Systematic Layout Planning
Dimas Yuwono Wicaksono, ST., MT.
SYSTEMATIC LAYOUT PLANNING – Richard Muther
Input Data and Activities
An al ysis Sear ch Selecti on 1. Flow of Materials 2. Activity Relationships 3. Relationship Diagram 4. Space
Requirements 5. Space Avaible
8. Practical Limitations 7. Modifying Considerations 9. Develop Layout Alternatives 10. Evaluations 6. Space Relationship Diagram
SYSTEMATIC LAYOUT PLANNING (SLP)
Prosedur Pelaksanaan SLP :
PENGUMPULAN DATA DAN AKTIVITAS ;
Mengumpulkan data informasi yang berkaitan dengan aktifitas pabrik, seperti : Design produk, proses & skedul kerja.
ANALISA ALIRAN MATERIAL ;
Pengukuran kuantitatif untuk setiap gerakan perpindahan material diantara departemen.
Dalam menganalisa aliran material dapat digunakan peta- peta seperti:
• Peta Rakitan
• Peta Proses Operasi
• Peta Aliran Proses
• Diagram Aliran
• Multi Product Process Chart (MPPC)
• From To Chart
• Inflow & Outflow Interrelationship Diagram
ANALISA KETERKAITAN KEGIATAN ;
mencari hubungan diantara aktivitas pemindahan material dan satu fasilitas kerja ke fasilitas kerja yang lam dengan aspek kuantitatif sebagai tolak ukurnya (biaya material handling). Untuk itu dapat digunakan peta yang disebut Activity Relationship Chart
SYSTEMATIC LAYOUT PLANNING (SLP)
Prosedur Pelaksanaan SLP :
DIAGRAM KETERKAITAN ;
Apabila derajat hubungan aktifitas merupakan faktor penting (dalam hal ini aspek kualitatif lebih penting untuk di perhatikan) maka pada tahapan ini perlu dibuat suatu Activity Relationship Diagram (ARD). Akan tetapi bila aliran material lebih dominan, maka perlu dibuat suatu Diagram Aliran. Dan bila kombinasi dan keduanya (aliran material & hubungan kedekatan), maka dapat dibuat Diagram REL.
KEBUTUHAN LUAS AREA & AREA YANG TERSEDIA ;
Mengevaluasi kebutuhan luas area untuk pengaturan segala fasilitas pabrik yang dibutuhkan .
Metode-metode yang dapat digunakan adalah :
• Production Center Method
Production center (stasiun kerja) terdiri atas sebuah mesin dan semua fasilitas/peralatan
penunjangnya dan area yang diperlukan untuk pengopeasiannya. Disamping itu area
untuk keleluasaan operator bekerja, area untuk maintenance, ruang untuk meletakkan
material maupun produk jadi, dllnya perlu ditambahkan.
• Converting Method
Menentukan kebutuhan luas luasan area untuk departemen penunjang, gudang, dllnya.
• Roughed Out Layout Method
Mengevaluasi kemungkinan pengaturan tata letak, serta estimasi luas area yang dibutuhkan.
SYSTEMATIC LAYOUT PLANNING (SLP)
Prosedur Pelaksanaan SLP :
KEBUTUHAN LUAS AREA & AREA YANG TERSEDIA ; Metode-metode yang dapat digunakan adalah (cont.): • Space Standards Method
Menentukan luasan area yang dibutuhkan. • Ratio Trend and Projection Method
Untuk mengaplikasikan metode ini, terlebih dahulu ditetapkan suatu perbandingan untuk suatu faktor yang dapat diukur, dan diramalkan untuk tata letak yang diusulkan.
PERANCANGAN TATA LETAK ALTERNATIF ;
Membuat alternatif rancangan tata letak dengan mengkombinasikan pertimbangan-pertimbangan kebutuhan luas area yang dibutuhkan & Diagram REL dalam bentuk Space Relationship Diagram. Kemudian merancang tata letak alternatif berdasarkan Space Relationship Diagram tsb dan melakukan modifikasi seperlunya berdasarkan batasan & pertimbangan khusus lainnya dengan membuat suatu Block Plan atau Area Allocation Diagram (AAD). Kemudian dapat dirancang detil tata letak yang sesuai, dengan mengatur mesin atau fasilitas kerja yang berada di masing-masing blok yang ada.
INFORMASI YANG DIBUTUHKAN UNTUK PERANCANGAN FASILITAS
KEBIJAKAN PIMPINAN
Data terpenting yang dibutuhkan oleh seorang perancang fasilitas harus datang dan pimpinan dalam bentuk pemikiran dan kebijakan sehubungan dengan hal-hal sbb: Ramalan Penjualan ; Kepegawaian ; Pertumbuhan ; Modal ; Persediaan ; Peremajaan
Peralatan ; Pemeliharaan & Reparasi ; Pelayanan pelanggan ; Persaingan ; Teknologi ; Laju Pertumbuhan ; Distribusi ; Lembur ; Membuat/membeli ; Organisasi ; Pendapatan atas modal ; Keuntungan bersih ; Pelayanan staf ; Rencana perubahan = produk atau proses ; Pergantian buruh ; Usia angkatan kerja ; Kelompok buruh ; Kendala waktu ; Ketersediaan dana ; Pelayanan produk ; Jaminan.
KAJIAN KELAYAKAN PENELITIAN PASAR
PERAMALAN PENJUALAN REKAYASA PRODUK
Design Produk
Design Proses
Design Jadwal
Design Fasilitas
Design PRODUK, PROSES, SKEDUL, FASILITAS
Proses Perancangan Fasilitas Meliputi Tahapan sbb: Nyatakan produk yang akan dimanufaktur
Spesifikasikan proses manufaktur yang kegiatan yang berhubungan yang dibutuhkan untuk menghasilkan produk
Tentukan keterkaitan diantara seluruh kegiatan
Tentukan kebutuhan ruang untuk seluruh kegiâtan Buat alternatif rencana fasilitas
Evaluasi altematif rencana tsb
Pilih rencana fasilitas yang diinginkan Implementasikan rencana fasilitas tsb
Pelihara dan sesuaikan rencana fasilitas tsb
Perbaharui produk yang dimanufaktur & nyatakan kembali sasaran dan fasilitas.
Design PRODUK, PROSES, SKEDUL, FASILITAS
Sebelum dibuat altematif rencana fasilitas, sebaiknya kita dapat menjawab pertanyaan-pertanyaan sbb:
1. Apa yang akan diproduksi?
2. Bagaimana produk tsb diproduksi? 3. Kapan produk akan diproduksi?
4. Seberapa banyak produk akan diproduksi? 5. Untuk berapa lama produk akan diproduksi? 6. Dimana produk akan diproduksi?
Design PRODUK, PROSES, SKEDUL, FASILITAS
Design produk akan menentukan produk akhir (dalam dimensi, komposisi material, kemasan). Design proses akan menentukan bagaimana produk akan diproduksi. Design skedul akan menentukan jumlah produk serta menjadwalkan peralatan produksi. Design fasilitas tergantung dan input yang diperoleh berdasarkan Design produk, Design proses & Design skedul.
Design Produk
Product design merupakan rancangan secara rinci mengenai
produk yang akan dibuat pada pabrik.
Product design umumnya dijabarkan dalam beberapa
bentuk informasi seperti:
Bill of material Spesifikasi produk Dimensi produk Jenis material
prototype of the product
Design Proses
Design proses berbicara mengenai ‘how to produce’; merencanakan operasi yang diperlukan mulai dari masuknya bahan baku hingga dihasilkan produk sesuai rancangan.
Design proses sangat tergantung pada strategi manufaktur yang akan digunakan. Apakah flow shop, job shop atau proyek.
Design proses memberikan gambaran mengenai proses pengerjaan, urutan proses, lamanya proses, mesin yang diperlukan, cara mengoperasikannya, standar kualitas operasi dll.
Output dan fungsi Design proses ini adalah:
Sketsa operasi
Lembar Pengurutan Operasi
Lembar Petunjuk Operasi yang detil
Design PROSES
Identifikasi Kebutuhan Proses :
• Keputusan Make or Buy : berdasarkan input dan bagian keuangan, TI, marketing, process engineering, pembelian. (lihat gambar prosedur Make or Buy)
• Bill of Material, yang berisi : no. komponen, nama komponen, jumlah komponen per-produk & gambar produk (lihat contoh)
• Penentuan Metode Produksi untuk tiap komponen atau produk & tipe tata letak yang sesuai.
Design PROSES – PEMILIHAN KEBUTUHAN PROSES
1. Konsep unit proses (proses satuan)
mempunyai keuntungan sbb :
Proses satuan lebih mudah dalam menentukan apa yang harus dilakukan path bahan
untuk mengubahnya
Proses satuan memudahkan sintesa proses baru
Proses satuan mempermudah pembandingan antar proses karena karakteristik biaya
dapat dibandingkan tanpa kesulitan
2. Prosedur Pemilihan Proses
Mendefinisikan elemen operasi : harus mempertimbangkan alternatif bentuk bahan &
tipe elemen operasi
Mengidentifikasi altematif proses untuk tiap operasi : tipe peralatan, alternatif manual mekanisasi – otomasi
Menganalisis altematif proses untuk tiap operasi : penentuan waktu’ unit produk, alternatif
Standarisasi proses
Evaluasi, alternative proses: evaluasi ekonomis untuk tiap alternative tiap peralatan
Pemilihan proses : kriterianya adalah fleksibilitas, reliabilitas, keselamatan kerja &
Design PROSES – PEMILIHAN KEBUTUHAN PROSES
3. Pengurutan Kebutuhan Proses Peta rakitan
Peta proses operasi Diagram prosedur
PETA RAKITAN
Adalah gambaran grafis urutan-urutan aliran komponen dan sub rakitan ke dalam rakitan suatu produk. Informasi yang dapat diperoleh dari suatu peta rakitan adalah :
Nama-nama komponen yang membentuk produk Bagaimana komponen tersebut bergabung
Komponen yang menjadi bagian suatu sub rakitan Aliran komponen ke dalam sebuah rakitan
Keterkaitan antara komponen dengan sub rakitan Gambaran menyeluruh dari proses perakitan
Urutan waktu rakitan
Peta ini digambarkan dengan lingkaran-lingkaran yang
menunjukkan rakitan ataupun rakitan bagian yang mengikuti urutan operasi yang dikerjakan, bukan menurut urutan stasiun kerja.
PETA PROSES OPERASI
Merupakan diagram yang menggambarkan langkah-langkah proses keseluruhan yang akan dialami oleh bahan baku hingga menjadi barang jadi. Dengan adanya informasi-informasi yang bisa dicatat melalui Peta Porses Operasi, kita bisa memperoleh banyak manfaat, diantaranya adalah :
Mengkombinasikan lintasan produksi dan peta rakitan
sehingga memberikan informasi yang lebih lengkap
Menunjukkan operasi yang harus dilakukan untuk tiap
komponen & urutan operasi, urutan rakitan & pabrikasi tiap-tiap komponen.
Membantu untuk perencanaan stasiun kerja &
penentuan jumlah tenega kerja.
Menunjukkan pola aliran bahan & kesulitan yang
Design Skedul
How much to produce and When to produce
Schedule design decisions impact machine selection, number of machines, number of shifts, number of employees, space requirement, storage requirement, material handling equipment, etc.
Information is needed concerning production volume, trends, and the predictability of future demands for the products to be produced.
Market Information
Process Requirement
Process design: Determines the specific equipment types required to produce the product
Schedule design: determines the number of each of equipment type required to meet the production schedule
Design Skedul
Specification of process requirements
Determine the quantity of components that must be produced, including scrap allowance
Determine the equipment requirements for each operation
Combines the operation requirements to obtain overall equipment requirements
Scrap estimates
Example of Equipment Fractions
Calculation
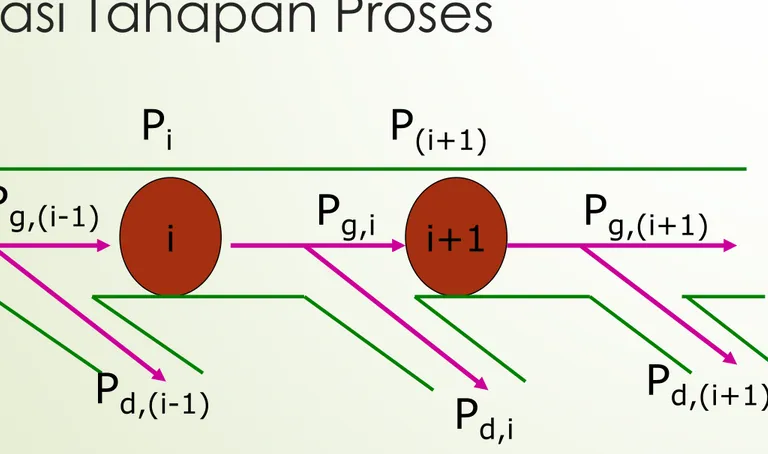
Pada Suatu Tahapan Proses
i
P
g,(i-1)P
i=P
g,(i-1)P
g,iP
d,iGood part
Hasil proses
Ke-i
Defective part
Hasil proses
Ke-i
Good part
Hasil proses
Sebelumnya
(i-1)
Good part
Yang diproses
i-1 i i+1
P
d,iP
d,(i+1)P
d,(i-1)P
g,(i-1)P
g,iP
g,(i+1)P
g,(i-2)P
(i-1)P
iP
(i+1)P
(i-1)= P
g,(i-2)P
i= P
g,(i-1)P
(i+1)= P
g,iRouting Sheet
(Lembar Pengurutan Produksi)
Definisi:
Adalah tabulasi langkah-langkah yang tercakup
dalam
memproduksi
komponen-komponen
tertentu.
Tujuan:
Untuk menentukan jumlah bahan baku yang
disiapkan
Untuk menentukan jumlah mesin teoritis
yang harus tersedia pada kapasitas tertentu.
Production Routing
Route produksi menggambarkan langkah-langkah operasi yang diperlukan untuk merubah bahan baku menjadi produk jadi yang dikehendaki.
Untuk itu diperlukan beberapa informasi mengenai; nama komponen, jenis operasi kerja, mesin dan peralatan yang digunakan, waktu standar operasi dll.
Informasi mengenai mesin, perkakas dan alat bantu yang digunakan dibutuhkan karena pada dasarnya tata letak pabrik akan mengatur fasilitas-fasilitas tersebut.
Informasi mengenai waktu standar diperlukan untuk menghitung jumlah mesin yang dibutuhkan sehingga dapat diperkirakan jumlah mesin, work station dan luar area yang dibutuhkan.
Data pada Routing Sheet
1.
No.Operasi
2.
Nama Operasi
3.
Nama Mesin/Tools yang dipakai
4.
Waktu Baku
5.
Waktu Set-Up
6.
Kapasitas mesin teoritis, diperoleh dari:
Kapasitas
Mesin teoritis = Per hari
Jam kerja/hari – W.Set up mesin/hari Waktu baku proses
7. Persentase scrap merupakan kegagalan proses dan tidak dapat digunakan lagi.
8. Jumlah yang diharapkan demand rate
9. Jumlah yang disiapkan
Jumlah yang
disiapkan
=
Jumlah yang diharapkan
1 – Persentasi Scrap
8.
Produksi pada efisiensi
Tingkat produksi efisien adalah tingkat produksi mesin dengan mempertimbangkan tingkat efisiensi rata-rata yang dimiliki pabrik
9.
Reliabilitas mesin
10.
Jumlah mesin teoritis dapat dihitung dengan
rumus sbb:
Produksi
Pada efisiensi
=
Jumlah yang disiapkan Efisiensi Pabrik
Jml mesin
teoritis
=
Produksi pada efisiensi
Reliabilitas mesin x kapasitas mesin teoritis
Contoh Soal Routing Sheet
Produk XV dibentuk dengan merakit sub komponen
1-2 dan sub komponen 3-4. Sub komponen 1-2 dihasilkan dari sebuah komponen 1 yang dirakit dengan 2 (dua) buah komponen 2. Sub komponen 3-4 dihasilkan dari perakitan antara sebuah komponen 3 dan 2 (dua) buah komponen 4.
Perakitan dilakukan di meja rakit ; waktu rakit = 10 menit ; % skrap = 2%
Dalam sehari, setup mesin dilakukan hanya satu kali.
Jam kerja efektif per hari adalah 8 jam dan Efisiensi pabrik 90%.
Tabel berikut adalah data komponen, kuantitas,
Proses Wkt setup (menit) Wkt baku (menit) % scrap Reliabilitas (%) A 12 2 5 85 B 30 3 2 80 C 20 4 3 85 D 15 4 4 90 E 15 3 4 90
Buatlah routing sheet dari pembuatan produk
XV
Komponen Quantity Urutan (Routing) Jumlah produk per jam 1 1 A B C D E 50
2 2 A C B D E 100 3 1 A B D C B E 50