pengukuran jarak yang diukur mengikuti jalur tegak lurus. Sistem pengukuran ini dsebut dengan Jarak Manhattan karena sesuai dengan jalan di kota Manhattan yang membentuk garis- garis paralel dan saling tegak lurus antara satu jalan dengan jalan lainnya (Tompkins dan White, 1996).
Jarak dapat diukur dengan rumus :
Jarak Rectilinear = │Xi - Xj│ + │Yi – Yj│
c. Square Euclidean
Pengukuran jarak dengan mengkuadratkan bobot terbesar suatu jarak antara dua fasilitas yang berdekatan. Square Euclidean dapat diterapkan pada berbagai permasalahan, terutama berkaitan dengan lokasi fasilitas (Purnomo, 2004).
Jarak dapat diukur dengan rumus :
Square Euclidean = ( Xi – Xj )2 + ( Yi – Yj )2 d. Aisle distance
Pengukuran jarak yang dilakukan secara aktual. Jarak yang diukur adalah panjang lintasan yang dilalui oleh perpindahan material. Aisle distance pertama kali diterapkan dalam tata letak proses manufaktur.
e. Adjacency
Adjacency adalah ukuran kedekatan antara fasilitas atau departemen yang terdapat dalam suatu perusahaan. Pengukuran ini memiliki kelemahan yaitu tidak bisa menampilkan perbedaan secara nyata apabila ada 2 pasang fasilitas yang tidak saling berdekatan satu sama lain.
II-20 2.4 Material Handling
2.4.1 Definisi Material Handling
Menurut Tompkins, et. al. (2010), material handling merupakan ilmu atau seni yang berhubungan dengan perpindahan, penyimpanan, pengelolaan, dan perlindungan barang dan material selama proses produksi, distribusi, konsumsi, serta pembuangan. Material handling dapat diartikan sebagai suatu ilmu untuk memperoleh jumlah yang tepat dari material yang tepat dalam kondisi yang tepat, di tempat yang tepat, dalam urutan yang tepat, serta dengan biaya yang tepat, dan dengan cara yang tepat.
Tujuan dari material handling sebagai berikut (Kumar dan Suresh, 2008):
a. Meminimalkan biaya material handling.
b. Mengurangi keterlambatan ataupun kendala produksi dengan menyediakan bahan yang diperlukan pada area kerja yang membutuhkan.
c. Peningkatan kapasitas produksi dan produktivitas fasilitas produksi dengan pemanfaatan yang efektif
d. Keamanan dalam material handling dicapai dengan memperbaiki kondisi kerja.
e. Mengoptimalkan pemanfaatan peralatan material handling.
f. Mencegah kerusakan material.
g. Investasi yang lebih rendah untuk process inventory.
2.4.2 Prinsip Material Handling
Menurut Meyers dan Stephens (2005), terdapat beberapa prinsip dalam material handling, yaitu sebagai berikut :
1) Prinsip Perencanaan
Perencanaan harus diterapkan pada seluruh aktivitas produksi 2) Prinsip Sistem
Sistem ini mengintegrasikan beberapa aktivitas perpindahan material termasuk vendor, penerimaan, penyimpanan, produksi, inspeksi, pengemasan, pergudangan, pengiriman, transportasi dan layanan konsumen ke dalam satu sistem operasi yang terkoordinasi.
II-21 3) Prinsip Aliran Material
Untuk mengoptimalkan aliran material perlu dilakukan perencanaan urutan operasi dan tata letak fasilitas
4) Prinsip Penyederhanaan
Menyederhanakan penanganan material dengan menghilangkan, menggabungkan, atau mengurangi perpindahan material atau peralatan yang tidak dibutuhkan.
5) Prinsip Gravitasi
Menggunakan gravitasi untuk memindahkan barang jika mungkin.
6) Prinsip Pemanfaatan Ruang
Mengoptimalkan pemanfaatan ruang bangunan semaksimal mungkin.
Perpindahan material dapat memaksimalkan pemanfaatan ruang bangunan.
7) Prinsip Unit Load (Muatan Satuan)
Meningkatkan jumlah, ukuran, dan berat beban yang dikerjakan 8) Prinsip Mekanisasi
Menggunakan alat untuk perpindahan material secara mekanis jika memungkinkan, sehingga dapat mengurangi perpindahan material secara manual.
9) Prinsip Otomasi
Membuat proses pemindahan material menjadi otomatis.
10) Prinsip Pemilihan Peralatan
Dalam pemilihan peralatan material handling perlu untuk memperhatikan beberapa faktor seperti barang yang dipindahkan, proses pemindahan yang dilakukan, dan cara yang dilakukan.
11) Prinsip Standarisasi
Menstandarkan atau menetapkan cara, jenis, dan ukuran peralatan pemindahan.
12) Prinsip Adaptabilitas
Menggunakan peralatan yang mampu melakukan berbagai pekerjaan sehingga tidak memerlukan waktu dan biaya perubahan atau setting yang rumit.
II-22 13) Prinsip Perbandingan Bobot Mati
Meminimalkan rasio berat peralatan yang bergerak terhadap beban muatan yang dipindahkan.
14) Prinsip Utilisasi
Peralatan material handling dan operatornya harus selalu bekerja.
15) Prinsip Perawatan
Melakukan perencanaan perawatan pencegahan dan perbaikan terjadwal untuk peralatan material handling.
16) Prinsip Obsolescencel / Ketinggalan Jaman
Mengganti metode dan peralatan material handling lama atau ketinggalan jaman ketika peralatan dan metode baru lebih efisien untuk meningkatkan kualitas hasil pekerjaan.
17) Prinsip Pengendalian
Sistem pengendalian inventori meliputi sistem pengendalian material, dimana material tersebut mengandung biaya sehingga perlu untuk dikendalikan.
18) Prinsip Kapasitas
Menggunakan peralatan pemindah untuk membantu mencapai kapasitas produksi penuh.
19) Prinsip Performansi
Menentukan efisiensi kinerja pemindahan dalam bentuk biaya tiap satuan yang dipindah.
20) Prinsip Keselamatan
Menggunakan metode dan peralatan material handling yang aman.
Pemindahan material secara manual mungkin merupakan cara paling berbahaya untuk memindahkan material, karena dapat menggunakan peralatan material handling untuk meningkatkan keamanan.
2.4.3 Ongkos Material Handling (OMH)
Menurut Wignjosoebroto (2009), terdapat tiga klasifikasi biaya material handling, sebagai berikut :
II-23
1) Biaya yang diperlukan untuk transportasi bahan baku dari sumber asal, menuju pabrik dan pengiriman produk jadi kepada pelanggan.
2) Biaya pemindahan material dari satu proses ke proses lainnya, warehouse dan pengiriman produk lainnya.
3) Biaya material handling yang dilakukan oleh operator pada mesin atau peralatan kerja, dan proses perakitan yang dilakukan pada meja perakitan.
Menurut Susetyo, et.al (2010) menyampaikan bahwa terdapat beberapa alasan yang mendasari pemilihan biaya material handling sebagai kriteria tujuan / keberhasilan dari relayout yaitu:
• Ongkos material handling memiliki nilai cukup besar dan terjadi secara kontinyu atau berkelanjutan dan termasuk dalam kategori biaya variabel.
Material handling pada dasarnya termasuk aktivitas yang tidak produktif karena tidak memberikan nilai tambah apapun pada material yang dipindahkan.
• Ongkos material handling mudah dihitung. Umumnya ongkos material handling sebanding dengan jarak perpindahan material.
• Ongkos material handling umumnya akan sangat bergantung pada tata letak fasilitas.
Biaya material handling dipengaruhi oleh beberapa faktor, diantaranya : 1) Biaya investasi
Biaya yang dikeluarkan untuk pembelian peralatan, harga komponen alat bantu, dan biaya pemasangan.
2) Biaya operasi
Terbagi menjadi 3, yaitu : - Biaya perawatan - Biaya bahan bakar - Biaya tenaga kerja 3) Biaya pembelian muatan
Besarnya ongkos material handling dipengaruhi oleh jarak perpindahan, cara pengangkutan dan peralatan yang digunakan. Untuk menghitung ongkos material handling (OMH) dapat menggunakan rumus berikut :
a. Material handling dengan tenaga manusia
II-24 OMH/meter = 𝐺𝑎𝑗𝑖 𝑡𝑒𝑛𝑎𝑔𝑎 𝑘𝑒𝑟𝑗𝑎
𝑗𝑎𝑟𝑎𝑘 𝑡𝑜𝑡𝑎𝑙
b. Material handling dengan alat bantu / mesin OMH/meter = 𝐵𝑖𝑎𝑦𝑎 𝑎𝑙𝑎𝑡 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 ℎ𝑎𝑛𝑑𝑙𝑖𝑛𝑔
𝑗𝑎𝑟𝑎𝑘 𝑡𝑜𝑡𝑎𝑙
Total OMH akan diperoleh dengan menggunakan formulasi : Total OMH = OMH/meter x jarak tempuh x frekuensi
2.5 BLOCPLAN
BLOCPLAN adalah metode perancangan tata letak fasilitas yang dikembangkan oleh Donaghey dan Pire dari fakultas teknik industri, Universitas Houston. BLOCPLAN dapat menyusun dan mengevaluasi tipe tata letak dengan mengolah data yang diinputkan. Dalam menyusun departemen, BLOCPLAN memiliki kesamaan dengan CRAFT. Perbedaan antara BLOCPLAN dengan CRAFT adalah BLOCPLAN dapat menggunakan peta hubungan aktivitas (ARC) sebagai data input, sedangkan CRAFT hanya menggunakan data input berupa peta dari ke (from to chart). Biaya tata letak dapat dihitung menurut aturan jarak atau dengan kedekatan antar aktivitas. Jumlah baris di dalam BLOCPLAN ditentukan secara terprogram dan biasanya 2 atau 3 baris.
Terdapat beberapa cara dalam menghasilkan tata letak (layout) dengan metode BLOCPLAN menggunakan software BPLAN90, diantaranya :
a. Random
BLOCPLAN menghasilkan layout secara acak dengan mempertimbangkan data ARC
b. Improvement Algorithm
BLOCPLAN memerlukan sebuah layout awal sebagai basis atau dasar yang nantinya akan dikembangkan dan diperoleh layout yang baru.
c. Automatic Search Algorithm
BLOCPLAN dapat mengembangkan layout baru hingga 20 iterasi.
2.5.1 Data Input
Dalam metode BLOCPLAN yang dijalankan menggunakan software BPLAN90, terlebih dahulu perlu untuk memasukkan data input. Informasi atau data input yang dibutuhkan yaitu jumlah dan nama tiap departemen, luas area setiap
II-25
departemen,dan data keterkaitan atau hubungan kedekatan antar departemen yang ditampilkan dalam ARC. Kode atau simbol kedekatan hubungan yang digunakan pada BLOCPLAN merupakan simbol yang dikembangkan oleh Munther dalam Systematic Layout Planning (SLP).
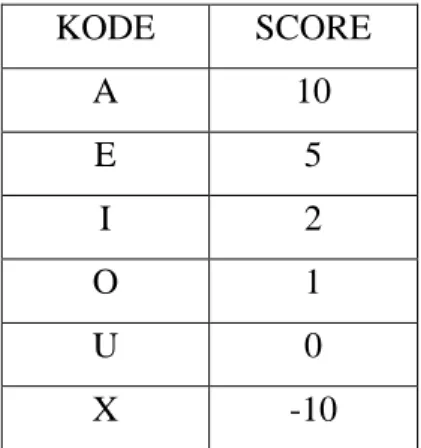
2.5.2 Nilai Simbol Keterkaitan
Score untuk setiap simbol kedekatan hubungan departemen dapat ditentukan oleh user. Namun, sistem tetap akan menampilkan score untuk masing-masing simbol yang mungkin dapat diterima. Apabila user merasa tidak sesuai, sebagai contoh user berpendapat bahwa simbol A memiliki score tiga atau empat kali lipat lebih penting daripada score simbol E, maka user dapat mengubah score yang telah ditampilkan oleh sistem.
Tabel 2.5 Nilai Simbol Keterkaitan
KODE SCORE
A 10
E 5
I 2
O 1
U 0
X -10
2.5.3 Ukuran Layout
BLOCPLAN akan menampilkan 5 pilihan ukuran layout dengan rasio Panjang banding lebar yang berbeda-beda. Pilihan rasio panjang banding lebar yang ditampilkan antara lain pada opsi 1 yaitu 1,35 : 1, opsi 2 yaitu 2 : 1, opsi 3 yaitu 1 : 1, opsi 4 yaitu 1 : 2, dan opsi 5 yaitu user dapat menentukan rasio panjang banding lebar sesuai dengan yang dikehendaki.
2.5.4 Cara Kerja
Dengan menggunakan automatic search algorithm, BLOCPLAN dapat mengembangkan beberapa alternatif layout sesuai dengan keinginan user dengan jumlah maksimal 20 alternatif layout. Departemen akan diletakkan pada area layout secara random. Layout alternatif akan ditampilkan dengan skala tertentu beserta
II-26
skornya. BLOCPLAN akan menampilkan satu persatu alternatif layout beserta skornya. Skor tertinggi dapat diusulkan sebagai alternatif layout terbaik.
2.5.5 Kriteria Pemilihan Alternatif Layout pada Blocplan
Dari pengolahan data dengan metode BLOCPLAN pada software BPLAN90, terdapat beberapa informasi yang perlu dijadikan pertimbangan dalam menentukan alternatif layout terbaik, yaitu Adjacency Score, R-Score, dan Rel-dist Score.
- Adjacency Score menggambarkan nilai kedekatan hubungan antar departemen. Adjacency Score (Layout score) diperoleh dengan membagi total skor pada pembobotan ARC yang dapat tercapai dengan skor total keseluruhan dan dikalikan 2.
Adjacency Score (Layout score) = 𝑇𝑜𝑡𝑎𝑙 𝑠𝑐𝑜𝑟𝑒 𝑦𝑎𝑛𝑔 𝑑𝑎𝑝𝑎𝑡 𝑡𝑒𝑟𝑐𝑎𝑝𝑎𝑖 𝑇𝑜𝑡𝑎𝑙 𝑠𝑐𝑜𝑟𝑒 𝑘𝑒𝑠𝑒𝑙𝑢𝑟𝑢ℎ𝑎𝑛 x 2
- Nilai Rel-dist score didapatkan dari penjumlahan semua nilai rel-dist score pada tiap departemen i ke departemen j.
𝑅𝑒𝑙−𝑑𝑖𝑠t 𝑠𝑐𝑜𝑟𝑒= ∑𝑛−1𝑖−1∑𝑛𝑗=𝑖−1𝑑ij r ij
Keterangan
𝑑𝑖𝑗 = Jarak rectilinier antara departemen i dan j
𝑟𝑖𝑗 = Nilai kedekatan hubungan antara departemen i dan j
- R-Score menunjukkan efisiensi layout. Nilai R-Score adalah antara 0 dan 1 (0≤
R-Score ≤1). Dimana :
R-score =1- rel dist score−lower bound upper bound−lower bound
Layout alternatif paling optimal merupakan layout dengan R-score tertinggi.
Namun jika terdapat nilai R-score yang sama, maka layout yang paling optimal adalah layout dengan nilai Rel-dist Score yang terendah dari nilai R-score yang tertinggi tersebut. Nilai Rel-dist Score yang rendah menunjukkan bahwa jarak antara stasiun yang harus berdekatan satu sama lain, semakin pendek.
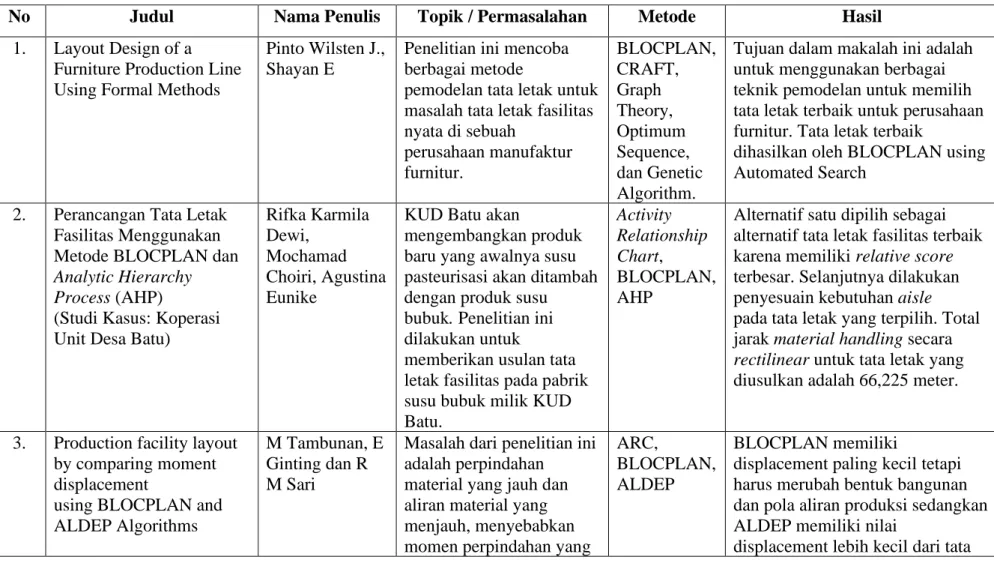
2.6 Penelitian Terdahulu
Subbab ini menjelaskan mengenai penelitian terdahulu yang pernah dilakukan dan menjelaskan bagaimana posisi dari penelitian ini.
II-27
Tabel 2.6 Penelitian Terdahulu
No Judul Nama Penulis Topik / Permasalahan Metode Hasil
1. Layout Design of a Furniture Production Line Using Formal Methods
Pinto Wilsten J., Shayan E
Penelitian ini mencoba berbagai metode
pemodelan tata letak untuk masalah tata letak fasilitas nyata di sebuah
perusahaan manufaktur furnitur.
BLOCPLAN, CRAFT, Graph Theory, Optimum Sequence, dan Genetic Algorithm.
Tujuan dalam makalah ini adalah untuk menggunakan berbagai teknik pemodelan untuk memilih tata letak terbaik untuk perusahaan furnitur. Tata letak terbaik
dihasilkan oleh BLOCPLAN using Automated Search
2. Perancangan Tata Letak Fasilitas Menggunakan Metode BLOCPLAN dan Analytic Hierarchy Process (AHP)
(Studi Kasus: Koperasi Unit Desa Batu)
Rifka Karmila Dewi,
Mochamad Choiri, Agustina Eunike
KUD Batu akan
mengembangkan produk baru yang awalnya susu pasteurisasi akan ditambah dengan produk susu bubuk. Penelitian ini dilakukan untuk
memberikan usulan tata letak fasilitas pada pabrik susu bubuk milik KUD Batu.
Activity Relationship Chart,
BLOCPLAN, AHP
Alternatif satu dipilih sebagai alternatif tata letak fasilitas terbaik karena memiliki relative score terbesar. Selanjutnya dilakukan penyesuain kebutuhan aisle pada tata letak yang terpilih. Total jarak material handling secara rectilinear untuk tata letak yang diusulkan adalah 66,225 meter.
3. Production facility layout by comparing moment displacement
using BLOCPLAN and ALDEP Algorithms
M Tambunan, E Ginting dan R M Sari
Masalah dari penelitian ini adalah perpindahan
material yang jauh dan aliran material yang menjauh, menyebabkan momen perpindahan yang
ARC,
BLOCPLAN, ALDEP
BLOCPLAN memiliki
displacement paling kecil tetapi harus merubah bentuk bangunan dan pola aliran produksi sedangkan ALDEP memiliki nilai
displacement lebih kecil dari tata
II-28
besar. Oleh karena itu, perlu dirancang suatu tata letak yang memiliki aliran material yang teratur dan jarak perpindahan material yang minimum sehingga momen yang dihasilkan menjadi minimum.
letak awal tetapi lebih besar dari BLOCPLAN, jika ALDEP diadopsi bentuk bangunan tidak berubah dan lantai produksi memiliki pola aliran garis lurus.
4. Perancangan Ulang Tata Letak Fasilitas Di PT Dwi Komala Dengan Metode Systematic Layout Planning
R. Pitaloka Naganingrum
Masalah yang terjadi di perusahaan ini adalah target produksi yang tidak terpenuhi dikarenakan adanya waste gerakan bolak balik, waste transportasi berlebih terjadi karena penempatan stasiun kerja yang tidak melihat urutan proses.
Penelitian ini bertujuan untuk merancang ulang tata letak PT Dwi Komala untuk meminimasi ongkos material handling (OMH).
ARC, ARD, systematic layout planning, ongkos material handling (OMH)
Dari metode systematic layout planning (SLP) terdapat 3 alternatif layout yang dapat meminimasi OMH. Layout 1 menghemat OMH sebesar 11,35%, layout II
menghemat OMH sebesar 31,17%, dan layout III menghemat OMH sebesar 32,44%. Sehingga layout III direkomendasikan sebagai layout usulan terpilih.
5. Perancangan Ulang Tata Letak Fasilitas Produksi dengan Pendekatan Group Technology Dan Algoritma Blocplan Untuk
Joko Susetyo, Risma Adelina Simanjuntak, João Magno Ramos
Dalam penelitian ini perancangan ulang tata letak fasiltas mesin pada perusahaan logam
Group technology (GT), Blocplan, Rank Order
Dari hasil penelitian diperoleh bahwa relayout yang dirancang lebih baik dari layout. Relayout memiliki jarak rectilinear perpindahan material yang lebih
II-29 Meminimasi Ongkos
Material Handling
yang memproduksi berbagai macam produk logam. Berdasarkan permasalahan yang ada, berupa adanya cross movement yang membuat jarak pemindahan bahan baku
(material handling) kurang efisien, perancangan dilakukan dengan mengunakan group teknologi yaitu
mengelompokkan produk yang memiliki kesamaan desain atau kesamaan karakteristik manufaktur atau gabungan dari keduanya.
Clustering (ROC), ongkos material handling (OMH)
kecil, selisihnya 116 m atau penurunan jaraknya sebesar 13,36% dari kondisi awal. Begitu juga dengan penurunan ongkos material handling berdasarkan jarak rectilinear adalah Rp
18.900/hari atau penurunan ongkos ongkos material handling sebesar 16%.
6. Usulan Perancangan Tata Letak Fasilitas Dengan Metode Blocplan Untuk Meminimasi Jarak
Perpindahan Dan Ongkos Material Handling
(Studi Kasus Pt Entri Jaya Makmur)
Rizkia Nurlailia Penelitian ini akan berfokus pada
perancangan tata letak fasilitas dengan metode BLOCPLAN. Untuk mendapatkan layout terbaik dari metode BLOCPLAN, penelitian ini membandingkan tiga
Activity Relationship Chart,
BLOCPLAN, Ongkos Material Handling (OMH)
II-30
cara yang berbeda dalam aplikasi BPLAN90, yaitu secara Automatic search, Improvement Algorithm, dan Random.
Karakteristik penentuan pemilihan layout usulan berupa jarak material handling dan ongkos material handling (OMH).