BAB II BAB II
LANDASAN TEORI LANDASAN TEORI
2.
2.11 MaMananajejememen Kn Kuaualitlitas as TeTerprpadaduu
2.1.1
2.1.1 Definisi Definisi ManajemManajemen en Kualitas Kualitas TerpaduTerpadu
Dalam setiap kegiatan atau aktifitas yang dilakukan oleh manusia dalam suatu Dalam setiap kegiatan atau aktifitas yang dilakukan oleh manusia dalam suatu org
organisanisasi asi baik baik sossosial ial maumaupun pun orieorientasntasi i padpada a keukeuntuntungangan n berbertujutujuan an untuntuk uk menyediakan produk atau jasa bagi keperluan manusia lain. Nilai yang paling menyediakan produk atau jasa bagi keperluan manusia lain. Nilai yang paling penting
penting dari dari penyepenyediaan diaan produproduk k atau atau jasa jasa tersebutersebut t harus harus dapat dapat digundigunakanakan sebaik
sebaik-baiknya ole-baiknya oleh orang lain. Kata “sebaikh orang lain. Kata “sebaik-baikny-baiknya produk a produk atau jasa yangatau jasa yang digunakan” merupakan kata dasar dari kualitas. (Juran, 1970)
digunakan” merupakan kata dasar dari kualitas. (Juran, 1970)
Dalam rangka mempertahankan dan meningkatkan kualitas, maka banyak Dalam rangka mempertahankan dan meningkatkan kualitas, maka banyak organisasi baik sosial maupun perusahaan menerapkan konsep TQM (
organisasi baik sosial maupun perusahaan menerapkan konsep TQM ( Total Total Quality Management
Quality Management ) atau manajemen kualitas terpadu. Konsep manajemen) atau manajemen kualitas terpadu. Konsep manajemen ku
kualalititas as teterprpadadu u adadalalah ah mememamananajejememen n sesemumua a asaspepek k ororgaganinisasasi si sesecacarara keseluruhan untuk menjadikan unggul dalam semua aspek produk atau jasa keseluruhan untuk menjadikan unggul dalam semua aspek produk atau jasa yang dihasilkan yang penting bagi konsumen.
yang dihasilkan yang penting bagi konsumen. Ma
Mananajejememen n KuKualalititas as TeTerprpadadu u (M(MKTKT) ) mememimililiki ki 3 3 susuku ku kakata ta yayaititu:u: Ma
Manajenajemenmen, , KuKualitalitas, dan as, dan TeTerpadrpadu. u. MenMenuruurut t GouGouzali (1996zali (1996), ), manmanajeajemenmen diartikan sebagai:
diartikan sebagai: “
“ IlmIlmu u dan dan senseni i peperenrencancanaanaan, , penpengogorgarganisnisasiasian, an, penpengagarahrahan,an, pengkoordinasian, dan pengendalian sumber daya yang ada untuk pengkoordinasian, dan pengendalian sumber daya yang ada untuk mencapai tujuan yang ditetapkan terlebih dulu.”
mencapai tujuan yang ditetapkan terlebih dulu.”
Sed
Sedang ang penpengergertian tian kuakualitalitas s terdterdiri iri dari dari berbermacamacam-mm-macam acam defidefinisnisi i daridari berbag
berbagai ai macam sudut pandang. Pada macam sudut pandang. Pada dunia industri, definisi kualitas dunia industri, definisi kualitas menurumenurutt Juran (1970) lebih sering diartikan sebagai:
Juran (1970) lebih sering diartikan sebagai: “
“ TeTepapat t kekegugunanaanannynya a babagi gi pepemamakakai, i, titingngkakat t dadari ri kekelalas s atatauau kategori produk yang akan
kategori produk yang akan memberikan kepuasan bagi masyarakatmemberikan kepuasan bagi masyarakat lua
di
dimimililikiki, , fufungngsi si dadari ri sesebubuah ah prprododukuk, , dadan n DeDepapartrtememen en yayangng mengontro
mengontrol mutu baik l mutu baik produk .“produk .“
Dan dalam kamus besar bahasa Indonesia, definisi dari terpadu adalah: Dan dalam kamus besar bahasa Indonesia, definisi dari terpadu adalah:
“ Tercampur dari beberapa obyek
“ Tercampur dari beberapa obyek menjadi satu dalam kesatuan.”menjadi satu dalam kesatuan.” Pa
Pada da dadasasarnyrnya a mamananajejemen men kukualalitaitas s tototal tal ((qualquality ity manmanagemagement ent ) ) atataauu manajemen kualitas terpadu (
manajemen kualitas terpadu (Total Quality Management Total Quality Management = TQM) didefinisikan= TQM) didefinisikan sebagai suatu cara meningkatkan performansi secara terus menerus (
sebagai suatu cara meningkatkan performansi secara terus menerus ( continouscontinous performa
performance nce improvemimprovement ent ) pada setiap level operasi atau proses, dalam setiap) pada setiap level operasi atau proses, dalam setiap area fungsional dari suatu organisasi, dengan menggunakan semua sumber daya area fungsional dari suatu organisasi, dengan menggunakan semua sumber daya manusia dan modal yang tersedia. (Gasperz, 1997)
manusia dan modal yang tersedia. (Gasperz, 1997) ISO 9000:2000 (
ISO 9000:2000 (Quality VocabularyQuality Vocabulary) mendefinisikan manajemen kualitas) mendefinisikan manajemen kualitas (Obenauf, 2001) sebagai:
(Obenauf, 2001) sebagai: “Akti
“Aktifitas fitas melamelakukan kukan pengpengaturaturan an pada pada orgorganisaanisasi si untuuntuk k mengmengawasawasii dan mengontrol dengan tujuan pencapaian kualitas dengan kegiatan dan mengontrol dengan tujuan pencapaian kualitas dengan kegiatan anta
antara ra lain: perencalain: perencanaan kualitas naan kualitas ((quality planning quality planning ), ), pengpengendaliendalianan kualitas (
kualitas (quality control quality control ), penjaminan kualitas (), penjaminan kualitas (quality quality assurancassurancee), dan), dan peningkatan kualitas (
peningkatan kualitas (quality quality improvemimprovement ent ) “) “ Ta
Tangnggugung ng jawjawab ab ununtutuk k mamananajemjemen en kukualialitatas s adada a papada da sesemumua a levlevel el dardarii ma
mananajejememen, n, tetetatapi pi haharurus s didikekendndalalikikan an ololeh eh mamananajejememen n pupuncncak ak ((toptop management
management ), ), dadan n imimplplememenentatasisinynya a haharurus s memelilibabatktkan an sesemumua a ananggggototaa organisasi.
organisasi. 2.1.2
2.1.2 Dimensi Kualitas dan Dimensi Kualitas dan Performansi KualitasPerformansi Kualitas B
Bererdadasasarkrkan an dedefifininisi si kkuaualilitatass, , mmakaka a ararti ti dadari ri kukualalititas as sesendndiriri i dadappatat dikateg
dikategorikan lagi orikan lagi menjadmenjadi i beberabeberapa pa dimensdimensi i yang dapat yang dapat mengmenggambagambarkan rkan atauatau mengukur tingkat kualitas tersebut. Kualitas memiliki 9 dimensi yang berbeda mengukur tingkat kualitas tersebut. Kualitas memiliki 9 dimensi yang berbeda seperti dijelaskan pada tabel II.1 Pada halaman selanjutnya:
seperti dijelaskan pada tabel II.1 Pada halaman selanjutnya:
Tabel II.1 Dimensi Kualitas Tabel II.1 Dimensi Kualitas
D
DIIMMEENNSSI I AARRTTI I DDAAN N CCOONNTTOOH H DDIIMMEENNSSII Performance
Performance (daya guna)(daya guna) Karakteristik utama produk, seperti kejelasan sebuah gambar Karakteristik utama produk, seperti kejelasan sebuah gambar pada produk
pada produk Features
Features (keutamaan)(keutamaan) Karakteristik tambahan produk, seperti adanya alat Karakteristik tambahan produk, seperti adanya alat pengendpengendaliali otomatis (
otomatis (remote control remote control ).). Conformance
Conformance (kesesuaian(kesesuaian dengan standar)
dengan standar)
Ses
Sesuai uai dedengngan an spespesifisifikaskasi i ataatau u stanstandar dar yanyang g ditditenentukatukann perusahaan
perusahaan, seperi: , seperi: hasil jahitan pada pakaian.hasil jahitan pada pakaian. Reliability
Reliability ( daya uji)( daya uji) KonsKonsisten isten padpada a wakuwaku perf performaormancence sepeseperti rti rata-rata-rata rata waktuwaktu gagal atau rusak dari suatu unit
gagal atau rusak dari suatu unit Durability
Durability ((ddaayya a ttaahhaann)) UmUmuur r pprroodduukk, , tteerrmmaassuuk k ppaadda a sseessuuddaah h ddiippeerrbbaaiikkii Service
Service (pelayanan produk)(pelayanan produk) PenyPenyelesaelesaian ian masamasalah lah dan keluhan, dan keluhan, sepeseperti rti mudmudah ah untuuntukk diperbaiki
diperbaiki Response
Response (tanggapan(tanggapan pelayanan)
pelayanan)
Hubungan antara manusia dengan manusia, seperti kepekaan Hubungan antara manusia dengan manusia, seperti kepekaan pelayanan konsumen pada saat
pelayanan konsumen pada saat perbaikan.perbaikan. Aesth
Aestheticsetics (estetika)(estetika) Karakter tambahan (asesoris) dari produk, seperti: pemanisKarakter tambahan (asesoris) dari produk, seperti: pemanis bentuk produk pada bagian luar
bentuk produk pada bagian luar
Reputation (
Reputation ( nama baik)nama baik)
Peformance
Peformance pada masa lalu dan hal-hal lainnya yang bersifatpada masa lalu dan hal-hal lainnya yang bersifat abs
abstratrak k (tid(tidak ak dapdapat at dirdirabaaba), ), sepseperieri: : perpernanah h memengunguasaasaii pangsa pasar.
pangsa pasar. Sumber
Sumber: : BesterfBesterfield, ield, 20032003
Mas
Masinging-ma-masing sing dimdimensensi i kuakualitalitas s dapdapat at berberdiri diri sensendiridiri, , mismisalnalnya: ya: bebbeberaerapapa produ
produk k terbilang terbilang sempusempurna rna pada pada satu satu dimensdimensi i akan akan tetapi tetapi lemah lemah dari dari sudutsudut panda
pandang ng dimedimensi nsi yang lain. yang lain. Oleh karena Oleh karena itu itu akan sangat akan sangat banyabanyak k kemukemungkinangkinann ko
kombimbinasnasi i dardari i dimdimensensi i proproduk duk tertersebsebut. ut. SebSebagaagai i concontohtoh, , fokfokus us utautama ma daridari produ
produk k mobil Jepang mobil Jepang pada era pada era tahun 1970 tahun 1970 lebih didasarkan pada lebih didasarkan pada dimendimensi si daridari reliability
reliability,, conformanceconformance, dan, dan aesthetics,aesthetics, akan tetapi suatu saat akan tetapi suatu saat dimensdimensi kualitasi kualitas tersebut dapat berubah. Atas dasar dimensi tersebutlah bahasa-bahasa keinginan tersebut dapat berubah. Atas dasar dimensi tersebutlah bahasa-bahasa keinginan ko
konsnsumumen en diditeterjerjemamahkhkan an memenjanjadi di kekebubututuhahan n proproseses s prprododukuksi si padpada a sasaatat melakukan pengembangan produk. (Besterfield, 2003)
melakukan pengembangan produk. (Besterfield, 2003)
Sedangkan performansi kualitas dapat ditentukan dan diukur berdasarkan Sedangkan performansi kualitas dapat ditentukan dan diukur berdasarkan karakteristik kualitas yang terdiri dari beberapa sifat atau dimensi (Gaspersz, karakteristik kualitas yang terdiri dari beberapa sifat atau dimensi (Gaspersz, 2002) sebagai berikut:
2002) sebagai berikut: 1.
1. FisFisik: ik: PanPanjangjang, , berberat, at, diadiametmeter, er, tegategangangan, n, kekkekententalanalan, , dan dan paraparametemeter r lainnya.
lainnya. 2.
2. SensorySensory (ber(berkaitkaitan an dendengan gan pancpanca a indeindera): ra): rasrasa, a, penpenampampilanilan, , warwarna,na, bentuk
3.
3. OriOrientaentasi waktusi waktu: : keakeandandalan (lan (reliabilityreliability), kemampuan pelayanan (), kemampuan pelayanan ( service service ability
ability), ), kkememududahahan an pepemmelelihihararaaaan n ((maintainabilitymaintainability), ), dadan n keketetepapatatann penyer
penyerahan prahan produk oduk ((deliverydelivery).). 4.
4. OrientaOrientasi biaya: berkaitan dengan dimensi biaya: berkaitan dengan dimensi biaya yang menggamsi biaya yang menggambarkanbarkan harga atau biaya dari suatu produk yang harus dibayarkan oleh konsumen. harga atau biaya dari suatu produk yang harus dibayarkan oleh konsumen. Dapat disimpulkan bahwa penilaian akhir baik atau buruknya produk hasil Dapat disimpulkan bahwa penilaian akhir baik atau buruknya produk hasil prose
proses s produproduksi ksi diukudiukur r berdasberdasarkan arkan dimendimensi si performperformansi ansi kualitakualitas s yang yang telahtelah ditetapkan sebagai standar spesifikasi. Penilaian tersebut diketahui berdasarkan ditetapkan sebagai standar spesifikasi. Penilaian tersebut diketahui berdasarkan tindakan pemeriksaan atau inspeksi baik pada saat proses produksi maupun tindakan pemeriksaan atau inspeksi baik pada saat proses produksi maupun akhir dari proses produksi. Pada saat melakukan inspeksi, karakteristik kualitas akhir dari proses produksi. Pada saat melakukan inspeksi, karakteristik kualitas dibagi atas dua hal yaitu:
dibagi atas dua hal yaitu:
1.Inspeksi Atribut: Menggolongkan barang baik dan barang cacat. 1.Inspeksi Atribut: Menggolongkan barang baik dan barang cacat. 2.
2.InInspspekeksi si VaVaririababelel: : MeMengnghihitutung ng didimemensnsi i sesepepertrti i beberarat, t, kekececepapatatan,n, keting
ketinggian, kekuatan gian, kekuatan untuk melihat apakah untuk melihat apakah produproduk k masuk spesifikasmasuk spesifikasi i yangyang dapat diterima.
dapat diterima. 2.1.3
2.1.3 Aplikasi Aplikasi Konsep Konsep ManajemManajemen en Kualitas Kualitas Terpadu Terpadu Dalam Dalam Industri Industri ModernModern Total Quality Management
Total Quality Management (TQM) dalam industri modern didefinisikan sebagai(TQM) dalam industri modern didefinisikan sebagai suatu filosofi dan beberapa pedoman prinsip yang menggambarkan dasar dari suatu filosofi dan beberapa pedoman prinsip yang menggambarkan dasar dari pening
peningkatan berkelanjukatan berkelanjutan pada organisasi. TQM terdiri beberapa metode ilmutan pada organisasi. TQM terdiri beberapa metode ilmu teknik aplikasi dan sumber daya manusia untuk meningkatkan semua proses teknik aplikasi dan sumber daya manusia untuk meningkatkan semua proses dalam organisasi dan harapan dari kebutuhan konsumen baik sekarang maupun dalam organisasi dan harapan dari kebutuhan konsumen baik sekarang maupun yang akan datang. Dasar-dasar pada TQM terdiri dari alat teknik manajemen, yang akan datang. Dasar-dasar pada TQM terdiri dari alat teknik manajemen, up
upayaya a ununtutuk k pepeninningkgkataatan n dadari ri kokondndisisi i sasaat at iniini, , dadan n alaalat-at-alat lat teteknknik ik yayangng berhu
berhubungbungan an dengadengan n disipldisiplin in ilmu ilmu yang yang dibahadibahas. s. Enam Enam prasyarprasyarat at yangyang diperlukan dalam implementasi konsep TQM terdiri dari:
diperlukan dalam implementasi konsep TQM terdiri dari: 1
1.. KKoommiittmmeen n ddaan n kkeetteerrlliibbaattaan n mmaannaajjeemmeen n uunnttuuk k mmeenndduukkuunngg organisasi secara jangka pendek dan jangka panjang.
organisasi secara jangka pendek dan jangka panjang.
2.
2. FokuFokus terhads terhadap pelap pelanggananggan, baik p, baik pelanggelanggan internan internal dan pal dan pelanggelanggan ekstean eksternal.rnal. 3.
5.
5. MemMemperlperlakuakukan pekan pemasmasok seok sebagbagai rekaai rekan kern kerja.ja. 6.
6. MeMembmbanangugun un ukkururanan performa performancence dalam proses.dalam proses. Beb
Beberaperapa a konkonsep sep yanyang g telatelah h disdisebuebutkatkan n diadiatas tas mermerupaupakan kan metmetode ode yangyang tep
tepat at daladalam m menmenjalajalankankan n sebsebuah uah orgorganisanisasiasi. . SecSecara ara sinsingkagkat t padpada a masmasing ing--masing poin diatas dijelaskan secara lebih detail sebagai berikut:
masing poin diatas dijelaskan secara lebih detail sebagai berikut:
ManajeManajemen men harus terlibat harus terlibat dalam program peningkatandalam program peningkatan ku
kualalititasas. . PaPara ra dedewawan n kukualalititas as atatau au mamananajejememen n peperurusasahahaan an haharuruss mem
membanbangun visi gun visi yanyang g jeljelas, as, baibaik k tujutujuan an untuntuk uk jangjangka ka penpendek dek atauataupunpun tujuan untuk jangka panjang. Serta memasukan kualitas sebagai tujuan yang tujuan untuk jangka panjang. Serta memasukan kualitas sebagai tujuan yang disertakan pada rencana bisnis.
disertakan pada rencana bisnis.
Kunci yang efektif dalam program TQM adalah fokusKunci yang efektif dalam program TQM adalah fokus ke
kepadpada a pepelalangnggagan n dadan n cacara ra pinpintatar r ununtutuk k mememumulai lai adadalalah ah tetempmpatkatkanan pelang
pelanggan gan internal internal sebagsebagai ai pelangpelanggan gan yang yang seharuseharusnya snya lebih lebih dahulu dahulu puas.puas. Ki
Kita ta dadapat pat mememumulailainynya a dedengngan an memendndenengagar: r: ” ” susuara ara dadari ri kokonsnsumumenen”,”, menekankan kualitas desain produk, dan membuat pencegahan kesalahan. menekankan kualitas desain produk, dan membuat pencegahan kesalahan.
TQTQM M adadalaalah h tantantatangngan an bebesasar r orgorgananisisasi asi babagi gi sesetiatiapp orang-orang yang bertanggung - jawab didalamnya, sehingga setiap orang orang-orang yang bertanggung - jawab didalamnya, sehingga setiap orang ters
tersebuebut t haruharus s mammampu pu memengengembambangkngkan an diridirinya nya dendengan gan konkonsep sep TQTQM.M. Pengembangan dapat berupa pelatihan, seminar, dan kegiatan pengajaran Pengembangan dapat berupa pelatihan, seminar, dan kegiatan pengajaran lainnya. Karena konsep TQM terdiri dari pengembangan dan implementasi, lainnya. Karena konsep TQM terdiri dari pengembangan dan implementasi, maka setiap orang yang akan mengerjakan harus memahami apa yang akan maka setiap orang yang akan mengerjakan harus memahami apa yang akan mereka kerjakan dan cara untuk mengembangkannya.
mereka kerjakan dan cara untuk mengembangkannya.
Harus ada usaha dalam meningkatkan bisnis atau prosesHarus ada usaha dalam meningkatkan bisnis atau proses produ
produksi. Usahksi. Usaha tersebut dapat bea tersebut dapat berupa proyerupa proyek dalam meningk dalam meningkatkan kukatkan kualitasalitas sebagai contoh: pengiriman tepat waktu, kepuasan konsumen, pengurangan sebagai contoh: pengiriman tepat waktu, kepuasan konsumen, pengurangan kehilang
kehilangan material an material bahan baku, dan bahan baku, dan proyeproyek k lainnyalainnya. . Dalam menjalankaDalam menjalankann bebera
beberapa proyek terpa proyek tersebut terdsebut terdapat alat teknik yanapat alat teknik yang digug digunakan dalanakan dalam konsem konsepp T
TQQM M sesepepertrti:i: Benchmarking Benchmarking ,, Information Information TechnoloTechnologygy,, QualityQuality Managem
Management ent SystemSystem (QMS),(QMS), Envirom Enviromental ental ManagemManagement ent SystemSystem,, QualityQuality Function
Function DevelopmDevelopment ent (QFD),(QFD), QualQuality ity by by DesDesignign,, FaFailuilure re MoMode de anand d Effect Analysis
(TPM
(TPM ) ),, Managem Management ent ToolsTools,, StStatatisistiticacal l PrPrococesess s CoContntrorol l (SPC),(SPC), Experime
Experimental Designtal Designn, dan, dan Taguchi Quality Engineering Taguchi Quality Engineering ..
MeMembmbanangugun n jajalilinanan n kekerjrjasasamama a yayang ng babaik ik dedengnganan supplier
supplier karena 40% dari biaya produksi baik barang atau jasa yang keluar karena 40% dari biaya produksi baik barang atau jasa yang keluar untuk pembelian bahan baku kepada pemasok.
untuk pembelian bahan baku kepada pemasok.
MeMembmbuauat t sisiststem penem pengugukukuraran n dadari ri kikinenerjrja a yayangng dilaku
dilakukan sebagai alat kan sebagai alat kontrokontrol, seperti: data l, seperti: data barang cacat, data barang cacat, data absensabsensi, dani, dan data lainnya. Akan lebih baik jika pengukuran dipublikasikan baik pada data lainnya. Akan lebih baik jika pengukuran dipublikasikan baik pada papan
papan informainformasi, si, email, email, atau atau majalah majalah hingghingga a mudamudah h untuk untuk diketahdiketahui ui oleholeh orang lain yang membutuhkan informasi tersebut.
orang lain yang membutuhkan informasi tersebut. Pen
Pengegembambangangan n dan dan penpengukgukurauran n secsecara ara teruterus s memenerunerus s untuntuk uk menmenjagjagaa keandalan dari mesin, produk, atau proses merupakan hal yang sangat penting keandalan dari mesin, produk, atau proses merupakan hal yang sangat penting pada bag
pada bagian manajemian manajemen kualitas terpaen kualitas terpadu (TQMdu (TQM). Pada saat kita memb). Pada saat kita membeli mesineli mesin baru,
baru, memprmemproduksoduksi i produproduk k jenis jenis baru, baru, atau atau pada pada saat saat merubmerubah ah metodmetode e kerjakerja atau proses produksi, maka diperlukan sebuah analisa mengenai keandalan yang atau proses produksi, maka diperlukan sebuah analisa mengenai keandalan yang berpen
berpengaruh garuh terhadap terhadap proseproses s atau atau produproduk. k. Salah Salah satu satu metodmetode e yang yang sangasangatt bergu
berguna yang na yang dapat mdapat menguengukur kekur keandalan andalan pada prpada proses doses dan prodan produk adauk adalah kolah konsepnsep FMEA.
FMEA.
Sebelum mengetahui secara detail tentang FMEA, secara singkat FMEA Sebelum mengetahui secara detail tentang FMEA, secara singkat FMEA digambarkan sebagai teknik analisa yang menggabungkan teknologi dan digambarkan sebagai teknik analisa yang menggabungkan teknologi dan orang-ora
orang ng ahli ahli padpada a bidbidangangnya nya daldalam am memengidngidentientifikafikasi si untuntuk uk mermeramalamalkan kan poinpoin kegagalan baik pada proses maupun produk dan rencana untuk mencegahnya. kegagalan baik pada proses maupun produk dan rencana untuk mencegahnya. Metode ini dapat d
Metode ini dapat diimplementasikan baik pada desain iimplementasikan baik pada desain atau atau proses produksi proses produksi dandan pada
pada dasarnydasarnya a yang yang termasutermasuk k dalam dalam kegiatakegiatan n identifikidentifikasi asi poin poin potenspotensialial ke
kegagagagalan lan dadan n pepengngaruaruhnhnya ya babaik ik teterharhadadap p kokonsnsumumen en intinterernal nal mamaupupunun konsumen eksternal. (Besterfield, 2003)
konsumen eksternal. (Besterfield, 2003) 2.2
2.2 Failure Mode and Effect Failure Mode and Effect AnalysisAnalysis (FMEA)(FMEA)
2.
Disiplin dasar konsep FMEA (
Disiplin dasar konsep FMEA ( Failure Mode and Effect Analys Failure Mode and Effect Analysisis) dibangun dan) dibangun dan dikembangkan oleh Departemen Pertahanan Amerika Serikat pada tahun 1949. dikembangkan oleh Departemen Pertahanan Amerika Serikat pada tahun 1949. Pa
Pada da sasaat at ituitu, , FMFMEA EA mamasisih h didikekenal nal dedengngan an kakata ta FMFMECECA A (( Failure Failure Mode,Mode, Effect,
Effect, and and Critical Critical AnalysisAnalysis). ). PaPada da awawalnalnyaya, , pepengngemembabangngan an FMFMECECAA digunakan dalam prosedur militer (
digunakan dalam prosedur militer (MIL-P-1629, Date: November, 9 1949)MIL-P-1629, Date: November, 9 1949) dengan tujuan untuk mengevaluasi keandalan teknik untuk mencari pengaruh dengan tujuan untuk mengevaluasi keandalan teknik untuk mencari pengaruh dari sistem dan kegagalan peralatan. (
dari sistem dan kegagalan peralatan. (Cayman Business SystemCayman Business System, 2004), 2004)
Konsep FMEA saat ini merupakan satu teknik manajemen produksi yang Konsep FMEA saat ini merupakan satu teknik manajemen produksi yang pada
pada mulanmulanya ya dibuadibuat t oleholeh Ford Ford Motor Motor CompanyCompany pada tahun 1970-an sebagaipada tahun 1970-an sebagai kaidah untuk membantu teknikal industri dalam menilai potensi poin kegagalan kaidah untuk membantu teknikal industri dalam menilai potensi poin kegagalan dan sebagai kaidah pencegahannya dalam industri otomotif. Akan tetapi tidak dan sebagai kaidah pencegahannya dalam industri otomotif. Akan tetapi tidak han
hanya ya untuntuk uk induindustri stri otootomotmotif, if, berberbagbagai ai bidbidang ang orgorganisanisasi asi lainlainnya nya dapdapatat men
mengadgadopsopsi i metmetode ode FMFMEA EA sebsebagaagai i cara cara untuntuk uk menmeningingkatkkatkan an kuakualitalitas s dandan produ
produktifitas. ktifitas. (Sham(Shamsuddisuddin, 200n, 2001)1)
Dalam beberapa tahun terakhir, metode FMEA sudah menjadi bagian yang Dalam beberapa tahun terakhir, metode FMEA sudah menjadi bagian yang tidak terpisahkan dengan desain dari proses pembuatan komponen atau produk tidak terpisahkan dengan desain dari proses pembuatan komponen atau produk manufaktur. Untuk beberapa hal tertentu, FMEA ini tidak dapat dipisahkan dari manufaktur. Untuk beberapa hal tertentu, FMEA ini tidak dapat dipisahkan dari ind
industustri-inri-indusdustri tri sepsepertierti: : pempembubuatan atan pespesawat awat terterbangbang, , indindustustri ri mobmobil il atauatau oto
otomomotif, tif, ageagen-agn-agen en pempemerinerintah tah mismisalnyalnyaa Airforce Airforce atauatau Navy Navy. . MMeerreekkaa mem
memerluerlukan kan dan dan menmenghagharusruskan kan FMFMEA EA diapdiaplikalikasiksikan an untuntuk uk memmemastiastikankan keselamatan harus terjamin. (Villacourt, 1992)
keselamatan harus terjamin. (Villacourt, 1992) 2
2..22..22 DDeeffiinniissi Fi FMMEEAA
FMEA merupakan suatu alat yang digunakan untuk mengevaluasi potensial FMEA merupakan suatu alat yang digunakan untuk mengevaluasi potensial poin-p
poin-poin oin kegagkegagalan alan dan dan penyebpenyebabnya. abnya. Prioritas Prioritas untuuntuk k mencegmencegah ah terjadinyterjadinyaa potens
potensial poin kegial poin kegagalan didaagalan didasarkan padsarkan pada resiko yang pa resiko yang paling besaling besar dan menjadiar dan menjadi se
sebubuah ah pepetutunjunjuk k dadalam lam memelaklakukukan an tintindadakakan n ununtutuk k memengnghilhilangangkan kan ataatauu mengurangi kemungkinan kejadian poin kegagalan.
mengurangi kemungkinan kejadian poin kegagalan. FM
FMEA EA sesendndiriri i bubukakan n memerurupapakakan n alalat at pepememecacahahan n mamasasalalah. h. FMFMEAEA digunakan dengan kombinasi dari berbagai alat pemecahan masalah lainnya. digunakan dengan kombinasi dari berbagai alat pemecahan masalah lainnya. Ak
ke
kegagagagalan lan yayang ng akaakan n mumuncncul ul ununtutuk k didihihilanlangkgkan an ataatau u didicegcegahah. . ((CaymanCayman Business Sy
Business Systemstem, 2004), 2004)
Kurwa Murwa dan Yu Ji (2002), mendefinisikan FMEA sebagai: Kurwa Murwa dan Yu Ji (2002), mendefinisikan FMEA sebagai: “
“ SuSuatatu u teteknknik ik ananalalisa isa yayang ng digdigununakakan an ununtutuk k memengngideidentntififikaikasisi pote
potensial nsial poin poin kegakegagalan dan galan dan penypenyebab yang ebab yang berhberhubunubungan gan dengdenganan po
poin in kegkegagaagalan lan tertersebsebut. ut. SecSecara ara khukhusus sus FMFMEA EA dapdapat at menmenemuemukankan kelemahan dalam desain produk dan proses produksi sebelum desain kelemahan dalam desain produk dan proses produksi sebelum desain dan proses produksi tersebut berjalan, baik dalam prototipe produk dan proses produksi tersebut berjalan, baik dalam prototipe produk maupun produksi massal.”
maupun produksi massal.” Se
Sedadangngkakan n memenunurut rut DeDeboborah rah L. L. SmSmith ith dadalam lam jurjurnanal l tetekniknik k indindusustritri (healthcare isixsigma.com,
(healthcare isixsigma.com, 2007), 2007), FMEA FMEA adalah:adalah: “
“ AAllaat t pprrooaakkttifif, , tteekknnikik, , dadan n mmeettoodde e kkuuaalilittaas s yyaanng g mmaammppuu mengidentifikasi dan mencegah kesalahan atau kegagalan proses atau mengidentifikasi dan mencegah kesalahan atau kegagalan proses atau produk sebelum terjadi.”
produk sebelum terjadi.” 2.
2.2.2.33 TuTujujuan an dadan n MaManfnfaaaat Ft FMEMEAA
Dalam penerapan FMEA, tujuan pembuatan dokumentasi FMEA (Villacourt, Dalam penerapan FMEA, tujuan pembuatan dokumentasi FMEA (Villacourt, 1992) bagi perusahaan, antara lain:
1992) bagi perusahaan, antara lain: 1.
1. AlAlat at atatau au memetotode de yayang ng efefekektitif f memengngururanangi gi bibiayaya a prprododukuksi si dedengnganan mendokumentasikan semua pengetahuan, pengalaman, dan pandangan dari mendokumentasikan semua pengetahuan, pengalaman, dan pandangan dari prose
proses prods produksi.uksi. 2.
2. SebSebagai formagai format dokuat dokumen yang menmen yang menjadi pengjadi penghubhubung komung komuniunikaskasi i antaantarara lint
lintas as disdisipliiplin n atau atau depdeparteartemen men daldalam am proproses ses prodprodukuksi si untuntuk uk menmencegcegahah kegagalan.
kegagalan. 3.
3. SebSebagai penyagai penyediedia a pempemikirikiran, langan, langkahkah-lan-langkagkah h yanyang g berberuruurutan dalamtan dalam mendefinisikan produk dan proses dalam fokus satu kesatuan.
mendefinisikan produk dan proses dalam fokus satu kesatuan.
Sedangkan manfaat dari metode FMEA (Villacourt, 1992) tersebut adalah: Sedangkan manfaat dari metode FMEA (Villacourt, 1992) tersebut adalah: 1.
1. KoKontrintribusbusi i untuntuk meninuk meningkagkatkan destkan desain prosain proses dan produes dan produk, antara lain:k, antara lain: mening
meningkatkan kekatkan keandalan proandalan produk, duk, terbaik dalaterbaik dalam kualitasm kualitas, meningka, meningkatkantkan ke
keamamananan an (pr(prososeses, , prprododukuk, , dadan n pepelaklaku)u), , dan dan memenjanjanjnjikaikan n kekepuapuasasann konsumen.
konsumen. 2.
2. KoKonsnstritribubusi si ununtutuk k memengngururanangi gi bibiayaaya, , antantara ara lalain: in: memengngururangangi i bibiayayaa akibat waktu dalam pengembangan produk dan biaya akibat desain ulang, akibat waktu dalam pengembangan produk dan biaya akibat desain ulang,
mengurangi biaya akibat garansi, dan biaya akibat kerusakan material dan mengurangi biaya akibat garansi, dan biaya akibat kerusakan material dan kegiatan-kegiatan yang tidak berguna pada saat proses produksi.
kegiatan-kegiatan yang tidak berguna pada saat proses produksi. 3.
3. KoKonstnstriburibusi untusi untuk penink peningkagkatan bertan berkelakelanjutnjutan.an. 2.
2.22.4.4 JJenenisis-j-jenenis Fis FMMEEAA
Metode FMEA memiliki 3 jenis pengembangan yang mempunyai fokus yang Metode FMEA memiliki 3 jenis pengembangan yang mempunyai fokus yang berbe
berbeda dalam mengeleda dalam mengeleminasi atau mengminasi atau mengurangurangi potensial poin kegi potensial poin kegagalan, antar agalan, antar lain: (
lain: (Cayman Business SystemCayman Business System, 2004), 2004) 1.
1. Desain Fa Desain Failure Mode and Eilure Mode and Effect Analysisffect Analysis (D-FMEA)(D-FMEA)
D-FMEA adalah suatu teknik analisa yang pokok digunakan oleh tim desain D-FMEA adalah suatu teknik analisa yang pokok digunakan oleh tim desain atau pengembangan produk untuk mengetahui atau memastikan potensial atau pengembangan produk untuk mengetahui atau memastikan potensial poin
poin kegagkegagalan alan dan dan mengmenggabungabungkan gkan macam-mmacam-macam acam penyepenyebab bab untuk untuk meng
mengidentifikaidentifikasi, si, mempemempertimbangrtimbangkan, dan fokukan, dan fokus terhadap kuals terhadap kualitas yangitas yang dituju.
dituju. Aktifita
Aktifitas s utama dalam utama dalam mengmengembangembangkan kan D-FMD-FMEA EA adalah melakukanadalah melakukan semua kegiatan pengembangan desain yang diinginkan konsumen dan tidak semua kegiatan pengembangan desain yang diinginkan konsumen dan tidak melaku
melakukan tindakan yang kan tindakan yang tidak diinginkan konsumtidak diinginkan konsumen. Dengan en. Dengan ini ini dapatdapat diartikan bahwa D-FMEA hanya mengevaluasi desain yang sesuai dengan diartikan bahwa D-FMEA hanya mengevaluasi desain yang sesuai dengan permint
permintaan aan konsukonsumen. men. Dalam Dalam D-FMD-FMEA EA juga juga diperbodiperbolehkan lehkan melakmelakukanukan seb
sebuah uah altealternatrnatif if pengpengembembangangan an proprodukduk, , selselama ama nilanilai i dari dari perperminmintaantaan konsumen akan kualitas produk tidak berpengaruh.
konsumen akan kualitas produk tidak berpengaruh. 2.
2. Machine F Machine Failure Mode Anailure Mode And Effect Analysd Effect Analysisis (M-FMEA)(M-FMEA)
M-FMEA adalah sebuah metode yang membuat standarisasi teknik dalam M-FMEA adalah sebuah metode yang membuat standarisasi teknik dalam pengg
penggunaan unaan mesin mesin dan dan peralatan peralatan selama selama proseproses s produproduksi ksi untuk untuk meningkatkan keselamatan operator mesin, keandalan mesin, dan ketahanan meningkatkan keselamatan operator mesin, keandalan mesin, dan ketahanan mesin.
mesin. Akt
Aktifitaifitas s yanyang g palpaling ing utautama ma daldalam am menmengaganalisnalisa a kegkegiataiatan n M-FM-FMEMEAA adal
adalah ah memmempelpelajarajari i polpola a dari dari karakaraktekteristristik ik mesmesin, in, penpengopgoperaserasian ian yanyangg aman, pemeliharaan yang tepat, dan kegagalan yang terjadi.
aman, pemeliharaan yang tepat, dan kegagalan yang terjadi. 3.
3. Process F Process Failure Mode anailure Mode and Effect Anad Effect Analysislysis (P-FMEA)(P-FMEA)
P-FMEA adalah sebuah kegiatan mengidentifikasi proses produksi yang P-FMEA adalah sebuah kegiatan mengidentifikasi proses produksi yang krit
sebuah titik awal dalam rencana untuk mengontrol proses agar tidak terjadi sebuah titik awal dalam rencana untuk mengontrol proses agar tidak terjadi kegagalan.
kegagalan. 2.
2.2.2.55 PePersrsiaiapapan Don Dokukumementntasasi FMi FMEAEA
Pada awalnya, konsep FMEA bukanlah merupakan hal yang baru bagi para ahli Pada awalnya, konsep FMEA bukanlah merupakan hal yang baru bagi para ahli teknik industri dan proses pada bidangnya. Para ahli teknik tersebut, pada saat teknik industri dan proses pada bidangnya. Para ahli teknik tersebut, pada saat mel
melakuakukan kan desdesain ain proproduduk k atau atau memmemikirkikirkan an proproses ses yang yang dipediperlukrlukan an sudsudahah memasukan konsep FMEA pada rencana kerja mereka. Akan tetapi, aktifitas memasukan konsep FMEA pada rencana kerja mereka. Akan tetapi, aktifitas ter
tersebsebut ut tidatidak k dapdapat at memmembantbantu, u, karekarena na para ahli para ahli hanhanya ya mahmahir ir padpada a bidbidangang masing-masing dan tidak melakukan intergrasi untuk bekerja sama pada grup masing-masing dan tidak melakukan intergrasi untuk bekerja sama pada grup untuk membahas konsep FMEA secara bersama.
untuk membahas konsep FMEA secara bersama.
Tujuan dari pengumpulan dokumentasi FMEA adalah memberikan semua Tujuan dari pengumpulan dokumentasi FMEA adalah memberikan semua informasi bagi para ahli teknik pada masing – masing bagian organisasi agar informasi bagi para ahli teknik pada masing – masing bagian organisasi agar dapat diakses atau diketahui secara bersama. Informasi dapat berupa dokumen dapat diakses atau diketahui secara bersama. Informasi dapat berupa dokumen yang berhubungan dengan segala kegiatan proses produksi. Beberapa informasi yang berhubungan dengan segala kegiatan proses produksi. Beberapa informasi yang dibutuhkan pada persiapan dokumentasi FMEA: (Besterfield, 2003)
yang dibutuhkan pada persiapan dokumentasi FMEA: (Besterfield, 2003)
Block D Block Diagramiagram
Langkah awal FMEA harus dimulai dengan
Langkah awal FMEA harus dimulai dengan block diagramblock diagram.. Block diagram Block diagram da
dapapat t beberurupa pa ininfoformrmasasi-i-ininfoformrmasasi i dadari ri alaliriran an prprososes es yayang ng beberbrbededaa (inform
(informasi, energi, asi, energi, tenaga kerja, dan tenaga kerja, dan sumsumber daya ber daya lainnyalainnya) ) yang diperlukyang diperlukanan da
dalam lam prprososes es prprododukuksi. si. TuTujuajuan n ututamamaa blocblock k diagdiagramram adaadalah lah untuntuk uk mengetahui input pada proses, fungsi dari proses, dan output yang akan mengetahui input pada proses, fungsi dari proses, dan output yang akan dikeluarkan oleh proses. Berdasarkan informasi tersebut maka dapat dapat dikeluarkan oleh proses. Berdasarkan informasi tersebut maka dapat dapat dilakukan analisa terhadap proses.
dilakukan analisa terhadap proses. Be
Berdrdasaasarkrkan an pepengngertertian ian didiatatas as blblocock k diadiagrgram am yayang ng didimamaksksud ud papadada pengu
pengumpulampulan n dokudokumen men atau atau data data yang yang diperludiperlukan kan pada pada penelitpenelitian ian dandan pemba
pembahasan FMEA pada PT. PancaPrimhasan FMEA pada PT. PancaPrima EkaBrothera EkaBrothers adalahs adalah Operational Operational Process
Process Chart Chart (OPC).(OPC).
Dokumen Terkait LainnyaDokumen Terkait Lainnya Beb
Beberaperapa a dokdokumumen en yanyang g dibdibutuutuhkahkan n daladalam m melmelakuakukan kan analanalisa isa sepseperterti:i: pedom
konsu
konsumen men inginkinginkan, dan an, dan dokudokumen lainnya men lainnya sesuasesuai i dengadengan n kebutukebutuhan darihan dari pada m
pada masingasing-masing -masing perusaperusahaan.haan. 2.2.6
2.2.6 Langkah-langkaLangkah-langkah Ph Pembahasan embahasan dan dan Analisa Analisa FMEAFMEA
Untuk menyusun dokumentasi proses FMEA sebagai panduan untuk mencegah Untuk menyusun dokumentasi proses FMEA sebagai panduan untuk mencegah te
terjrjadadininya ya kekegagagagalalan n prprososes es didipeperlrlukukan an bebebeberarapa pa lalangngkakah h dadan n tatahahapp pemba
pembahasan hasan dan dan analisa. analisa. MenuruMenurut t VillacouVillacourt rt (1992(1992) ) penyupenyusunan sunan dokudokumenmen prose
proses FMEs FMEA dibuA dibuat berdat berdasarkan tasarkan tahap-tahahap-tahap pemap pembahasabahasan seban sebagai berikgai berikut:ut: a.
a. MenentukaMenentukan Potensial n Potensial Poin KegagalanPoin Kegagalan
Potensial poin kegagalan adalah sebuah pola dari suatu sistem, sub-sistem, Potensial poin kegagalan adalah sebuah pola dari suatu sistem, sub-sistem, atau bagia
atau bagian n dari kegiadari kegiatan tan (kh(khusuusus s daldalam am hal hal ini ini adaadalah lah kegkegiatan proseiatan prosess produ
produksi) ksi) yang yang berpotberpotensi ensi mengmengalami alami kegagkegagalan alan untuk untuk membumembuat at produproduk k yang sesuai dengan keinginan pelanggan. Beberapa hal perlu diperhatikan yang sesuai dengan keinginan pelanggan. Beberapa hal perlu diperhatikan sebagai langkah analisa untuk menyusun dokumen P-FMEA, antara lain: sebagai langkah analisa untuk menyusun dokumen P-FMEA, antara lain:
•
• Tim yang menyusun FMEA harus beranggotakan orangTim yang menyusun FMEA harus beranggotakan orang yang mengerti proses dengan baik.
yang mengerti proses dengan baik.
•
• Standar dari hasil proses yang tidak memenuhi spesifikasiStandar dari hasil proses yang tidak memenuhi spesifikasi keinginan konsumen telah ditetapkan.
keinginan konsumen telah ditetapkan.
•
• Setiap material atau komponen yang diperlukan pada saatSetiap material atau komponen yang diperlukan pada saat prose
proses produs produksi dksi diasumsiasumsikan daikan dalam kealam keadaan badaan baik atau bik atau bebas caebas cacat.cat.
•
• Membuat standar dari proses yang serupa yang memenuhiMembuat standar dari proses yang serupa yang memenuhi ke
keinginginainan n kokonsnsumumen en ataatau u yayang ng beberarasal sal dadari ri kokomemetatar r papada da proprosesess penge
pengembangmbangan prodan produk seuk sebelumnybelumnya.a.
•
• PePerhrhatatikikan an popoinin-p-poioin n kekegagagagalalan n yayang ng mumuncncul ul yayangng disebabkan oleh kegagalan pada proses sebelumnya.
disebabkan oleh kegagalan pada proses sebelumnya.
•
• BeBebeberaprapa a popotetensinsial al popoin in kekesalsalahaahan n yayang ng khkhususus us ataatauu tert
tertentu entu haruharus s ditudituliskliskan an secsecara ara detdetail ail memengengenai nai proproses ses yanyang g akaakann dilakukan maupun karakteristik dari proses tersebut.
dilakukan maupun karakteristik dari proses tersebut. b.
b. MMenenenenttuukakan dn daammppaak dk daari ri ppooinin-p-poioin kn kegegaagagalalann Dam
Dampak pak yanyang g terjterjadi adi dardari i poipoin n potpotensensial ial kegkegagalagalan an yanyang g mumuncuncul l haruharuss diketahui secara khusus, misalnya pada saat proses produksi dan secara diketahui secara khusus, misalnya pada saat proses produksi dan secara
umum misalnya sistem secara keseluruhan. Sebagai contoh dampak dari umum misalnya sistem secara keseluruhan. Sebagai contoh dampak dari kesalahan khusus yang terjadi dari kesalahan
men-kesalahan khusus yang terjadi dari men-kesalahan men- setting setting mesin uap akanmesin uap akan menyebabkan satu produk menjadi cacat (
menyebabkan satu produk menjadi cacat (reject reject ). ). Sedangkan Sedangkan secara usecara umummum kesalahan yang terjadi tersebut akan menyebabkan mesin menjadi rusak. kesalahan yang terjadi tersebut akan menyebabkan mesin menjadi rusak. Secara khusus potensial poin kegagalan berdampak pada hasil produk yang Secara khusus potensial poin kegagalan berdampak pada hasil produk yang mungkin terjadi pada saat itu. Dampak secara umum memiliki pengaruh mungkin terjadi pada saat itu. Dampak secara umum memiliki pengaruh yang lebih besar, misalnya; mesin tidak dapat digunakan selama beberapa yang lebih besar, misalnya; mesin tidak dapat digunakan selama beberapa hari yang akan berdampak pada kehilangan output dari mesin tersebut.
hari yang akan berdampak pada kehilangan output dari mesin tersebut. c.
c. MenentukaMenentukan n nilainilai Severity Severity Definisi
Definisi severity severity menurutmenurut Cayman Business SystemCayman Business System (2004) dalam jurnal(2004) dalam jurnal teknik industri, adalah:
teknik industri, adalah: “ Sebuah
“ Sebuah penilaian yang mpenilaian yang menggambarkan enggambarkan tingkat tingkat keseriusan darkeseriusan darii dari dampak potensial kegagalan yang mungkin terjadi. “
dari dampak potensial kegagalan yang mungkin terjadi. “ Dar
Dari i tiaptiap-tia-tiap p jenijenis s FMFMEA EA memmemilikiliki i karakarakterkteristiistik k atau atau katekategorgori i nilanilaii severiy
severiy yang berbeda-beda. Pada prosesyang berbeda-beda. Pada proses FMEA (P-FMEA) kategori nilaiFMEA (P-FMEA) kategori nilai severity
severity bersangkutan kepada pihak konsumen sebagai pengguna produk bersangkutan kepada pihak konsumen sebagai pengguna produk dan pihak
dan pihak produproduksi sebagksi sebagai penghasil proai penghasil produk. Kateduk. Kategori nilai atau kriteriagori nilai atau kriteria nila
nilai i padpadaa severity severity dibdiberikerikan an sessesuai uai dedengangan n konkondisdisi i aktaktual ual perperusausahaahaann tent
tentang ang penpenilaiailaian n dardari i keskeseriueriusan san terterhadahadap p damdampak pak potpotensensial ial kegkegagalagalan.an. Akan tetapi secara umum kriteria nilai
Akan tetapi secara umum kriteria nilai severity severity bersumber daribersumber dari CaymanCayman Business Sys
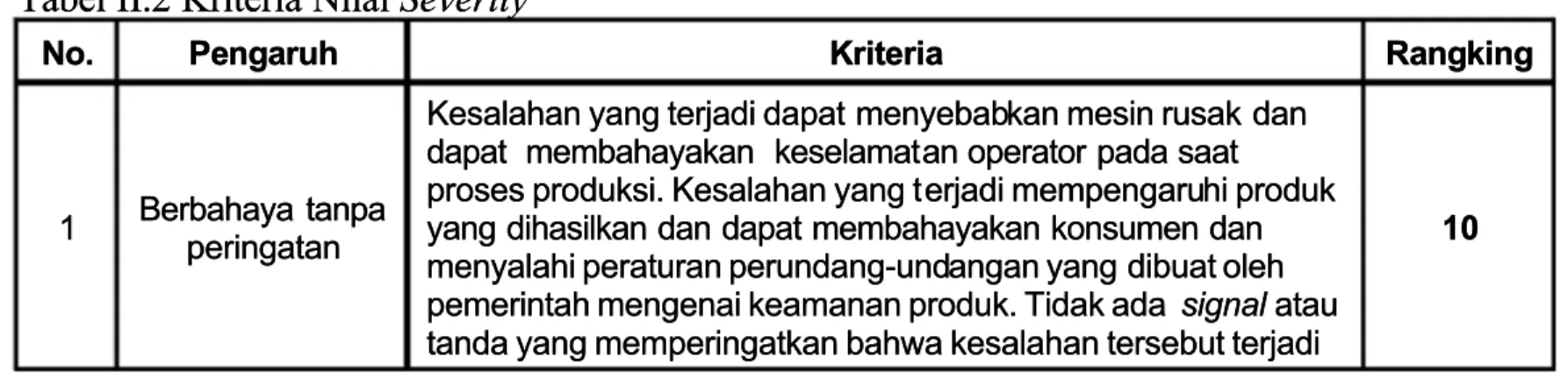
Business Systemtem dijelaskan pada tabel berikut:dijelaskan pada tabel berikut: Tabel II.2 Kriteria Nilai
Tabel II.2 Kriteria Nilai SeveritySeverity
N
Noo. . PPeennggaarruuh h KKrriitteerriia a RRaannggkkiinngg
1
1 Berbahaya tanpaBerbahaya tanpa peringatan peringatan
Kesalahan yang terjadi dapat
Kesalahan yang terjadi dapat menyebabmenyebabkan mesin rusak kan mesin rusak dandan dapat
dapat membahayakan membahayakan keselamatkeselamatan an operator operator pada pada saatsaat proses produksi. Kesalahan yang t
proses produksi. Kesalahan yang terjadi mempengaruerjadi mempengaruhi produkhi produk yang dihasilkan dan dapat membahayakan konsumen dan yang dihasilkan dan dapat membahayakan konsumen dan menyalahi peraturan perundang-und
menyalahi peraturan perundang-undangan yang angan yang dibuat olehdibuat oleh pemerintah mengenai keamanan produk. Tidak ada
pemerintah mengenai keamanan produk. Tidak ada signal signal atauatau tanda yang memperingatkan bahwa kesalahan tersebut terjadi tanda yang memperingatkan bahwa kesalahan tersebut terjadi
10 10
2 2 Berbahaya Berbahaya dengan dengan peringatan peringatan
Kesalahan yang terjadi dapat
Kesalahan yang terjadi dapat menyebabmenyebabkan mesin rusak kan mesin rusak dandan dapat
dapat membahayakan membahayakan keselamatkeselamatan an operator operator pada pada saatsaat proses produksi. Kesalahan yang t
proses produksi. Kesalahan yang terjadi mempengaruerjadi mempengaruhi produkhi produk yang dihasilkan dan dapat membahayakan konsumen dan yang dihasilkan dan dapat membahayakan konsumen dan menyalahi peraturan perundang-und
menyalahi peraturan perundang-undangan yang angan yang dibuat olehdibuat oleh pemerintah mengenai keamanan produk. Ada
pemerintah mengenai keamanan produk. Ada signal signal yangyang memper
memperingatkan bahwa kingatkan bahwa kesalahan tersebut terjadi.esalahan tersebut terjadi.
9 9
3
3 SSaannggaat t TTiinnggggii
Kegagalan akan menggang
Kegagalan akan mengganggu mayoritas ligu mayoritas lini produksi. 100%ni produksi. 100% produk masuk dalam kategori tidak dapat diperbaiki
produk masuk dalam kategori tidak dapat diperbaiki (scrap)(scrap).. Fungsi utama produk tidak
Fungsi utama produk tidak dapat digunakan. Konsumendapat digunakan. Konsumen merasa sangat tidak
merasa sangat tidak puas.puas.
8 8
4
4 TTiinnggggii
Kegagalan aka
Kegagalan akan menggangn mengganggu minoritas lini produksi. gu minoritas lini produksi. ProdukProduk masih dapat dipilah dan terdapat jumlah kurang dari 100% masih dapat dipilah dan terdapat jumlah kurang dari 100% produk masuk dalam kategori tidak dapat diperbaiki
produk masuk dalam kategori tidak dapat diperbaiki (scrap)(scrap).. Fungsi utama produk padat digunakan, akan tetapi kegagalan Fungsi utama produk padat digunakan, akan tetapi kegagalan menyebab
menyebabkan fkan fungsi tersebut ungsi tersebut berkurang. Konsumen merasaberkurang. Konsumen merasa tidak puas akan kualitas
tidak puas akan kualitas dari produk tersebutdari produk tersebut
7 7
5
5 RRaattaa--rraattaa
Kegagalan akan menggang
Kegagalan akan mengganggu minoritas ligu minoritas lini produksi. Kurangni produksi. Kurang dari 100% porsi produk yang cacat masuk
dari 100% porsi produk yang cacat masuk dalam kategori tidakdalam kategori tidak dapat diperbaiki
dapat diperbaiki (scrap)(scrap). Fungsi dari . Fungsi dari produk tersebut dapatproduk tersebut dapat digunakan, akan tetapi beberapa fungsi
digunakan, akan tetapi beberapa fungsi kenyamanakenyamanan produkn produk tidak dapat dioperasikan. Konsumen yang
tidak dapat dioperasikan. Konsumen yang berpengaberpengalaman darilaman dari produk tersebut, merasa tidak nyaman terhadap kualitas
produk tersebut, merasa tidak nyaman terhadap kualitas produk. produk. 6 6 6 6 RReennddaahh
Kegagalan akan menggang
Kegagalan akan mengganggu minoritas ligu minoritas lini produksi. 100 ni produksi. 100 %% produk haru
produk harus diperbaiki. s diperbaiki. Fungsi dari proFungsi dari produk tersebut dapduk tersebut dapatat digunakan, akan
digunakan, akan tetapi nilai tetapi nilai kenyamanan pkenyamanan produk terseburoduk tersebutt menjadi berkurang. Konsumen yang berpengalaman dari menjadi berkurang. Konsumen yang berpengalaman dari produk tersebut, merasa tidak puas terhadap kualitas produk. produk tersebut, merasa tidak puas terhadap kualitas produk.
5 5
Lanjutan …. Lanjutan ….
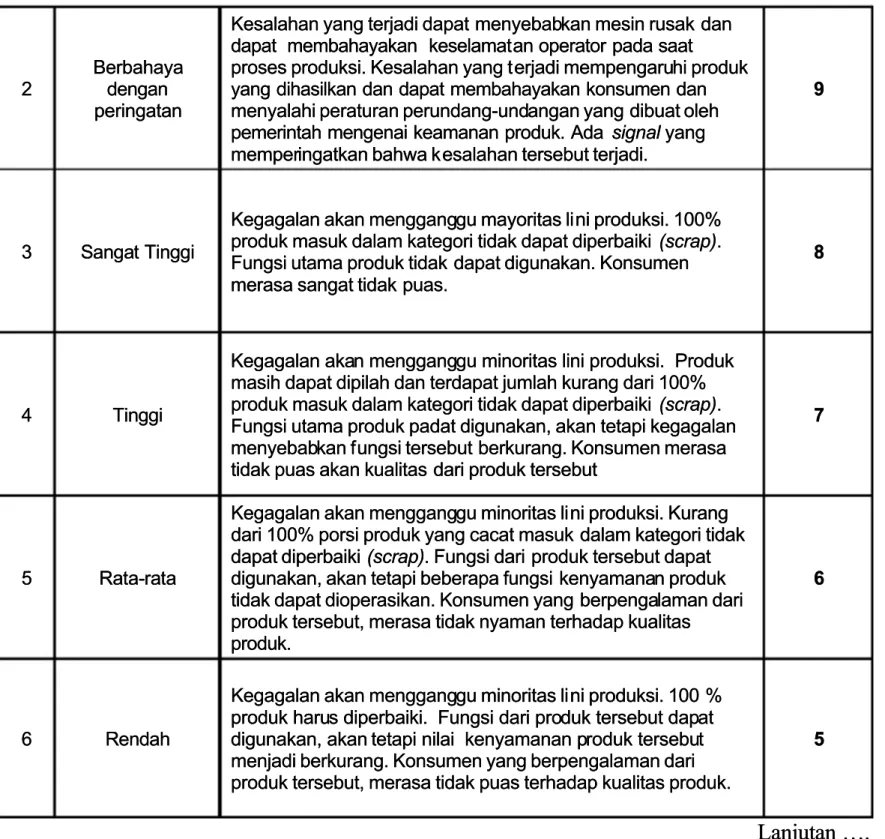
Tabel II.2 Kriteria Nilai
Tabel II.2 Kriteria Nilai SeveritySeverity (lanjutan …)(lanjutan …)
7
7 SSaannggaat t rreennddaahh
Kegagalan akan menggang
Kegagalan akan mengganggu minoritas ligu minoritas line produksi. Produkne produksi. Produk yang cacat dapat dipilah dan j
yang cacat dapat dipilah dan jumlahnya kurang dari 100 %.umlahnya kurang dari 100 %. Produk tersebut diperbaiki pada lini dan st
Produk tersebut diperbaiki pada lini dan stasiun yang berbeda.asiun yang berbeda. Dan umumnya konsumen merasa tidak nyaman dengan
Dan umumnya konsumen merasa tidak nyaman dengan kesesuaian produk yang dii
kesesuaian produk yang diinginkan dan mereka nginkan dan mereka mengetahumengetahuii kecacatan produk.
kecacatan produk.
4 4
8
8 KKeecciill
Kegagalan akan menggang
Kegagalan akan mengganggu minoritas ligu minoritas lini produksi. Produkni produksi. Produk yang cacat dap
yang cacat dapat dipilah dan jumat dipilah dan jumlahnya kurang dlahnya kurang dari ari 100%.100%. Produk
Produk tersebut dtersebut dapat apat diperbaiki diperbaiki dan dan dikerjakan pdikerjakan pada liniada lini produksi tersebut, akan tetapi dilakukan pada
produksi tersebut, akan tetapi dilakukan pada stasiun yangstasiun yang berbeda. Hampir rata-rata konsumen merasa tidak
berbeda. Hampir rata-rata konsumen merasa tidak nyamannyaman dengan kesesuaian produk yang diinginkan dan mereka dengan kesesuaian produk yang diinginkan dan mereka mengetahu
mengetahui i kecacatan produk.kecacatan produk.
3 3
9
9 SSaannggaat t kkeecciill
Kegagalan akan menggang
Kegagalan akan mengganggu minoritas ligu minoritas lini produksi. Produkni produksi. Produk yang caca
yang cacat dapat t dapat dipilah dipilah dan judan jumlahnya kumlahnya kurang darang dari ri 100%.100%. Produk
Produk tersebut dapat dtersebut dapat diperbaiki dan dikerjakan iperbaiki dan dikerjakan pada linepada line produksi dan pada stasiun tersebut. Beberapa sebagian kecil produksi dan pada stasiun tersebut. Beberapa sebagian kecil konsumen m
konsumen merasa tidak nyaman denerasa tidak nyaman dengan gan kesesuaian prodkesesuaian produkuk yang diinginkan dan mereka mengetahui kecacatan produk. yang diinginkan dan mereka mengetahui kecacatan produk.
2 2
1
100 NNoonnee TTiiddaak k AAdda a ppeennggaarruuhh 11 Sumber :
Sumber : Cayman Business SystemCayman Business System, 2004, 2004
d.
d. MenentukaMenentukan n nilainilai OccurrenceOccurrence Definisi
Definisi OccurrenceOccurrence menurutmenurut Cayman Business SystemCayman Business System (2004) adalah:(2004) adalah: “
“ SebSebuauah h penpenilailaian ian dardari i kemkemunungkigkinan nan penpenyebyebab ab tertertententu tu yanyangg terjadi dan mempunyai dampak pada poin
terjadi dan mempunyai dampak pada poin kegagalan selama proseskegagalan selama proses produksi berlangsung. ”
produksi berlangsung. ” Nilai
Nilai occurrenceoccurrence mengmenghitung banyaknya hitung banyaknya kemungkemungkinan kinan kegagkegagalan alan atauatau kegagalan yang terjadi pada saat proses produksi. Kategori nilai
kegagalan yang terjadi pada saat proses produksi. Kategori nilai occurrenceoccurrence dapat dilihat pada tabel halaman selanjutnya:
dapat dilihat pada tabel halaman selanjutnya:
Tabel
Tabel II.3 II.3 Kriteria Kriteria NilaiNilai OccurrenceOccurrence
No.
No. KemungkinanKemungkinan kegagalan kegagalan
Nilai
Nilai kemungkinakemungkinann kejadian
kejadian RangeRange
Nilai Nilai
kapabilitas
kapabilitas RangkingRangking 1 1 SangatTinggi:SangatTinggi: kegagalan sering kegagalan sering terjadi terjadi L
Leebbiih h ddaarri i 1 1 ddaallaam m 22 XX==11 < < 00..3333 1100
2
3
3 Tinggi: kegagalanTinggi: kegagalanproses berhubunganproses berhubungan dengan proses dengan proses sebelumnya, yang sebelumnya, yang juga
juga serinsering gagg gagalal
1 dalam 8 (maksimal)
1 dalam 8 (maksimal) 3<X3<X≤≤88 ≥≥00..5511 88
4
4 1 1 ddaallaam m 220 0 ((mmaakkssiimmaall)) 8<X8<X≤≤2020 ≥≥00..6677 77 5
5 Sedang: KegagalanSedang: Kegagalan proses berhubungan proses berhubungan dengan proses dengan proses sebelumnya yang sebelumnya yang sekali-kali
sekali-kali mengalammengalamii kegagalan secara kegagalan secara umum umum 1 dalam 80 (maksimal) 1 dalam 80 (maksimal) 20<X20<X≤≤8080 ≥≥00..8833 66 6
6 1 1 ddaallaam m 44000 0 ((mmaakkssiimmaall)) 80<X80<X≤≤4040 0
0 ≥≥11..0000 55 7
7 1 1 ddaallaam m 11,,55000 0 ((mmaakkssiimmaall)) 400< X400< X
≤
≤15001500 ≥≥11..1177 44 8
8 RReennddaahh 1 1 ddaallaam m 1155,,00000 0 ((mmaakkssiimmaall)) 1500< X1500< X
≤
≤1500015000 ≥≥11..3333 33 9
9 SSaannggaat t RReennddaahh 1 1 ddaallaam m 115500,,00000 0 ((mmaakkssiimmaall)) 15000< X15000< X
≤
≤150000150000 ≥≥11..5500 22 1
100 TTeerrkkeennddaallii Kurang dari 1 dalamKurang dari 1 dalam 1,500,000 (maksimal) 1,500,000 (maksimal) X X≤≤1500015000 0 0 ≥≥11..6677 11 Sumber : Cayman
Sumber : Cayman Busines Business Systes Systemm, 2004, 2004
e.
e. MenentukaMenentukan n nilainilai Detection Detection Definisi
Definisi Detectio Detectionn menurutmenurut Cayman Business SystemCayman Business System (2004) adalah:(2004) adalah: “
“ SebSebuauah h penpenilailaian ian dardari i alaalat t konkontrotrol l saasaat t ini ini (ba(baik ik daldalam am nilnilaiai des
desain ain mamaupuupun n prproseoses) s) yanyang g akaakan n menmendetdetekseksi i penpenyebyebab ab dadariri po
potetensnsiaial l kekegagagagalalan n atatau au kekegagagagalalan n ititu u sesendndiriri, i, dadalalam m hahall m
melelaakukukakan n ppenenccegegaahahan n uunntutuk k mmemempeperrololeh eh pproroduduk k yayanngg diinginkan oleh konsumen.“
diinginkan oleh konsumen.“ Nilai
Nilai detectiondetection merupakan nilai relatif (tidak memiliki standar) padamerupakan nilai relatif (tidak memiliki standar) pada tiap-tiap perusahaan dan akan berbeda-beda antara perusahaan yang satu tiap-tiap perusahaan dan akan berbeda-beda antara perusahaan yang satu dengan perusahaan yang lain. Nilai
dengan perusahaan yang lain. Nilai detectiondetection ditentukan dari pihak-pihak ditentukan dari pihak-pihak yang terkait dalam pembuatan dokumen FMEA, sebagai nilai kepuasaan yang terkait dalam pembuatan dokumen FMEA, sebagai nilai kepuasaan dari
dari konkondisdisi i perperusausahaan haan saasaat t ini. ini. NilNilai ai kepkepuasuasaan aan disdisini ini dimdimaksaksudkudkanan sebag
sebagai ai nilai kepuasan dari nilai kepuasan dari kemampkemampuan sistem dalam uan sistem dalam mencegmencegah ah terjadinyterjadinyaa prose
proses kegagalan. Dises kegagalan. Disebutkan sebagbutkan sebagai nilai ai nilai yang relatif karena orang awamyang relatif karena orang awam akan melihat kondisi pencegahan sekarang merupakan suatu hal yang paling akan melihat kondisi pencegahan sekarang merupakan suatu hal yang paling baik.
baik. Akan Akan tetapi tetapi orang orang yang yang berpenberpengalamagalaman n berangberanggapan gapan bahwa bahwa sistemsistem penceg
pencegahaan ahaan kegagkegagalan alan sekarasekarang ng perlu perlu sebuah sebuah peningpeningkatan. katan. (Villaco(Villacourt,urt, 1992)
1992) Tabel II.4 Kriteria Nilai
N
No o DDeetteekkssii
Kriteria: Cacat produk (
Kriteria: Cacat produk (defect defect ) akan ditemukan oleh kegiatan) akan ditemukan oleh kegiatan proses kontrol sebelum proses berikutnya (dalam urutan proses kontrol sebelum proses berikutnya (dalam urutan proses),
proses), atau sebelum baatau sebelum bagian (komponengian (komponen) telah selasai pada) telah selasai pada lokasi sub-perakitan atau perakitan.
lokasi sub-perakitan atau perakitan.
Ranking Ranking
1
1 Tidak MungkinTidak Mungkin Terdeteksi Terdeteksi
Tidak ada alat kontrol
Tidak ada alat kontrol yang tersedia untuk menemukan poinyang tersedia untuk menemukan poin kegagalan.
kegagalan. 1010
2
2 Sangat TidakSangat Tidak Terkendali Terkendali
Alat ko
Alat kontrol pntrol pada ada saat insaat ini kemui kemungkinngkinan sanan sangat tidgat tidak maak mampumpu menemukan poin kegagalan.
menemukan poin kegagalan. 99
3
3 TidakTidak Terkendali Terkendali
Alat ko
Alat kontrol pntrol pada ada saat insaat ini kemui kemungkinngkinan tidaan tidak mak mampumpu menemu
menemukan kan poin kegagalanpoin kegagalan 88 4
4 SangatSangat Rendah Rendah
Kemungkinan sangat rendah alat kontrol
Kemungkinan sangat rendah alat kontrol yang ada sekarangyang ada sekarang untuk mampu menemukan poin k
untuk mampu menemukan poin kegagalanegagalan 77 5
5 RReennddaahh Kemungkinan rendah alat kontrol yang Kemungkinan rendah alat kontrol yang ada sekarang untukada sekarang untuk mampu menemukan poin kegagalan
mampu menemukan poin kegagalan 66
6
6 RRaattaa--rraattaa Kemungkinan rata-rata alat kontrol yKemungkinan rata-rata alat kontrol yang digunakan sekarangang digunakan sekarang untuk menemukan poin k
untuk menemukan poin kegagalanegagalan 55
7
7 Rata-rataRata-rata Tinggi Tinggi
Kemungkinan rata-rata sangat tinggi alat kontrol yang Kemungkinan rata-rata sangat tinggi alat kontrol yang digunakan sekarang untuk menemukan poin
digunakan sekarang untuk menemukan poin kegagalan.kegagalan. 44 8
8 TTiinnggggii Kemungkinan menemKemungkinan menemukan poin kegagalan tiukan poin kegagalan tinggi, terhadap alatnggi, terhadap alat kontrol yang digunakan sekarang.
kontrol yang digunakan sekarang. 33
9
9 SSaannggaat t TTiinnggggii Kemungkinan menemKemungkinan menemukan poin ukan poin kegagalan sangat tinggikegagalan sangat tinggi terhadap alat kontrol yang digunakan sekarang
terhadap alat kontrol yang digunakan sekarang 22 1
100 SSeellaallu Tu Teerrjjaaggaa AAllaat kt koonnttrrool sl seekkaarraanng ag akkaan n sseellaallu mu meenneemmuukkaan pn pooiin n kkeeggaaggaallaann 11 Sumber
Sumber: : TraininTraining g Internal FMEA, PT Panca Prima Eka Brothers, 2007Internal FMEA, PT Panca Prima Eka Brothers, 2007
f.
f. Menghitung RPN dan Membuat RangkingMenghitung RPN dan Membuat Rangking RPN merupakan kritikal
RPN merupakan kritikal indikatindikator or untuk menentukuntuk menentukan an tindakan pencegahtindakan pencegahanan kegagalan yang terjadi sesuai dengan poin-poin kesalahan. Perhitungan nilai kegagalan yang terjadi sesuai dengan poin-poin kesalahan. Perhitungan nilai RPN diperoleh dari
RPN diperoleh dari mengmengkalikan nilai kalikan nilai ketanggketangguhan produk (uhan produk ( severity severity), nilai), nilai kemungkinan terjadi kegagalan (
kemungkinan terjadi kegagalan (occurrenceoccurrence), dan nilai deteksi dini untuk ), dan nilai deteksi dini untuk penceg
pencegahan ahan kegagkegagalan alan ((detectiondetection). Batas). Batas rangerange dari nilai FMEA beradadari nilai FMEA berada pada po
pada point 1 - int 1 - 10001000..
Rumus nilai
Rumus nilai Risk P Risk Priority Nriority Number umber (RPN) adalah sebagai berikut:(RPN) adalah sebagai berikut: RPN: Severity x
Nilai
Nilai RPN RPN yang yang semaksemakin in kecil kecil akan akan semakin semakin baik baik dan dan sebaliksebaliknya nya jikajika nil
nilai ai RPRPN N sesemamakin kin bebesar sar sasampmpai ai batbatas as mamaksksimimal al 101000 00 popoin in mamaka ka akakanan meng
mengkhawatirkhawatirkan. kan. KekKekhawatiran hawatiran disini disini dimaksdimaksudkan udkan akan akan mempemempengaruhngaruhii kualitas produk yang dihasilkan dan jalannya proses produksi.
kualitas produk yang dihasilkan dan jalannya proses produksi. Di
Diagagraram m PaParereto to ananalalisisis is sesebabaikiknynya a didipapakakai i sesebabagagai i dadasasar r ununtutuk k mengetahui kemungkinan point kesalahan dari nilai RPN, pengaruh dari point mengetahui kemungkinan point kesalahan dari nilai RPN, pengaruh dari point kesalahan, dan penyebab terjadinya kesalahan tersebut. Nilai – nilai RPN kesalahan, dan penyebab terjadinya kesalahan tersebut. Nilai – nilai RPN ya
yang ng terterbebesar sar akakan an memenjnjadi adi susumbmber er perperhathatiaian n dadan n sesebabagagai i tantanda da ununtutuk k melakukan tindakan pencegahan terjadinya kesalahan yang paling kritis.
melakukan tindakan pencegahan terjadinya kesalahan yang paling kritis. g
g.. MMeellaakkuukkaan n RReevviieew w FFMMEEA A uunnttuuk k MMeennccaarri i TTiinnddaakkaann Pencegahan Kesalahan
Pencegahan Kesalahan Pembahasan (
Pembahasan (reviewreview) FMEA adalah suatu ) FMEA adalah suatu aktifitas dari tim aktifitas dari tim penyupenyusun FMEAsun FMEA untuk membuat sebuah komentar dan membahas segala sesuatu dari data untuk membuat sebuah komentar dan membahas segala sesuatu dari data yang terkumpul dalam pembuatan dokumen FMEA. Pembahasan FMEA akan yang terkumpul dalam pembuatan dokumen FMEA. Pembahasan FMEA akan berfok
berfokus us kepada kepada nilai nilai rangkinrangking g terbesterbesar ar dari dari tiap-tiap tiap-tiap potenspotensial ial kegagkegagalanalan berdas
berdasarkan arkan nilai nilai RPN. RPN. Para Para tim tim penyupenyusun sun FMEFMEA A dapat dapat menenmenentukantukan potens
potensial ial peningpeningkatan katan proseproses s yang yang dapat dapat dilakukdilakukan an berdasberdasarkan arkan informinformasiasi ya
yang ng tetelalah h didikukumpmpululkakan. n. PaPada da dadasasarnrnya ya jijika ka titim m pepenynyususun un FMFMEAEA men
menemuemukan kan sebsebuah uah potpotensensial ial kegkegagalagalan an dan dan kemkemudiaudian n memmembubuat at sebsebuahuah pening
peningkatan, maka katan, maka secepatnsecepatnya ya akan akan dilakudilakukan kan suatu perbaikan suatu perbaikan (revisi) (revisi) padapada kondisi proses saat ini.
kondisi proses saat ini. Dok
Dokumeumen n FMFMEA EA sensendirdiri i sangsangat at perperlu lu untuntuk uk diladilakukkukan an pempembahbaharuaaruann ((updateupdate) ) untuk menuuntuk menunjukan suatu njukan suatu peningkatan dan peningkatan dan perubahan dalam perubahan dalam standar standar prose
proses. s. Pada saat Pada saat melakmelakukan perubahan atau ukan perubahan atau peningpeningkatan dalam katan dalam penyupenyusunansunan FM
FMEA, EA, makmaka a semsemua ua dokdokumeumentasntasi i haruharus s diddidistristribuibusikasikan n kepkepada ada selseluruhuruh pengg
pengguna. una. PenggPengguna una dokudokumen men tersebutersebut t dimaksdimaksudkan udkan sebagasebagai i pihakpihak-pihak -pihak yan
yang g terkterkait ait daldalam am penpenyusyusunaunan n dokdokumeumen n FMFMEA EA dan dan pihapihak-pk-pihak ihak yanyangg mem
memerluerlukan kan infoinformarmasi si dardari i dokdokumeumen n FMFMEA. EA. Hal Hal ini ini dimdimaksaksudkudkan an agaagar r pening
pula dokum
pula dokumen FMEA dapat sebagai acuan supaya lebih berhati-haen FMEA dapat sebagai acuan supaya lebih berhati-hati terhadapti terhadap prose
proses-proses-proses yang s yang kritikal tkritikal terjadinyerjadinya potena potensial kegsial kegagalan.agalan.
Pada saat melakukan pembahasan FMEA, maka alat-alat pemecahan Pada saat melakukan pembahasan FMEA, maka alat-alat pemecahan masalah diperlukan sebagai alat analisa. Alat analisa dan pemecahan masalah masalah diperlukan sebagai alat analisa. Alat analisa dan pemecahan masalah yan
yang g dipdiperluerlukan kan sepseperterti; i; petpeta a proproses ses opeoperasi rasi ((OperOperatioation n ProProcess cess ChaChart rt ),), diagram Pareto, dan
diagram Pareto, dan brainstrominbrainstroming.g. h.
h. Menyiapkan Dokumen dan Lembar Kerja (Menyiapkan Dokumen dan Lembar Kerja (worksheet worksheet ) FMEA) FMEA Dokumen FMEA merupakan lembaran yang berisi informasi dalam proses Dokumen FMEA merupakan lembaran yang berisi informasi dalam proses analisa FMEA.
analisa FMEA. TahapaTahapan-tahapn-tahapan an dalam menyiapkan dokumen FMEA dalam menyiapkan dokumen FMEA terdiriterdiri dari: (
dari: ( Training Internal Training Internal FMEA PT Panca Prima Eka Brothers, 2007)FMEA PT Panca Prima Eka Brothers, 2007) 1.Halaman Depan Dokumen
1.Halaman Depan Dokumen Hal
Halamaaman n dedepan pan berberisikisikan an infoinformarmasi si umuumum m proproduduk k dokdokumumen en FMFMEA,EA, pihak-p
pihak-pihak yang terlibat dalam pembuihak yang terlibat dalam pembuatan dokumatan dokumen FMEA, dan en FMEA, dan tujuantujuan dar
dari i pepembmbuauatan tan dodokukumemen. n. SeSebabagagai i pepenjenjelalasasan n hahalalaman man dedepapan n dadariri dokumen FMEA dapat dilihat pada tabel II.5 halaman 27 pada lembar dokumen FMEA dapat dilihat pada tabel II.5 halaman 27 pada lembar berikut
berikutnya.nya.
2.Diagram Fungsi Produk 2.Diagram Fungsi Produk
Diagram fungsi merupakan informasi umum tentang fungsi dari produk Diagram fungsi merupakan informasi umum tentang fungsi dari produk yang akan dibuat. Dalam membuat dokumen FMEA sangat diperlukan yang akan dibuat. Dalam membuat dokumen FMEA sangat diperlukan un
untutuk k memengngetetahuahui i fufungngsi si dadari ri sesebubuah ah proproduduk k sesecarcara a memenynyeluelururuh.h. Pe
Pengngetaetahuhuan an memengengenai nai fufungngsi si proproduduk k akaakan n memenjanjadi di dadasar sar sesebabagagaii penetap
penetapan dari an dari standar kualitas pada proses produksstandar kualitas pada proses produksi. i. SebagSebagai ai penjelpenjelasanasan di
diagagraram m fufungngsi si dadari ri dodokukumemen n FMFMEA EA dadapapat t didililihahat t papada da hahalalamamann selanjutnya:
Fungsi Ukuran Fungsi Ukuran
Fungs
Fungsi bai bagi gi pemakai pemakai daridari pengaruh lingkungan pengaruh lingkungan
Fungsi bagi pemakai Fungsi bagi pemakai terhadap fisik pemakai terhadap fisik pemakai
Jenis produk yang akan Jenis produk yang akan
di dokumentasikan di dokumentasikan
Gambar II.1 Diagram Fungsi Produk FMEA Gambar II.1 Diagram Fungsi Produk FMEA
Sumber : PT Panca Prima Eka
Sumber : PT Panca Prima Eka Brothers, 2007Brothers, 2007
3.Lembar Kerja (
3.Lembar Kerja (Worksheet)Worksheet) FMEAFMEA
Lembar kerja FMEA merupakan lembar yang memuat tahapan-tahapan Lembar kerja FMEA merupakan lembar yang memuat tahapan-tahapan analisa secara ringkas sehingga mudah dibaca oleh pengguna dokumen analisa secara ringkas sehingga mudah dibaca oleh pengguna dokumen FMEA. Isi dari lembar kerja FMEA secara umum telah dijelaskan pada FMEA. Isi dari lembar kerja FMEA secara umum telah dijelaskan pada bagian terdahulu. Contoh dari
bagian terdahulu. Contoh dari lembar kerja lembar kerja FMEA dijelaskaFMEA dijelaskan n pada tabelpada tabel II. 6 pada halaman 28.
II. 6 pada halaman 28. 4.Diagram RPN (
4.Diagram RPN ( Risk Prio Risk Priority Numrity Number ber )) Lemb
Lembar diagram RPN mear diagram RPN merupakarupakan bagian yang n bagian yang membememberikan informrikan informasiasi mengenai nilai RPN dari masing-masing poin kegagalan. Secara umum, mengenai nilai RPN dari masing-masing poin kegagalan. Secara umum, pemba
pembahasan Rhasan RPN telah PN telah dibahas dibahas pada bpada bagian sagian sebelumebelumnya.nya. 5.Tindakan Pencegahan
5.Tindakan Pencegahan
Lembar tindakan pencegahan merupakan hasil dari
Lembar tindakan pencegahan merupakan hasil dari brainstorming brainstorming yangyang telah dil
telah dilakukan akukan pada spada saat aat melakmelakukanukan reviewreview yang telah dijelaskan padayang telah dijelaskan pada bagian
bagian terdahulterdahulu. u. ContoContoh h dari dari tabel tabel tindakatindakan n pencegpencegahan ahan dalamdalam dokumentasi FMEA dapat dilihat pada tabel II.7 pada halaman 29.
Sedangkan menurut Besterfield (2003), terdapat 4 tahapan yang harus Sedangkan menurut Besterfield (2003), terdapat 4 tahapan yang harus dilakukan dalam penyusunan FMEA, antara lain:
dilakukan dalam penyusunan FMEA, antara lain: 1.
1. TeTentukntukan an KemKemungungkinakinan n KegKegagalagalanan
Fungsi produk Fungsi produk
Poin kemungkinan atau potensial kegagalanPoin kemungkinan atau potensial kegagalan
Akar permasalahanAkar permasalahan
Pengaruh atau dampak Pengaruh atau dampak 2.
2. DeDefinisfinisikaikan Ren Resiksiko yao yang ng AkaAkan Ten Terjadrjadii
Kemungkinan penyebab kegagalanKemungkinan penyebab kegagalan
Pengaruh terhadapPengaruh terhadap severity severity
Efektifitas alat kontrol yang ada saat iniEfektifitas alat kontrol yang ada saat ini
Nilai Nilai Risk Pr Risk Priority Numiority Number ber 3.
3. MelakMelakukan ukan PencegPencegahan ahan Yang Yang MenyMenyebabkaebabkan n Resiko Resiko TerjadiTerjadi
Utamakan tindakan yang akan diambilUtamakan tindakan yang akan diambil
Jelaskan secara detail tindakan yang akan dilakukanJelaskan secara detail tindakan yang akan dilakukan
Rekrut orang yang bertanggung jawab atas tindakan pencegahan.Rekrut orang yang bertanggung jawab atas tindakan pencegahan.
Tandai peningkatan yang telah terjadiTandai peningkatan yang telah terjadi 4.
4. MeMengengevaluvaluasi asi KemKembalbali Ni Nilai ilai ResResikoiko
Melakukan perhitungan nilai RPN ulang terhadap peningkatan yangMelakukan perhitungan nilai RPN ulang terhadap peningkatan yang sudah dilakukan.
sudah dilakukan. Dar
Dari i 4 4 tahatahapan pan atau atau lanlangkagkah h daladalam m menmenyusyusun un FMEFMEA, A, terterdapadapat t bebbeberaperapaa penjela
penjelasan tambasan tambahan yang dhan yang diperlukiperlukan untuk mean untuk menjelaskanjelaskan lebih dalam men lebih dalam mengenaingenai mas
masinging-ma-masing sing poipoin n kegkegiatan iatan pempembahabahasansan. . PenPenjelajelasan san terstersebuebut t antantara ara lainlain:: (Besterfield, 2003)
(Besterfield, 2003)
Kebutuhan atau Fungsi ProsesKebutuhan atau Fungsi Proses Setelah menentukan
Setelah menentukan itemitem atau produk yang akan dipilih untuk melakukanatau produk yang akan dipilih untuk melakukan pemba
pembahasan, maka langkhasan, maka langkah selanjutnya adalah membah selanjutnya adalah membahas dan menganalahas dan menganalisaisa prose
proses s yang yang bersangbersangkutan. kutan. Semua Semua kegiatan kegiatan proseproses s harus harus termasutermasuk k didalamnya, namun dapat dibatasi sesuai dengan pembahasan