2. TINJAUAN PUSTAKA
2.1 Definisi Istilah
2.1.1 Definisi Kualitas
Ada banyak pakar kualitas yang mendefinisikan istilah kualitas, seperti: - Frank M. Gryna.
Frank mendefinisikan kualitas sebagai kepuasan dan kesetiaan konsumen terhadap produk yang digunakannya.
- Armand V. Feigenbaum, yang mendefinisikan kualitas sebagai kepuasan konsumen, bukan merupakan kepuasan pembuat produk atau bagian pemasaran dan keuangan, dimana kepuasan ini didasarkan pada pengalaman konsumen terhadap produk atau jasa yang digunakannya.
- Bertrand L. Hansen dan Prabhakar M. Ghare.
Kedua pakar tersebut mendefinisikan kualitas sebagai hal yang memuaskan ketika produk yang kita produksi dapat memuaskan keinginan konsumen.
Pada dasarnya, semua definisi kualitas diatas mengandung arti yang sama, yaitu membuat suatu produk yang bertujuan untuk memuaskan konsumen.
2.1.2 Definisi Pengendalian Kualitas
Menurut Bertrand L. Hansen dan Prabhakar M. Ghare, pengendalian kualitas didefinisikan sebagai kumpulan dari teknik manajemen dan peralatan-peralatan yang digunakan untuk mengatur, mengawasi, dan mengendalikan semua langkah produksi dalam membuat suatu produk yang berkualitas.
Pengendalian kualitas bukari hanya berupa formula statistik atau tabel penerimaan dan pengendalian yang ditulis pada selembar kertas tetapi memerlukan suatu departemen yang bertanggungjawab terhadap pengendalian kualitas produknya.
Beberapa istilah lain yang digunakan akan dijelaskan pada bagian yang bersangkutan.
2.2 Alat-alat untuk Mendeteksi Permasalahan
Alat-alat yang digunakan untiik mendeteksi dan memecahkan permasalahan pengendalian kualitas di PT. "X" antara lain:
- Checksheet
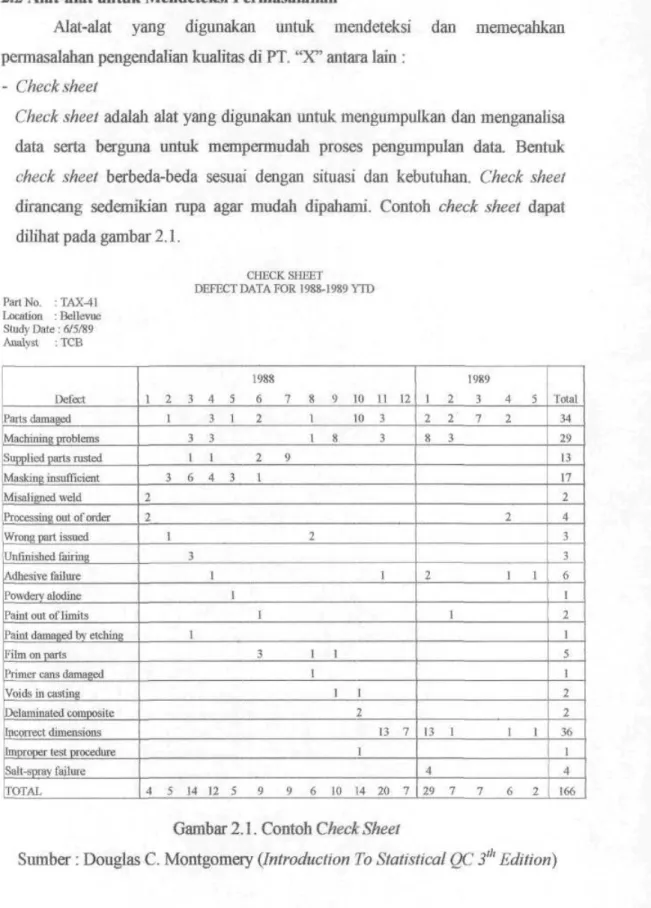
Check sheet adalah alat yang digimakan untuk mengumpulkan dan menganalisa data serta berguna untuk mempermudah proses pengumpulan data. Bentuk check sheet berbeda-beda sesuai dengan situasi dan kebutuhan. Check sheet dirancang sedemikian rupa agar mudah dipahami. Contoh check sheet dapat dilihat pada gambar 2.1.
CHECK SHEET
DEFECT DATA FOR 1988-1989 YTD Part No. : TAX-41
Location : Bellevue Study Date: 6/5/89 Analyst : TCB Defect Parts damaged Machming problems Supplied parts nisted Masking insufficient Misaligned weld Processing out of order Wrong parl issued Unfinished fairing Adhesive failure Powdery alodine Paintout oflimits Paint damaged by etching Film on parts
Primer cans damaged Voids in casting Delaminaled composite tocorrect dimensions Improper test procedure Salt-spray failute TOTAL 1988 1 2 3 4 5 6 7 8 9 10 11 12 1 3 1 2 1 10 3 3 3 1 8 3 1 1 2 9 3 6 4 3 1 2 2 1 2 3 1 1 1 1 1 3 1 1 1 1 1 2 13 7 1 4 5 14 12 5 9 9 6 10 14 20 7 1989 1 2 3 4 5 2 2 7 2 8 3 2 2 1 1 1 13 1 1 1 4 29 7 7 6 2 Total 34 29 13 17 2 4 3 3 6 1 2 1 5 1 2 2 36 1 4 166
Gambar 2.1. Contoh Check Sheet
Diagram Pareto
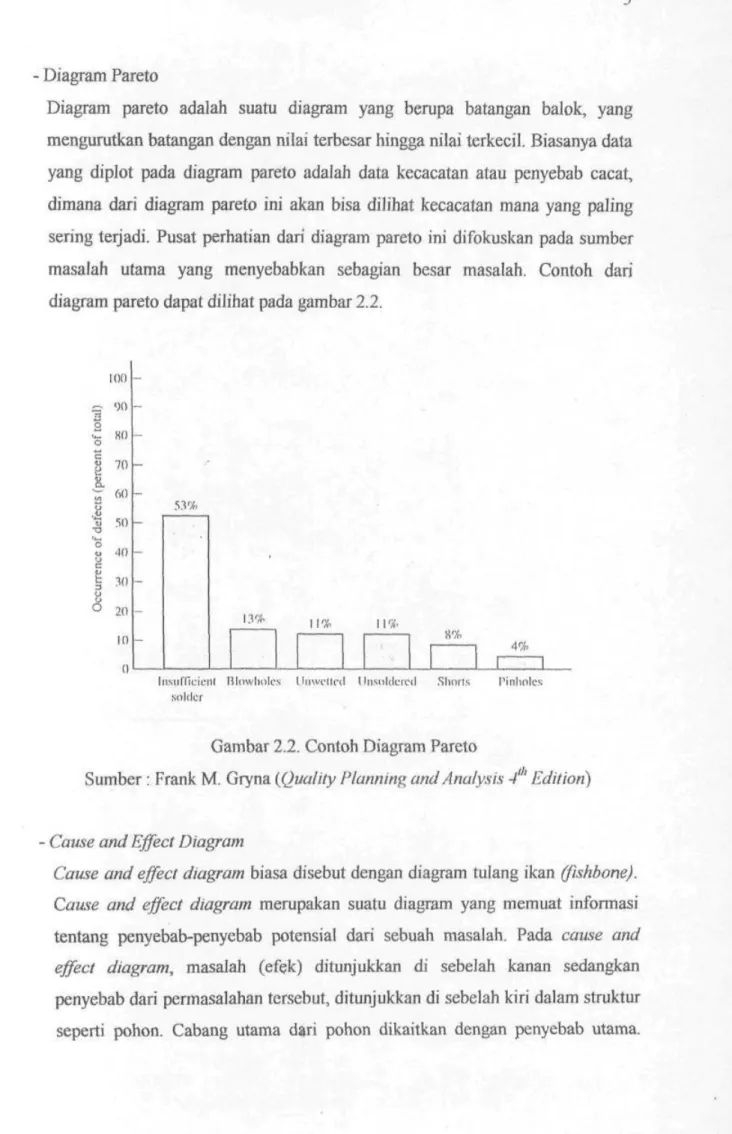
Diagram pareto adalah suatu diagram yang berupa batangan balok, yang
mengurutkan batangan dengan nilai terbesar hingga nilai terkecil. Biasanya data
yang diplot pada diagram pareto adalah data kecacatan atau penyebab cacat,
dimana dari diagram pareto ini akan bisa dilihat kecacatan mana yang paling
sering terjadi. Pusat perhatian dari diagram pareto ini difokuskan pada sumber
masalah utama yang menyebabkan sebagian besar masalah. Contoh dari
diagram pareto dapat dilihat pada gambar 2.2.
100 3 o 80 70 60 O v 40 30 20 10 0 53% 13% I I % I I » 87,. 4%
InsulTicicni Blowholes llnweiicil Wnsoldcrcd Sliorls Milclcr
Pinholcs
Garnbar 2.2. Contoh Diagram Pareto
Sumber: Frank M. Gryna (Qua/ity Planning and Analysis -/' Edition)
Cause and Effect Diagram
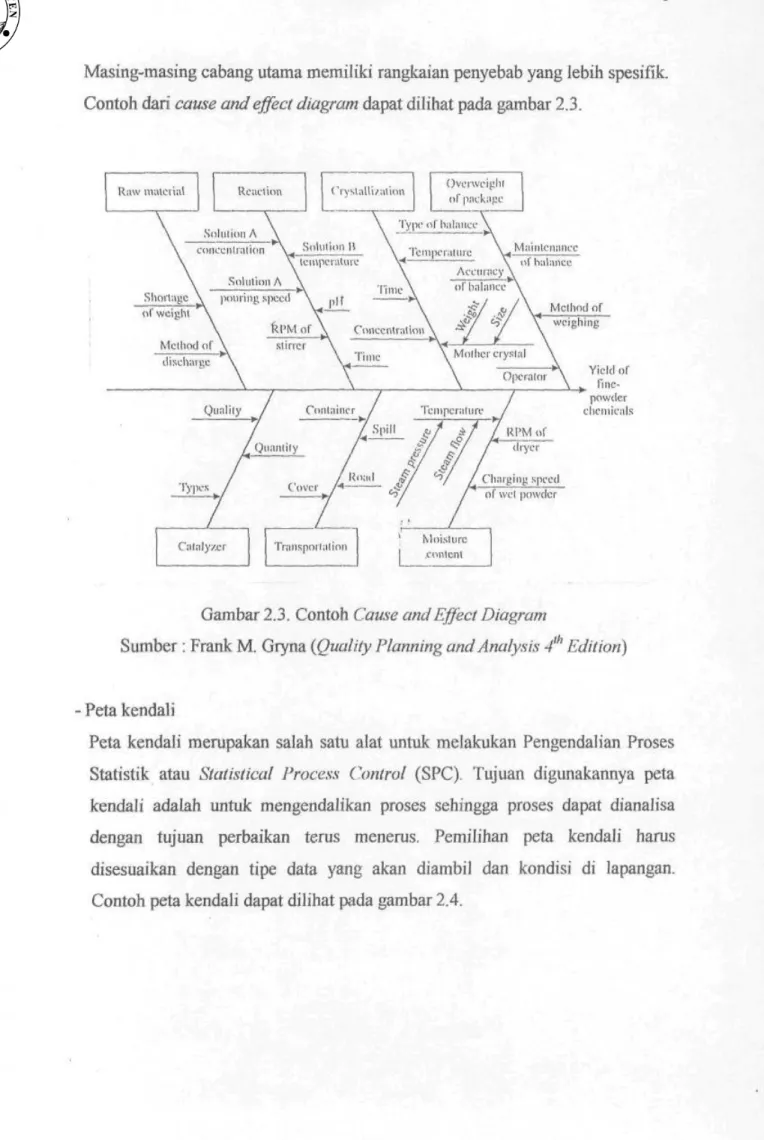
Cause and effect diagram biasa disebut dengan diagram tulang ikan (fishbom).
Cause and effect diagram merupakan suatu diagram yang memuat informasi
tentang penyebab-penyebab potensial dari sebuah masalah. Pada cause and
effect diagram, masalah (efck) ditunjukkan di sebelah kanan sedangkan
penyebab dari permasalahan tersebut, ditunjukkan di sebelah kiri dalam struktur
seperti pohon. Cabang utama dari pohon dikaitkan dengan penyebab utama.
Masing-masing cabang utama memiliki rangkaian penyebab yang lebih spesifik.
Contoh dari cause andeffect diagram dapat dilihat pada gambar 2.3.
Sliovuigc \ pmiring spccil ol' wciglu
ftl'M of \ Coirccntr.uioi
Gambar 2.3. Contoh Cause and Effect Diagram
Sumber: Frank M. Gryna (Quality Planning andAnalysis 4
lhEdition)
Peta kendali
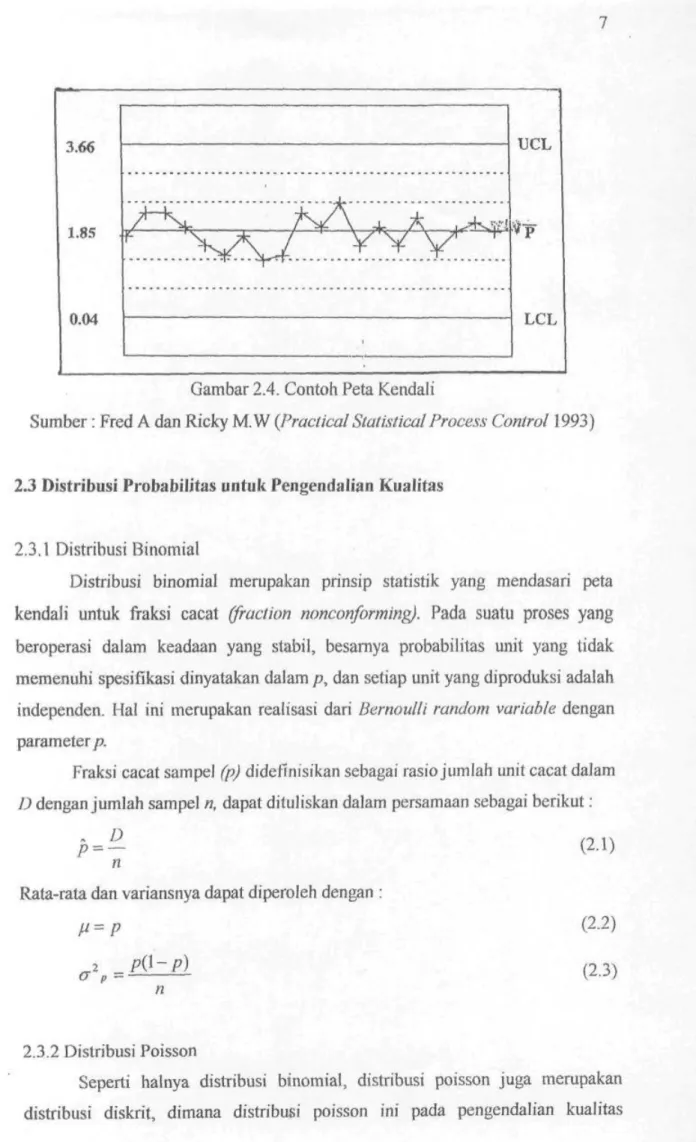
Peta kendali raerupakan salah satu alat untuk melakukan Pengendalian Proses
Statistik atau Slatistical Process Control (SPC). Tujuan digunakannya peta
kendali adalah untuk mengendalikan proses sehingga proses dapat dianalisa
dengan tujuan perbaikan terus rnenerus. Pemilihan peta kendali harus
disesuaikan dengan tipe data yang akan diambil dan kondisi di lapangan.
Contoh peta kendali dapat dilihat pada gambar 2.4.
Gambar 2.4. Contoh Peta Kendali
Sumber: Fred A dan Ricky M.W (Practical Statistical Process Control 1993)
2.3 Distribusi Probabilitas untuk Pengendalian Kualitas
2.3.1 Distribusi Binomial
Distribusi binomial merupakan prinsip statistik yang mendasari peta
kendali untuk fraksi cacat (fraction nonconforming}. Pada suatu proses yang
beroperasi dalam keadaan yang stabil, besamya probabilitas unit yang tidak
memenuhi spesifikasi dinyatakan dalam /?, dan setiap unit yang diproduksi adalah
independen. Hal ini merupakan realisasi dari Bernoulli random variahle dengan
parameter/?.
Fraksi cacat sampel (p) dideffnisikan sebagai rasio jumlah unit cacat dalam
D dengan jumlah sampel n, dapat dituliskan dalam persamaan sebagai berikut:
p = — . (2.1)
n
Rata-rata dan variansnya dapat diperoleh dengan :
H=p (2-2)
l - P)
2
<y P =
(2.3)
2.3.2 Distribusi Poisson
Seperti halnya distribusi binomial, distribusi poisson juga merupakan
distribusi diskrit, dimana distribusi poisson ini pada pengendalian kualitas
digunakan jika terdapat nonconformities dalam siiatu unit produk. Rumus-rumus yang digimakan pada distribusi Poisson adalah sebagai berikut:
JC!
Nilai parameter A, > 0.
Mean dan varians dari distribusi Poisson adalah sebagai berikut:
(2.4)
(2.5) (2.6)
2.4 Peta Kendali
2.4.1 Variasi Pada Peta Kendali
Pada proses produksi apapun, selalu terjadi variasi, meskipun proses tersebut telah diawasi dan didesain dengan sebaik mungkin. Apabila variasi yang terjadi pada suatu proses disebabkan oleh sebab-sebab umum (common cause) maka proses tersebut bisa dikatakari sebagai proses yang berjalan dengan stabil. Sebab-sebab umuin yang dimaksud disini adalah penyebab hakiki dalain suatu proses yang mempengaruhi setiap komponen yaiig bekerja dalam proses dan outputnya.
Suatu proses akan dikatakan tidak stabil apabila variasi proses yang ada disebabkan oleh sebab-sebab khusus (assignable cause). Sebab-sebab khusus yang dimaksud disini adalah penyebab yang tidak selalu muncul sepanjang waktu dalam proses dan diakibatkan oleh keadaan khusus, seperti: kerusakan mesin.
2.4.2 Konsep Peta Kendali
Peta kendali dibangun atas dua sumbu yaitu: - sumbu JC, yang menunjukkan urutan sampel
- sumbu y, yang menunjukkan karakteristik kualitas sampel.
Data yang diplotkan pada peta kendali adalah data yang telah dianibil secara iirut. Batasan-batasan pada peta kendali:
- Batas Kontrol Atas (BKA) / Upper Control Limit (UCL) - Batas Kontrol Bawah (BKB) / Lower Control Limit (LCL)
- Batas Tengah (BT) / Center Line (CL).
Uji hipotesa visual dengan null hypothesis pada peta kendali dinyatakan dalam Ho : 8 = 9o, dimana 9 menyatakan karakteristik kualitas yang diteliti. Penolakan pada null hypothesis bisa dilihat dari keluaraya data sampel dari BKA dan BKB, dimana hal ini berarti juga menunjukkan bahwa proses tidak terkendali.
Konsep kesalahan tipe I (kesalahan a) dan kesalahan tipe II (kesalahan /?) juga dapat diterapkan pada peta kendali. Kesalahan tipe I terjadi ketika menyimpulkan proses tak terkendali apabila proses terkendali (data sampel jatuh di luar batas kendali ketika proses terkendali) sedangkan kesalahan tipe II terjadi ketika menyimpulkan proses terkendali apabila proses tidak terkendali (data sampel jatuh di dalam batas kendali ketika proses benar-benar tidak terkendali).
2.4.3 Pemilihan Batas Kendali
Dasar-dasar yang digunakan pada peta kendali Shewhart:
BKA = \i + Lo (2.7)
(2.8) (2.9)
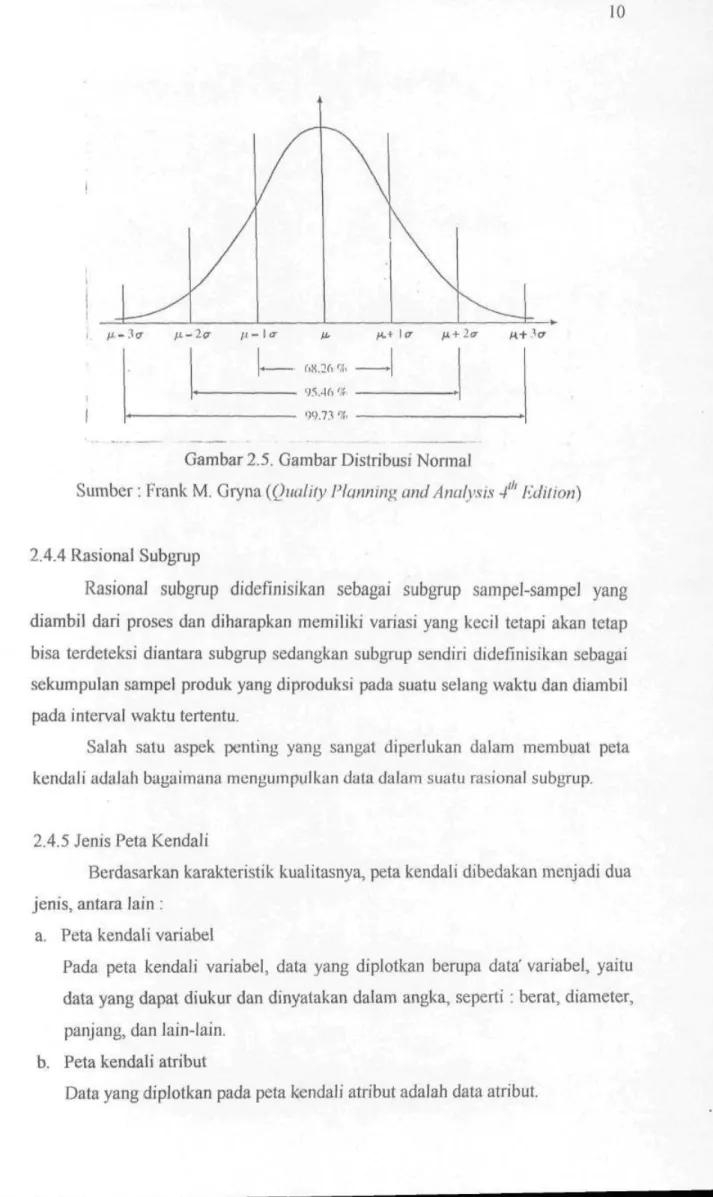
Pemilihan L berdasarkan pada nilai a. Gambar distribusi normal pada gambar 2.5 , bisa dijadikan sebagai landasan.
Gambar 2.5 menunjukkan bahwa 68.26% dari data berada dalam batas antara ^i+lcr dan \i-la dan 95,46% dari data berada dalam batas \i+2a dan JA-2O
serta 99,73% dari data berada dalam batas n+3or dan n-3a.
Berkaitan dengan kesalahan tipe I (kesalahan a) yang terjadi, umumnya digunakan batas 3o (L = 3). Kesalahan tipe I yang akan terjadi, diestimasikan sebesar 0.27%, artinya : jika situast terkendali maka akan terdapat kemungkinan bahwa 27 dari 10.000 data yang ada, keluar dari batas kendali.
10
Gambar 2.5. Gambar Distribusi Normal
Sumber: Frank M. Gryna (Quality Pltmning and Analysis /' Edition)
2.4.4 Rasional Subgrup
Rasional subgrup didefinisikan sebagai subgrup sampel-sampel yang
diambil dari proses dan diharapkan memiliki variasi yang kecil tetapi akan tetap
bisa terdeteksi diantara subgrup sedangkan subgrup sendiri didefinisikan sebagai
sekumpulan sampel produk yang diproduksi pada suatu selang waktu dan diambil
pada interval waktu tertentu.
Salah satu aspek penting yang sangat diperlukan dalam membuat peta
kendali adalah bagaimana mengumpulkan data dalam suatu rasional subgrup.
2.4.5 Jenis Peta Kendali
Berdasarkan karakteristik kualitasnya, peta kendali dibedakan menjadi dua
jenis, antara lain :
a. Peta kendali variabel
Pada peta kendali variabel, data yang diplotkan berupa data' variabel, yaitu
data yang dapat diukur dan dinyatakan dalam angka, seperti : berat, diameter,
panjang, dan lain-lain.
b. Peta kendali atribut
II
Pada peta kendali atribut, karakteiistik kualitas digolongkan menjadi dua kelas, yaitu:
- yang sesuai dengan spesifikasi (conforming)
- yang tidak sesuai dengan spesifikasi (nonconforming)
Ada 4 (empat) macam peta kendali yang bisa digunakan untuk data atribut, yaitu:
• PetakendaUfraksidefektif(p-c/?arrj • Peta kendali jumlah defektif (np-chart) • Peta kendali jumlah defek (c-chart)
• Peta kendali defek per unit (u-chart)
Data-data mengenai karakteristik mutu di PT. "X" berupa data atribut sehingga peta kendali yang digunakan adalah peta kendali atribut, khususnya peta kendali fraksi defektif (p-chart).
2.5 Peta Kendali Atribut
2.5.1 Definisi Istilah
Menurut Fred Alsup dan Ricky M. Watson, istilah atribut yang dipakai pada pengendalian kualitas, mengacu pada pengertian karakteristik kualitas yang baik atau bunik, sesuai atau tidak sesuai terhadap spesifikasi atau standart yang telah ditentukan. Beberapa istilah yang sering digunakan berkaitan dengan data atribut adalah conforming, nonconforming, nonconformity, defect, dan defective.
Istilah conforming dan nonconforming digunakan untuk menyatakan suatu kesesuaian atau ketidaksesuaian (keputusan go-no-go). Istilah lain yang sering menimbulkan kerancuan dengan istilah nonconforming adalah istilah nonconformity, dimana istilah nonconformity ini Iebih mengacu pada karakteristik kualitas. Pada satu unit produk, bisa mengandung beberapa karakteristik kualitas sebingga pada satu unit produk akan memungkinkan terjadinya beberapa nonconformities. Istilah lain yang artinya bisa disamakan dengan nonconformity adalah istilah defect. Contoh : sebuah karton bisa memiliki beberapa
11
nonconformities pada penampakannya, seperti : printing dobel, ada goresan,
ukuran tidak sesuai pesanan. Nonconforming inengacu pada keselumhan imit.
Satu unit produk bisa memiliki beberapa nonconformities tetapi tidak dikatakan
nonconforming. Contohnya : karton dikategorikan menjadi unit nonconforming
bila ada dua nonconformities. Nonconforming memiliki arti yang sama dengan
defective.
2.5.2 Peta Kendali Fraksi Defektif (p-chart)
Peta kendali fraksi defektif digunakan untuk menunjukkan laju defektif.
Rumus-rumus yang dipakai pada peta kendali fraksi defektif:
TD
-^— (2.10)
(2.11)
(2.12)
(2.13) (2.14)(2.15)
\ n
Apabila ukuran sampel yang digunakan berubah-ubah, dapat digunakan
rumus-rumus sebagai berikut:
BKA =
BT =
BKB =
ce =n
PP
P(l\PV--P)
\ n
/ P ( 1 - P )\
n
-P) rikBKA = ^ + 3^
BT p
BKB = p
d i m a n a : «& = rti,ri2,n3,... dk = d],d2,ds,...\m-p)
rik(2.16)
(2.17)
(2.18)
(2.19)
2.5.3 Penulihan Ukuran Sampel
Ada berbagai cara yang bisa dilakukan dalam memilih ukuran sampel.
Salah satu cara yang cukup mudah untuk diaplikasikan apabila diinginkan
P(D>l)>y adalah dengan menggunakan distribusi Poisson, dimana P(D>l)>y
maksudnya adalah diinginkan probabilitas mendeteksi kecacatan >1 sebesar y.
Untuk y = 0.90 maka X = np = 2.30
y = 0.95 maka X = np = 3.00
Y = 0.99 maka X = np = 4.60
Jika nilai p diketahui maka nilai n akan bisa dihitung dengan mudah.
2.5.4 Kecakapan Proses
Menurut Derek Bissell, kecacatan untuk peta kendali atribut didefinisikan
sebagai rasio antara total number of non-conforming items Qjip) dengan total
number ofitems in evaluation Qji), seperti yang dinyatakan pada persamaan 2.20.
(2.20)
z>
Persamaan diatas berarti bahwa proses diharapkan menghasilkan rata-rata cacat
sebesar p sehingga kecakapan proses untuk menghasilkan produk yang baik
dapat dinyatakan dengan persamaan 2.21.
(l-p)= 100(1-p)% (2.21)
2.6 Uji Proporsi
Distribusi normal dapat digunakan untuk melakukan uji hipotesa terhadap
parameter binomial. Ada tiga macam altematif hypothesis yang dapat digunakan
untuk membandingkan dua proporsi cacat dan daerah penolakannya, seperti yang
disajikan pada tabel 2.1.
Dua sampel statistik juga dapat digabungkan menjadi satu estimator,
dengan persamaan sebagai berikut:
+ niP2
+n
214
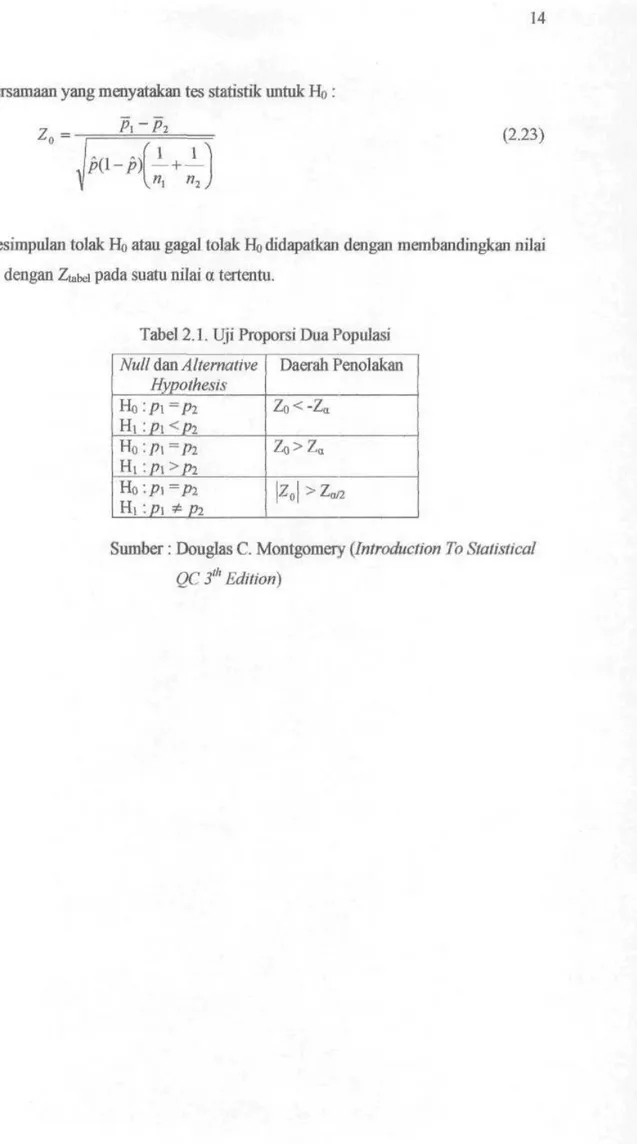
Persamaan yang menyatakan tes statistik untuk
-7 Pl-P2
1
(2.23)
Kesimpulan tolak Ho atau gagal tolak Ho didapatkan dengan membandingkan nilai Zo dengan Ztabei pada suatu nilai a tertentu.
Tabel 2.1. Uji Proporsi Dua Populasi Null dan Altemative
Hypothesis H0: p i = p2 Hi : pi < Pi H0:pi=P2 Hi :pi>p2 Ho:pi=P2 Hi : p\ * p2 Daerah Penolakan Zo < -Za Z o > Za
Sumber: Douglas C. Montgomery (Introduction To Statistical OC 3"' Edition)