PENGENDALIAN PERSEDIAAN BAHAN BAKAR MINYAK
HIGH SPEED DIESEL PT PERTAMINA PATRA NIAGA
DENGAN METODE ECONOMIC ORDER QUANTITY
LAPORAN KERJA PRAKTIK
Oleh:
Mutia Zahvira Ridwan
102416027
PROGRAM STUDI TEKNIK LOGISTIK
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PERTAMINA
AGUSTUS 2019
ii HALAMAN PENGESAHAN
Laporan Kerja Praktik (KP) yang diajukan oleh:
Nama : Mutia Zahvira Ridwan
NIM : 102416027
Program Studi : Teknik Logistik
Fakultas : Teknologi Industri
Perusahaan/Institusi : PT Pertamina Patra Niaga Tanggal Pelaksanaan KP : 10 Juni 2019 - 15 Agustus 2019 dengan judul:
PENGENDALIAN PERSEDIAAN BAHAN BAKAR MINYAK HIGH SPEED DIESEL PT PERTAMINA PATRA NIAGA DENGAN METODE ECONOMIC ORDER QUANTITY telah disetuji dan disahkan pada,
Hari :
Tanggal :
Disetujui oleh,
` Dosen Pembimbing KP
Nur Layli Rachmawati, S.T., M.T. NIP. 11062
Pembimbing Instansi
Firman Ferdiansyah NIP. 39020206
Mengetahui,
Ketua Program Studi Teknik Logistik
Dr. Eng. Iwan Sukarno. ST, M.Eng NIP. 116128
iii KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas kehadiratnya yang telah melimpahkan rahmat dan hidayahnya karena telah memberikan kesempatan kepada penulis dalam menyelesaikan laporan kerja praktik yang berjudul “Pengendalian Persediaan Bahan Bakar Minyak High Speed Diesel di PT Pertamina Patra Niaga dengan Metode Economic Order Quantity”. Tempat pelaksanaan kerja praktik ini dilakukan pada PT Pertamina Patra Niaga yang bertempat di Wisma Tugu II Lantai 2, JL. HR. Rasuna Said, Kavling C7-9, Kuningan, RT.3/RW.1, Karet, Kuningan, Daerah Khusus Ibukota Jakarta 12920. Pelaksanaan kerja praktik ini memiliki maksud dan tujuan bagi penulis untuk menambah wawasan, menambah pengalaman bekerja, mendalami teori yang pernah didapatkan berkaitan dengan pengendalian persediaan, dan merupakan salah satu syarat kelulusan yang harus ditempuh penulis dengan bobot 2 sks.
Laporan kerja praktik ini dapat diselesaikan berkat bantuan dan arahan dari berbagai pihak. Oleh karena itu, penulis mengucapkan terima kasih kepada Bapak Adi Riyanto selaku manajer departemen
VHS Operation dan Ibu Estin Umay selaku Human Capital yang telah memberikan izin dan
kesempatan untuk melaksanakan kerja praktik di PT Pertamina Patra Niaga dan fungsi terkait, Bapak Firman Ferdiansyah selaku pembimbing instansi, Mbak Meliza Fitrina selaku pendamping selama pelaksanaan kerja praktik, Bapak Joko, Bapak Budi dan Bapak Edi selaku pendamping saat kunjungan lapangan ke Dipo Lokomotif Jatinegara, serta pekerja atau karyawan yang berada di divisi terminal storage yang melancarkan kegiatan pengumpulan data selama pelaksanaan kerja praktik di kantor, Ibu Nur Layli Rachmawati sebagai dosen pembimbing yang memberikan saran dan masukan untuk penulisan laporan, kedua orang tua dan keluarga yang selalu memberikan dukungan dan doa, serta teman-teman kerja praktik Universitas Pertamina di PT Pertamina Patra Niaga yang telah memberikan dukungan dan bantuan baik dari penelitian langsung hingga penyusunan laporan. Penulis berharap laporan kerja praktik ini dapat sepenuhnya dipahami bagi pembaca. Selain itu, penulis mengetahui bahwa laporan yang dibuat belum sepenuhnya sempurna karena adanya keterbatasan pengetahuan dan pengalaman dalam bidang penelitian. Oleh karena itu, penulis dengan sangat terbuka menerima masukan berupa saran dan kritik yang bersifat membangun.
Jakarta, 18 Oktober 2019
iv ABSTRAK
Penelitian ini membahas mengenai pengendalian persediaan BBM High Speed Diesel yang digunakan untuk lokomotif. Pengendalian persediaan sangat penting bagi perusahaan. Apabila dalam membuat kebijakan pemesanan untuk persediaan tidak mempertimbangkan sisi ekonomis dan jumlahnya bervariasi, maka akan timbul biaya lainnya sehingga perusahaan hilang kesempatan untuk mendapatkan keuntungan. Pada bulan Juni 2019 menunjukkan jumlah pemesanan yang dilakukan perusahaan masih bervariasi. Oleh karena itu, tujuan penelitian ini adalah menentukan jumlah pesanan yang ekonomis dengan menggunakan metode Economic Order Quantity (EOQ) dan membandingkan total inventory cost perushaan ketika menerapkan metode ini. Hasil dari penelitian ini adalah memberikan saran jumlah pemesanan yang optimum dengan biaya minimal. Penelitian ini menunjukkan bahwa dengan menerapkan metode EOQ perusahaan dapat meminimasi total biaya persediaan sebesar 28% dari total sebelumnya untuk bulan Juni 2019.
v ABSTRACT
This study discusses about inventory control of high speed diesel fuel used for locomotive. Inventory control is an important task for companies. If they don’t consider the economic scale and have no standard for ordering policy (for example: the number of orders still varies) there are many costs that occur so they loss an opportunity to gain a profit for company. In June 2019 the data shown that the number of orders in company is still varied. Therefore, this study aims to determine the optimum number of orders using Economic Order Quantity (EOQ) in order to minimized the total inventory cost and compare them with the previous policy that company used. The results of this study propose the optimum number of order quantity in June 2019 with minimum cost. It’s shown if the company consider EOQ to determine the number of order quantity, it can reduce total inventory cost by 28% from before.
vi DAFTAR ISI
HALAMAN SAMPUL ... i
HALAMAN PENGESAHAN ... ii
KATA PENGANTAR ... iii
ABSTRAK ... iv
ABSTRACT ... v
DAFTAR ISI ... vi
DAFTAR TABEL ... viii
DAFTAR GAMBAR ... ix
BAB 1 Pendahuluan ... 1
1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 2
1.3 Tujuan ... 2
1.4 Waktu dan Tempat Pelaksanaan KP ... 2
1.5 Ruang Lingkup dan Batasan Masalah ... 2
1.6 Metodologi Penelitian ... 3
1.6.1 Diagram Alir Metodologi Penelitian ... 4
BAB 2 Gambaran Umum Perusahaan ... 5
2.1 Sejarah Singkat Perusahaan ... 5
2.2 Bidang Usaha Perusahaan ... 6
2.3 Visi dan Misi ... 7
2.4 Nilai Perusahaan ... 7
2.5 Struktur Organisasi ... 8
2.6 Penempatan Bagian Kerja Praktik ... 8
BAB 3 Landasan Teori ... 11
3.1. Konsep Persediaan ... 11
3.1.1. Pengertian Persediaan ... 11
3.1.2. Jenis Persediaan ... 11
3.1.3. Fungsi Persediaan ... 12
3.1.4. Biaya dalam Persediaan ... 12
3.2. Economic Order Quantity (EOQ) ... 13
3.2.1. Perhitungan EOQ ... 13
3.2.2. Asumsi dalam EOQ ... 14
3.2.3. Persediaan Pengaman / Safety Stock ... 14
3.2.4. Titik Pemesanan Kembali / Reorder Point ... 14
3.2.5. Total Biaya Persediaan / Total Inventory Cost ... 14
BAB 4 Studi Kasus ... 15
4.1. Deskripsi Umum VHS Pertamina PN untuk PT Kereta Api Indonesia ... 15
4.2. Proses Pengelolaan Persediaan BBM di Dipo Lokomotif Jatinegara... 15
4.3. Penentuan Jumlah Pemesanan Perusahaan ... 17
BAB 5 Hasil Kerja Praktik ... 19
5.1. Pengumpulan Data ... 19
5.1.1 Data Permintaan ... 19
5.1.2 Data Biaya Pemesanan (RC) ... 19
5.1.3 Data Biaya Simpan (HC) ... 20
5.2. Pengolahan Data ... 20
5.2.1. Perhitungan Jumlah Pemesanan Menggunakan EOQ ... 21
vii
5.2.3. Perhitungan Reorder Point (ROP) ... 22
5.1.4 Perhitungan Total Inventory Cost (TIC) ... 23
5.3. Analisis dan Perbandingan Hasil Pengolahan Data ... 23
BAB 6 Kesimpulan dan Saran ... 25
6.1 Kesimpulan ... 25
6.2 Saran ... 25
DAFTAR PUSTAKA ... 27 LAMPIRAN
viii DAFTAR TABEL
Tabel 1 Data Throughput Bulan Maret-Juni 2019 ... 17
Tabel 2 Data Biaya Pemesanan ... 19
Tabel 3 Tabel Perhitungan Biaya Tenaga Kerja (Full Lembur) ... 20
Tabel 4 Data Biaya Simpan ... 20
Tabel 5 Parameter Perhitungan EOQ ... 21
Tabel 6 Deviasi Penyaluran BBM HSD Bulan Juni 2019 ... 22
ix DAFTAR GAMBAR
Gambar 1 Metodologi Penelitian ... 4
Gambar 2 Perubahan Nama Perusahaan ... 5
Gambar 3 Logo Perusahaan ... 5
Gambar 4 Struktur Organisasi Perusahaan ... 8
Gambar 5 Struktur Organisasi Divisi Terminal Storage Fuel and Gas ... 9
Gambar 6 Pola Distribusi BBM (a) Single Handling (b) Double Handling ... 10
1 BAB 1 Pendahuluan
Bagian pertama adalah pendahuluan yang terdiri dari gambaran umum mengenai acuan penelitian yang sesuai berdasarkan judul ini. Pada pendahuluan ini dibagi menjadi 6 (enam) bagian yaitu latar belakang masalah, pembuatan rumusan masalah, menetapkan tujuan, tempat dan waktu pelaksanaan kerja praktik, ruang ligkup dan batasan dalam penelitian ini, dan metodologi yang digunakan. 1.1 Latar Belakang
Persediaan terdiri dari barang dan bahan baku yang disimpan oleh suatu perusahaan. Barang-barang yang disimpan ini akan digunakan oleh perusahaan untuk penggunaan di masa selanjutnya. Semua perusahaan menyimpan persediaan, sebagai contoh sebuah pabrik menyimpan bahan baku untuk kebutuhan dalam memproduksi produk-produknya (Waters, 2003). Oleh karena itu, dapat dikatakan persediaan berperan penting bagi suatu perusahaan dalam menjalankan aktivitasnya.
Kegiatan yang sulit menyangkut persediaan pada suatu perusahaan adalah ketika menentukan jumlah stok yang harus disimpan. Perusahaan seringkali menyimpan stok dalam jumlah besar untuk menghindari adanya kekurangan stok (stock out) ketika ada permintaan dari pelanggan. Alasan perusahaan menyimpan stok di gudang sebagai penyangga adalah untuk menghindari adanya permintaan yang diluar ekspektasi perusahaan dan menghindari adanya keterlambatan pengiriman produk ke pelanggan. Ketika perusahaan tidak dapat memenuhi permintaan pelanggan karena kurangnya stok yang dimiliki perusahaan, maka hal tersebut dapat berdampak kepada hilangnya kepercayaan pelanggan pada perusahaan dan hilangnya kesempatan perusahaan untuk mendapatkan keuntungan. Namun, apabila perusahaan menyimpan jumlah stok dalam jumlah yang sangat besar dan mengendap terlalu lama dalam gudang penyimpanan, maka terdapat biaya tambahan yang timbul seperti biaya penyimpanan dan perawatan. Oleh karena itu, untuk menghindari adanya biaya tambahan tersebut, maka perusahaan perlu mengandalikan persediaannya dengan benar. Kegiatan pengendalian persediaan tersebut meliputi penetapan kebijakan pemesanan seperti jumlah barang yang harus dipesan dan kapan pemesanan kembali dilakukan (Wisono,2011). Hal tersebut sangat perlu diperhatikan agar dapat menghindari adanya kekurangan stok. Namun, dalam menetapkan kebijakan pemesanan, perusahaan perlu memerhatikan jumlah stok yang dipesan agar dapat meminimasi biaya yang dikeluarkan.
PT Pertamina Patra Niaga (Pertamina PN) merupakan salah satu anak perusahaan PT Pertamina (PERSERO) yang bergerak di bidang usaha sektor hilir industri minyak dan gas. Salah satu kegiatan bisnis Pertamina PN berkaitan dengan perdagangan dan pengelolaan BBM. Dalam pengelolaan BBM, perusahaan mengelola stok BBM pelanggan yaitu bahan bakar untuk Pertamina EP, Kereta Api Indonesia (KAI), dan untuk industri. Perusahaan-perusahaan tersebut memberikan kepercayaannya kepada Pertamina PN untuk melakukan pengadaan sarana penunjang, pengadaan bahan bakar minyak, dan mengelola stoknya agar tetap selalu ada sehingga aktivitas perusahaan tersebut dapat berjalan dengan lancar dan fokus pada inti bisnis perusahaannya. Sebagai perusahaan yang menawarkan jasa pengelolaan stok kepada pelanggan, Pertamina PN perlu memerhatikan cara mengendalikan persediaan yang tepat agar terhindar dari kekurangan stok dan dapat meminimasi total biaya persediaan yang dikeluarkan.
2 Berdasarkan latar belakang di atas, penulis berminat untuk menganalisis pengendalian stok BBM khususnya pada KAI untuk lokasi Dipo Lokomotif Jatinegara, karena untuk beroperasi lokomotif memerlukan bahan bakar High Speed Diesel (HSD) sebagai penggerak kereta api. Tujuan analisa pengendalian persediaan ini untuk menentukan kebijakan pemesanan yang dapat meminimasi total biaya persediaan yang dikeluarkan oleh perusahaan, kemudian akan dibandingkan dengan kebijakan pemesanan yang sebelumnya telah diterapkan oleh perusahaan. Metode Economic Order Quantity (EOQ) merupakan metode yang tepat digunakan pada penelitian ini, karena metode ini memiliki tujuan untuk menentukan ukuran pemesanan dengan meminimalkan biaya persediaan (Pulungan & Fatma, 2018).
1.2 Rumusan Masalah
Berdasarkan latar belakang di atas, berikut adalah perumusan masalah dari penelitian ini: 1. Berapa jumlah pemesanan BBM HSD yang seharusnya dipesan oleh PT Pertamina PN? 2. Kapan PT Pertamina PN harus melakukan pemesanan kembali?
3. Bagaimana perbandingan total biaya persediaan yang dikeluarkan untuk pemesanan BBM HSD berdasarkan perhitungan perusahaan dan ketika menggunakan metode EOQ?
1.3 Tujuan
Adapun tujuan dari penelitian pengendalian persediaan BBM HSD pada PT Pertamina PN adalah sebagai berikut:
1. Menyarankan pada PT Pertamina PN berapa besar persediaan BBM yang harus diminta dengan mempertimbangkan kapasitas tangki penyimpanan dan kapasitas mobil tangki yang digunakan.
2. Menentukan kapan PT Pertamina PN harus melakukan pemesanan BBM kembali berdasarkan reorder point.
3. Membuktikan dengan menggunakan perhitungan EOQ PT Pertamina PN dapat menghemat total biaya persediaan yang dikeluarkan.
1.4 Waktu dan Tempat Pelaksanaan KP
Pelaksanaan kegiatan kerja praktik ini mahasiswa bekerja selama 2 bulan, yaitu terhitung pada: Tanggal : 10 Juni 2019 - 15 Agustus 2019
Lokasi : Kantor Pusat PT Pertamina Patra Niaga, Wisma Tugu II, Jl. HR. Rasuna Said Kav. C7-9 Setiabudi, Kuningan, Jakarta Selatan.
1.5 Ruang Lingkup dan Batasan Masalah
Objek yang digunakan untuk penelitian ini adalah studi kasus di PT Pertamina PN mengenai pengendalian stok atau persediaan BBM HSD untuk Dipo Lokomotif Jatinegara. Adapun batasan masalah pada penelitian ini sebagai berikut:
1. Penelitian dilakukan di Departemen Vendor Held Stock Operations
2. Data yang ditampilkan adalah data Laporan Penerimaan, Penimbunan, dan Penyaluran (LPPP) bulan Juni 2019
3. Persediaan yang diamati adalah persediaan BBM pelanggan yaitu KAI yang dikelola oleh PT Pertamina PN berlokasi di Dipo Lokomotif Jatinegara
3 4. Jenis BBM yang dijadikan amatan adalah jenis bio solar / HSD
5. Metode yang digunakan dalam penyelesaian masalah adalah metode EOQ 1.6 Metodologi Penelitian
Penelitian ini menggunakan metode penelitian kuantitatif, karena dalam proses penelitian ini dilakukan berdasarkan tahapan-tahapan sesuai dengan prosedur yang telah dibuat penulis sebelum melakukan penelitian. Selain itu, dalam penelitian ini melibatkan perhitungan atau kuantifikasi data, yang kemudian hasil dari perhitungan atau pengolahan data tersebut akan dianalisis. Di bawah ini adalah penjelasan mengenai prosedur dan teknik pengumpulan data untuk melakukan penelitian:
1. Penentuan Topik Penelitian
Langkah utama dalam menentukan topik penelitian adalah mencari jurnal untuk memunculkan ide dan topik apa yang akan diambil dalam penelitian. Dalam penelitian ini, topik yang digunakan adalah pengendalian persediaan bahan bakar minyak HSD.
2. Menentukan Tujuan Penelitian
Setelah mengetahui dan menentukan topik penelitian, kemudian dilakukan perumusan masalah dan menentukan tujuan dari penelitian ini. Tujuan dari penelitian ini adalah untuk membandingkan kebijakan pengendalian persediaan perusahaan dengan kebijakan ketika menerapkan metode EOQ, yang dapat meminimasi biaya-biaya terkait penyimpanan dan pemesanan. Setelah mengetahui tujuan tersebut, maka perlu mempelajari dasar-dasar teori yang mendukung penelitian.
3. Pengumpulan Data
Data yang diperlukan dalam penelitian ini didapatkan dengan beberapa teknik pengumpulan data, seperti yang dijelaskan di bawah ini, yaitu:
Wawancara
Teknik ini digunakan untuk mendapatkan informasi mengenai data atau alur proses kerja perusahaan langsung dari sumbernya. Wawancara dilakukan secara langsung di PT Pertamina Patra Niaga kepada beberapa pekerja di bagian terkait dan kepada operator lapangan di Dipo Lokoomotif Jatinegara. Data-data yang berkaitan dengan perusahaan yaitu pengenalan profil perusahaan dan proses kerja PT Pertamina Patra Niaga, penjelasan mengenai proses penerimaan, penimbunan, dan penyaluran BBM ke Kereta Api, serta keadaan lapangan saat ini.
Pengamatan Langsung / Observasi dan Dokumentasi
Observasi dilakukan di lapangan, yaitu pada Dipo Lokomotif Jatinegara yang merupakan salah satu tempat yang dikelola oleh PT Pertamina Patra Niaga (Tim VHS Operation) mulai dari penerimaan, status stok, dan penyaluran BBM ke Kereta Api serta sarana fasilitas. Dalam kegiatan pengamatan langsung ini adapun hal-hal yang bisa diamati, yaitu proses penerimaan BBM HSD dari mobil tangki hingga disalurkan ke tangki penyimpanan, proses penyaluran BBM dari tangki ke Kereta Api. Selain itu, dokumentasi diperlukan untuk melengkapi lampiran atau pembahasan untuk menunjukkan gambaran kegiatan dan alat yang berada di lapangan.
4. Olah Data dan Analisis Data
Data yang diolah didapatkan dari laporan penerimaan, penimbunan, dan penyaluran untuk lokasi Dipo Lokomotif Jatinegara bulan Juni tahun 2019 milik perusahaan. Kemudian, data tersebut akan diolah dengan menggunakan metode EOQ untuk menentukan jumlah
4 pemesanan yang optimal sehingga dapat meminimasi total biaya persediaan dibandingkan dengan kebijakan perusahaan. Kemudian, setelah membandingkan, akan diramalkan penggunaan BBM HSD untuk satu bulan kedepan dan menentukan kuantiti pemesanan. 5. Kesimpulan dan saran
Menyimpulkan hasil yang didapat dari penelitian ini sesuai dengan tujuan yang telah ditentukan serta memberikan saran untuk perusahaan maupun penulis dalam melakukan penelitian.
1.6.1 Diagram Alir Metodologi Penelitian
Mulai
Mencari jurnal
Menentukan topik penelitan
Menentukan rumusan masalah
Menentukan tujuan penelitian
Mempelajari teori dasar dari penelitian seperti metode EOQ
Mempelajari proses bisnis dan cara pengendalian persediaan
perusahaan
Mengumpulkan data
Proses penerimaan, penimbunan, dan penyaluran BBM HSD di Dipo Lokomotif Jatinegara
Historical data penggunaan BBM HSD serta biaya simpan dan biaya pesan
Melakukan pengolahan data dan menganalisa menggunakan
metode EOQ
Membuat kesimpulan penelitian dan saran Selesai Data LPPP (Laporan Penerimaan, Penimbunan dan Penyaluran) A A
5 BAB 2 Gambaran Umum Perusahaan
Pada bab 2 akan dijelaskan mengenai gambaran umum perusahaan yaitu tempat dilaksanakannya kerja praktik. Bab ini berisikan sejarah singkat PT Pertamina PN dan bidang usahanya, visi misi dari perusahaan serta nilai perusahaan dan struktur organisasi perusahaan, dan penempatan bagian kerja praktik yaitu di Divisi Terminal Storage Fuel and Gas.
2.1 Sejarah Singkat Perusahaan
PT Pertamina Patra Niaga adalah salah satu anak perusahaan PT Pertamina (Persero) yang dibentuk untuk menjalankan bidang usaha sektor hilir industri Minyak dan Gas (MIGAS) sesuai Undang-Undang Nomor 22 tahun 2001 Pasal 1. Kegiatan usaha sektor hilir meliputi 4 kegiatan yaitu, niaga, pengangkutan, penyimpanan, dan pengolahan. Sebelumnya, PT Pertamina Patra Niaga didirikan pada 27 Februari 1997 dengan nama PT ELNUSA HARAPAN. Tujuan diberdirikannya Perseroan ini adalah untuk meningkatkan nilai beberapa usaha PT ELNUSA.
Gambar 2 Perubahan Nama Perusahaan
Seiring dengan pergantian tahun, pada tahun 2011 satu per satu logo anak perusahaan PT Pertamina (Persero) yang bergerak di bidang Pemasaran dan Niaga mengalami perubahan termasuk nama perusahaan menjadi, PT Pertamina Patra Niaga. Nama Pertamina Patra Niaga merupakan kombinasi dari nama Pertamina dan Patra Niaga. Perubahan logo mencerminkan kemauan seluruh insan Patra Niaga yaitu untuk selalu tumbuh dan berkembang, serta menjadi yang terunggul. Selain itu, dengan perubahan logo ini diharapkan dapat memberikan layanan yang lebih fleksibel, lebih baik, dan harga lebih kompetitif. Tiga jajar genjang yang membentuk huruf P berwarna merah, biru, dan hijau pada logo perusahaan saat ini melambangkan gugusan pulau-pulau yang menyatukan Nusantara. Huruf P menunjukkan huruf pertama pada induk perusahaan Pertamina PN, yaitu Pertamina. Sedangkan jajar genjang merah dan hijau yang membentuk tanda panah menggambarkan visi perusahaan untuk melesat ke depan. Ketiga warna pada logo ini juga memiliki arti tersendiri: Warna merah menunjukkan keuletan, ketegasan, dan keberanian perusahaan dalam menghadapi tantangan, warna hijau menggambarkan sumber daya energi berwawasan lingkungan, dan yang terakhir warna biru melambangkan keandalan, dapat dipercaya, dan bertanggung jawab.
Gambar 3 Logo Perusahaan
PT Pertamina Patra Niaga 31 Januari 2012 - Saat ini PT Elnusa Harapan
Awal berdiri, 27 Februari 1997
PT Patra Niaga 14 Mei 2004
6 2.2 Bidang Usaha Perusahaan
Bidang usaha di Pertamina PN berdasarkan pada Anggaran Dasar Pertamina PN yang telah disesuaikan dengan Undang-Undang No. 40 tahun 2007 tentang Perseroan Terbatas, adalah menjalankan usaha-usaha dalam bidang jasa, perdagangan umum, dan industri. Oleh karena itu, perusahaan menjalankan beberapa kegiatan usaha, yaitu di bidang jasa, perdagangan, industri, serta produk dan jasa.
1. Bidang Jasa
Pertamina PN dalam melancarkan kegiatan usahanya menawarkan beberapa layanan kepada pengguna jasa, contoh kegiatan usahanya adalah jasa pengangkutan dan distribusi produk, jasa penyimpanan, pengelolaan, dan penyewaan tangki timbun, jasa penunjang dalam kegiatan industri MIGAS, jasa stasiun pengangkutan dan pengisian bulk elpiji, jasa pengisian LPG bottle, penyediaan jasa handling BBM, penyedia jasa EPC&M (Engineering, Procurement, Construction & Maintenance), penyedia jasa pengolahan, serta jasa penyediaan dan manajemen sumber daya manusia. Produk-produk yang ditangani tersebut antara lain seperti minyak bumi, gas bumi, BBM, minyak pelumas dan petrokimia, dan LPG.
2. Bidang Perdagangan
Sedangkan pada kegiatan perdagangan meliputi beberapa kegiatan seperti ekspor impor dan perdagangan hasil industri. Produk-produk tersebut diantaranya minyak bumi, BBM dan BBG, non BBM, LPG, minyak pelumas, bahan bakar padat, bahan kimia, barang-barang hasil industri kimia, dan barang-barang-barang-barang engineering.
3. Bidang Industri
Kegiatan yang dilakukan oleh Pertamina Patra Niaga dalam bidang industri contohnya seperti manufacturing petroleum industry, chemicals, oil and gas processing equipment, pengolahan pelat logam, penyambungan pipa MIGAS termasuk penyediaan prasarananya, pengolahan petrokimia termasuk pencampuran (blending) BBM, dan minyak pinyak pelumas.
4. Bidang Produk dan Jasa
Pada bidang produk dan jasa, dibagi lagi menjadi 4 bidang, meliputi:
a) Trading
Penjualan BBM Industri melalui direct selling dan keagenan. Kegiatan penjualan BBM merupakan kegiatan usaha utama perusahaan yang dijalankan melaui penjualan dan pendistribusian kepada pelanggan industri dan pertambangan.
b) Handling
Meliputi 3 macam kegiatan:
Pertama adalah jasa distribusi BBM Industri dari penjual atau seller ke tempat penyimpanan pelanggan.
Kedua adalah Vendor Held Stock (VHS), yaitu jasa distribusi BBM Industri dengan pengelolaan tangki dan stok pelanggan.
Ketiga adalah Fuel Management System yang kegiatannya serupa dengan VHS, namun hal yang membedakan adalah pendistribusian BBM hingga ke daily tank customer dan equipment.
c) Fleet Management
Terdapat 3 kegiatan, yaitu:
7 Jasa pengelolaan angkutan BBM ke Agen Premium dan Minyak Solar (APMS) Pengembangan jasa fleet management ke pelanggan lain.
d) Terminal Management
Terdiri dari 3 kegiatan, meliputi:
Kegiatan jasa pengelolaan operasi terminal BBM (penerimaan, penimbunan, dan penyaluran)
Jasa pengisian BBM secara otomatis (new gantry system) Jasa pengembangan terminal ke pelanggan lain.
2.3 Visi dan Misi
Visi dan misi PT Pertamina PN saat ini adalah sebagai berikut: 1. Visi
Menjadi Perusahaan Trading Energi dan Manajemen Logistik Kelas Dunia. 2. Misi
Memaksimalkan Value Chain Bisnis Energi Nasional dan Manajemen Logistik Skala Nasional dengan Menjalankan Perusahaan secara Dinamis, Profesional, dan Kompetitif. Adapun makna dari misi perusahaan sebagai berikut:
Mendukung upaya peningkatan market share fuel trading Pertamina Group melalui layanan total solusi untuk meningkatkan customer value.
Meningkatkan efisiensi perusahaan di segala lini.
Memiliki Sumber Daya Manusia yang profesional dan kompetitif dalam bidangnya serta memberikan kesejahteraan para pekerja.
Memiliki kemandirian keuangan untuk mendukung pencapaian profit perusahaan. Peningkatan asset mandiri untuk mendukung pencapaian profit perusahaan. Meningkatkan daya saing produk dengan memperoleh sumber yang kompetitif. 2.4 Nilai Perusahaan
PT Pertamina Patra Niaga berpegang teguh pada tata nilai perusahaan, yaitu “6C-SPIRIT”, yang memiliki arti sebagai berikut:
Clean (bersih)
Competitive (kompetitif)
Confident (percaya diri)
Customer focus (fokus pada pelanggan)
Commercial (komersial)
Capable (berkemampuan)
Sedangkan “SPIRIT” menggambarkan semangat perusahaan yang memiliki arti sebagai berikut:
Service excelence (tepat waktu, mutu, jumlah, tempat)
Pursue growth and market aggressively (meningkatkan pangsa pasar dan peluang bisnis)
Innovative and competitive (mengembangkan gagasan baru dan daya saing)
Risk awareness (mengelola resiko)
Integrity (menjunjung nilai kejujuran)
8 2.5 Struktur Organisasi
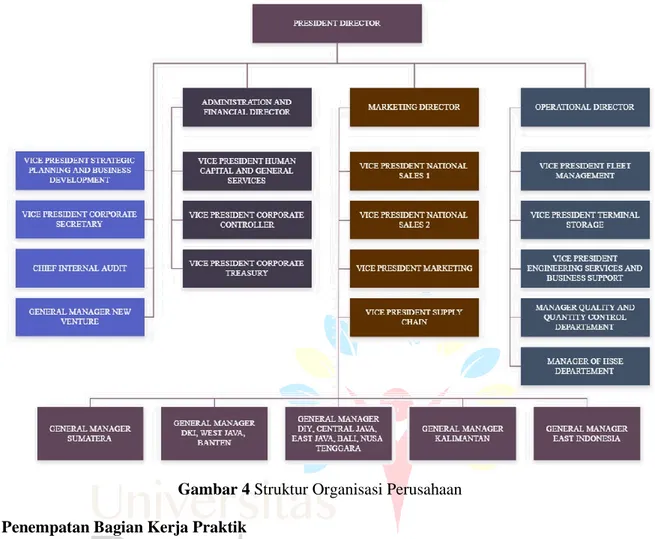
Adapun bentuk struktur organisasi perusahaan per 31 Desember 2018, sebagai berikut:
Gambar 4 Struktur Organisasi Perusahaan 2.6 Penempatan Bagian Kerja Praktik
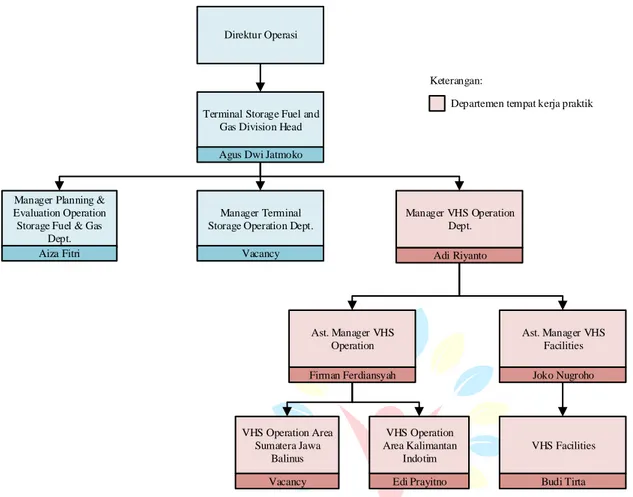
Berdasarkan topik yang diambil oleh penulis yaitu pengendalian persediaan BBM, maka merajuk pada gambar 4 struktur organisasi perusahaan penulis ditempatkan di bagian Operasi pada Divisi Terminal Storage Fuel and Gas. Divisi tersebut kemudian dibagi lagi menjadi beberapa departemen berdasarkan kegiatannya, yaitu:
1. Departemen Planning and Evaluation Operation Storage Fuel and Gas 2. Departemen Terminal Storage Operation
3. Departemen VHS Operation
Penulis dalam melaksanakan kegiatan kerja praktik ditempatkan pada departemen VHS Operation karena kegiatan di departemen ini berupa pengendalian stok BBM pelanggan serta pengelolaan fasilitas di lokasi penyimpanan.
VHS adalah sebuah jasa yang ditawarkan Pertamina PN kepada pelanggan dimana pihak pemasok BBM akan mengawasi status persediaan pelanggan, sehingga pelanggan tidak perlu melakukan proses pemesanan lagi. Pengertian lainnya, VHS merupakan kegiatan penjualan BBM baik milik Pertamina maupun Pertamina PN dengan menempatkan produk tersebut di lokasi pelanggan atas dasar kontrak yang telah disepakati. Stok yang ada di gudang penyimpanan pelanggan secara legal masih dimiliki oleh pemasok. Pemasok akan mengelola stok yang ada di gudang penyimpanan termasuk perhitungan persediaan yang harus dimiliki
9 oleh pelanggan sesuai dengan kontrak yang telah disepakati. Kemudian, kegiatan pembelian diakui ketika pelanggan memindahkan stok di gudang untuk digunakan atau dijual kembali.
Direktur Operasi
Terminal Storage Fuel and Gas Division Head
Agus Dwi Jatmoko
Manager Terminal Storage Operation Dept.
Vacancy Manager Planning &
Evaluation Operation Storage Fuel & Gas
Dept. Adi Riyanto Manager VHS Operation Dept. Aiza Fitri Joko Nugroho Ast. Manager VHS Facilities Firman Ferdiansyah Ast. Manager VHS Operation Budi Tirta VHS Facilities Edi Prayitno VHS Operation Area Kalimantan Indotim Vacancy VHS Operation Area Sumatera Jawa Balinus Keterangan:
Departemen tempat kerja praktik
Gambar 5 Struktur Organisasi Divisi Terminal Storage Fuel and Gas
Projek yang ditangani oleh VHS Pertamina PN saat ini terdapat 11 projek dengan total 84 lokasi dari Sabang sampai Merauke, yang terdiri dari 10 projek ditugaskan oleh Pertamina dan 1 projek langsung milik Pertamina PN. Projek ini berupa pengelolaan persediaan dan sarana fasilitas gudang yang dimiliki oleh pelanggan. Kemudian dalam pembagian lokasi VHS terbagi menjadi 5 region dari Sumatera hingga Papua.
Pembagian tugas dan tanggung jawab VHS dibagi menjadi dua, yaitu region dan pusat. Pada region terjadi operasional kegiatan sehari-hari dimana tugas OAM (Operations Area Manager) melakukan pemantauan dan mengontrol yang dilakukan oleh ketua projek atau CPM (Chief Project Management) pada kegiatan VHS yang telah direncanakan oleh pusat. Sedangkan, di pusat tim VHS Operation melakukan perencanaan dan evaluasi terhadap apa yang telah dilaksanakan di region dibantu oleh QQ, HSSE, dan Maintenance Engineering. Kemudian memberikan laporan hasil evaluasi tersebut kepada project owner (PSA).
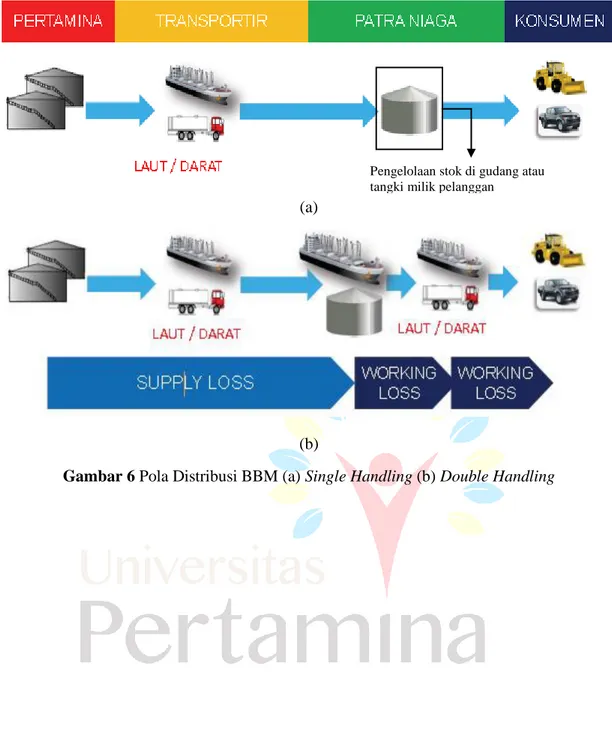
Pola distribusi BBM VHS dibagi menjadi dua, yaitu single handling dan double handling. Perbedaan dari pola disrtibusi tersebut adalah ketika Pertamina PN akan menyalurkan atau mengantarkan produk ke konsumen seperti pada gambar di bawah ini.
10 (a)
(b)
Gambar 6 Pola Distribusi BBM (a) Single Handling (b) Double Handling
Pengelolaan stok di gudang atau tangki milik pelanggan
11 BAB 3 Landasan Teori
Bab 3 menjelaskan mengenai teori-teori yang berkaitan dengan penulisan laporan “Pengendalian Persediaan Bahan Bakar Minyak High Speed Diesel PT Pertamina Patra Niaga Dengan Menggunakan Metode Economic Order Quantity.” dan metode yang digunakan dalam pengolahan data ini.
3.1. Konsep Persediaan
Pada bagian ini menjelaskan mengenai persediaan, jenis-jenis persediaan, fungsi persediaan, dan biaya dalam persediaan.
3.1.1. Pengertian Persediaan
Persediaan adalah suatu barang atau bahan yang disimpan dan akan digunakan atau disalurkan untuk suatu kegiatan bagi perusahaan (Riadi, 2018). Sedangkan menurut (Elsayed,1994) persediaan adalah suatu aktiva yang meliputi bararng atau bahan milik perusahaan dengan maksud untuk digunakan atau dijual. Setiap perusahaan yang menghasilkan suatu produk atau membutuhkan suatu bahan atau produk tertentu untuk kegiatannya pasti memiliki persediaan. Dengan tercukupinya stok persediaan perusahaan maka dapat dipastikan aktivitas atau kegiatan perusahaan akan berjalan dengan lancar. 3.1.2. Jenis Persediaan
Berdasarkan fisik menurut (Handoko, 1999), persediaan dapat dibagi menjadi beberapa jenis antara lain:
1. Persediaan bahan baku (raw materials)
adalah persediaan yang memiliki wujud dan digunakan untuk input dalam menghasilkan suatu barang atau melakukan proses produksi (contoh: kayu dibutuhkan sebagai persediaan untuk membuat meja).
2. Persediaan komponen rakitan (components)
adalah persediaan untuk barang yang tersusun dari beberapa komponen-komponen. Komponen ini dapat diperoleh dari perusahaan lain yang kemudian akan dirakit untuk menghasilkan suatu produk.
3. Persediaan bahan pembantu (supplies)
adalah persediaan barang yang diperlukan dalam proses produksi, namun tidak termasuk dalam komponen produk jadi. (contoh: paku untuk membuat meja).
4. Persediaan dalam proses (work in process)
adalah persediaan barang keluaran dari setiap proses produksi tetapi akan diproses lebih lanjut untuk menjadi produk akhir. (contoh: kaki-kaki meja yang kemudian akan diproses kembali untuk digabungkan menjadi meja seutuhnya).
5. Persediaan barang jadi (finished goods)
adalah persedian barang yang telah selesai diproduksi atau diproses dan siap untuk dijual atau dikirimkan kepada pelanggan yang membutuhkan.
12 Persediaan yang dimaksud dalam penelitian ini adalah tergolong persediaan barang jadi, yaitu bahan bakar minyak HSD, karena produk ini siap untuk dijual atau dengan kata lain disalurkan ke kereta api dalam memenuhi permintaan pihak KAI.
3.1.3. Fungsi Persediaan
Menurut (Bay & Barry, 2005), terdapat tiga jenis persediaan yang dibagi berdasarkan fungsinya:
1. Lot size
adalah persediaan yang diadakan dalam volume besar dari yang dibutuhkan saat itu. Persediaan lot size perlu mempertimbangkan penghematan biaya, karena dalam pembeliannya, kuantitas yang dipesan lebih besar.
2. Fluctuation stock
adalah persediaan yang diadakan untuk menghadapi adanya permintaan yang tidak bisa diprediksikan sebelumnya.
3. Anticipation stock
adalah persediaan yang diadakan untuk mengantisipasi pengaruh musim.
Selain itu, terdapat fungsi persediaan dalam memenuhi kebutuhan perusahaan menurut (Waters,1996), antara lain:
1. Sebagai antisipasi dalam menghadapi situasi ketika pengiriman produk terlambat 2. Mengatasi resiko kerusakan atau kesalahan saat pengiriman, sehingga produk perlu
dikembalikan
3. Persiapan dalam menghadapi situasi ketika hagra produk mengalami peningkatan 4. Sebagai antisipasi agar perusahaan tidak kesulitan bahan atau produk tersebut tidak
tersedia pada pasaran
5. Memberikan pelayanan kepada pelanggan karena adanya persediaan barang yang diperlukan
6. Mendapatkan keuntungan dari pembelian berdasarkan potongan kuantitas 3.1.4. Biaya dalam Persediaan
Biaya dalam persediaan adalah biaya yang timbul akibat mengadakan persediaan. Menurut (Zulfikarijah, 2005), biaya persediaan adalah semua biaya yang dikeluarkan dan kerugian akibat adanya persediaan. Pada pengelolaan persediaan terdapat dua jenis biaya yang dipertimbangkan, yaitu biaya pemesanan (ordering cost) dan biaya penyimpanan (carrying cost) (Harjito & Martono, 2007).
1. Biaya Pesan
Biaya pesan (Ordering Cost) adalah biaya yang timbul akibat melakukan pemesanan suatu produk atau barang. Contoh biaya yang terkait untuk melakukan pemesanan diantaranya:
a) Biaya administrasi, adalah biaya yang dikeluarkan oleh perusahaan untuk mencetak per lembar dokumen untuk purchase order dan perlengkapan lainnya yang dibutuhkan untuk administrasi, salah satu contohnya adalah biaya untuk ATK.
b) Biaya telepon, adalah biaya yang dikeluarkan ketika perusahaan menggunakan telepon untuk melakukan pemesanan.
13 c) Biaya pengiriman permintaan, adalah biaya yang dikeluarkan untuk mengirimkan
permintaan dari supplier ke gudang. 2. Biaya Simpan
Biaya simpan (Carrying Cost) adalah biaya yang dikeluarkan perusahaan akibat menyimpan produk atau barang yang dibeli pada gudang penyimpanan sepanjang waktu tertentu. Contoh biaya penyimpanan adalah sebagai berikut:
a) Biaya pemeliharan atau maintenance, adalah biaya yang timbul atas pemeliharaan dan perawatan pada gudang penyimpanan.
b) Biaya tenaga kerja, adalah biaya yang dikeluarkan perusahaan untuk pekerja yang bertugas di gudang.
c) Biaya listrik, adalah biaya yang dikeluarkan perusahaan untuk menghidupkan listrik selama kegiatan operasional perusahaan di gudang berlangsung.
3.2. Economic Order Quantity (EOQ)
EOQ adalah salah satu metode yang digunakan dalam menentukan jumlah produk dalam satu kali pesan dengan biaya yang dikeluarkan seminimum mungkin, yaitu seperti biaya pemesanan dan biaya penyimpanan (Garrison, 1997). Adapun beberapa hal yang perlu diperhatikan ketika menentukan jumlah pesanan EOQ adalah sebagai berikut:
1. Permintaan (D)
Jumlah rata-rata permintaan dalam unit per tahun. 2. Biaya pemesanan (RC)
Biaya setiap melakukan pemesanan yang dibayar persekali pesan. 3. Biaya simpan (HC)
Biaya yang dikeluarkan untuk mengelola atau menyimpan persediaan. 4. Jumlah yang dipesan (Q)
Jumlah ukuran pesanan yang ekonomis. 5. Total biaya persediaan (TIC)
Biaya yang dikeluarkan untuk melakukan pemenuhan demand atau permintaan. 3.2.1. Perhitungan EOQ
Persediaan sangat penting bagi perusahaan untuk memenuhi permintaan. Oleh karena itu, untuk mendapatkan jumlah persediaan optimal yang harus dipesan dengan meminimumkan biaya penyimpanan dan biaya pemesanan, maka dapat dihitung dengan menggunakan rumus EOQ sebagai berikut:
𝐸𝑂𝑄 = √2 × 𝑅𝐶 × 𝐷 𝐻𝐶
Keterangan: RC = Biaya pesan
D = Permintaan dalam suatu periode HC = Biaya simpan
14 3.2.2. Asumsi dalam EOQ
Asumsi yang digunakan ketika akan menggunakan metode ini antara lain: 1. Permintaan tetap dan terus menerus.
2. Harga per unit barang adalah konstan.
3. Lead time atau waktu pemesanan sampai ke perusahaan diketahui tetap.
4. Biaya penyimpanan dan biaya pemesanan produk konstan. 5. Tidak ada back order.
6. Produk atau barang bersifat independet atau tidak bergantung dengan produk lain (satu jenis).
3.2.3. Persediaan Pengaman / Safety Stock
Persediaan pengaman atau safety stock (SS) adalah persediaan pengaman yang disediakan perusahaan atau persediaan yang paling minimum untuk mengantisipasi stock out selama menunggu barang datang (Herjanto, 2008). Berikut adalah rumus perhitungan safety stock:
𝑆𝑎𝑓𝑒𝑡𝑦 𝑠𝑡𝑜𝑐𝑘 = 𝑍 × 𝜎 × √𝐿𝑇
Keterangan:
= Standar deviasi permintaan Z = Standar normal deviasiLT = Waktu tunggu atau lead time pengiriman 3.2.4. Titik Pemesanan Kembali / Reorder Point
Titik pemesanan kembali atau Reorder Point (ROP) menurut (Sjahrial, 2012) adalah jumlah persediaan yang harus ada ketika pemesanan kembali dilakukan. Titik ini merupakan acuan bagi perusahaan untuk melakukan pemesanan kembali agar dapat menggantikan persediaan yang telah digunakan.
𝑅𝑂𝑃 = (𝐿𝑇 × 𝑑) + 𝑆𝑆
Keterangan: d = Tingkat kebutuhan per unit waktu LT = Waktu tunggu atau lead time pengiriman SS = Safety Stock
3.2.5. Total Biaya Persediaan / Total Inventory Cost
Total biaya persediaan atau Total Inventory Cost (TIC) merupakan penurunan rumus EOQ, yaitu jumlah pemesanan yang paling ekonomis didapat saat komponen biaya persediaan (biaya pemesanan dan penyimpanan) berada pada satu titik singgung (Wisono, 2011). Berikut adalah rumus perhitungan total biaya persediaan:
𝑇𝐼𝐶 = 𝑇𝑅𝐶 + 𝑇𝐻𝐶 = (𝐷
𝑄× 𝑅𝐶) + (
𝑄
2× 𝐻𝐶)
Keterangan: TRC = Total biaya pemesanan THC = Total biaya penyimpanan
15 BAB 4 Studi Kasus
Pada bab ini akan dijelaskan mengenai studi kasus yaitu pengendalian persediaan BBM oleh Pertamina PN untuk Dipo Lokomotif Jatinegara. Studi ini akan digunakan untuk perbandingan kebijakan pemesanan dan biaya persediaan yang dikeluarkan perusahaan dengan ketika menggunakan metode EOQ. Oleh karena itu, bab ini berisikan deskripsi umum mengenai VHS Pertamina PN untuk PT Kereta Api Indonesia, proses pengelolaan persediaan di Dipo Lokomotif Jatinegara, dan contoh perhitungan penentuan jumlah pesanan.
4.1. Deskripsi Umum VHS Pertamina PN untuk PT Kereta Api Indonesia
Pertamina PN salah satu kegiatan usahanya adalah menyediakan jasa pengelolaan persediaan BBM pelanggan atas adanya kontrak, sehingga pelanggan tidak perlu memikirkan kapan stok persediaan harus dipesan kembali dan berapa banyak jumlah stok yang harus dipesan. Adanya kontrak antara penyedia dan pelanggan, maka Pertamina PN akan bertanggung jawab atas stok BBM yang ada di tangki timbun milik pelanggan. Kegiatan pengelolaan stok BBM tersebut dilaksanakan oleh departemen VHS Operation. Selain mengelola stok persediaan, Pertamina PN juga mengelola sarana fasilitas di lokasi pelanggan, seperti perawatan tangki dan membangun sarana yang belum memadai. VHS Pertamina PN melayani kebutuhan bahan bakar pada beberapa projek untuk suatu perusahaan di beberapa lokasi. Salah satu projek yang dibahas dalam studi kasus ini adalah PT Kereta Api Indoneisa (KAI).
Sebelumnya KAI dalam pengisian BBM termasuk mengelola stok BBM, pendistribusian, dan penyimpanan, semua kegiatan tersebut dilakukan oleh KAI sendiri. Namun, agar perusahaan tetap dapat fokus pada kegiatan operasinya, maka KAI melakukan kerjasama dengan Pertamina untuk mengelola persediaan BBM. Pertamina PN adalah anak perusahaan Pertamina yang ditunjuk untuk bertanggung jawab atas distribusi BBM KAI dengan pola VHS. Dengan menggunakan pola VHS ini, pihak KAI tidak perlu memikirkan ketersediaan BBM, penanganan kebocoran di tangki, penyimpanannya, penyalurannya, dan distribusi BBM dari TBBM ke tangki timbun yang ada di Dipo milik KAI. Hal tersebut disebabkan pihak Pertamina PN yang akan menangani pengelolaan dan pengendalian stok BBM, termasuk sarana fasilitas.
Pertamina PN menangani beberapa titik lokasi kereta api di Indonesia. Salah satunya, yang dibahas pada laporan ini adalah Dipo Lokomotif Jatinegara. Dipo tersebut membutuhkan BBM jenis Solar HSD untuk mengisi bahan bakar lokomotif agar dapat menggerakkan mesin kereta api. Selain itu, Dipo ini adalah salah satu tempat dengan penyaluran terbesar dengan rata-rata penyaluran perbulannya 2,768 kiloliter di tahun 2018, dan merupakan salah satu dipo tersibuk karena tidak hanya menangani lokomotifnya sendiri yang ada di Jatinegara, namun lokomotif dari lokasi lainnya.
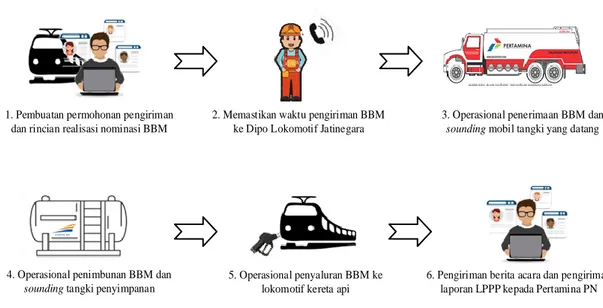
4.2. Proses Pengelolaan Persediaan BBM di Dipo Lokomotif Jatinegara
Pertamina PN mengelola stok BBM untuk Dipo Lokomotif Jatinegara dengan cakupan kegiatan di tempat tersebut dimulai dari penerimaan, penimbunan, dan penyaluran BBM ke lokomotif. Adapun skema operasional di lokasi Jatinegara seperti yang dijelaskan pada gambar di bawah ini:
16 1. Pembuatan permohonan pengiriman
dan rincian realisasi nominasi BBM
2. Memastikan waktu pengiriman BBM ke Dipo Lokomotif Jatinegara
3. Operasional penerimaan BBM dan sounding mobil tangki yang datang
4. Operasional penimbunan BBM dan sounding tangki penyimpanan
5. Operasional penyaluran BBM ke lokomotif kereta api
6. Pengiriman berita acara dan pengiriman laporan LPPP kepada Pertamina PN
Gambar 7 Skema Pengendalian Stok BBM HSD di Dipo Lokomotif Jatinegara 1. Pembuatan permohonan pengiriman dan rincian realisasi nominasi BBM
Sebelum mobil tangki datang, pihak Pertamina PN mengajukan permohonan pengiriman BBM untuk KAI dengan rincian kebutuhan penggunaan BBM kepada TBBM Supply Point. Daerah operasional (Daop) Dipo Lokomotif Jatinegara termasuk Daop 1 yang berlokasi di Jakarta, oleh karena itu pengiriman BBM dilakukan dari TBBM Plumpang dengan menggunakan transportir yang telah ditunjuk dan mobil tangki yang telah ditentukan. Surat permohonan yang dikirimkan ke TBBM Plumpang tersebut berisikan informasi mengenai alokasi kebutuhan BBM untuk 7 lokasi Dipo kereta api di Jakarta dan rincian realisasi kebutuhan BBM untuk masing-masing Dipo selama 1 bulan.
2. Memastikan waktu pengiriman BBM ke Dipo Lokomotif Jatinegara
Kemudian, setelah surat permohonan terbit di hari penerimaan akan dilakukan (sesuai dengan yang tertera pada surat permohonan), maka operator akan memastikan waktu pengiriman dan kedatangan mobil tangki di Dipo Lokomotif Jatinegara.
3. Operasional penerimaan BBM dan sounding mobil tangki yang datang
Pada hari penerimaan, sebelum BBM disalurkan dari mobil tangki ke tangki timbun, maka operator akan melakukan sounding untuk perhitungan stok awal pada tangki timbun dan sounding untuk perhitungan BBM yang ada di mobil tangki. Mobil tangki yang digunakan untuk pengiriman BBM ke Dipo Lokomotif Jatinegara terdiri dari 2 kompartemen dengan kapasitas 8,000 liter. Perhitungan volume BBM yang ada di mobil tangki berdasarkan ketinggian pada masing-masing kompartemen dan mengacu pada buku tera mobil tangki. Kemudian hasil dari perhitungan penerimaan BBM tersebut dicatat pada lembar berita acara penerimaan BBM.
4. Operasional penimbunan BBM dan sounding tangki penyimpanan
Setelah sounding dilakukan, maka selanjutnya penyaluran BBM dari mobil tangki ke tangki timbun dengan bantuan alat booster pump. Penyaluran BBM ke tangki timbun ini disebut penimbunan. Tangki timbun ini merupakan gudang penyimpanan BBM HSD yang digunakan sebagai persediaan untuk KAI. Ketika proses penyaluran BBM dari mobil tangki ke tangki timbun maka proses penyaluran ke lokomotif kereta api dari tangki timbun diberhentikan sementara. Kemudian, setelah proses penyaluran selesai, maka operator akan melakukan sounding tangki lagi untuk menghitung stok akhir setelah ada penerimaan.
17 5. Operasional penyaluran BBM ke lokomotif kereta api
Selanjutnya proses penyaluran BBM akan dilanjutkan setelah proses penerimaan dan penimbunan. Penyaluran BBM HSD dilakukan sesuai dengan permintaan dari pihak KAI dihari tersebut untuk setiap lokomotif. Setelah mendapatkan informasi permintaan BBM, operator akan memasuki nominal liter dan cairan BBM akan mengalir melalui flowmeter dan turun ke selang BBM. Saat penyaluran dilakukan, minimal operator yang bertugas adalah 2 orang. Operator pertama menjaga dispenser yang terdapat flowmeter untuk mencetak nominal BBM yang tersalurkan dalam bentuk fuel ticket, operator lainnya melakukan pemantauan dan memastikan tidak ada kebocoran saat penyaluran BBM ke lokomotif tersebut.
6. Pengiriman berita acara dan pengiriman laporan LPPP ke Pertamina PN
Setiap proses penerimaan, penimbunan, dan penyaluran selesai dilakukan, maka operator akan memberikan hasil pencatatan ke admin. Admin akan membuat LPPP (Laporan Penerimaan, Penimbunan, dan Penyaluran) yang memuat informasi mengenai jumlah stok awal, jumlah BBM yang diterima secara aktual dan yang tertulis di surat, jumlah penyaluran BBM, dan stok akhir di tangki penyimpanan. Kemudian, laporan tersebut dikirimkan ke Pertamina PN pusat setiap harinya dan berita acara dibuat perbulan.
4.3. Penentuan Jumlah Pemesanan Perusahaan
Pertamina PN dalam menentukan berapa jumlah pemesanan BBM hariannya adalah dengan melihat rata-rata penyaluran dalam sehari yang ada di bulan tersebut atau sering dikenal dengan
Daily Objective Throughput (D.O.T). Kemudian, nilai D.O.T akan dijadikan sebagai
pertimbangan dalam memesan jumlah BBM yang harus dipesan. Berikut adalah contoh perhitungan jumlah pemesanan:
Tabel 1 Data Throughput Bulan Maret-Juni 2019
Jumlah pemesanan= D.O.T
Kapasitas Mobil Tangki=
97.734,422 liter
16.000 liter =6,108
Berdasarkan hasil tersebut, maka perusahaan memiliki rencana untuk memesan 6-7 mobil tangki, atau setara dengan 96.000-112.000 liter. Pada kenyataannya jumlah penerimaan BBM yang dilakukan oleh perusahaan setiap harinya bervariasi dan frekuensi pengiriman untuk Dipo ini cukup tinggi yang dapat dilihat pada Lampiran 1, artinya perusahaan masih belum menggunakan perhitungan yang tetap dan mempertimbangkan jumlah pemesanan yang ekonomis. Hal ini dapat menyebabkan kelebihan atau kekurangan persediaan sehinggan dapat meningkatkan total biaya persediaan. Oleh karena itu, pada penelitian akan dibahas mengenai perhitungan jumlah pemesanan yang ekonomis dengan menggunakan metode EOQ, sehingga perusahaan juga memiliki jumlah pemesanan yang konstan atau tetap.
BULAN TOTAL THRUPUT D.O.T Maret 2.955.190 61.162,140 April 2.828.216 96.036,322 Mei 3.012.692 90.574,075 Juni 3.181.290 97.734,422
19 BAB 5 Hasil Kerja Praktik
Pada bab ini akan dilakukan perhitungan untuk menentukan jumlah pemesanan yang ekonomis dan membandingkan hasilnya antara kebijakan perusahaan saat ini dengan ketika perusahaan menggunakan metode Economic Order Quantity (EOQ).
5.1. Pengumpulan Data
Penelitian ini membutuhkan pengumpulan data mengenai parameter-parameter yang terkait dengan penentuan kebijakan pemesanan yang optimal dengan metode EOQ. Data tersebut diantaranya adalah data permintaan, data biaya pesan, dan data biaya penyimpanan.
5.1.1 Data Permintaan
Pada penelitian ini dilakukan penentuan kebijakan pemesanan BBM HSD yang optimal untuk memenuhi kebutuhan di Dipo Lokomotif Jatinegara. Data permintaan yang digunakan adalah data penyaluran BBM HSD selama bulan Juni 2019 dengan satuan permintaan adalah Liter. Data permintaan atau penyaluran selama bulan Juni 2019 dapat dilihat pada Lampiran 2.
5.1.2 Data Biaya Pemesanan (RC)
Biaya pemesanan adalah biaya yang dikeluarkan perusahaan untuk proses pemesanan. Berikut adalah formulasi perhitungan biaya pemesanan:
𝐵𝑖𝑎𝑦𝑎 𝑝𝑒𝑚𝑒𝑠𝑎𝑛𝑎𝑛 (𝑅𝐶) = 𝑎 + 𝑏 + 𝑐
Keterangan:
1. Biaya administrasi (a) = Biaya ATK
2. Biaya telepon (b)
= Tarif telepon ×Lama panggilan berlangsung 3. Biaya pengiriman (c)
= Tarif pengiriman×Kapasitas mobil tangki Diketahui:
1. Lama panggilan berlangsung selama 7 menit
2. Tarif telepon yang digunakan adalah Rp 1.800/menit 3. Kapasitas mobil tangki yang digunakan 16.000 liter Tabel 2 Data Biaya Pemesanan
Komponen biaya pemesanan Tarif 2019 Biaya/sekali pesan
Biaya Administrasi (a) Rp 2.100.000/bulan Rp 70.000 Biaya Telepon (b) Rp 1.800/menit Rp 12.600 Biaya Pengiriman (c) Rp 71/Liter Rp 1.136.000
Biaya pemesanan (RC) Rp 1.218.600
Berdasarkan data di atas maka diketahui biaya pemesanan produk adalah Rp 1.218.000 per sekali pesan.
20 5.1.3 Data Biaya Simpan (HC)
Biaya-biaya yang terkait aktivitas penyimpanan yaitu biaya perawatan, biaya tenaga kerja, dan biaya listrik selama operasional gudang berlangsung. Berikut adalah formulasi perhitungan biaya simpan:
𝐵𝑖𝑎𝑦𝑎 𝑠𝑖𝑚𝑝𝑎𝑛 (𝐻𝐶) = 𝑑 + 𝑒 + 𝑓
𝑟𝑎𝑡𝑎 − 𝑟𝑎𝑡𝑎 𝑠𝑡𝑜𝑘 𝑑𝑖𝑠𝑖𝑚𝑝𝑎𝑛
Keterangan:
1. Biaya perawatan (d)
= Frekuensi × Tarif perawatan × Total kapasitas tangkitimbun 2. Biaya tenaga kerja (e)
= ∑ Gaji pekerja yang terlibat di operasional gudang 3. Biaya pengeluaran listrik
= Total kWh terpakai×Tarif listrik Diketahui:
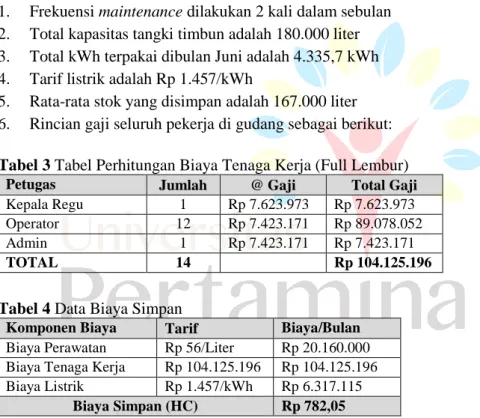
1. Frekuensi maintenance dilakukan 2 kali dalam sebulan 2. Total kapasitas tangki timbun adalah 180.000 liter 3. Total kWh terpakai dibulan Juni adalah 4.335,7 kWh 4. Tarif listrik adalah Rp 1.457/kWh
5. Rata-rata stok yang disimpan adalah 167.000 liter 6. Rincian gaji seluruh pekerja di gudang sebagai berikut: Tabel 3 Tabel Perhitungan Biaya Tenaga Kerja (Full Lembur)
Petugas Jumlah @ Gaji Total Gaji
Kepala Regu 1 Rp 7.623.973 Rp 7.623.973 Operator 12 Rp 7.423.171 Rp 89.078.052 Admin 1 Rp 7.423.171 Rp 7.423.171
TOTAL 14 Rp 104.125.196
Tabel 4 Data Biaya Simpan
Komponen Biaya Tarif Biaya/Bulan
Biaya Perawatan Rp 56/Liter Rp 20.160.000 Biaya Tenaga Kerja Rp 104.125.196 Rp 104.125.196 Biaya Listrik Rp 1.457/kWh Rp 6.317.115
Biaya Simpan (HC) Rp 782,05
Berdasarkan data di atas maka diketahui biaya yang dikeluarkan atas menyimpan suatu produk adalah Rp 782,05/liter/bulan.
5.2. Pengolahan Data
Setelah pengumpulan data dilakukan, maka langkah selanjutnya dalam penelitian ini adalah mengolah data untuk mendapatkan kebijakan pemesanan yang optimal berdasarkan perhitungan EOQ, menentukan jumlah safety stock, menentukan reorder point, dan menghitung total inventory cost ketika menggunakna metode EOQ.
21 5.2.1. Perhitungan Jumlah Pemesanan Menggunakan EOQ
Pada penentuan jumlah pemesanan perlu mengumpulkan beberapa parameter yang digunakan dalam perhitungan menggunakan EOQ. Data-data tersebut seperti pada tabel di bawah ini:
Tabel 5 Parameter Perhitungan EOQ
Komponen Data
Demand Bulan Juni (D) 3.181.290 liter
Biaya Pesan (RC) Rp 1.218.600 Biaya Simpan (HC) Rp 782,05
Lead Time (LT) 1 hari
Kapasitas Mobil Tangki 16.000 liter
Dari informasi di atas permintaan di bulan Juni 2019 adalah sebesar 3.181.290 liter, serta biaya pesannya Rp 1.218.600 untuk sekali pesan dan biaya simpan Rp 782,05. Ketiga informasi ini dapat digunakan untuk menghitung jumlah pesanan yang optimum dengan menggunakan metode EOQ. Berikut adalah perhitungan EOQ untuk bulan Juni 2019:
𝐸𝑂𝑄 = √2 × 𝑅𝐶 × 𝐷
𝐻𝐶 = √
2 × 𝑅𝑝 1.218.600 × 3.181.290 𝑙𝑖𝑡𝑒𝑟
𝑅𝑝 782,05 = 99.570 𝑙𝑖𝑡𝑒𝑟
Dilihat dari hasil perhitungan di atas, maka jumlah pesanan yang ekonomis untuk perusahaan seharusnya adalah 99.570 liter. Namun, karena dalam mendistribusikan BBM HSD ke Dipo Lokomotif Jatinegara adalah menggunakan mobil tangki, maka kapasitas mobil tangki yang digunakan jadi acuan dalam menentukan jumlah pesanan. Oleh karena itu, jumlah pemesanan seharusnya adalah kelipatan dari kapasitas mobil tangki tersebut. Berikut adalah perhitungannya: 𝐸𝑂𝑄 𝑙𝑜𝑡 = 𝐸𝑂𝑄 𝐾𝑎𝑝𝑎𝑠𝑖𝑡𝑎𝑠 𝑚𝑜𝑏𝑖𝑙 𝑡𝑎𝑛𝑔𝑘𝑖 = 99.570 𝑙𝑖𝑡𝑒𝑟 16.000 𝑙𝑖𝑡𝑒𝑟 = 6.223 ≈ 7 𝑚𝑜𝑏𝑖𝑙 𝑡𝑎𝑛𝑔𝑘𝑖 Frekuensi Pemesanan: 𝐹𝑟𝑒𝑘𝑢𝑒𝑛𝑠𝑖 = 𝐷 𝐸𝑂𝑄 = 3.181.290 𝑙𝑖𝑡𝑒𝑟 (7 × 16.000 𝑙𝑖𝑡𝑒𝑟) ≈ 29 𝑘𝑎𝑙𝑖
Berdasarkan hasil di atas, maka jumlah pesanan ekonomis yang seharusnya dilakukan perusahaan adalah dengan memesan 112.000 liter BBM HSD atau setara dengan 7 mobil tangki dengan frekuensi pemesanan sebanyak 29 kali. Sehingga dengan kebijakan tersebut maka jumlah pesanan yang diterima dalam satu bulan ini adalah 3.360.000 liter.
5.2.2. Perhitungan Safety Stock
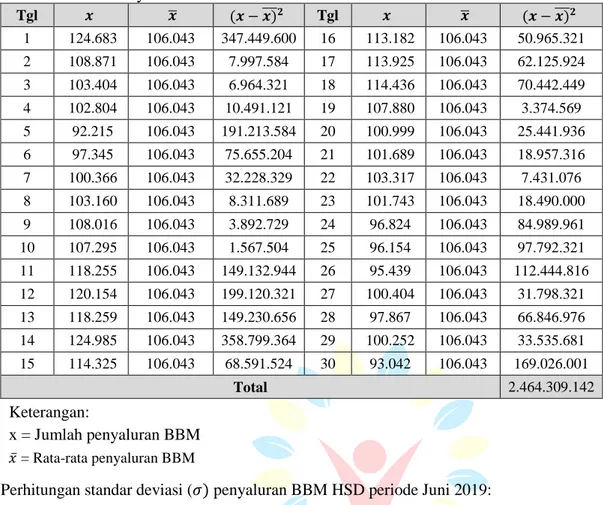
Kemudian, perusahaan perlu memperhitungan stok pengaman untuk menghindari resiko kekurangan stok ketika jumlah stok mendekati titik pemesanan kembali. Berikut adalah perhitungan safety stock yang setidaknya dimiliki oleh perusahaan:
22 Tabel 6 Deviasi Penyaluran BBM HSD Bulan Juni 2019
Tgl 𝒙 𝒙̅ (𝒙 − 𝒙)̅̅̅𝟐 Tgl 𝒙 𝒙̅ (𝒙 − 𝒙)̅̅̅𝟐 1 124.683 106.043 347.449.600 16 113.182 106.043 50.965.321 2 108.871 106.043 7.997.584 17 113.925 106.043 62.125.924 3 103.404 106.043 6.964.321 18 114.436 106.043 70.442.449 4 102.804 106.043 10.491.121 19 107.880 106.043 3.374.569 5 92.215 106.043 191.213.584 20 100.999 106.043 25.441.936 6 97.345 106.043 75.655.204 21 101.689 106.043 18.957.316 7 100.366 106.043 32.228.329 22 103.317 106.043 7.431.076 8 103.160 106.043 8.311.689 23 101.743 106.043 18.490.000 9 108.016 106.043 3.892.729 24 96.824 106.043 84.989.961 10 107.295 106.043 1.567.504 25 96.154 106.043 97.792.321 11 118.255 106.043 149.132.944 26 95.439 106.043 112.444.816 12 120.154 106.043 199.120.321 27 100.404 106.043 31.798.321 13 118.259 106.043 149.230.656 28 97.867 106.043 66.846.976 14 124.985 106.043 358.799.364 29 100.252 106.043 33.535.681 15 114.325 106.043 68.591.524 30 93.042 106.043 169.026.001 Total 2.464.309.142 Keterangan: x = Jumlah penyaluran BBM 𝑥̅ = Rata-rata penyaluran BBM
Perhitungan standar deviasi (𝜎) penyaluran BBM HSD periode Juni 2019:
𝜎 = √∑(𝑥 − 𝑥̅)
2
𝑛 = √
2.464.309.142
30 = 9.063 𝑙𝑖𝑡𝑒𝑟
Safetystock bulan Juni 2019 dengan asumsi service level yang digunakan adalah 95% maka nilai Z yang diperoleh adalah sebesar 1.65.
𝑆𝑎𝑓𝑒𝑡𝑦𝑠𝑡𝑜𝑐𝑘 = 𝑍 × 𝜎 × √𝐿𝑇 = 1,65 × 9.063 × √1 ≈ 14.955 𝑙𝑖𝑡𝑒𝑟
Berdasarkan perhitungan tersebut maka perusahaan seharusnya memiliki stok pengaman sebesar 14.955 liter.
5.2.3. Perhitungan Reorder Point (ROP)
Reorder point merupakan titik dimana perusahaan harus melakukan pemesanan kembali, karena apabila perusahaan tidak melakukan pemesanan ketika stok berada di posisi ROP, maka perusahaan akan mengalami kekurangan stok. Berikut adalah perhitungan reorder point, dengan d adalah rata-rata penyaluran bulan Juni 2019 sebesar 106.403 liter/hari, LT adalah waktu tunggu, dan SS adalah safety stock:
𝑅𝑂𝑃 = (𝑑 × 𝐿𝑇) + 𝑆𝑆 (106.043𝑙𝑖𝑡𝑒𝑟
ℎ𝑎𝑟𝑖× 1ℎ𝑎𝑟𝑖) + 14.955 𝑙𝑖𝑡𝑒𝑟 = 120.998 𝑙𝑖𝑡𝑒𝑟
Berdasarkan hasil tersebut maka perusahaan harus melakukan pemesanan kembali setiap stok akhir di tangki Jatinegara berada pada posisi < 120.998 liter.
23 5.1.4 Perhitungan Total Inventory Cost (TIC)
Total inventory cost merupakan total biaya atas melakukan persediaan dimana terdiri dari komponen total biaya pemesanan dalam sebulan dan total biaya simpan. Berdasarkan metode EOQ, maka total biaya yang dikeluarkan perusahaan menjadi:
Total Biaya Pesan (TRC) Bulan Juni 2019
= 3.181.290 𝑙𝑖𝑡𝑒𝑟
112.000 𝑙𝑖𝑡𝑒𝑟 × 𝑅𝑝 1.218.600 = 𝑅𝑝 34.613.571
Total Biaya Simpan (THC) Bulan Juni 2019
= 112.000 𝑙𝑖𝑡𝑒𝑟
2 × 𝑅𝑝 782,05 = 𝑅𝑝 43.794.800
Total Inventory Cost (TIC) Bulan Juni 2019
= 𝑇𝑅𝐶 + 𝑇𝐻𝐶 = 𝑅𝑝 78.408.371
Berdasarkan perhitungan total biaya persediaan di atas, maka total biaya persediaan yang dikeluarkan perusahaan dibulan Juni 2019 adalah sebesar Rp 78.408.371.
5.3. Analisis dan Perbandingan Hasil Pengolahan Data
Analisis dan perbandingin hasil ini dilakukan untuk mengetahui apakah dengan menggunakan metode EOQ perusahaan mampu meminimasi total biaya persediaan dari kebijakan yang sebelumnya perusahaan terapkan. Di bawah ini adalah rekapitulasi hasil perbandingan pengendalian persediaan dibulan Juni 2019 yang dilakukan perusahaan sebelumnya dengan menggunakan metode EOQ:
Tabel 7 Rekapitulasi Perbandingan Pengendalian Persediaan Perusahaan dan Metode EOQ
Kuantiti pemesanan
Frekuensi TIC
Jumlah Liter Mobil tangki
Perusahaan Bervariasi 48.000-128.000 3-8 ≈30 Rp 108.813.571
Model EOQ Tetap 112.000 7 29 Rp 78.408.371
𝐵𝑖𝑎𝑦𝑎 𝑃𝑒𝑛𝑔ℎ𝑒𝑚𝑎𝑡𝑎𝑛 𝑇𝐼𝐶 =𝑆𝑒𝑙𝑖𝑠𝑖ℎ 𝑇𝐼𝐶 𝑃𝑒𝑟𝑢𝑠𝑎ℎ𝑎𝑎𝑛 𝑑𝑒𝑛𝑔𝑎𝑛 𝐸𝑂𝑄
𝑇𝐼𝐶 𝑃𝑒𝑟𝑢𝑠𝑎ℎ𝑎𝑎𝑛 × 100%
𝐵𝑖𝑎𝑦𝑎 𝑃𝑒𝑛𝑔ℎ𝑒𝑚𝑎𝑡𝑎𝑛 𝑇𝐼𝐶 = (𝑅𝑝 108.813.571 − 𝑅𝑝 78.408.371)
𝑅𝑝 108.813.571 × 100% ≈ 28%
Merajuk pada tabel di atas, dapat dilihat dengan menerapkan metode EOQ jumlah pemesanan yang dilakukan tetap, yaitu sebesar 112.000 liter dengan frekuensi pemesanan sebanyak 29 kali. Sebelumnya, perusahaan memiliki jumlah pemesanan yang bervariasi dengan minimum pemesanan adalah 48.000 liter dan maksimal pemesanan adalah 128.000 liter. Kemudian, terbukti dengan metode EOQ, total biaya persediaan yang dikeluarkan oleh perusahaan dapat diminimasi dari total biaya sebelumnya, hal ini berarti perusahaan sudah mempertimbangkan ukuran pemesanan yang ekonomis dengan adanya pengurangan frekuensi pemesanan dan penghematan biaya persediaan sebesar 28%.
25 BAB 6 Kesimpulan dan Saran
Pada bab 6 ini berisikan mengenai kesimpulan dari hasil penelitian yang sudah dibahas sebelumnya dan memberikan saran baik untuk perusahaan maupun penulis dalam melakukan penelitian selanjutnya.
6.1 Kesimpulan
Berdasarkan penelitian mengenai pengendalian persediaan BBM HSD di PT Pertamina Patra Niaga, maka setelah dilakukan perhitungan, analisis, dan perbandingan dapat disimpulkan sebagai berikut:
1. Berdasarkan metode EOQ jumlah pemesanan yang seharusnya dilakukan oleh perusahaan dalam memenuhi kebutuhan penyaluran BBM HSD untuk lokomotif milik kereta api yang ada di Dipo Lokomotif Jatinegara dengan mempertimbangkan kapasitas tangki penyimpanan (180,000 liter) dan kapasitas mobil tangki (16,000 liter) adalah 112.000 liter atau setara dengan memesan 7 mobil tangki dan frekuensi pemesanan adalah 29 kali di bulan Juni 2019.
2. Berdasarkan perhitungan titik pemesanan kembali, maka agar terhindar dari resiko kekurangan stok persediaan perusahaan harus melakukan pemesanan ketika stok akhir pada tangki berada pada nilai < 120.998 liter.
3. Dengan menggunakan metode EOQ, maka perusahaan berhasil meminimasi total biaya persediaan dibandingkan dengan sebelumnya yang telah perusahaan lakukan. Total biaya persediaan milik perusahaan adalah Rp 108.813.571, sedangkan dengan menerapkan metode EOQ biaya yang dikeluarkan hanya sebesar Rp 78.408.371. Perusahaan dapat melakukan penghematan sebanyak 28% dari total biaya persediaan sebelumnya.
6.2 Saran
Adapun saran dalam penelitian ini, yaitu:
1. Bagi perusahaan dapat mempertimbangkan untuk menggunakan metode EOQ dalam menentukan kebijakan pemesanan, dengan harapan dapat meminimasi total biaya persediaan dan jumlah pemesanan setiap harinya konstan, sehingga dapat menghindari terjadinya kelebihan atau kekurangan stok persediaan.
2. Bagi penulis, untuk penelitian selanjutnya dapat mempertimbangkan penggunaan metode pengendalian persediaan lainnya yang lebih cocok atau mendekati dengan kasus yang ada di perusahaan. Kemudian, ketika menentukan komponen biaya-biaya perlu diperluas atau ditinjau kembali, karena ada kemungkinan terdapat komponen biaya lainnya, seperti biaya investasi gudang penyimpanan.
27 DAFTAR PUSTAKA
Agus, R. (2009). Manajemen Persediaan. Yogyakarta: Graha Ilmu.
Bay, H., & Barry, R. (2005). Operations Management. Jakarta: Salemba Empat.
Fajrin, E. H., & Slamet, A. (2016). Analisis Pengendalian Persediaan Bahan Baku Denga Metode Economic Order Quantity (EOQ) Pada Perusahaan Roti Bonansa. Management Analysis Journal (MAJ), 289-298.
Garrison, R. H. (1997). Akuntansi Manajemen: Konsep untuk perencanaan, pengendalian, dan pengambilan keputusan. Bandung: Penerbit ITB.
Handoko, T. H. (1999). Dasar-Dasar Manajemen Produksi dan Operasi. Yogyakarat: BPFE. Harjito, A., & Martono. (2007). Manajemen Keuangan. Yogyakarta: Ekonisia.
Herjanto, E. (2008). Manajemen Operasi (Ketiga Ed.). Jakarta: Grasindo.
Lestari, & Waskita, C. (2015). Analisis Economic Order Quantity (EOQ), Safety Stock, Reorder Point (ROP) Terhadap Efesiensi Biaya Persediaan Bahan Baku (Studi Empiris Pada CV. Mega Mandiri Kota Bandung). Widyatama Repository.
Lestari, & Waskita, C. (2015). Analisis Economic Order Quantity (EOQ), Safety Stock, Reorder Point (ROP) Terhadap Efesiensi Biaya Persediaan Bahan Baku (Studi Empiris Pada CV. Mega Mandiri Kota Bandung). Universitas Widyatama. Bandung: Widyatama Repository. Margaretha, F. (2014). Dasar-Dasar Manajemen Keuangan. Jakarta: Dian Rakyat.
nn. (n.d.). Bab II Landasan Teori. Retrieved Agustus 2019, from Library Binus: http://library.binus.ac.id/eColls/eThesisdoc/Bab2/2008-2-00442-MTIF%20bab%202.pdf Pulungan, D. S., & Fatma, E. (2018). Analisis Pengendalian Persediaan Menggunakan Metode
Probabilistik Dengan Kebijakan Backorder Dan Lost sales. Jurnal Teknik Industri, 38-48. Riadi, M. (2018, Februari). Pengertian, Fungsi dan Jenis-jenis Persediaan (Inventory). Retrieved
from Kajian Pustaka.
Sjahrial, D. (2012). Pengantar Manajemen Keuangan. Jakarta: Mitra Wacana Media. Waters, C. D. (2003). Inventory Control and Management 2nd Edition. Wiley.
Wisono, Y. C. (2011). Analisa Sistem Pengendalian Persediaan Bahan Bakar Minyak High Speed Diesel Dengan Metode Economic Order Quantity (EOQ) Pada PT Frisian Flag Indonesia Plant Pasar Rebo. Universitas Indonesia. Depok: Universitas Indonesia Library.
LAMPIRAN
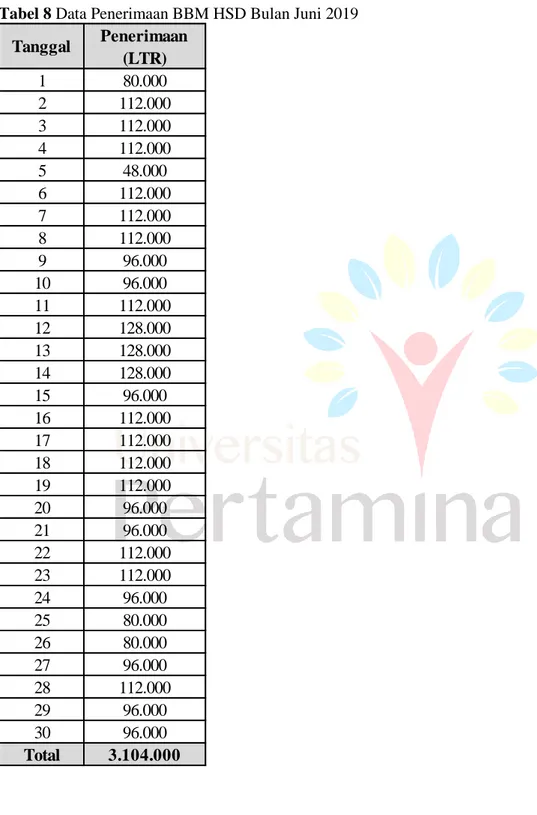
Lampiran 1 Data Penerimaan BBM HSD Perusahaan
Tabel 8 Data Penerimaan BBM HSD Bulan Juni 2019
Tanggal Penerimaan (LTR) 1 80.000 2 112.000 3 112.000 4 112.000 5 48.000 6 112.000 7 112.000 8 112.000 9 96.000 10 96.000 11 112.000 12 128.000 13 128.000 14 128.000 15 96.000 16 112.000 17 112.000 18 112.000 19 112.000 20 96.000 21 96.000 22 112.000 23 112.000 24 96.000 25 80.000 26 80.000 27 96.000 28 112.000 29 96.000 30 96.000 Total 3.104.000
Lampiran 2 Data Permintaan
Tabel 9 Data Penyaluran BBM HSD Bulan Juni 2019
Tanggal Penyaluran (LTR) 1 124.683 2 108.871 3 103.404 4 102.804 5 92.215 6 97.345 7 100.366 8 103.160 9 108.016 10 107.295 11 118.255 12 120.154 13 118.259 14 124.985 15 114.325 16 113.182 17 113.925 18 114.436 19 107.880 20 100.999 21 101.689 22 103.317 23 101.743 24 96.824 25 96.154 26 95.439 27 100.404 28 97.867 29 100.252 30 93.042 Total 3.181.290
Lampiran 3 Dokumentasi
Gambar 8 Dipo Lokomotif Jatinegara
Gambar 9 SAP Pengelolaan BBM KAI
Gambar 11 Area Penerimaan BBM
Gambar 12 Lokasi Input Jumlah Penyaluran BBM: Flowmeter
Gambar 14 Berita Acara Penerimaan BBM