PENGARUH CUTTING SPEED DAN RASIO L/D TERHADAP KESILINDRISAN
BENDA KERJA HASIL FINISHING PADA PROSES PEMBUBUTAN TIRUS
DIVERGEN DENGAN ALUMINIUM 6061
JURNAL
KONSENTRASI TEKNIK PRODUKSI
Diajukan untuk memenuhi sebagian persyaratan memperoleh gelar Sarjana Teknik
Disusun oleh:
WAHYU DWI ANGGORO NIM. 0910623069-62
KEMENTERIAN PENDIDIKAN NASIONAL
UNIVERSITAS BRAWIJAYA
FAKULTAS TEKNIK
MALANG
1
DIVERGEN DENGAN BAHAN ALUMUNIUM 6061
Wahyu Dwi Anggoro, Endi Sutikno, Erwin Sulistyo
Jurusan Teknik Mesin Fakultas Teknik Universitas Brawijaya Jalan MT. Haryono 167, Malang 65145, Indonesia
E-mail: dwianggoro.sukarsono91@gmail.com
ABSTRACT
Machining Proccess is one of the main processes in the metal manufacturing industry. The quality characteristic of the ideal geometry is considered as an evaluation of the product. Cutting Parameters and the geometry of the workpiece has influence on the results of the process of lathe (turning). In this research was done lathe process using CNC EMCO Turn 242 as machine that which is purposed to know influence of Ratio L/D and Cutting Speed to cylindrical of a workpiece by using aluminium 6061 as material of workpiece. Cutting speed is used 87.92 mm/min, 100.48 mm/min, 113.04 mm/min and 125,6 mm/min with ratio L/D 3.37, 3.87 and 4.37. From this research are obtained data of the cylindrical from the workpiece. From this research are obtained too the value of upper and lower limit control of the cylindrical from each line. On the line one the value of upper control limit = 0.06 mm and the value of lower control limit = 0.02 mm, on the line two the value of upper control limit = 0.11 mm and the value of lower control limit = 0.04 mm, on the line three the value of upper control limit = 0,11 mm and the value of lower control limit = 0.04 mm, on the line four the value of upper control limit = 0.11mm dan the value of lower control limit = 0.04 mm. The lowest of cylindrical value is cutting speed 87.92 mm/min and ratio L/D 3.37 = 0.016 mm. While The highest of cylindrical value is cutting speed 125.6 mm/min dan ratio L/D 4.37 = 0.0576 mm. So the more larger Cutting speed then the value of cylindrical will be increasing and the more larger ratio L/D then the value of cylindrical will be more increase too.
Keyword: aluminium 6061, ratio L/D, cutting speed, cutting force, cylindrical
PENDAHULUAN Latar Belakang
Proses Pembubutan merupakan salah satu bagian proses utama dalam industri manufaktur logam. Dalam proses pembubutan suatu produk dapat terjadi penyimpangan terhadap karakteristik geometri yang telah ditentukan. Proses pembubutan sendiri tentu dituntut untuk menghasilkan produk yang berkualitas dan memiliki karakteristik geometri yang ideal dan waktu produksi yang singkat. Suatu Produk memiliki karakteristik geometri yang ideal apabila produk tersebut memiliki dimensi yang tepat, bentuk yang sempurna serta permukaan yang halus.
Karakteristik geometri mempunyai pengaruh yang besar atas karakteristik fungsional, tetapi bukan sebagai ukuran kemampuan mesin. Suatu karakteristik fungsional tertentu direncanakan dengan suatu mesin. Karakteristik geometrik yang
ideal (ukuran/dimensi yang teliti, bentuk yang sempurna, posisi yang tepat, dan permukaan yang sangat halus) tidak mungkin dapat terpenuhi terutama pada hasil produksi yang mempunyai bentuk dengan tingkat kerumitan yang tinggi, karena selama proses pembuatan produk, terdapat faktor-faktor yang menyebabkan terjadinya penyimpangan yang tidak dapat dihindari, sehingga terjadinya penyimpangan karakteristik geometri kemungkinan besar akan berpengaruh pada karakteristik fungsional seperti: kekuatan dan perkiraan umur.
2
dengan merubah cutting speed dan ratio L/D yang merupakan parameter di dalam proses permesinan bidang manufaktur. Kemampuan mencapai kesilindrisan pada suatu produk, merupakan tujuan utama pada proses pembubutan. Oleh karena itu perlu dilakukan penelitian tentang hubungan kebulatan benda kerja dengan parameter dasar pada proses pembubutan khususnya pembubutan tirus divergen. Dari beberapa penelitian sebelumnya Anang Nirmadi (2007). "Analisa Pengaruh Kecepatan Potong Tinggi Pada Proses Bubut CNC Dengan Tailstock Terhadap Kesilindrisan Produk", dan B.Budi Mariatanto. (1996).
"Pengaruh Kecepatan Pemotongan Dan Gerak Makan Terhadap Penyimpangan Diameter Dan Kebulatan Produk Hasil Permesinan CNC ET 242".
Berdasarkan uraian tersebut perlu diadakan penelitian mengenai pengaruh parameter dasar pada proses pembubutan terhadap kesilindrisan benda kerja pada proses pembubutan tirus divergen, dimana parameter dasar pembubutan yang akan diteliti meliputi pengaruh ratio L/D dan cutting speed terhadap kesilindrisan benda kerja, dengan tujuan untuk mengetahui seberapa besar pengaruh ratio L/D dan cutting speed terhadap kesilindrisan benda kerja hasil finishing pada proses pembubutan tirus divergen.
TINJAUAN PUSTAKA Definisi Proses Pemesinan
Definisi proses pemesinan adalah proses pembentukan geram (chips) akibat perkakas (tools), yang dipasangkan pada mesin perkakas (machine tools), bergerak relatif terhadap benda kerja (work piece) yang dicekam pada daerah kerja mesin perkakas (Rochim Taufiq, 2007;1). Proses pemesinan termasuk dalam klasifikasi proses pemotongan logam merupakan suatu proses yang digunakan untuk mengubah bentuk suatu produk dari logam (komponen mesin) dengan cara memotong, mengupas, atau memisah. Tergantung pada cara pemotongannya
maka seluruh proses pemotongan logam dapat dikelompokkan menjadi empat kelompok dasar yaitu:
- -Proses pemesinan dengan mesin las - -Proses pemesinan dengan mesin press - -Proses pemesinan dengan mesin
perkakas
- -Proses pemesinan non konvensional (Electric Discharge Machining dan sebagainya).
Pembubutan Tirus
Suatu benda kerja dikatakan tirus apabila terdapat perbedaan dimensi pada kedua ujung sisi pada benda yang memiliki bentuk silindris. Pembubutan tirus (Taper), yaitu proses pembuatan benda kerja berbentuk konis. Pembubutan tirus Divergen adalah proses pembubutan benda kerja berbentuk konis yang dimulai dari diameter terkecil dahulu kemudian diameter terbesar. sedangkan. Pembubutan tirus Konvergen adalah proses pembubutan benda kerja berbentuk konis yang dimulai dari diameter terbesar dahulu kemudian diameter terkecil.
Parameter Pemesinan
Pada proses bubut terdapat tiga parameter yaitu kecepatan potong (V), pemakanan (f), dan kedalaman potong (a). Elemen dasar pada proses bubut dapat diketahui menggunakan rumus yang dapat diturunkan berdasarkan gambar 1 berikut ini.
Gambar 1: Proses bubut Sumber: Rochim, 1993
Benda Kerja
dm = diameter akhir (mm) lt= panjang pemesinan (mm)
Pahat ;
kr= sudut potong utama (°)
γo = sudut geram (°)
Mesin Bubut ;
a = kedalaman potong (mm)
(1) f = gerak makan (mm/rev)
n = putaran poros utama (rpm)
Kecepatan Pemotongan (Cutting Speed)
(2)
dengan:
= Kecepatan pemotongan (m/min) d = Diameter benda kerja (mm) n = Putaran spindel (rpm)
Kecepatan Gerak Makan (Feed Rate)
vf = f . n (mm/min) (3)
dengan:
vf = Kecepatan pemakanan (mm/min)
f = Pemakanan (mm) n = Putaran spindel (rpm)
Kedalaman Pemakanan (Depth Of Cut)
(4) dengan :
a = kedalaman pemotongan (mm) D = diameter awal (mm)
d = diameter akhir (mm)
Aluminium
Aluminium merupakan logam ringan mempunyai ketahanan korosi dan hantaran listrik yang baik. Selain untuk peralatan rumah tangga, aluminium dipakai untuk keperluan material pesawat terbang, mobil, kapal laut, konstruksi dsb (Surdia, 1984:129).
Tabel 1 Sifat-sifat fisik aluminium
Sumber: tata surdia (1984:134)
Tabel 2 Sifat-sifat mekanik aluminium
Sumber: tata surdia (1984:134)
Toleransi
Toleransi adalah perbedaan dua batas ukuran , sehingga ukuran pada benda kerja boleh terletak antara dua batas yang diizinkan. terdapat 3 macam toleransi yaitu toleransi liniear, toleransi sudut dan toleransi geometri.
Gambar 2: Toleransi Bentuk Sumber : Sato (1999 : 168)
Kesilindrisan
Kebulatan adalah bentuk melingkar dengan jari-jari yang sama dan berpusat pada satu titik. Suatu benda dapat dikatakan bulat apabila jarak dari semua titik pada keliling benda tersebut terhadap pusatnya (jari-jari) mempunyai panjang yang sama.
4
titik dari diameter awal dan diameter akhir.
Kesilindrisan dapat dicari menggunakan persamaan berikut :
ERROR = R1 - R2 (5) Sumber : Sato (2008 : 159)
dengan :
ERROR = Nilai Kesilindrisan R1 = Nilai jari - jari
terbesar (mm) R2 = Nilai jari - jari
terkecil (mm)
Defleksi
Defleksi adalah perubahan bentuk pada jarak pusat kelengkungan batang atau balok terhadap sumbu utama normal batang atau balok akibat adanya pembebanan vertikal yang diberikan pada balok atau batang. Adapun hal-hal yang dapat mempengaruhi terjadinya defleksi (Munandar, 2011 : 2) yaitu :
1. Kekakuan batang.
2. Besar kecilnya gaya yang diberikan.
3. Jenis tumpuan yang diberikan. 4. Jenis beban yang terjadi pada batang.
Gambar 3 : Balok Kantilever dengan Beban P
Sumber : William (1999)
Jika sebuah balok kantilever diberi beban maka akan terdapat defleksi (a). Untuk mengetahui besarnya defleksi, maka dapat dicari dengan persamaan sebagai berikut (Timoshenko, 1996 : 144)
a = PL3
3EI (6) dengan :
P = Beban terpusat (N)
E = Modulus elastisitas bahan (N/m2)
I = Momen inersia (m4)
L = Panjang batang (m)
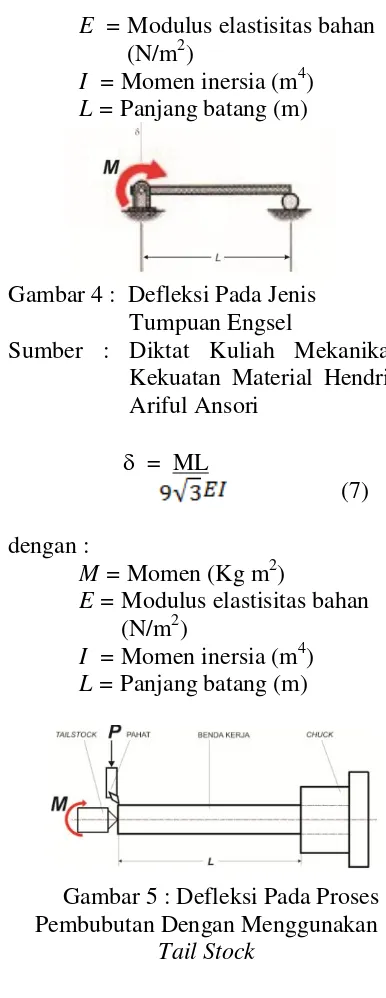
Gambar 4 : Defleksi Pada Jenis Tumpuan Engsel
Sumber : Diktat Kuliah Mekanika Kekuatan Material Hendri Ariful Ansori
= ML
(7)
dengan :
M = Momen (Kg m2)
E = Modulus elastisitas bahan (N/m2)
I = Momen inersia (m4)
L = Panjang batang (m)
Gambar 5 : Defleksi Pada Proses Pembubutan Dengan Menggunakan
Tail Stock
Total = a - (8)
METODOLOGI PENELITIAN
Metode penelitian yang digunakan adalah metode eksperimental. Metode penelitian eksperimental yaitu melakukan pengamatan untuk mencari data sebab akibat dalam suatu proses melalui eksperimen sehingga dapat mengetahui pengaruh ratio L/D dan cutting speed terhadap kesilindrisan benda kerja pada proses pembubutan.
Variabel Penelitian
Variabel penelitian yang digunakan dalam penelitian ini adalah:
1. Variabel bebas
Cutting Speed : 87.92 mm/min,
100.48 mm/min, 113.04 mm/min dan 125.6 mm/min
Ratio L/D (mm) : 3.37, 3.87 dan
4.37 2. Variabel terikat
Kesilindrisan 3. Variabel kontrol
Depth of Cut (a) : 0,5 mm
Feeding (f) : 0,05 mm/rev
Cutting Fluid : Soluble Oil
- Tipe : Martol Soluble 1
00 - Viskositas : 164 Ns/
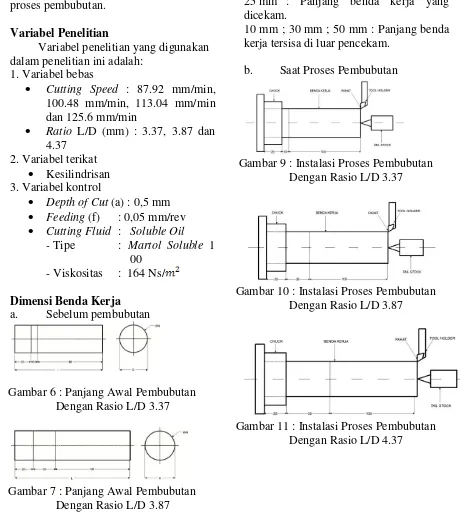
Dimensi Benda Kerja
a. Sebelum pembubutan
Gambar 6 : Panjang Awal Pembubutan Dengan Rasio L/D 3.37
Gambar 7 : Panjang Awal Pembubutan Dengan Rasio L/D 3.87
Gambar 8 : Panjang Awal Pembubutan Dengan Rasio L/D 4.37
Keterangan :
100 mm : Panjang benda kerja yang akan dibubut.
25 mm : Panjang benda kerja yang dicekam.
10 mm ; 30 mm ; 50 mm : Panjang benda kerja tersisa di luar pencekam.
b. Saat Proses Pembubutan
Gambar 9 : Instalasi Proses Pembubutan Dengan Rasio L/D 3.37
Gambar 10 : Instalasi Proses Pembubutan Dengan Rasio L/D 3.87
6
c. Setelah Pembubutan
Gambar 12 : Benda Kerja Hasil Proses Pembubutan
Bahan Penelitian :
Material yang digunakan yaitu Aluminium 6061 dengan diameter awal sebelum dilakukan proses pembubutan 38 mm dengan desain yang sama pada setiap spesimen dengan panjang tirus 50 mm dan sudut ketirusan 9º.
HASIL dan PEMBAHASAN
Untuk mendapatkan data
penyimpangan kesilindrisan, dilakukan pengambilan data dan pengukuran menggunakan dial indicator. Pengukuran dilakukan pada 2 segmen yang terdiri dari 4 baris pada setiap spesimen dan setiap diameter awal dan diameter akhir dengan 3 kali pengulangan untuk memberikan tingkat ketelitian data pengukuran yang diperoleh, kemudian diambil rata – rata dari data hasil pengukuran tersebut.
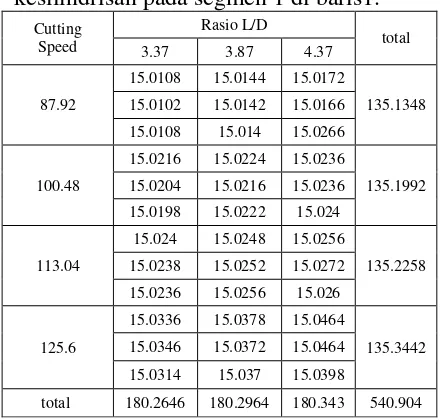
Tabel 3. Data nilai penyimpangan kesilindrisan pada segmen 1 di baris1.
Cutting
15.0108 15.0144 15.0172
135.1348 15.0102 15.0142 15.0166
15.0108 15.014 15.0266
100.48
15.0216 15.0224 15.0236
135.1992 15.0204 15.0216 15.0236
15.0198 15.0222 15.024
113.04
15.024 15.0248 15.0256
135.2258 15.0238 15.0252 15.0272
15.0236 15.0256 15.026
125.6
15.0336 15.0378 15.0464
135.3442 15.0346 15.0372 15.0464
15.0314 15.037 15.0398
total 180.2646 180.2964 180.343 540.904
Tabel 4. Data nilai penyimpangan kesilindrisan pada segmen 1 di baris2.
Cutting Speed Rasio L/D total 3.37 3.87 4.37
87.92
20.024 20.0272 20.0312
180.2456 20.026 20.0264 20.0312
20.0236 20.0276 20.0284
100.48
20.034 20.038 20.0392
180.328 20.0336 20.0376 20.0384
20.0348 20.0348 20.0376
113.04
20.038 20.0388 20.0404
180.3524 20.038 20.0396 20.04
20.0384 20.0396 20.0396
125.6
20.0452 20.0496 20.052
180.432 20.0436 20.0496 20.0524
20.04 20.0496 20.05
total 240.4192 240.458 240.48 721.358
Tabel 5. Data nilai penyimpangan kesilindrisan pada segmen 2 di baris 3.
Cutting Speed Rasio L/D total 3.37 3.87 4.37
87.92
30.0262 30.027 30.0302
270.2552 30.0262 30.0274 30.0314
30.0264 30.0266 30.0338
100.48
30.0344 30.0352 30.0394
270.32924 30.0344 30.0352 30.04
30.0342 30.0388 30.0376
113.04
30.0488 30.0512 30.0544
270.462 30.0488 30.0516 30.0552
30.0468 30.0516 30.0536
Tabel 6. Data nilai penyimpangan kesilindrisan pada segmen 1 di baris1.
Gambar 13 : Grafik Hubungan Interaksi Antara Cutting Speed dan Rasio L/D Dengan Kesilindrisan Rata- Rata Pada
Baris 1
Dari grafik hubungan interaksi antara cutting Speed dan Rasio L/D terhadap kesilindrisan rata-rata pada segmen 1 di baris 1terlihat bahwa terjadi interaksi antara cutting speed dan rasio L/D terhadap kesilindrisan permukaan benda kerja pada segmen 1 di baris 1. Semakin besar cutting speed dan rasio L/D, maka penyimpangan kesilindrisan pada permukaan benda kerja segmen 1 di baris 1 akan semakin meningkat. Nilai kesilindrisan terendah didapat pada variasi cutting speed 87,92 mm/min dan rasio L/D 3,37 sebesar 0.016 mm. Sedangkan Nilai kesilindrisan tertinggi didapat pada variasi cutting speed 125,6 mm/min dan rasio L/D 4,37 sebesar 0.0442 mm. Hal ini dikarenakan defleksi
yang ditimbulkan oleh pertambahan panjang benda kerja karena peningkatan nilai rasio L/D semakin meningkat dan karena pencekaman benda kerja yang tidak stabil yang menyebakan benda bergeser saat proses pembubutan yang karena semakin meningkatnya cutting speed.
Gambar 14 : Grafik Hubungan Interaksi Antara Cutting Speed dan Rasio L/D Dengan Kesilindrisan Rata- Rata Pada
Baris 2
Dari grafik hubungan interaksi antara cutting Speed dan Rasio L/D terhadap kesilindrisan rata-rata pada segmen 1 di baris 2 terlihat bahwa terjadi interaksi antara cutting speed dan rasio L/D terhadap kesilindrisan permukaan benda kerja pada segmen 1 di baris 2. Semakin besar cutting speed dan rasio L/D, maka penyimpangan kesilindrisan pada permukaan benda kerja segmen 1 di baris 2 akan semakin meningkat. Terjadi peningkatan nilai kesilindrisan di baris 2 dibanding nilai kesilindrisan di baris1. Hal ini dikarenakan posisi baris2 lebih dekat dengan chuck (pencekaman) sehingga defleksinya lebih besar daripada baris1, yang menyebabkan nilai kesilindrisannya meningkat. Nilai kesilindrisan terendah didapat pada variasi cutting speed 87,92 mm/min dan rasio L/D 3,37 sebesar 0.0245 mm. Sedangkan Nilai kesilindrisan tertinggi didapat pada variasi
cutting speed 125,6 mm/min dan rasio
35.0286 35.0316 35.0316
100.48
35.039 35.043 35.0408
315.3656 35.0402 35.0384 35.0402
35.039 35.0414 35.0436
113.04
35.0424 35.0466 35.0476
315.4124 35.0418 35.0458 35.0474
35.0436 35.0458 35.0514
125.6
35.0498 35.0548 35.0576
315.4878 35.0504 35.0544 35.0576
35.0516 35.054 35.0576
8
Gambar 15: Grafik Hubungan Interaksi Antara Cutting Speed dan Rasio L/D Dengan Kesilindrisan Rata- Rata Pada
Baris 3
Dari grafik hubungan interaksi antara cutting Speed dan Rasio L/D terhadap kesilindrisan rata-rata pada segmen 2 di baris 3 terlihat bahwa tidak terjadi interaksi antara cutting speed dan rasio L/D terhadap kesilindrisan permukaan benda kerja pada segmen 3 di baris 2. Hal ini dapat dilihat dari grafik hubungan interaksi antara cutting Speed dan Rasio L/D terhadap kesilindrisan rata-rata pada segmen 2 di baris 3 yang cenderung sejajar. Semakin besar cutting speed dan rasio L/D, maka penyimpangan kesilindrisan pada permukaan benda kerja segmen 2 di baris 3 akan semakin meningkat namun tidak signifikan dibanding pada segmen 1. Hal ini dikarenakan selisih antara nilai kesilindrisan pada diameter awal (r1) dan diameter akhir (r2) tidak terlalu besar. Terjadi peningkatan nilai kesilindrisan di baris 3 dibanding nilai kesilindrisan pada segmen 1. Hal ini dikarenakan posisi baris 3 lebih dekat dengan chuck (pencekaman) sehingga defleksinya lebih besar daripada segmen 1, yang menyebabkan nilai kesilindrisannya meningkat. Nilai kesilindrisan terendah didapat pada variasi cutting speed 87,92 mm/min dan rasio L/D 3,37 sebesar 0.0263 mm. Sedangkan Nilai kesilindrisan tertinggi didapat pada variasi cutting speed 125,6 mm/min dan rasio L/D 4,37 sebesar 0.0544 mm.
Gambar 16 : Grafik Hubungan Interaksi Antara Cutting Speed dan Rasio L/D Dengan Kesilindrisan Rata- Rata Pada
Baris 4
KESIMPULAN
Dari penelitian yang sudah dilakukan dapat disimpulkan sebagai berikut:
Cutting Speed berpengaruh
terhadap kesilindrisan permukaan benda kerja hasil finishing pada proses pembubutan tirus pada Aluminium 6061. Rasio L/D berpengaruh terhadap kesilindrisan permukaan benda kerja hasil
finishing pada proses pembubutan
tirus pada Aluminium 6061
Interaksi antara Cutting Speed dan Rasio L/D berpengaruh secara nyata terhadap kesilindrisan permukaan benda kerja hasil
finishing pada proses pembubutan
tirus pada Aluminium 6061. Pada Cutting Speed yang rendah, yaitu pada variasi cutting speed 87.92 mm/min dan rasio L/D 3.37 sebesar 0.0106 mm . Sedangkan Nilai kesilindrisan tertinggi didapat pada variasi cutting speed 125.6 mm/min dan rasio L/D 4.37 sebesar 0.0576 mm.
SARAN
Dari penelitian yang sudah dilakukan dapat disimpulkan sebagai berikut:
Perlu dilakukan penelitian lebih lanjut mengenai pengaruh cutting
speed dan Rasio L/D terhadap
gaya yang terjadi selama proses pemotongan.
Perlu dilakukan penelitian lebih lanjut mengenai pengaruh cutting
speed dan Rasio L/D terhadap
kekasaran permukaan benda kerja dengan setting nilai parameter pemesinan yang tinggi.
Daftar Pustaka
Arizal. 2013. Penagruh kecepatan dan panjang pemotongan terhadap kebulatan poros S45C proses bubut konvesional.
Mariatanto, Budi. 1996. Pengaruh kecepatan pemotongan dan gerak makan terhadap penyimpangan dan kebulatan produk hasil pemesinan cnc turn 242.
Nirmadi, Anang. 2007. Analisa pengaruh kecepatan potong tinggi pada proses bubut cnc dengan tail stock terhadap kesilindrisan produk.
Rilley,William F., Sturges, Leroy D. danMorris, Don H. 1999. Mechanic of Materials,,fifth edition, New York : John Willey & Sons, Inc.
Rochim, Taufiq. 2007. Klasifikasi proses, gaya dan daya pemesinan, buku 1, Bandung : ITB.
Sato G. Takhesi & H. N. Sugiarto. 1999. Menggambar Mesin Menurut Standar ISO, edisi kedelepan, Jakarta : PT. Parandya Paramita.
Siregar, Syofian. 2012. Statistik parametrik untuk penelitian kuantitatif, Jakarta : PT. Bumi Aksara.
Sumitomo, 20 Insert D-Type-Positive Catalog. Japan : sumi-tomo site.
Tata Surdia, Shinroku Saito, “ Pengetahuan Bahan Teknik “,
PT.Pradnya
Paramita, Jakarta, 1995. Walpole, Ronald. 1992. Pengantar
statistika, edisi ketiga, Jakarta : PT. Gramedia Pustaka Umum.
Widarto, Sentot B., Wijanarka, Sutopo, Paryanto. 2008. Teknik Pemesinan, Jalarta : Direktorat Jenderal Manajemen Pendidikan Dasar dan MenengahDirektorat Pembinaan
Sekolah Menengah
KejuruanDepartemen Pendidikan Nasional.
www.sumitomotool.com/upload/katalog/2 011/START.pdf