Simposium Nasional Teknologi Terapan (SNTT) 4 2016 ISSN : 2339-028X
201
PENERAPAN RELIABILITY CENTERED MAINTENANCE (RCM) PADA MOTOR HOIST TOWER CRANE
Dedi Dermawan1*, Faradila Ananda Yul2
1,2Program Studi Teknik Industri, Fakultas Teknik, Universitas Muhammadiyah
Riau Jl. Tambusai Ujung, Pekanbaru,Riau Email: [email protected]
Abstrak
Penelitian ini dilakukan pada PT. Wahanakarsa Swandiri yaitu perusahaan yang bergerak di bidang konstruksi, membangun gatering station, pipe line, platform dan lain–lain. Tower crane merupakan sebuah pesawat angkat yang berfungsi sebagai satu-satunya alat angkat angkut peralatan pada proyek gatering station yang saat ini dilakukan, sehingga apabila terjadi kerusakan pada alat ini maka dapat menghambat jadwal penyelesaian proyek. Tujuan penelitian ini adalah menentukan kegiatan perawatan Tower crane yang sesuai berdasarkan identifikasi kegagalan beserta resikonya menggunakan metode Reliability Centered Maintenance (RCM). RCM merupakan suatu proses yang digunakan untuk menentukan jenis perawatan yang sesuai dalam konteks operasi dan konsekuensi kegagalannya untuk masing-masing asset, karena tiap-tiap peralatan membutuhkan jenis perawatan yang berbeda sesuai dengan konteks operasinya. Dari nilai parameter bentuk fungsi distribusi weibull menunjukan bahwa laju kerusakan menurun untuk β < 1, sebesar 0.447 dari nilai ini dapat diketahui perawatan yang dianjurkan adalah Reactive/preventive maintenance dan inpection maintenance. Dari perhitungan interval perawatan optimal diperoleh Cost of R-o-oF policy adalah: $0.049375 / minggu, Maka penghematan yang dilakukan adalah sebesar $28.31-$0.049375/28.31 = 0.9982 atau 99.83%.
Kata kunci: Kegagalan, Konstruksi, RCM
1. PENDAHULUAN
Pada proyek pembuatan gedung, penggunaan satu tower crane sebagai satu–satunya alat untuk memindahkan beban yang berat ke arah yang di inginkan merupakan suatu hal yang berisiko karena dapat menyebabkan proyek tidak selesai sesuai jadwal yang diinginkan. Jika peralatan mengalami kerusakan maka dapat menghambat pekerjaan lain, maka sangat begitu penting perawatan terhadap peralatan yang di gunakan, termasuk perawatan komponen dari tower crane yang digunakan di proyek sekarang, untuk itu diperlukan perawatan untuk upaya pencegahan kerusakan pada tower crane agar proses pembangunan dapat terus berjalan dan mencegah terjadinya kerugian kepada perusahaan apabila terjadinya kecelakaan, dan sebagai usaha yang dapat dilakukan untuk mempertahankan fungsi suatu komponen dengan melakukan kegiatan perawatan menggunakan Reliability Centered Maintenance. Saat ini perusahaan belum memiliki kegiatan perawatan yang teratur dan terjadwal dengan interval waktu yang tepat untuk tower crane. Perawatan di lakukan jika ada kerusakan komponen saja.
Metode Reliability Centered Maintenance (RCM) adalah sebuah proses sistematis yang harus di lakukan untuk menjamin seluruh fasilitas fisik dapat beroperasi dengan baik sesuai dengan desain dan fungsinya. Seiring dengan dampak – dampak yang di timbulkan maka pada tahun 1990 mulai di luncurkan RCM yang merupakan hasil proses pengembangan RCM sebelumnya yakni dengan menambahkan safety dan environtment consequence pada decision diagramnya (Moubray, 1997). RCM dapat di gunakan untuk menganalisa fungsi komponen, jenis kerusakan yang terjadi, efek yang di timbulkan akibat kerusakan, dan tindakan yang harus di lakukan untuk mengatasi kerusakan tersebut.
2. METODOLOGI
Metode yang digunakan dalam penelitian ini singkatnya adalah sebagai berikut:
a. Melakukan pengumpulan data waktu antar kerusakan mesin, data waktu perbaikan dan biaya akibat kerusakan.
Simposium Nasional Teknologi Terapan (SNTT) 4 2016 ISSN : 2339-028X
202
c. Menentukan konsekuensi dan keputusan yang akan dilakukan untuk mengantisipasi, mencegah, mendeteksi atau memperbaikinya menggunakan metode RCM.
d. Menentukan Index of Fit Time to Failure komponen menggunakan 4 (empat) distribusi, yaitu : distribusi exponential, weibull, log normal dan normal untuk menentukan jenis Maintenance apa yang akan dilakukan.
e. Menentukan rata-rata waktu untuk melakukan penggantian , dan interval waktu pemeriksaan.
f. Perhitungan biaya perbaikan. g. Analisa dan kesimpulan. 3. HASIL DAN PEMBAHASAN
Data downtime komponen tower crane dari januari 2011 sampai dengan desember 2012 dapat dilihat pada Tabel 1. Penelitian difokuskan pada komponen yang memiliki downtime terbesar yaitu motor hoist.
Tabel 1. Data Downtime Tower Crane Januari 2011-Desember 2012
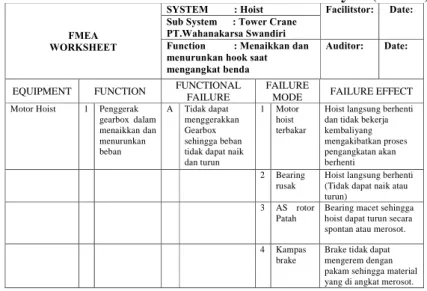
3.1 Failure Mode and Effects Analysis (FMEA)
Metode FMEA digunakan untuk mengetahui dampak kegagalan yang menggambarkan apa yang akan terjadi ketika mode kegagalan tersebut terjadi. Dari Tabel 2. diperoleh 4 kemungkinan penyebab kegagalan (Failure Mode) yaitu:
a. Motor Hoist Terbakar b. Bearing As Patah c. As Rotor Patah d. Kampas Brake Aus
Tabel 2. Worksheet Failure Mode and Effects Analysis (FMEA)
akibat kerusakan, dan tindakan yang harus di lakukan untuk mengatasi kerusakan tersebut.
2. Metodologi
Metode yang digunakan dalam penelitian ini singkatnya adalah sebagai berikut: a. Melakukan pengumpulan data waktu antar kerusakan mesin, data waktu
perbaikan dan biaya akibat kerusakan
b. Menentukan mode kegagalan untuk mengetahui dampak kegagalan
c. Menentukan konsekuensi dan keputusan yang akan dilakukan untuk mengantisipasi, mencegah, mendeteksi atau memperbaikinya menggunakan metode RCM.
d. Menentukan Index of Fit Time to Failure komponen menggunakan 4 (empat) distribusi, yaitu : distribusi exponential, weibull, log normal dan normal untuk menentukan jenis Maintenance apa yang akan dilakukan.
e. Menentukan rata-rata waktu untuk melakukan penggantian , dan interval waktu
pemeriksaan.
f. Perhitungan biaya perbaikan g. Analisa dan kesimpulan
3. Hasil dan pembahasan
Data downtime komponen tower crane dari januari 2011 sampai dengan desember 2012 dapat dilihat pada Tabel 1. Penelitian difokuskan pada komponen yang memiliki downtime terbesar yaitu motor hoist.
Tabel 1. Data Downtime Tower Crane Januari 2011-Desember 2012
No Komponen Total Down Time
Kerusakan (Jam)
1 Motor Hoist 127,33
2 Gear Box Hoist 42.08
3 Canvas 25,83
4 Motor Jack 11,33
5 Motor Trolley 10,17
6 Gear Box Slewing 5,33
7 Motor Slewing 2,50
8 Drum Sling 1,67
9 Sling 0,58
Total 226,82
3.1 Failure Mode and Effects Analysis (FMEA)
Metode FMEA digunakan untuk mengetahui dampak kegagalan yang menggambarkan apa yang akan terjadi ketika mode kegagalan tersebut terjadi. Dari Tabel 2. diperoleh 4 kemungkinan penyebab kegagalan (Failure Mode) yaitu:
1. Motor Hoist Terbakar 2. Bearing As Patah 3. As Rotor Patah 4. Kampas Brake Aus
Tabel 2. Worksheet Failure Mode and Effects Analysis (FMEA)
FMEA WORKSHEET
SYSTEM : Hoist Facilitstor: Date: Sub System : Tower Crane
PT.Wahanakarsa Swandiri Function : Menaikkan dan menurunkan hook saat mengangkat benda
Auditor: Date:
EQUIPMENT FUNCTION FUNCTIONAL FAILURE
FAILURE
MODE FAILURE EFFECT Motor Hoist 1 Penggerak
gearbox dalam menaikkan dan menurunkan beban A Tidak dapat menggerakkan Gearbox sehingga beban tidak dapat naik dan turun
1 Motor hoist terbakar
Hoist langsung berhenti dan tidak bekerja kembaliyang mengakibatkan proses pengangkatan akan berhenti 2 Bearing rusak
Hoist langsung berhenti (Tidak dapat naik atau turun)
3 AS rotor Patah
Bearing macet sehingga hoist dapat turun secara spontan atau merosot. 4 Kampas
brake
Brake tidak dapat mengerem dengan pakam sehingga material yang di angkat merosot. 3.2 Reliability Centered Maintenance (RCM)
Berdasarkan analisa (break down), mata tahapan yang dilakukan untuk mengantisipasi, mencegah, mendeteksi atau memperbaiki kerusakan komponen antara lain:
Simposium Nasional Teknologi Terapan (SNTT) 4 2016 ISSN : 2339-028X
203 3.2 Reliability Centered Maintenance (RCM)
Berdasarkan analisa (break down), mata tahapan yang dilakukan untuk mengantisipasi, mencegah, mendeteksi atau memperbaiki kerusakan komponen antara lain:
Tabel 3. Reliability Centered Maintenance (RCM) Decision Worksheet
3.3 Distribusi Exponential, Weibull, Log Normal Dan Normal
Menentukan Index of Fit Time to Failure komponen Motor Hoist dengan membandingkan 4 (empat) distribusi, yaitu : distribusi exponential, weibull, log normal dan normal untuk menentukan jenis Maintenance apa yang akan dilakukan. Data komponen kritis pada Tabel 4.
Tabel 4. Komponen Kritis Tower Crane Tipe
Dari perbandingan keempat pola distribusi, maka tahapan selanjutnya akan menggunakan distribusi eksponensial karena memiliki index of fit terbesar seperti yang terlihat pada Tabel 5.
Tabel 5. Perbandingan index of fit komponen Motor Hoist Tabel 2. Worksheet Failure Mode and Effects Analysis (FMEA)
FMEA WORKSHEET
SYSTEM : Hoist Facilitstor: Date:
Sub System : Tower Crane PT.Wahanakarsa Swandiri Function : Menaikkan dan menurunkan hook saat
mengangkat benda
Auditor: Date:
EQUIPMENT FUNCTION FUNCTIONAL FAILURE
FAILURE
MODE FAILURE EFFECT Motor Hoist 1 Penggerak
gearbox dalam menaikkan dan menurunkan beban A Tidak dapat menggerakkan Gearbox sehingga beban tidak dapat naik dan turun
1 Motor hoist terbakar
Hoist langsung berhenti dan tidak bekerja kembaliyang mengakibatkan proses pengangkatan akan berhenti 2 Bearing rusak
Hoist langsung berhenti (Tidak dapat naik atau turun)
3 AS rotor Patah
Bearing macet sehingga hoist dapat turun secara spontan atau merosot. 4 Kampas
brake
Brake tidak dapat mengerem dengan pakam sehingga material yang di angkat merosot.
3.2 Reliability Centered Maintenance (RCM)
Berdasarkan analisa (break down), mata tahapan yang dilakukan untuk mengantisipasi, mencegah, mendeteksi atau memperbaiki kerusakan komponen antara lain:
Simposium Nasional Teknologi Terapan (SNTT) 4 2016 ISSN : 2339-028X
204
3.3.1 MLE (Maximum Likehood Estimator) komponen Motor Hoist
Tabel 6. Perhitungan MLE komponen Motor Hoist dengan exponential
Perhitungan:
3.3.2 Identifikasi Nilai Betha (β) Motor Hoist distribusi exponential
Dari nilai parameter bentuk fungsi distribusi exponential. mempunyai laju kerusakan menurun untuk β < 1, sebesar 0.447 dari nilai diketahui perawatan yang dianjurkan adalah Reactive / preventive maintenance dan inpection maintenance
3.3.3 Identifikasi Nilai MTTF Motor Hoist
Mean Time to Failure (MTTF) yaitu rata-rata selang waktu sampai
terjadinya kerusakan atau failure (Smith, 1993, p13). Perhitungan nilai MTTF yang dilakukan sesuai dengan distribusi exponential terhadap data failure time. Untuk menentukan Rata- rata waktu untuk melakukan penggantian dan interval waktu pemeriksaan. Perhitungan MTTF sebagai berikut:
1) Rata-rata jumlah kerusakan dalam 1 bulan (k) 1 hari = 13 jam kerja 1 minggu = 7 hari kerja 1 bulan = 4 minggu
t = 13 x 7 x 4 = 364 jam/bulan MTTF = 1679,75 jam
2) Rata-rata kerusakan dalam 4 bulan (k) t = 364 jam/bulan x 4 = 1456 jam/bulan
Simposium Nasional Teknologi Terapan (SNTT) 4 2016 ISSN : 2339-028X
205
3) Rata-rata waktu untuk melakukan penggantian (I / ų)
Waktu penggantian kerusakan (Tf) = 26,18 jam (t) = 364 jam/bulan
4) Rata-rata waktu untuk melakukan pemeriksaan (l / i)
Waktu untuk melakukan pemeriksaan (Ti) = 0,33 jam (asumsi : didapat dari ketentuan manufaktur sebesar 0,33 jam) dimana t = 364 jam / bulan. Waktu penggantian kerusakan (Tf) = 26,18 jam (t) = 364 jam/bulan
a. Perhitungan frekuensi dan interval pemeriksaan
b. Interval waktu pemeriksaan
c. Nilai down time
Tabel 7. Tabel Rata-Rata Interval Waktu Pemeriksaan
3.4 Biaya Perbaikan
Dari perhitungan biaya alokasi untuk perawatan biaya tenaga kerja, biaya konsekuensi operasional pada Tabel 8. dan Tabel 9. dan rata-rata waktu perbaikan maka dilakukan perhitungan interval perawatan optimal.
Simposium Nasional Teknologi Terapan (SNTT) 4 2016 ISSN : 2339-028X
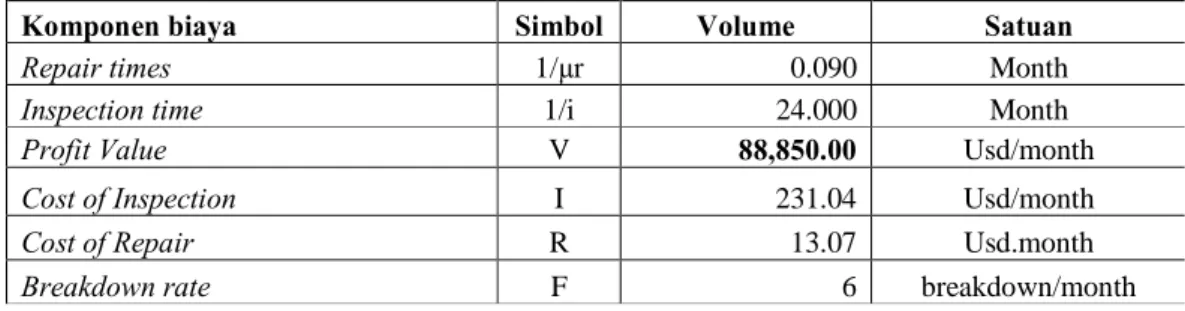
206 Tabel 9. Komposisi Biaya Perawatan
Dimana: CF = Biaya penggantian/perbaikan komponen yang rusak CO = Biaya yang ditanggung proyek akibat terjadi downtime CW = Biaya pekerja yang melakukan perbaikan
Tabel 10. Distribusi Inspection
C(tp) = Total cost expected cost/time Cp = Preventive maintenance cost Cf = Failure maintenance cost H(tp) = Renewal function Tapi = Interval time Tabel 11. Biaya perawatan
Tabel 9. Komposisi Biaya Perawatan
Komponen biaya Simbol Volume Satuan
Repair times 1/µr 0.090 Month
Inspection time 1/i 24.000 Month
Profit Value V 88,850.00 Usd/month
Cost of Inspection I 231.04 Usd/month
Cost of Repair R 13.07 Usd.month
Breakdown rate F 6 breakdown/month
Dimana: CF = Biaya penggantian/perbaikan komponen yang rusak CO = Biaya yang ditanggung proyek akibat terjadi downtime CW = Biaya pekerja yang melakukan perbaikan
Tabel 10. Distribusi Inspection
C(tp) = Total cost expected cost/time Cp = Preventive maintenance cost Cf = Failure maintenance cost H(tp) = Renewal function tp = Interval time
Tabel 9. Komposisi Biaya Perawatan
Komponen biaya Simbol Volume Satuan
Repair times 1/µr 0.090 Month
Inspection time 1/i 24.000 Month
Profit Value V 88,850.00 Usd/month
Cost of Inspection I 231.04 Usd/month
Cost of Repair R 13.07 Usd.month
Breakdown rate F 6 breakdown/month
Dimana: CF = Biaya penggantian/perbaikan komponen yang rusak CO = Biaya yang ditanggung proyek akibat terjadi downtime CW = Biaya pekerja yang melakukan perbaikan
Tabel 10. Distribusi Inspection
C(tp) = Total cost expected cost/time Cp = Preventive maintenance cost Cf = Failure maintenance cost H(tp) = Renewal function tp = Interval time
Cost of R-o-oF policy adalah: = Cf/µ = $0.049375 / minggu Maka penghematan yang dilakukan adalah Saving = $28.31-$0.049375/28.31 = 0.9982 atau 99.83%
4. Kesimpulan
Dalam mengidentifikasi failure komponen motor hoist dilakukan perbandingan antara 4 distribusi yaitu exponential, weibull, log normal dan normal, dan yang terpilih adalah distribusi eksponensial karena memiliki index of fit terbesar. Dengan perhitungan interval perawatan optimal, Cost of R-o-oF policy adalah: $0.049375 / minggu, Maka penghematan / saving sebesar $28.31-$0.049375/28.31 = 0.9982 atau 99.83%. Dari nilai parameter bentuk fungsi distribusi weibull. Distribusi weibull mempunyai laju kerusakan menurun untuk b < 1, sebesar 0.447 dari nilai ini dapat diketahui perawatann yang dianjurkan adalah Reactive / preventive maintenance dan inpection maintenance dan rata-rata interval waktu pemeriksaan adalah 87,794 jam
Daftar Pustaka
Ebeling, E A, 1997, Reliability and Maintenability Engineering, University of Dayton
Moubray, Jhon, 1997, Reliability Center Maintenance 2nd Edition, Industrial PressInc, Madison Evenue, New York
Satyana, I, 2006, Implementasi RCM II dan Risk Priority Number dalam Analisa Resiko Perencanaan Perawatan HPB, Tugas Akhir Teknik Keselamatan dan Kesehatan Kerja, PPNS, ITS
Tabel 11. Biaya perawatan
Komponen biaya Jumlah Satuan
1 Cost of Replacement 88605.89 Usd/month
2 Cost of Failure Replacement 244.11 Usd/month
3 Mean 4944
4 STD 3159.442989
Simposium Nasional Teknologi Terapan (SNTT) 4 2016 ISSN : 2339-028X
207
Cost of R-o-oF policy adalah: = Cf/μ = $0.049375 / minggu Maka penghematan yang dilakukan adalah Saving = $28.31-$0.049375/28.31 = 0.9982 atau 99.83%
4.
KESIMPULAN
Dalam mengidentifikasi failure komponen motor hoist dilakukan perbandingan antara 4 distribusi yaitu exponential, weibull, log normal dan normal, dan yang terpilih adalah distribusi eksponensial karena memiliki index of fit terbesar. Dengan perhitungan interval perawatan optimal, Cost of R-o-oF policy adalah: $0.049375 / minggu, Maka penghematan / saving sebesar $28.31-$0.049375/28.31 = 0.9982 atau 99.83%. Dari nilai parameter bentuk fungsi distribusi weibull. Distribusi weibull mempunyai laju kerusakan menurun untuk β < 1, sebesar 0.447 dari nilai ini dapat diketahui perawatann yang dianjurkan adalah Reactive / preventive maintenance dan inpection maintenance dan rata-rata interval waktu pemeriksaan adalah 87,794 jam.
5. DAFTAR PUSTAKA
Ebeling, E A, 1997, Reliability and Maintenability Engineering, University of Dayton Moubray, Jhon, 1997, Reliability Center Maintenance 2nd Edition, Industrial PressInc, Madison Evenue, New York.
Satyana, I, 2006, Implementasi RCM II dan Risk Priority Number dalam Analisa Resiko Perencanaan Perawatan HPB, Tugas Akhir Teknik Keselamatan dan Kesehatan Kerja, PPNS, ITS.