4.1. Modul
Modul merupakan panduan bagi operator dalam menjalankan dan mengoperasikan suatu alat atau mesin atau proses. Di dalam modul memuat informasi-informasi yang menyangkut proses, perlengkapan, cara mengoperasikan, dan lain sebagainya.
Modul sebagai bagian dari pelaksanaan langkah-langkah dalam proyek HPWT merupakan tools di dalam menigkatkan skill seorang operator. Bagi operator, modul berfungsi sebagai bahan acuan dalam mengoperasikan mesin.
Modul yang dibuat ada yang berupa revisi dan ada juga modul yang dibuat dari awal. Modul yang ada menjelaskan tentang proses produksi yang ada di tiga departemen, yaitu departemen SCM, departemen MP Process, dan departemen MP Filling Packing.
1. Modul revisi
Modul lama yang telah ada diperbarui dan ditambahkan sesuai dengan format yang diberikan. Modul lama yang telah ada masih belum mempunyai format baku, sehingga susunannya masih tidak teratur, sehingga dapat menyulitkan operator dalam membacanya. Antara modul yang satu dan yang lain dapat berbeda, baik susunan bab, maupun formatnya. Modul ini kemudian dilakukan revisi dengan cara mengubah susunan formatnya menjadi sama antara modul yang satu dengan yang lainnya. Modul lama ini dijadikan acuan di dalam mengerjakan modul yang baru.
2. Modul baru
Untuk modul proses yang belum mempunyai modul lama, dibuat modul baru dengan menyesuaikan isinya dengan modul lama.
Modul yang baru ini, dibuat format dan susunannya yang baku sehingga antara modul yang satu dengan yang lain akan memudahkan bagi operator dalam membacanya.
(a) (b)
Gambar 4.2. Modul: (a) Lama, dan (b) Baru
4.1.1. Pembagian Modul
Pembagian modul dibuat berdasarkan tingkatan dan peran operator di dalam menangani suatu mesin atau proses. Pembagian ini dibuat agar operator
dapat menyesuaikan kemampuannya sehingga tidak menyulitkan saat menemui kendala. Modul dibagi menjadi tingkatan dalam simbol ‘MX’. Di mana ‘X’ merupakan digit angka dari nilai 1 sampai 6. Semakin tinggi nilai digitnya, modul tersebut semakin mengarah ke hal-hal teknis, seperti pemecahan masalah, trouble shooting, dan lain-lain. Sedangkan untuk digit awal menunjukkan modul tersebut mengarah ke hal-hal operasional, seperti peralatan & perlengkapan, nama mesin, dan sebagainya. Pembagian tersebut adalah:
a. M1
Merupakan modul dasar yang harus diperoleh semua karyawan PT “X”. Meliputi pengetahuan dasar mengenai tata tertib perilaku dan disiplin, dasar keselamatan kerja, dasar hygiene, food safety, serta pengertian-pengertian mengenai bahaya lingkungan.
b. M2
Berisi mengenai prosedur standar bagi operator pemula yang dalam kesehariannya tahu bagaimana mengoperasikan mesin.
c. M3
Meliputi prosedur dalam menangani produk yang berhubungan dengan kualitas, penanganan masalah sederhana, cleaning, dan sebagainya.
d. M4
Berisi mengenai prosedur dalam melakukan perawatan dasar (basic maintenance), perawatan rutin, dan lampiran yang diperlukan dalam proses. e. M5
Berhubungan dengan perawatan yang terjadwal dan peningkatan di dalam line
produksi. f. M6
Meliputi prosedur tentang bagaimana cara menganalisa dan menangani permasalahan (trouble shooting) serta cara penanganannya.
4.1.2. Bagian-bagian Modul
Modul yang dibuat memiliki standar baku dalam penulisan pada bagian-bagiannya. Modul yang dibuat hanya terbatas pada modul M2-M4 saja. Bagian-bagian modul tersebut adalah:
a. Sampul
Merupakan halaman muka dari modul.
Gambar 4.3. Sampul b. Daftar Isi
Berisi daftar judul bab dalam modul beserta nomor halamannya.
c. Kata Pengantar
Berisi kata pengantar mengenai modul yang dibahas.
Gambar 4.5. Kata Pengantar
d. Pendahuluan
ni berisi tentang teori dan pendahuluan mengenai proses. Teori Pada bagian i
yang dicantumkan didapat dari bahan-bahan yang ada di buku panduan untuk masing-masing proses. Selain itu bagian ini juga menjelaskan mengenai pengertian dari proses, teknologi yang digunakan, serta bagaimana sebuah proses itu dapat terjadi.
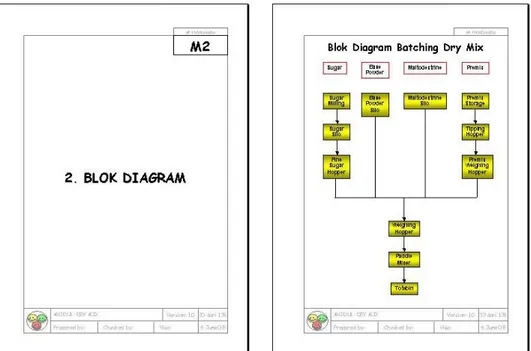
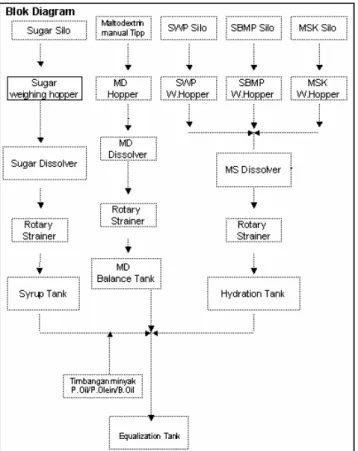
e. Blok Diagram
blok diagram mengenai proses produksi. Blok diagram yang
Gambar 4.7. Blok Diagram
f. Perlengkapan & Peralatan
kapan dan peralatan yang digunakan selama dalam Berisi gambar
ada menjelaskan dari proses awal hingga proses yang sedang dibahas. Pembuatan blok diagram ini didapat dari blok diagram lama, kemudian dicocokkan dengan kondisi sesungguhnya. Selanjutnya dibuat blok diagram yang lebih sederhana dan mudah dimengerti sehingga operator akan mudah dalam memahami dalam membaca blok diagram. Blok diagram dibuat per bagian dari gambaran secara garis besar hingga blok diagram yang menunjukkan proses tersebut.
Memuat mengenai perleng
proses produksi. Data ini didapat dari buku panduan yang berisi tentang peralatan dan mesin yang digunakan. Yang dicantumkan di bagian ini adalah nama mesin yang dipergunakan, fungsi mesin, serta keterangan lainnya.
Gambar 4.8. Perlengkapan & Peralatan
g. Cara Mengoperas
ng prosedur di dalam menjalankan proses yang ada.
Gambar 4.9. Cara Mengoperasikan ikan
Bagian ini berisi tenta
Prosedur yang dicantumkan dimulai dari proses awal hingga proses akhir produksi. Data ini didapatkan dari data SOP (Standard Operating Procedure) yang berhubungan dengan proses yang dibahas. Penulisan bagian ini disertai dengan gambar-gambar yang menunjukkan aktivitas dalam menjalankan prosedur tersebut.
h. Keselamatan Kerja
am menangani bahaya
Monitor Kualitas
t mempengaruhi kualitas produk dicantumkan pada bagian Keselamatan kerja berhubungan dengan cara-cara di dal
yang mungkin terjadi dalam menangani peralatan dan perlengkapan di tempat kerja. Bagian ini memuat tentang keselamatan kerja secara umum dan keselamatan kerja secara khusus yang berkaitan dengan penanganan peralatan dan perlengkapan yang bersangkutan. Bagian ini juga terdapat peralatan-peralatan yang diperlukan dalam menangani bahaya yang timbul dalam melakukan suatu aktivitas. Peralatan umum meliputi alat pemadam kebakaran, alarm kebakaran, dan lain-lain. Prosedur dalam hygiene juga termasuk di dalam bagian keselamatan kerja.
Gambar 4.10. Keselamatan Kerja
Hal-hal yang dapa
ini. Data ini didapat dari data QMS (Quality Monitoring Scheme). Dari data QMS ini dibuat agenda QMS, yang dibuat dengan cara memisahkan berdasarkan operator yang sama dalam satu proses.
j. Cleaning & Maintena
dalam melaksanakan cleaning dan maintenance
Gambar 4.12. Cleaning & Maintenance Gambar 4.11. Monitor Kualitas
nce
Memuat tentang prosedur
terhadap proses dan mesin yang dipergunakan. Data ini didapat dari buku panduan untuk masing-masing mesin dan peralatan yang digunakan. Selain itu juga dicantumkan peralatan yang umum digunakan untuk cleaning dan
k. Lampiran
erisi tentang record dan s yang dipergunakan operator.
ar 4.13. Lam
.2. Perancangan Modul di
oduksi yang ada di tiga departemen, yaitu: de
d Condensed Milk)
g & Mixing
b. Powder Filling Packing)
c. der Process)
heet
Lampiran b
Gamb piran
4 Area Produksi
Modul yang dibuat meliputi proses pr
partemen SCM (Sweetened Condensed Milk), departemen MP F/P (Milk Powder Filling Packing), dan departemen MP Process (Milk Powder Process). Modul yang dibuat antara lain:
a. Departemen SCM (Sweetene
- Modul Tipping
- Modul Dissolvin
- Modul Lactose Preparation
- Modul Valve Cluster
Departemen MP F/P (Milk
- Modul Bulk Blowing
- Modul Check Weigher-Garvens
- Modul Check Weigher-KWD 2
Departemen MP Process (Milk Pow
- Modul Dry Mixing
Perancangan modul di area produksi PT “X” dilakukan dengan langkah-langkah
ama dan Menetapkan Format Awal
asing Proses
.2.1. Mempelajari Modul Lama dan Menetapkan Format Awal
an acuan dalam membua
didapatkan gambaran mengenai modul y i ntar Peralatan enance sebagai berikut: 1. Mempelajari Modul L
2. Observasi Kondisi Awal Proses Produksi 3. Membuat Blok Diagram Untuk Masing-M 4. Merancang Agenda QMS
5. Merancang Modul
4
Modul lama yang telah ada dijadikan pedoman d
t modul ini. Namun tidak semua modul lama memuat tentang seluruh proses yang ada di tiga departemen. Modul lama hanya berisi sebagian dari proses produksi dan format awalnya masih tidak mempunyai standar baku, sehingga antara modul yang satu dengan lainnya memiliki perbedaan. Hal ini akan menyulitkan bagi operator untuk mempelajarinya, karena tidak adanya keseragaman antara modul satu dengan lainnya.
Dengan mempelajari modul lama, akan
ang akan dibuat nantinya, baik isinya maupun format dari modul itu sendiri. Selanjutnya dilakukan penetapan format awal untuk modul yang akan dibuat. Format ini meliputi isi dari modul yang akan dibahas, yaitu mengenai bagian-bagian modul yang meliputi:
1. Sampul 2. Daftar Is 3. Kata Penga 4. Pendahuluan 5. Blok Diagram 6. Perlengkapan & 7. Cara Mengoperasikan 8. Keselamatan Kerja 9. Monitor Kualitas 10. Cleaning & Maint
Penetapan format awal ini didasarkan atas pembagian bab dari bagian yang pa
ukan urutan pembagian departem
.2.2. Observasi Kondisi Awal Proses Produksi
roduksi perlu dilakukan, karena menyang
ara melihat langsung ke lantai produksi. Pengam
an observasi, juga dilakukan wawancara awal terhadap operator
ling mendasar, seperti pengertian proses, perlengkapan & peralatan yang digunakan, dan sebagainya, sampai pada bagian yang lebih kompleks, seperti monitor kualitas, cleaning & maintenance, dan lain-lain.
Kemudian setelah format awal tersusun, dilak
en untuk dibuat modul proses terlebih dahulu. Urutan tersebut dimulai dari departemen SCM (Sweetened Condensed Milk), departemen MP F/P (Milk Powder Filling Packing), dan terakhir departemen MP Process (Milk Powder Process). Pembagian tersebut berdasarkan urutan pelaksanaan proyek HPWT yang ada di PT ”X”, yaitu dimulai dari departemen SCM (Sweetened Condensed Milk), departemen MP F/P (Milk Powder Filling Packing), dan terakhir departemen MP Process (Milk Powder Process). Setelah itu dilakukan pembagian mengenai proses dari departemen yang akan dibuat. Perancangan modul ini direncanakan dilakukan setiap bulan untuk masing-masing departemen.
4
Pengenalan kondisi awal di lantai p
kut mengenai isi dari modul yang akan dibuat. Observasi proses produksi dilakukan untuk melakukan pemahaman mengenai proses yang ada di produksi, bagaimana proses tersebut terjadi, bagaimana proses tersebut berhubungan dengan proses lainnya, dan lain-lain. Untuk observasi kondisi awal proses produksi berpedoman pada blok diagram proses produksi yang terdapat di modul lama maupun dari arsip yang dimiliki PT “X”.
Observasi dilaksanakan dengan c
atan awal terutama dilakukan terhadap pengenalan nama proses, urutan proses, fungsi dari proses, serta nama mesin dan peralatan yang digunakan di dalam proses tersebut.
Selain dilakuk
dan supervisor yang menangani proses tersebut. Wawancara awal juga dilakukan terhadap pengenalan nama proses, urutan proses, fungsi dari proses, serta nama mesin dan peralatan yang digunakan di dalam proses tersebut.
Hasil dari pengamatan ini akan digunakan sebagai bahan untuk merancang modul pada bagian perlengkapan & peralatan, serta blok diagram yang ada di modul yang akan dibuat.
4.2.3. Membuat Blok Diagram Untuk Masing-Masing Proses
Blok diagram menggambarkan urutan proses dari awal hingga akhir proses. Data blok diagram didapat dari modul lama maupun dari arsip. Langkah-langkah dalam pengolahan data blok diagram adalah sebagai berikut.
a. Mempelajari blok diagram awal
Langkah pertama adalah mengamati blok diagram yang ada di data lama. Blok diagram awal ini menggambarkan urutan proses produksi secara keseluruhan. Blok diagram awal masih sulit untuk dipahami bagi operator yang baru mengenal proses. Blok diagram awal didapat melalui modul lama mengenai proses yang terdapat di arsip.
b. Observasi terhadap kondisi aktual di proses produksi
Selanjutnya setelah mempelajari blok diagram awal, dilakukan observasi terhadap kondisi awal dari proses produksi yang ada di lapangan. Pengamatan dilakukan dengan cara melihat langsung urutan proses produksi dan bertanya kepada operator yang berhubungan langsung dengan proses tersebut.
c. Pembuatan blok diagram
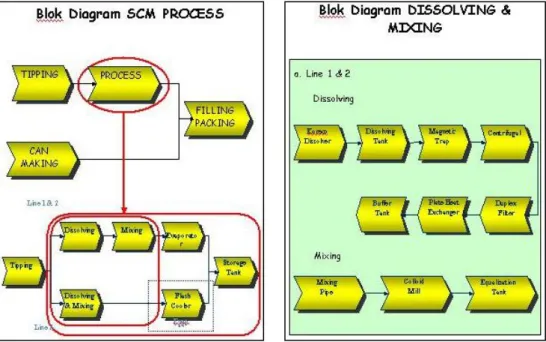
Blok diagram yang baru, dibuat dengan menjabarkan proses dari secara garis besar kemudian proses yang terperinci sehingga akan memudahkan bagi operator. Pembuatan blok diagram ini tidak mencantumkan proses yang tidak berhubungan dengan proses yang dibahas, sehingga operator tidak rancu dalam mempelajarinya. Blok diagram dibuat lebih sederhana, namun tetap menunjukkan bagian inti proses dan bagian lainnya.
Gambar 4.15. Blok Diagram Baru
Pada blok diagram pertama digambarkan mengenai proses secara garis besar, yaitu mengenai SCM Process. Kemudian digambarkan lebih detil mengenai proses yang ada di SCM Process, yaitu meliputi Dissolving & Mixing,
Evaporator, dan sebagainya. Selanjutnya pada blok diagram kedua digambarkan mengenai proses yang dibahas, yaitu pada contoh ini proses
4.2.4. Merancang Agenda QMS
Agenda QMS merupakan bentuk ringkas dari QMS (Quality Monitoring Scheme). Sebagai bahan dalam pembuatan Agenda QMS digunakan QMS. QMS berisi prosedur di dalam menjalankan proses yang berhubungan dan mempengaruhi kualitas dari produk. Di dalam QMS memuat tentang apa yang harus dimonitor, bagaimana cara melaksanakannya, siapa yang melakukan, tujuan apa melakukan monitor tersebut, di mana lokasi atau mesin yang harus dimonitor, kapan melakukan monitor, kriteria apa yang dilakukan saat melakukan monitor, serta bagaiman cara mengatasi jika terjadi problem. Sedangkan di dalam Agenda QMS hanya mencantumkan nama operator, aktivitas dalam monitor disertai lokasi atau mesin yang harus dimonitor, dan kapan melakukan monitor tersebut. Peringkasan ini dilakukan dengan tujuan agar operator mudah dalam memahami mengenai monitor kualitas.
Agenda QMS ini nantinya akan digunakan pada modul bagian monitor kualitas. Selain itu juga Agenda QMS juga akan dimasukkan pada modul bagian lampiran. Langkah-langkah dalam merancang Agenda QMS adalah sebagai berikut:
a. Mempelajari QMS (Quality Monitoring Scheme)
PT “X” merupakan perusahaan yang bergerak di bidang pangan, oleh karena itu pengawasan terhadap kualitas sangat diutamakan untuk menjamin keselamatan makanan (food safety). QMS memuat tentang aturan dan prosedur dalam menjamin kualitas produk untuk tiap line produksi. Di dalam QMS terdapat beberapa proses yang terdapat dalam satu line produksi. Selanjutnya dalam QMS ditentukan apa yang akan dicantumkan pada Agenda QMS, yaitu nama operator, aktivitas dalam monitor disertai lokasi atau mesin yang harus dimonitor, dan kapan melakukan monitor tersebut.
b. Melakukan pembagian tiap operator proses
Pembagian tiap operator proses dimaksudkan untuk memisahkan operator antar proses. Pemisahan ini dilakukan pada operator yang sama, tetapi masih berada dalam satu line produksi. Operator yang berada di proses yang sama dikelompokkan menjadi satu, kemudian dari aktivitas yang dilakukan operator tersebut juga dicantumkan, tetapi dibuat sederhana dalam penulisannya agar
operator mudah memahami. Kemudian untuk data waktu melakukan monitor dikelompokkan menjadi empat, yaitu: Daily (Harian), Weekly (Mingguan),
Monthly (Bulanan), dan Quarterly (Empat kali dalam setahun). c. Melakukan pengamatan terhadap kondisi di lapangan
Agenda QMS yang telah selesai kemudian dicocokkan dengan kondisi sebenarnya di lantai produksi. Pengamatan ini dilakukan dengan cara melihat langsung kondisi aktual dengan yang terdapat di QMS. Pengamatan ini bertujuan untuk melakukan validasi pada Agenda QMS yang telah dibuat. Selain itu juga dilakukan wawancara secara langsung terhadap operator yang menangani proses tersebut. Wawancara meliputi aktivitas dalam melakukan monitor dan juga pelaksanaan monitor kualitas tersebut. Pembuatan Agenda QMS ini nantinya akan digunakan pada pembuatan modul pada bagian Monitor Kualitas dan disertakan pada bagian Lampiran.
4.2.5. Merancang Modul
Perancangan modul pada tiga departemen dibagi menurut bagian-bagian yang terdapat di dalam modul, yaitu:
1. Sampul Keterangan: 1 2 3 4 6 5 7 8 9 10 11
1. Nomor urut modul 2. Pembagian modul 3. Judul modul 4. Nama departemen 5. Nama modul proses 6. Versi modul
7. Nomor halaman
8. Inisial nama Supervisor
9. Inisial nama Kepala Departemen 10. Visa
11. Tanggal pembuatan
Pada bagian Sampul terdapat beberapa bagian, yaitu: a. Nomor urut modul
Menunjukkan nomor urut dari modul yang dibuat. Penomoran ini didasarkan pada urutan proses yang terdapat di dalam satu line produksi. Penomoran ini bertujuan agar mempermudah dalam melakukan penyimpanan modul.
SCM PROCESS-XX.YY MP FP-XX.YY
MP PROCESS-XX.YY
Tabel 4.1. Penomoran Modul
Pada penomoran modul, kata pertama menunjukkan nama departemen dari proses produksi. Nama departemen ditulis dalam huruf kapital. Sedangkan digit ‘XX’ menunjukkan nomor urut dari proses produksi yang terdiri dari dua digit. Digit ‘YY’ menunjukkan nomor revisi dari modul tersebut, yang terdiri dari dua digit.
b. Pembagian modul
Untuk pembagian modul dibuat berdasarkan penomoran simbol ‘MX’. Di mana ‘M’ merupakan pengertian dari Modul dan ‘X’ merupakan digit angka dari nilai 1 sampai 6. Semakin tinggi nilai digitnya, modul tersebut semakin mengarah ke hal-hal teknis, seperti pemecahan masalah, trouble shooting, dan lain-lain. Sedangkan untuk digit awal menunjukkan modul tersebut mengarah ke hal-hal operasional, seperti peralatan & perlengkapan, nama mesin, dan sebagainya. Oleh karena modul yang dibuat saat ini masih diperuntukkan bagi operator, maka pembagian modul hanya sampai bagian M2 sampai M4 saja. Penulisan bagian modul dibuat dengan huruf kapital dan dibuat dengan ukuran yang besar agar mudah dilihat. Penulisan bagian modul terletak di bagian kanan atas dari tiap bagian. Pembagian modul ini bertujuan untuk mengetahui peruntukan modul yang dibuat, apakah berisi hal-hal yang berhubungan dengan operasional, maupun berhubungan dengan hal-hal teknis.
c. Judul modul
Judul modul menunjukkan nama proses tersebut. Judul dibuat dengan huruf kapital dan ditulis dengan ukuran besar agar mudah dilihat dan dibaca.
d. Nama departemen
Nama departemen menunjukkan departemen di mana proses tersebut berada. Sama seperti judul modul, nama departemen juga ditulis dengan huruf kapital dan ditulis dengan ukuran besar agar mudah dilihat dan dibaca.
e. Nama modul proses
Nama modul proses menunjukkan modul proses yang dibuat. Nama modul ditulis dengan huruf kapital.
f. Versi modul
Versi modul ditulis dalam bentuk angka. Sebagai contoh, untuk versi awal ditulis dalam bentuk ‘Version: 1.0’. Untuk selanjutnya jika dilakukan pembuatan modul berikutnya, maka versi judul juga akan berubah mengikuti penomoran versi dari modul awal.
g. Nomor halaman
Tiap halaman dalam modul diberi nomor untuk memudahkan dalam membacanya. Untuk penomoran halaman terdiri dari nomor halaman tersebut beserta jumlah halaman keseluruhan dari modul tersebut. Contoh nomor halaman ditulis: ’12 dari 132’. Digit pertama menunjukkan nomor halaman tersebut, sedangkan digit kedua menunjukkan jumlah halaman dari modul proses.
h. Inisial nama Supervisor
Modul yang dibuat berdasarkan atas persetujuan dari Supervisor yang menangani proses dari modul. Supervisor bertanggung jawab dan mengarahkan dalam pembuatan modul ini. Supervisor merupakan pihak yang membantu dalam menjelaskan mengenai proses produksi yang dibuat modulnya. Nama Supervisor ditulis dalam bentuk inisial yang terdiri dari tiga huruf dan ditulis dalam bentuk huruf kapital. Contoh penulisan: ‘ARS’, ‘IVE’, ‘ANG’, dan sebagainya.
i. Inisial nama Kepala Departemen
Modul yang telah selesai dibuat nantinya akan diserahkan kepada Kepala Departemen untuk dicek. Sama seperti nama Supervisor, nama Kepala Departemen juga ditulis dalam bentuk inisial yang terdiri dari tiga huruf dan ditulis dalam bentuk huruf kapital. Contoh penulisan: ‘UTS’, ‘AFZ’, ‘BUT’, dan sebagainya.
j. Visa
Modul yang telah dicek dan disetujui oleh Kepala Departemen akan ditanda tangani sebagai bukti bahwa modul tersebut telah benar dan sesuai dengan prosedur.
k. Tanggal pembuatan
Merupakan tanggal pembuatan dari modul yang dibuat. Contoh ditulis dalam bentuk: ’6 May 05’. Digit pertama menunjukkan tanggal pembuatan, kemudian bulan pembuatan, dan terakhir menunujukkan tahun pembuatan.
2. Daftar Isi
Pada bagian Daftar Isi memuat mengenai: a. Description
Terdiri dari judul bagian dalam modul, seperti Pendahuluan, Monitor Kualitas, Lampiran, dan seterusnya.
b. Modul
Merupakan pembagian modul berdasarkan judul bagian dan peruntukannya.
c. Page
Memuat nomor halaman dari tiap bagian dalam modul.
3. Kata Pengantar
Gambar 4.18. Bagian Kata Pengantar
Merupakan kata pembuka dalam membaca modul ini. Di dalam Kata Pengantar termuat peruntukan bagi operator yang menangani proses yang bersangkutan. Kata Pengantar dikutip dari modul lama, dengan sedikit perubahan pada tata bahasa, format penulisan, serta pengaturan pada kata-kata yang terdapat di modul. Di dalam Kata Pengantar juga tercantum tujuan dari isi modul, untuk siapa modul ini ditujukan dan peruntukan bagaimana mengoperasikan peralatan yang berhubungan dengan proses produksi yang ada di dalam modul ini.
4. Pendahuluan
Gambar 4.19. Bagian Pendahuluan
Pada bagian inti, yaitu mulai dari Pendahuluan hingga Lampiran terpisahkan oleh satu halaman judul mengenai bagian yang dibahas. Hal ini bertujuan untuk memudahkan dalam membedakan antara bab satu dengan bab lainnya. Pada halaman judul juga terdapat bagian modul ‘MX’ di kanan atas yang menunjukkan pembagian isi dari modul tersebut. Untuk isi dari bagian Pendahuluan diambil dari modul lama, buku panduan mengenai proses yang bersangkutan, serta dari sumber-sumber lainnya.
5. Blok Diagram
Blok diagram sebelumnya yang telah dibuat, dicantumkan pada bagian Blok Diagram. Pembuatan blok diagram dibuat dengan ringkas namun tetap menunjukkan proses produksi yang dibicarakan dengan tetap menampilkannya secara lengkap dan mudah dipahami.
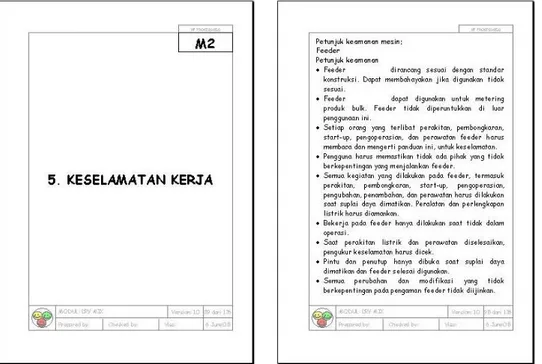
6. Perlengkapan & Peralatan
Gambar 4.21. Bagian Perlengkapan & Peralatan
Bagian Perlengkapan & Peralatan juga dikutip dari modul lama, buku panduan mengenai proses yang bersangkutan, serta dari sumber-sumber lainnya. Hanya saja yang ditulis pada bagian ini terutama yang berhubungan secara langsung dengan proses, seperti nama mesin, fungsi mesin, dan lainnya dengan disertai foto-foto dan gambar yang menunjukkan peralatan & perlengkapan yang dimaksud.
7. Cara Mengoperasikan
Untuk bagian Cara Mengoperasikan diambil dari modul lama dan juga dari data SOP (Standard Operating Procedure). SOP merupakan prosedur baku dalam mengerjakan proses yang terdapat di line produksi. Di dalam SOP termuat langkah-langkah dalam melakukan prosedur yang benar dan tepat sesuai dengan kriteria dan standar dalam PT “X”.
Gambar 4.22. Bagian Cara Mengoperasikan
Data SOP yang telah ada hanya dicantumkan ke dalam modul dengan dilakukan sedikit perubahan pada penulisan dan kata-kata yang digunakan dibuat mudah untuk dimengerti. Bagian ini juga disertai foto-foto dan gambar yang menunjukkan aktivitas yang dilakukan dan juga keterangan-keterangan lainnya.
8. Keselamatan Kerja
Bagian Keselamatan Kerja juga dikutip dari modul lama untuk penanganan keselamatan kerja secara umum, misalnya peralatan pemadam kebakaran dan
hand sanitizer. Untuk keselamatan kerja secara spesifik, yaitu yang berhubungan dengan mesin dan peralatan tertentu, bahan diambil dari buku panduan mengenai keselamatan kerja. Pada bagian ini juga disertai dengan foto dan gambar yang mendeskripsikan cara dan peralatan yang dimaksud untuk membuat operator lebih cepat memahami dan mengerti mengenai bagian yang dimaksud.
9. Monitor Kualitas
Gambar 4.24. Bagian Monitor Kualitas
Data Agenda QMS yang telah dibuat merupakan isi dari bagian Monitor Kualitas. Penulisan Agenda QMS dibuat lebih sederhana dan menarik sehingga akan mempermudah dalam pemahaman. Pada bagian Monitor Kualitas juga ditampilkan foto-foto dan gambar mengenai monitor kualitas yang dimaksud. Pemberian foto dan gambar ini selain mempermudah pemahaman, juga dapat membuat modul yang dibuat menjadi menarik, sehingga operator akan tertarik untuk membacanya.
10. Cleaning & Maintenance
Gambar 4.25. Bagian Cleaning & Maintenance
Bagian ini didapat dari data modul lama dan juga dari buku panduan yang menjelaskan mengenai prosedur dalam melakukan pembersihan dan perawatan terhadap mesin dan peralatan. Dan juga disertai dengan peralatan umum dalam melakukan pembersihan dan perawatan, seperti sapu, sikat,
vacuum cleaner, dan sebagainya. Bila perlu dicantumkan pula foto dan gambar yang menunjukkan obyek yang dimaksud.
11. Lampiran
Di bagian Lampiran termuat mengenai lampiran yang digunakan operator dalam melakukan tugasnya dalam menjalankan proses produksi. Lampiran dapat berupa record dan sheet yang ada di tiap line produksi. Selain itu data Agenda QMS dapat juga dilampirkan pada bagian ini. Pada bagian Lampiran ini hanya dicantumkan lampiran yang dapat membantu operator dalam mengisi record dan sheet yang diperlukan dalam menjalankan prosedur pengoperasian peralatan dan perlengkapan yang ada di lantai produksi. Sedangkan Agenda QMS berfungsi sebagai pedoman dalam melakukan monitor kualitas.