PENERAPAN LEAN WAREHOUSE PADA GUDANG PRODUK JADI UNTUK MEMINIMASI PEMBOROSAN
(STUDI KASUS: CV BUMI MAKMUR, KARANGTENGAH, WONOGIRI) UNIVERSITAS MUHAMMADIYAH SURAKARTA
Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I pada Jurusan Teknik Industri Fakultas Teknik
Oleh :
FEBRIANA MUSFIROH D600120071
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK
HALAⅣ
IAN PERSETUJUAN
PENERAPAN ZEИ
Ⅳ ルИRE″θ6湿 PADA GUDANG PRODUK JADl UNTUK
ⅣIEl■IINIⅣ
IASI PEMBOROSAN
(STUDI KASUS:cV BuⅣ II Ⅳ
IAKMUR,KARANGTENGAH,WONOGIRI)
UNIVERSITAS
ⅣlUHAⅣIⅣlADIYAH SURAKARTA
PUBLIKASI ILⅣIIAH
oleh :
FEBRIANA
ⅣIUSFIROH
D600120071Telah diperiksa dan disetujui untuk ujian oleh :
Dosen Pembimbing
Ida Nttrsall優,STQn MttEn2,Sc NIIこ 1172
Ⅱ
ALAMAN PENGESAIIIAN
PENERAPAN EAN″
ИRE「θじ譴PADA GUDANG PRODUK JADI UNTUK
MEMINIIⅦ
ASI PEMBOROSAN
sTllDII KASUS:CV BIIIM MAKMUL KARANGTENGAH,WONOGIR13
UNIVERSITAS MUHAMMADIYAH SURAKARTA
OLEH
FEBRIANA
Ⅳ賃USFIROH
D600120071Tclah dipciahankan di dcpan Dcwan Pcngtti Fakultas Tcknik
UnivcrsitasンItlhal■llladiyah Surakarta
Pada hari Scnin.1 9 1Deselllber 201 6
dan dillyatakall telah mclllcrlllhi syarat
Dcwtt Pcngiljl:
lda Nursanti,ST.,M.Eng.Sc (Ketua Dewan Pengtti) Ratnanto Fitriadi,ST.,MT (Anggota I Dcwan Pcngtti)
Haidhヽ4unawir,ST.,Ⅳl.Eng
(Anggota II Dewan Pcngtti)
う D
PERNYATAAN
Dengan ini saya menyatakan bahwa dalam naskah publikasi ini tidak terdapat karya
I' ang pernah diajukan untuk memperoleh gelar kesarjanaan
di
suatu perguruan tinggi dansepanjang pengetahuan sayajuga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan orang lain, kecuali secara tertulis diacu dalanr naskah yang disebutkan dalarn daftar pustaka.
Apabiia kelak terbukti ada keiidakbenaran dalam pernyataan saya di atas, maka akan saya pertan ggungj awabkan sepenuhnya.
PENERAPAN LEAN WAREHOUSE PADA GUDANG PRODUK JADI UNTUK MEMINIMASI PEMBOROSAN
(STUDI KASUS: CV BUMI MAKMUR, KARANGTENGAH, WONOGIRI) UNIVERSITAS MUHAMMADIYAH SURAKARTA
Abstrak
Perkembangan bisnis yang semakin meningkat menuntut perusahaan harus selalu meningkatkan kinerjanya sehingga mampu bersaing dengan perusahaan lain di pasar domestik maupun internasional. Peningkatan kinerja harus dilakukan secara terus menerus pada semua lini proses produksi agar dapat meminimalisir pemborosan (waste) yang terjadi dengan melakukan penerapan lean warehouse. Penelitian dilakukan di CV. Bumi Makmur di gudang 1 dan gudang 2, pada gudang terdapat 3 stasiun kerja yaitu stasiun mixing, stasiun packing, dan stasiun storage. Tujuan dari penelitian ini adalah mengetahui jenis waste apa saja yang terdapat di gudang, mengidentifikasi dan menganalisis waste yang memiliki nilai tertinggi, dan mengurangi pemborosan (waste) pada proses pergudangan yang memiliki nilai tertinggi. Big
Picture Mapping digunakan untuk memetakan secara visual aliran informasi dan aliran fisik
dari sistem yang ada hingga sampai ke tangan konsumen akhir. Dilakukan penyebaran kuesioner untuk mengetahui pendapat dari pihak terkait di gudang mengenai pemborosan mana yang harus dihilangkan terlebih dahulu, didapatkan waste dengan nilai tertinggi yaitu waste
over production di gudang 1 dan waste defects di gudang 2 yang akan identifikasi penyebab
masalahnya menggunakan fishbone diagram. Untuk meminimalisir waste yang terjadi dilakukan perbaikan dengan melakukan penerapan 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke), setelah dilakukan penerapan diperoleh hasil yang cukup baik, dari hasil inspeksi terdapat pengurangan temuan ketidaksesuaian dari kategori Red sebanyak 13 temuan menjadi White sebanyak 3 temuan. Kemudian dilakukan pengukuran ulang waktu alur proses di gudang setelah penerapan 5S didapatkan pengurangan waktu sebesar 3 jam 10 menit 35 detik.
Kata Kunci : Waste, Lean Warehouse, Gudang, 5S Abstract
The development of the business requires companies must constantly improve their performance so as to compete with other companies in the domestic and international markets. Improved performance of the company should be carried out continuously on all lines of production processes in order to minimize the waste that occurs by the application of lean warehouse. The research was conducted at CV. Bumi Makmur in the warehouse 1 and 2, there are three work stations namely mixing stations, packing stations and storage station. The purpose of this research was to determine what types of waste are contained in the warehouse, identify, analyze, and reducing waste in warehousing process that has the highest value. Big Picture Mapping is used to visually map a information flow and the physical flow existing system up to end consumer. Distributing quisioner to know the opinion of stakeholders in the warehouse regarding which waste must be eliminated first. Obtained waste with the highest score is waste overproduction in warehouse 1 and waste of defects in warehouse 2, then which will identified the cause of the problem using a fishbone diagram. To minimize the waste that occurs repairs to carry out the implementation of 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke), after implementation of 5S is obtained good results, the results of inspection is reduction of mismatch of Red category were 13 mismatch to White as much as 3 mismatch. Then measuring of flow processes time in the warehouse after implementation of 5S is obtained time reduction is 3 hours 10 minutes 35 seconds.
2 1. PENDAHULUAN
Gudang memiliki peran yang sangat penting untuk menjaga kualitas produk jadi hingga produk dikirim kepada konsumen. Banyaknya aktivitas yang terdapat di gudang seperti pengemasan produk, penerimaan produk jadi siap kirim, pengaturan atau penataan produk sesuai dengan tanggal produksi dan kualitas produk, pemeliharaan produk hingga produk dikirim kepada pelanggan membuat gudang menjadi bagian yang krusial bagi perusahaan. Kuantitas dan kualitas permintaan yang berbeda-beda setiap minggunya membuat perusahaan harus siap siaga menyediakan persediaan sesuai dengan permintaan konsumen. Banyaknya aktivitas yang penting pada gudang membuat perusahaan harus meningkatkan kinerjanya menjadi efektif dan efisien secara terus menerus untuk mempertahankan kepercayaan pelanggan dan meningkatkan mutu perusahaan termasuk pada gudang CV. Bumi Makmur.
Dari observasi yang dilakukan di CV. Bumi Makmur terdapat beberapa waste yang ditemukan seperti over production terjadi saat permintaan perusahaan meningkat mengkibatkan bahan baku serta produk jadi memakan tempat dan mulai mengganggu aliran proses di gudang, produk cacat (defects) yang ditemukan oleh customer ataupun defects yang ditemukan petugas saat pemindahan produk ke truk pengiriman sehingga menimbulkan biaya tambahan untuk membongkar ulang produk yang rusak dan tidak sesuai permintaan. Untuk mengetahui secara detail waste yang terjadi maka perlu dilakukan penelitian lebih lanjut yaitu dengan melakukan penerapan Lean Warehouse. Dengan menerapkan lean warehouse pada gudang diharapkan dapat membantu menimimalkan pemborosan (waste) yang ditemukan. Tujuan dari penelitian ini yaitu mengetahui jenis
waste apa saja yang terdapat di gudang, mengidentifikasi dan menganalisis waste yang
memiliki nilai tertinggi, mengurangi pemborosan (waste) pada proses pergudangan CV. Bumi Makmur yang memiliki nilai tertinggi.
2. METODE
Pemborosan (waste) dapat diminimalisir dengan melakukan penerapan lean
warehouse, terdapat beberapa metode yang dapat digunakan untuk mengidentifikas dan
mereduksi waste yang terjadi pada proses pergudangan seperti perancangan Big Picture
Mapping, Fishbone diagram dan 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke). Berikut
2.1 Big Picture Mapping
Big Picture Mapping merupakan proses pemetaan secara visual aliran informasi
dan aliran fisik dari sistem yang ada hingga sampai ke tangan konsumen akhir disertai dengan keterangan lead time pada masing-masing proses yang ada dalam map. Tujuan utamanya yaitu untuk mengidentifikasi dimana terjadinya waste pada value stream untuk mengurangi atau meminimalisir pemborosan (waste) tersebut. Terdapat 7 jenis pemborosan (waste) biasa disebut dengan TIMWOOD yang didefinisikan oleh Shigeo Shingo diantaranya sebagai berikut (Hines & Taylor, 2000):
1. Over Production: dimana perusahaan melakukan produksi lebih banyak dari yang dibutuhkan untuk memenuhi permintaan konsumen.
2. Defects: adanya cacat pada produk saat proses produksi ataupun setelah produk jadi. 3. Unnecessary Inventories: waste yang muncul ketika pada aliran proses terjadi
kelebihan bahan baku atau kelebihan persediaan.
4. Inappropriate Processing: waste yang timbul akibat adanya proses yang berlebihan dan tidak memberikan nilai tambah.
5. Excessive Transportation: waste yang ditimbulkan pada saat proses pemindahan material atau produk dari satu proses ke proses berikutnya yang dapat mengakibatkan waktu penanganan material bertambah.
6. Waiting: waktu menunggu orang, barang, ataupun informasi untuk menunggu proses selanjutnya,
7. Unnecesarry Movement: waste yang timbul karena adanya gerakan yang tidak perlu baik pergerakan dari pekerja ataupun material.
2.2 Fishbone Diagram
Diagram sebab akibat menggambarkan garis dan simbol yang menunjukkan hubungan antara akibat dan penyebab suatu masalah yang kemudian akan diambil tindakan perbaikan. Akibat yang terjadi saat ini akan dicari apa kemungkinan penyebabnya, penyebab masalahnya dapat berasal dari berbagai sumber seperti metode kerja, alat dan bahan, pengukuran, karyawan, lingkungan dan sebagainya (Munro, 2002). Dari sumber utama tersebut akan dicari sumber masalah yang lebih spesifik dan mendetail. Waste dengan bobot tertinggi yang diperoleh dari kuesioner yang disebarkan kepada pihak-pihak terkait di gudang, akan dicari penyebab permasalahannya menggunakan diagram fishbone ini sehingga dapat dilakukan perbaikan dalam gudang.
4 2.3 5S
Aktivitas inti konsep 5S yaitu pengorganisasian (organizing), pemesanan (ordering), pembersihan (cleaning), standarisasi (standardizing), and (unstaning) yang merupakan aturan dasar dalam mengelola tempat kerja yang efektif dan efisien. 5S merupakan singkatan dari lima kosa kata dalam bahasa Jepang yang berkaitan dengan pemeliharaan tempat kerja yaitu sebagai berikut (Osada, 2002):
1. Seiri (Ringkas) memiliki arti pengorganisasian atau pemilihan, membedakan atau memisahkan antara yang diperlukan dan yang tidak diperlukan, mengambil keputusan, dan menerapkan manajemen stratifikasi untuk menghilangkan hal-hal yang tidak diperlukan.
2. Seiton (Rapi) yang berarti kerapian yaitu seberapa cepat dalam meletakkan barang dan mendapatkannya kembali dengan mudah saat diperlukan. Seiton berfokus pada manajemen fungsional dan mengeliminasi aktivitas mencari. Penggolongan barang sesuai dengan seberapa sering penggunaan barang atau material:
a. Barang-barang yang tidak dipergunakan: singkirkan
b. Barang-barang yang tidak digunakan tetap jika ingin digunakan dalam keadaan tertentu: simpan sebagai barang-barang untuk keadaan yang tidak terduga. c. Barang-barang yang hanya dipergunakan sewaktu-waktu saja: simpan sejauh
mungkin
d. Barang-barang yang kadang-kadang dipergunakan: simpan di tempat kerja. e. Barang-barang yang sering dipergunakan: simpan di tempat kerja atau disimpan
oleh pegawai yang bersangkutan.
3. Seiso (Resik) berarti kebersihan, membersihkan merupakan salah satu bentuk pemeriksaan dan menciptakan tempat kerja yang sempurna. Yang termasuk didalamnya yaitu kebersihan mesin, alat kerja, lingkungan kerja dan berbagai daerah didalam tempat kerja.
4. Seiketsu (Rawat) memiliki arti perawatan, kerapian, dan kebersihan secara terus menerus meliputi kebersihan diri sendiri dan kebersihan lingkungan kerja. Menjalan 3S yang telah diterapkan secara terus menerus untuk menjaga keadaan di lingkungan kerja.
5. Shitsuke (Rajin) berarti disiplin pribadi, memiliki kemampuan untuk melakukan pekerjaan sesuai dengan prosedurnya sehingga menciptakan lingkungan kerja dengan kebiasaan dan disiplin yang baik.
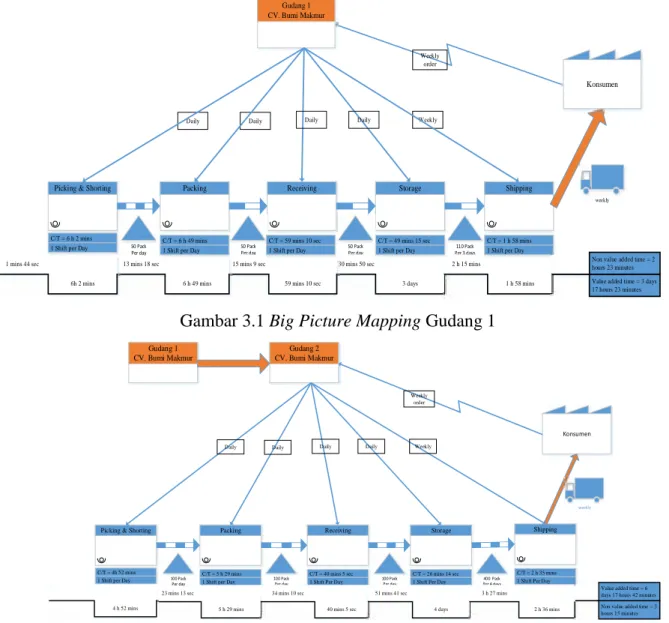
3. HASIL DAN PEMBAHASAN 3.1 Big Picture Mapping
Big picture mapping dari proses pergudangan di CV Bumi Makmur dapat dilihat
pada gambar 3.1 dan 3.2, serta untuk penjabaran mengenai big picture mapping dapat dilihat pada tabel 3.1 dan 3.2.
Gudang 1 CV. Bumi Makmur
Receiving Storage
Daily Daily Weekly
50 Pack
Per day Per 3 days110 Pack
Shipping 3 days 30 mins 50 sec 1 h 58 mins 2 h 15 mins weekly Packing 50 Pack Per day 59 mins 10 sec 15 mins 9 sec 6 h 49 mins 13 mins 18 sec
Picking & Shorting
6h 2 mins 1 mins 44 sec
50 Pack Per day
C/T = 1 h 58 mins 1 Shift per Day C/T = 49 mins 15 sec
1 Shift per Day C/T = 59 mins 10 sec
1 Shift per Day C/T = 6 h 49 mins
1 Shift per Day C/T = 6 h 2 mins
1 Shift per Day
Konsumen
Daily Daily
Value added time = 3 days 17 hours 23 minutes Non value added time = 2 hours 23 minutes Weekly
order
Gambar 3.1 Big Picture Mapping Gudang 1
Konsumen Gudang 2
CV. Bumi Makmur
Packing Receiving Storage Shipping
weekly
C/T = 5 h 29 mins 1 Shift per Day
C/T = 40 mins 5 sec 1 Shift Per Day
C/T = 26 mins 14 sec 1 Shift Per Day
C/T = 2 h 35 mins 1 Shift Per Day
100 Pack Per day
Weekly order
Daily Daily Daily Weekly
100 Pack
Per day Per 4 days400 Pack
5 h 29 mins 23 mins 13 sec 40 mins 5 sec 34 mins 10 sec 4 days 51 mins 41 sec 2 h 36 mins 3 h 27 mins
Non value added time = 3 hours 15 minutes Value added time = 6 days 17 hours 42 minutes Picking & Shorting
100 Pack Per day
C/T = 4h 52 mins 1 Shift per Day
Gudang 1 CV. Bumi Makmur
4 h 52 mins
Daily
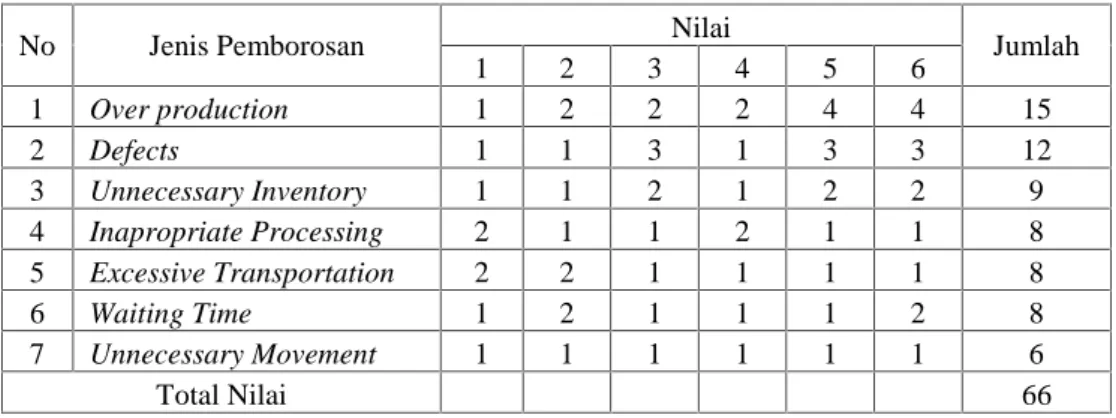
Gambar 3.2 Big Picture Mapping Gudang 2
Dari big picture mapping gudang 1 dan 2 pada gambar 4.1 dan gambar 4.2 dapat dilihat aliran proses apa saja yang terdapat pada gudang serta waktu yang dibutuhkan dalam setiap proses yang terjadi di gudang. Beberapa contoh pemborosan (waste) yang terjadi di gudang 1 dan 2 adalah sebagai berikut :
a. Terdapat waste dari Over production di gudang, dilihat dari data jumlah produksi pada bulan Agustus 2016 gudang 1 dan 2 menghasilkan selisih jumlah produksi
6
dengan jumlah pengiriman produk jadi sebanyak 80 pack gudang 1 dan 38 pack untuk gudang 2 setiap bulannya. Dapat dilihat bahwa gudang 1 dan 2 memproduksi janggelan melebihi permintaan konsumen dan menghasilkan inventory yang menumpuk setiap bulannya.
b. Defects yang terjadi pada gudang yaitu kecacatan produk yang terjadi pada finished
goods diantaranya timbulnya jamur dan kotoran pada produk jadi pada gudang
persediaan.
c. Unnecessary Inventory disebabkan adanya Over production yang terjadi pada gudang, baik persediaan bahan baku maupun produk jadi. Kelebihan persediaan ini menimbulkan aktivitas penanganan tambahan seperti sumber daya tambahan untuk menangani penumpukan produk pada gudang.
d. Inappropriate processing pada gudang yaitu penyimpanan produk di gudang memiliki ketentuan FIFO (First In First Out) namun ketentuan ini belum diterapkan secara tertib. Hal ini mengakibatkan saat penyimpanan letak produk masih bercampur sehingga menyebabkan proses yang berlebih saat pemindahan produk. e. Execessive transportation, Dalam sehari gudang 1 dan 2 menghasilkan produk
sebanyak 50-100 pack produk jadi yang harus dipindahkan ke area penyimpanan setiap harinya, dan gudang 2 setiap minggunya melakukan pengiriman produk sebanyak 100 – 400 produk yang harus diangkut oleh pekerja ke truk pengiriman. Hal ini dapat mengakibatkan kelelahan ataupun cidera pada pekerja.
f. Waiting atau waktu tunggu yang diakibatkan oleh adanya keterlambatan penyediaan bahan baku dari gudang 1 ataupun dari pemasok janggelan sehingga dapat membuat jadwal produksi berubah, namun bahan baku akan mengalami penumpukan ketika panen raya janggelan membuat bahan baku menunggu waktu pemrosesan.
g. Execessive movement di gudang setiap hari pekerja menata 50-100 pack produk jadi secara manual. Hal ini dapat megakibatkan kelelahan ataupun cedera pada pekerja karena melakukan aktivitas berulang-ulang seperti membungkuk, mengangkat dan mengatur produk jadi.
3.2 TIMWOOD Assesment
TIMWOOD assessment digunakan untuk pembobotan waste yang harus
dihilangkan terlebih dahulu dengan menyebarkan kuesioner kepada pekerja di gudang kemudian dilakukan pembobotan nilai dari semua kuesioner yang didapat. Kuesioner dibagikan kepada pekerja di gudang 1 dan gudang 2 diantaranya yaitu:
1. Gudang 1
Pada gudang 1 kuesioner diberikan kepada 6 pegawai yang memiliki peran penting dalam semua aktivitas di gudang 1. Hasil rekap kuesioner yang telah diberikan kepada pekerja dapat dilihat pada tabel 3.1.
Tabel 3.1 Rekap Hasil Kuesioner Gudang 1
No Jenis Pemborosan Nilai Jumlah
1 2 3 4 5 6 1 Over production 1 2 2 2 4 4 15 2 Defects 1 1 3 1 3 3 12 3 Unnecessary Inventory 1 1 2 1 2 2 9 4 Inapropriate Processing 2 1 1 2 1 1 8 5 Excessive Transportation 2 2 1 1 1 1 8 6 Waiting Time 1 2 1 1 1 2 8 7 Unnecessary Movement 1 1 1 1 1 1 6 Total Nilai 66
Dari hasil rekap kuesioner dilakukan pembobotan waste, didapatkan peringkat
waste dengan bobot tertinggi yaitu waste dari over production yang dapat dilihat
pada tabel 3.2.
Tabel 3.2 Peringkat Pemborosan (waste) Gudang 1
No Jenis Pemborosan Bobot Jumlah Bobot Peringkat
1 2 3 4 5 6 1 Over production 1 2 2 2 4 4 15 0,22727 1 2 Defects 1 1 3 1 3 3 12 0,18182 2 3 Unnecessary Inventory 1 1 2 1 2 2 9 0,13636 3 4 Inapropriate Processing 2 1 1 2 1 1 8 0,12121 4 5 Excessive Transportation 2 2 1 1 1 1 8 0,12121 5 6 Waiting Time 1 2 1 1 1 1 8 0,12121 6 7 Unnecessary Movement 1 1 1 1 1 1 6 0,09091 7 Total Nilai 65 1 2. Gudang 2
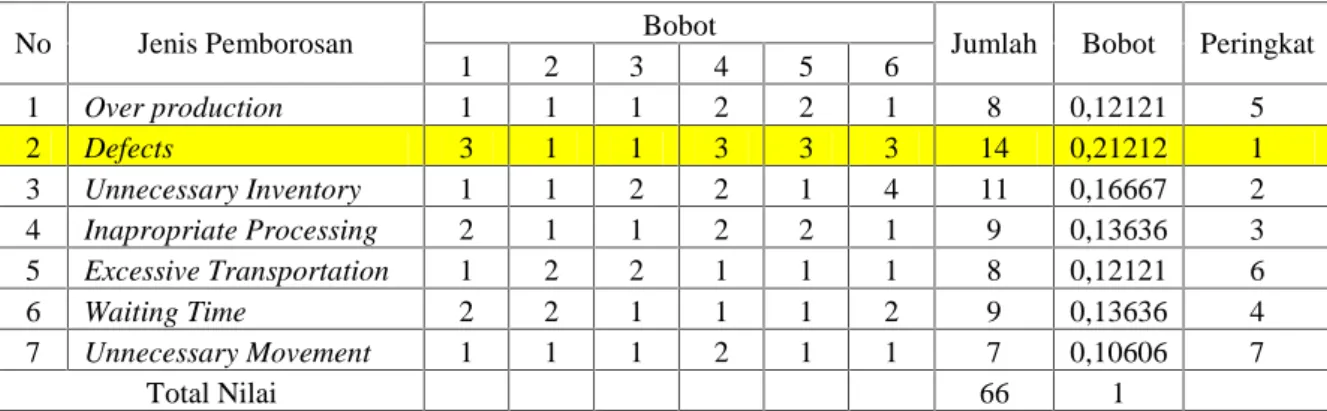
Pada gudang 2 kuesioner diberikan kepada 6 pegawai yang memiliki peran penting dalam semua aktivitas di gudang 2. Hasil rekap kuesioner yang telah diberikan kepada pekerja dapat dilihat pada tabel 3.3.
Tabel 3.3 Rekap Hasil Kuesioner Gudang 2
No Jenis Pemborosan Bobot Jumlah
1 2 3 4 5 6 1 Over production 1 1 1 2 2 1 8 2 Defects 3 1 1 3 3 3 14 3 Unnecessary Inventory 1 1 2 2 1 4 11 4 Inapropriate Processing 2 1 1 2 2 1 9 5 Excessive Transportation 1 2 2 1 1 1 8 6 Waiting Time 2 2 1 1 1 2 9 7 Unnecessary Movement 1 1 1 2 1 1 7 Total Nilai 66
8
Dari hasil rekap kuesioner dilakukan pembobotan waste, didapatkan peringkat
waste dengan bobot tertinggi yaitu waste dari defects yang dapat dilihat pada tabel
3.4.
Tabel 3.4 Peringkat Pemborosan (waste) Gudang 2
No Jenis Pemborosan Bobot Jumlah Bobot Peringkat
1 2 3 4 5 6 1 Over production 1 1 1 2 2 1 8 0,12121 5 2 Defects 3 1 1 3 3 3 14 0,21212 1 3 Unnecessary Inventory 1 1 2 2 1 4 11 0,16667 2 4 Inapropriate Processing 2 1 1 2 2 1 9 0,13636 3 5 Excessive Transportation 1 2 2 1 1 1 8 0,12121 6 6 Waiting Time 2 2 1 1 1 2 9 0,13636 4 7 Unnecessary Movement 1 1 1 2 1 1 7 0,10606 7 Total Nilai 66 1 3.3 Fishbone Diagram
Dari hasil pembobotan waste pada gudang 1 dan gudang 2 didapatkan jenis pemborosan (waste) yang harus dihilangkan terlebih dahulu yaitu pemborosan dari produksi berlebih (Over production) untuk gudang 1 dan pemborosan akibat adanya kecacatan produk (defects) untuk gudang 2. Kedua pemborosan tersebut dianalisis akar permasalahannya menggunakan diagram fishbone yang dijabarkan pada gambar 3.3 dan 3.4
Overproduction Tidak seimbangnya
alur produksi
Jumlah produksi yang tidak dibatasi
Bahan baku musiman
Mengantisipasi kenaikan permintaan
Bahan baku tidak dapat disimpan dalam waktu
yang lama Perbedaan Persepsi Penurunan kualitas Layout gudang tidak sesuai Material berserakan
Gambar 3.4 Fishbone Diagram Over production
Dari penyebab-penyebab Over production pada gambar 3.4 mengakibatkan penumpukan persediaan material maupun produk jadi pada gudang yang harus disimpan melebihi kapasitas gudang memakan tempat yang terlalu banyak sehingga menganggu aliran proses pada gudang, banyaknya inventory mengakibatkan sulitnya pengawasan dan menimbulkan kerusakan produk jadi yang tidak diketahui karena terlalu lama berada di gudang penyimpanan.
Defects (Karung kotor dan berjamur)
Pekerja tidak memperhatikan sistem FIFO Penataan bercampur Tidak adanya ketentuan Produk tidak terlindungi dengan baik Produk basah Sistem FIFO yang
belum diterapkan secara maksimal Tidak adanya pengawasan Tidak adanya evaluasi Karung tidak tahan air Terkena percikan air hujan Kurang teliti di stasiun mixing Komposisi salah
Tidak ada palet pada alas tempat penyimpanan
Karung mudah kotor
Gambar 3.5 Fishbone Diagram Defects
Pemborosan dari defect ini terjadi di stasiun penyimpanan yaitu pada produk jadi yang telah siap dikirim. Pada saat pengangkutan produk jadi ke truk pengiriman sering ditemukannya produk cacat seperti karung yang kotor dan berjamur sehingga produk tidak memenuhi kriteria atau tidak layak kirim. Produk cacat harus diproses ulang agar memenuhi kriteria namun akan dibuang apabila sudah tidak dapat diperbaiki kembali.
3.4 5S
Untuk mereduksi pemborosan (waste) dari produksi berlebih dan defect dilakukan perbaikan dengan menggunakan 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) diantaranya adalah sebagai berikut:
1. Seiri (Ringkas)
Pada Seiri, pertama dilakukan pemilahan barang dan pemilahan produk jadi dan pemberian label yang sesuai dengan tanggal produksi. Hasil dokumentasi dapat dilihat pada gambar 3.6 dan 3.7.
Gambar 3.6 Sebelum Pemberian Label Produk
Gambar 3.7 Sesudah Pemberian Label Produk
10
Pada label produk berisikan keterangan nomor produk, terdapat 2 warna label yang dibuat yaitu warna kuning untuk pengiriman minggu 1 dan 2, warna merah muda untuk pengiriman minggu ke 3 dan 4, grade untuk menunjukkan kualitas dari produk terdapat 2 jenis grade yaitu grade A dan grade B, kemudian weight atau berat untuk berat produk.
2. Seiton (Rapi)
Pada tahap Seiton perbaikan yang dilakukan diantaranya adalah sebagai berikut: a. Pengelompokkan produk jadi dilakukan sesuai kloter pengiriman untuk memudahkan pekerja saat pengangkutan produk ketika dikirim. Hasil penerapan dapat dilihat pada gambar 3.8 dan 3.9
Gambar 3.8 Sebelum Pengelompokkan Produk Jadi
Gambar 3.9 Sesudah Pengelompokkan Produk Jadi Keterangan:
No. 1 (Label merah muda): Produk jadi untuk pengiriman minggu 3 dan 4 No. 2 (Label kuning): Produk jadi untuk pengiriman minggu 3 dan 4
b. Penataan palet pada produk jadi untuk menjaga produk agar tidak mudah rusak. Hasil penataan palet dapat dilihat pada gambar
Gambar 3.10 Sebelum Penataan Palet
Gambar 3.11 Sesudah Penataan Palet
c. Pemberian garis batas antar stasiun untuk mengorganisir area gudang sehinga tertata rapi dan terdapat pembedaan antar stasiun. Contoh beberapa hasil dokumentasi dapat dilihat pada gambar 3.12 sampai dengan gambar 3.15
1) Stasiun Packing dan Mixing
Gambar 3.12 Sebelum Pemberian Garis Batas pada Stasiun Mixing dan
Packing
Gambar 3.13 Sesudah Pemberian Garis Batas pada Stasiun Mixing dan Packing
12 2) Stasiun Penyimpanan Bahan Baku
Gambar 3.14 Sebelum Pemberian Garis Batas
Gambar 3.15 Sesudah Pemberian Garis Batas
d. Perbaikan layout gudang produk jadi untuk mempermudah aliran pergerakan atau pemindahan produk belum sesuai 100% dengan usulan perbaikan, karena kendala pemindahan bahan baku dan produk jadi yang jumlahnya sangat besar.
3. Seiso (Resik)
Perbaikan pada tahap Seiso yaitu melakukan kegiatan kebersihan di tempat kerja setiap saat agar tetap rapi dan nyaman bagi seluruh pekerja. Setelah penerapan ketiga tahap 3S (Seiri, Seiton, dan Seiso) kemudian dilakukan perawatan (Seiketsu) dan
Shitsuke (Rajin) untuk memelihara dan memantau agar 3S yang sudah diterapkan
berjalan sesuai dengan peraturan yang telah ditetapkan. Untuk menjaga ketertiban dalam pelaksanaan 3S dilakukan inspeksi secara rutin, dari 3 kali inspeksi yang dilakukan didapatkan penurunan temuan ketidaksesuaian yang terjadi dalam gudang, pada inspeksi terakhir didapatkan temuan yang tidak sesuai sebanyak 3 macam. Temuan mengalami penurunan yang cukup signifikan dibanding dengan temuan awal yaitu sebanyak 13 macam.
3.5 Tahap Penilaian
Pada tahap penilaian dilakukan dengan 2 cara yaitu yang pertama penilaian terhadap berjalannya penerapan 5S melalui inspeksi oleh pemilik perusahaan dengan membandingkan hasil inspeksi yang dilakukan sebelum penerapan dan sesudah penerapan 5S, sebelum penerapan diperoleh 13 hal yang tidak sesuai dengan konsep 5S setelah dilakukan penerapan 5S pada inspeksi awal secara sidak ditemukan 3 macam ketidaksesuaian. Hal ini menunjukkan terjadi penurunan yang baik pada temuan ketidaksesuaian.
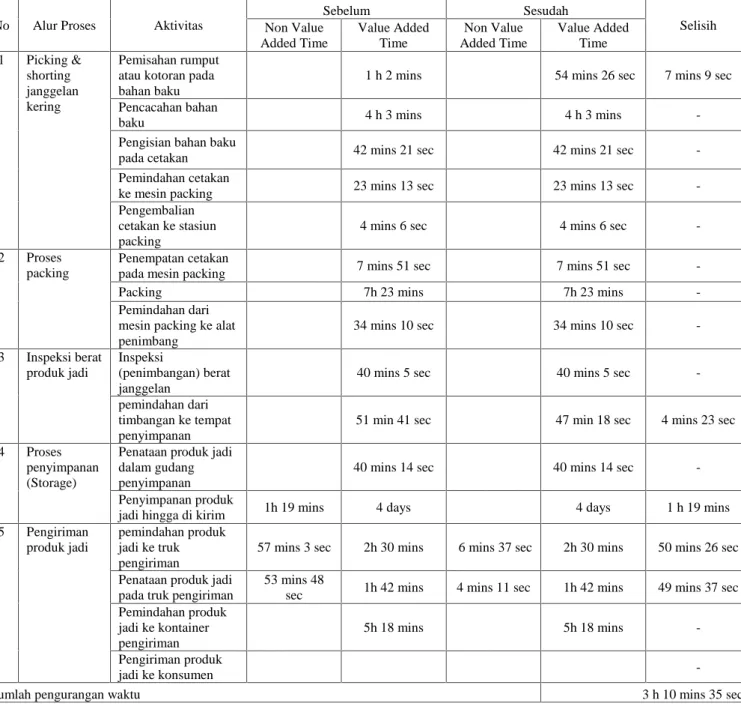
Dan yang kedua penilaian dengan melakukan pengukuran data waktu alur proses pada gudang. Hasil pengukuran ulang waktu dapat dilihat pada tabel 3.6.
Tabel 3.6 Hasil Perbandingan Waktu Aliran Proses Produksi Sebelum dan Sesudah Penerapan 5S Pada Gudang 2
No Alur Proses Aktivitas
Sebelum Sesudah Selisih Non Value Added Time Value Added Time Non Value Added Time Value Added Time 1 Picking & shorting janggelan kering Pemisahan rumput atau kotoran pada bahan baku
1 h 2 mins 54 mins 26 sec 7 mins 9 sec
Pencacahan bahan
baku 4 h 3 mins 4 h 3 mins
-Pengisian bahan baku
pada cetakan 42 mins 21 sec 42 mins 21 sec
-Pemindahan cetakan
ke mesin packing 23 mins 13 sec 23 mins 13 sec
-Pengembalian cetakan ke stasiun packing
4 mins 6 sec 4 mins 6 sec
-2 Proses
packing
Penempatan cetakan
pada mesin packing 7 mins 51 sec 7 mins 51 sec
-Packing 7h 23 mins 7h 23 mins
-Pemindahan dari mesin packing ke alat penimbang
34 mins 10 sec 34 mins 10 sec
-3 Inspeksi berat
produk jadi
Inspeksi
(penimbangan) berat janggelan
40 mins 5 sec 40 mins 5 sec
-pemindahan dari timbangan ke tempat penyimpanan
51 min 41 sec 47 min 18 sec 4 mins 23 sec
4 Proses
penyimpanan (Storage)
Penataan produk jadi dalam gudang penyimpanan
40 mins 14 sec 40 mins 14 sec
-Penyimpanan produk
jadi hingga di kirim 1h 19 mins 4 days 4 days 1 h 19 mins
5 Pengiriman
produk jadi
pemindahan produk jadi ke truk pengiriman
57 mins 3 sec 2h 30 mins 6 mins 37 sec 2h 30 mins 50 mins 26 sec
Penataan produk jadi pada truk pengiriman
53 mins 48
sec 1h 42 mins 4 mins 11 sec 1h 42 mins 49 mins 37 sec
Pemindahan produk jadi ke kontainer pengiriman 5h 18 mins 5h 18 mins -Pengiriman produk jadi ke konsumen
-Jumlah pengurangan waktu 3 h 10 mins 35 sec
Dari tabel 3.6 dapat dilihat terdapat pengurangan waktu setelah dilakukan penerapan 5S di gudang 2 yaitu sebanyak 3 jam 10 menit 35 detik. Hal ini menunjukkan bahwa dengan melakukan penerapan 5S dan perbaikan pada gudang 2 dapat meminimalisir atau menghilangkan waste yang terjadi di gudang 2 sehingga dapat mengurangi waktu yang tidak memiliki nilai tambah (non value added time).
14 4. PENUTUP
4.1 Kesimpulan
Berdasarkan hasil pengolahan dan analisis yang telah dilakukan, dapat disimpulkan yaitu sebagai berikut:
1. Hasil analisis dari big picture mapping pada gudang 1 dan gudang 2 ditemukan beberapa pemborosan (waste) yang paling menonjol diantaranya yaitu waste transportasi, waste defects, waste over production, inappropriate processing, dan
waste movement.
2. Dari pembobotan yang dilakukan terhadap waste yang terjadi di gudang didapatkan pemborosan dengan bobot tertinggi di gudang 1 adalah over production sedangkan untuk gudang 2 adalah waste defects. Penyebab terjadinya over production diantaranya yaitu jumlah produksi yang tidak dibatasi, bahan baku janggelan yang musiman, tidak seimbangnya alur produksi. Pada gudang 2 waste defects disebabkan sistem FIFO yang tidak berjalan dengan baik, tidak adanya palet pada produk jadi, dan karung packing yang tidak tahan air.
3. Berdasarkan penerapan 5S yang telah dilakukan diperoleh hasil yang cukup baik, dapat dilihat dari hasil inspeksi terdapat pengurangan temuan ketidaksesuaian dari kategori Red sebanyak 13 temuan menjadi White sebanyak 3 temuan. Dilakukan pengukuran ulang waktu alur proses di gudang 2 setelah penerapan 5S didapatkan pengurangan waktu sebesar 3 jam 10 menit 35 detik.
4.2 Saran
Berdasarkan hasil penelitian yang telah dilakukan maka peneliti memiliki beberapa saran yaitu sebagai berikut:
1. Melakukan penerapan 5S pada gudang 1 saat gudang siap beroperasi kembali. 2. Membuat stasiun penyimpanan yang tertutup sehingga produk jadi dapat terlindungi
dengan baik hingga dikirim kepada konsumen.
3. Menjalankan inspeksi penerapan 5S pada setiap stasiun kerja di gudang secara terus-menerus.
DAFTAR PUSTAKA
Gasperz, Vincent. (2007). Lean Six Sigma for Manufacturing and Service Industries. PT. Gramedia Pustaka Utama Jakarta
Hines, Peter and Taylor, David. (2000). Going Lean. Lean Enterprises Research Center Cardiff Business School, USA.
Intifada, Goldie S., dan Wityanto. (2012). “Minimasi Waste (Pemborosan) Menggunakan
Value Stream Analysis Tool untuk Meningkatkan Efisiensi Waktu Produksi”. Jurnal
Teknik POMITS, Vol. 1, No. 1.
Jakfar, Ahmad et al. (2015). “Reducing Waste Pendekatan dengan Menggunakan Lean Manufacturing". Spektrum Industri, Vol. 13, No. 1.
Kurniawan, Taufik. (2012). Perancangan Lean Manufacturing dengan Metode VALSAT pada
Line Produksi Drum Brake Typ IMV di PT. Akebono Brake Astra Indonesia. Program
Sarjana, Program Studi Teknik Industri, Universitas Indonsia. Depok.
Munro, Roderick A. (2002). Six Sigma for the Office: A Pocket Guide. ASQ Quality Press Novianto T, Edwin. (2015). Peran Semangat Kerja Sebagai Mediasi Pengaruh Budaya 5S
(Seiri, Seiton, Seiso, Seiketsu, Shitsuke), Keselamatan dan Kesehatan Kerja (K3) Terhadap Produktivitas Kerja Pada PT. Sariguna Prima Tirta Cabang Jember. Program
Magister, program studi Ekonomi, Universitas Jember. Jember. Osada. (2002). Sikap Kerja 5S. Penerbit PPM. Jakarta.
Wiratmani, Elfitria. (2010). “Implementasi Metode 5S Pada Divisi Gudng Barang Jadi”. Jurnal