PADA PROSES KERJA DI AREA WASHING UT
REMAN JAKARTA PT. UNITED
TRACTORS Tbk, CAKUNG
JAKARTA TIMUR
Oleh : Yustitia Febriana
NIM. R0007154
PROGRAM DIPLOMA III HIPERKES DAN KESELAMATAN KERJA FAKULTAS KEDOKTERAN UNIVERSITAS SEBELAS MARET
SURAKARTA 2010
ii
Laporan khusus dengan judul :
Identifikasi Bahaya dan Penilaian Resiko pada Proses Kerja di Area Washing UT Reman Jakarta PT. United Tractors Tbk,
Cakung Jakarta Timur
dengan peneliti :
Yustitia Febriana NIM. R0007154
telah diuji dan disahkan pada tanggal :
Pembimbing I Pembimbing II
Putu Suriyasa, dr, MS, PKK, Sp.Ok Devi Aliyani, SKM NIP. 19481105 198111 1 001
An. Ketua Program
D.III Hiperkes dan Keselamatan Kerja FK UNS Sekretaris,
Sumardiyono, SKM, M. Kes. NIP. 19650706 198803 1 002
iii
IDENTIFIKASI BAHAYA DAN PENILAIAN RESIKO
PADA PROSES KERJA DI AREA WASHING UT
REMAN JAKARTA PT. UNITED
TRACTORS Tbk, CAKUNG
JAKARTA TIMUR
Oleh : Yustitia Febriana
NIM. R0007154
Telah disetujui dan disahkan oleh :
PT. UNITED TRACTORS Tbk 2010
Pembimbing Perusahaan, Mengetahui,
Yanuar Adhi Pawoko Priyanto
iv
Kerja di Area Washing UT Reman Jakarta PT. United Tractors Tbk, Cakung-Jakarta Timur PROGRAM D.III HIPERKES DAN KESELAMATAN KERJA FAKULTAS KEDOKTERAN UNIVERSITAS SEBELAS MARET SURAKARTA.
Di setiap tempat kerja selalu terdapat sumber dan potensi bahaya yang dapat menyebabkan kecelakaan dan penyakit akibat kerja. Untuk mengendalikan sumber dan potensi bahaya yang ada di tempat kerja, maka sumber dan potensi bahaya tersebut harus dilakukan identifikasi.
Tujuan penelitian ini adalah untuk melakukan identifikasi terhadap sumber-sumber bahaya yang ada di tempat kerja, untuk kemudian dianalisis atau dievaluasi serta dilakukan penilaian resiko sehingga dapat dilakukan upaya pengendalian.
Adapun kerangka pemikiran penelitian ini adalah bahwa ditempat kerja selalu terdapat sumber-sumber bahaya yang memungkinkan terjadinya kecelakaan atau penyakit akibat kerja. Sehingga untuk merencanakan upaya dan langkah pengendalian perlu dilakukan identifikasi resiko terhadap sumber bahaya yang dapat timbul dari aspek manusia, mesin atau peralatan, bahan, proses, cara kerja dan lingkungan. Identifikasi bahaya dan penilaian resiko dari faktor maupun potensi bahaya yang ada dapat mencegah terjadinya kecelakaan dan penyakit akibat kerja sehingga tercipta lingkungan kerja yang aman.
Sejalan dengan masalah dan tujuan, maka penelitian dilaksanakan dengan menggunakan metode deskriptif berdasarkan observasi dan wawancara kemudian dianalisa atau dievaluasi serta menyusun upaya pengendalian.
Dari hasil penelitian disimpulkan bahwa potensi bahaya dan resiko akan selalu ada di lingkungan kerja sehingga perlu identifikasi dan dilakukan penilaian resiko sebagai upaya untuk menciptakan lingkungan kerja yang aman dan selamat. Sedangkan kemungkinan kecelakaan kerja yang terjadi pada proses kerja di area
washing UT Reman Jakarta : PT. United Tractors Tbk, antara lain: tercebur dalam deep tank, tangan terjepit, paparan panas, gangguan pernafasan, gangguan
pendengaran, luka tersayat, terciprat zat kimia, tersengat arus listrik, terpercik api, tertimpa benda dan material jatuh, terkena air tekanan tinggi, terkena udara tekanan tinggi dan luka bakar. Saran yang diberikan adalah agar perusahaan segera melakukan tindakan perbaikan pada deep tank yang rusak, menetapkan kebijakan penggunaan alat pelidung diri untuk tenaga kerja di area washing, dan melakukan pemantauan dan tinjauan efektivitas pengendalian yang telah diimplementasikan oleh pihak manajemen.
Kata kunci : Identifikasi Bahaya, Upaya Pengendaliannya Kepustakaan : 17, 1972 - 2010
v Assalamu’alaikum Wr.Wb.
Puji syukur penulis panjatkan kehadirat Allah SWT atas berkah, rahmat,
karunia, kesehatan dan kemudahan dalam pelaksanaan magang dan penyusunan
laporan penelitian di PT. United Tractors Tbk, sehingga penulis dapat
menyelesaikannya dengan baik.
Laporan penelitian ini disusun dan diajukan sebagai salah satu
persyaratan untuk menyelesaikan pendidikan Program D.III Hiperkes dan
Keselamatan Kerja Fakultas Kedokteran Universitas Sebelas Maret Surakarta. Di
samping itu kerja praktek ini dilaksanakan untuk membina dan menambah
wawasan guna mengenal, mengetahui dan memahami mekanisme serta mencoba
mengaplikasikan pengetahuan penulis dan mengamati permasalahan dan
hambatan yang ada mengenai penerapan Keselamatan dan Kesehatan Kerja.
Dalam pelaksanaan magang dan penyusunan laporan ini, penulis telah
dibantu dan dibimbing oleh berbagai pihak. Oleh karena itu, dengan segala
kerendahan hati perkenankan penulis menyampaikan terima kasih kepada :
1. Bapak Prof. Dr. H. A.A. Subijanto, dr, MS, selaku Dekan Fakultas
Kedokteran Universitas Sebelas Maret, Surakarta.
2. Bapak Putu Suriyasa, dr, MS, PKK, Sp.Ok, selaku Ketua Program D.III
Hiperkes dan Keselamatan Kerja, Fakultas Kedokteran, Universitas Sebelas
vi
4. Bapak/ ibu staff pengajar dan karyawan/karyawati Program D.III Hiperkes
dan Keselamatan Kerja, Fakultas Kedokteran, Universitas Sebelas Maret,
Surakarta.
5. Bapak Herjadi Budiman, selaku ESRGA Division Head PT. United Tractors
Tbk, Cakung Jakarta Timur.
6. Bapak Priyanto, selaku ESR Department PT. United Tractors Tbk, Cakung
Jakarta Timur.
7. Bapak Heri Hendari, selaku Plant Manager UT Reman Jakarta PT. United
Tractors Tbk, Cakung Jakarta Timur yang telah memberikan izin untuk
melaksanakan penelitian di UT Reman Jakarta.
8. Bapak Yanuar Adhi Pawoko, selaku pembimbing lapangan di PT. United
Tractors Tbk, Cakung Jakarta Timur.
9. Bapak Tarja, Bapak Kahfi, Bapak Edy Sutarto, Bapak Nuralip, Bapak Ucok,
Mba Erika dan seluruh teman-temanku khususnya Dita yang sedang magang
di tempat yang sama yang telah memberikan bimbingan, persahabatan dan
bantuannya selama penulis melaksanakan magang di PT. United Tractors Tbk,
Cakung Jakarta Timur.
10. Bapak Supriyadi yang telah membantu mencarikan tempat magang bagi
penulis.
11. Seluruh karyawan dan karyawati PT. United Tractors Tbk, Cakung Jakarta
vii
penulis Yayang dan Fafa yang telah memberikan semangat dan warna di
dalam hidupku, kakak penulis Eko yang telah menjadi sahabat, teman,
sekaligus saudara terimakasih atas waktu dan kasih sayangnya juga seluruh
keluarga besar penulis yang telah memberikan do’a dan dukungannya kepada
penulis.
13. Teman-teman seperjuangan, senasib dan sepenanggungan D.III Hiperkes dan
KK Fakultas Kedokteran Universitas Sebelas Maret Surakarta angkatan 2007.
14. Serta semua pihak yang tidak dapat penulis sebutkan satu persatu, yang telah
membantu dalam penyelesaian laporan ini.
Penulis menyadari bahwa dalam menyusun laporan ini masih banyak
kekurangan, sehingga penulis mengharapkan kritik dan saran demi perbaikan dan
kesempurnaan laporan ini.
Akhirnya kepada Allah SWT penulis mengharapkan ridho dan ampunan.
semoga penelitian ini dapat bermanfaat bagi semua pihak yang membutuhkan.
Amin.
Wassalamu’alaikum Wr.Wb.
Jakarta, April 2010
Penulis,
viii
HALAMAN PENGESAHAN ... ii
HALAMAN PENGESAHAN PERUSAHAAN ... iii
ABSTRAK ... iv
KATA PENGANTAR ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN ... xii
BAB I PENDAHULUAN ... 1
A. Latar Belakang Masalah ... 1
B. Rumusan Masalah ... 4
C. Tujuan Penelitian ... 4
D. Manfaat Penelitian ... 4
BAB II LANDASAN TEORI ... 6
A. Tinjauan Pustaka ... 6
B. Kerangka Pemikiran ... 33
BAB III METODE PENELITIAN ... 34
A. Metode Penelitian... 34
B. Lokasi Penelitian dan Pelaksanaan ... 34
C. Teknik Pengumpulan Data ... 34
ix
BAB IV HASIL DAN PEMBAHASAN ... 39
A. Hasil Penelitian ... 39
B. Pembahasan ... 54
BAB V KESIMPULAN, IMPLIKASI DAN SARAN ... 64
A. Kesimpulan ... 64
B. Implikasi ... 65
C. Saran ... 66
DAFTAR PUSTAKA ... 68
x
Tabel 1. Analisa penilaian resiko ... 36
Tabel 2. Rumus penilaian resiko ... 36
Tabel 3. Bobot kemungkinan terjadi ... 37
Tabel 4. Bobot keparahan ... 37
Tabel 5. Penilaian resiko ... 38
Tabel 6. Kategori resiko ... 38
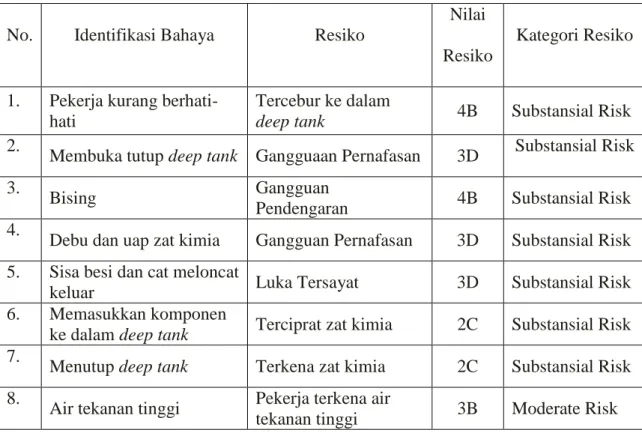
Tabel 7. Penilaian resiko di area washing UT Reman Jakarta ... 50
xi
Gambar 1. Urutan teori domino ... 22
Gambar 2. Teori gunung es ... 28
Gambar 3. Kerangka pemikiran ... 33
xii Lampiran 1. Lay Out PT. United Tractors Tbk
Lampiran 2. Struktur Organisasi UT Reman Jakarta PT. United Tractors Tbk
Lampiran 3. Certificate of Analysis
Lampiran 4. MSDS NR CR-021 Carbon Remover
Lampiran 5. MSDS NR LIQUID 070
Lampiran 6. Emergency Exit UT Reman Jakarta
Lampiran 7. Struktur Organisasi TKTD PT. United Tractors Tbk
Lampiran 8. Proses Bisnis UT Reman Jakarta
Lampiran 9. Kebijakan Mutu UT Reman Jakarta
Lampiran 10. Form Identifikasi Keadaan Darurat
Lampiran 11. Form Identifikasi Aspek Dampak LK3
1
A. Latar Belakang Masalah
Setiap adanya penggunaan teknologi dan perkembangan industri yang
semakin lama semakin canggih dan maju dimana hal tersebut ditandai dengan
adanya proses mekanisasi, elektrifikasi dan modernisasi serta transformasi
globalisasi. Dengan keadaan demikian penggunaan mesin-mesin, pesawat,
instalasi dan bahan-bahan berbahaya akan terus meningkat sesuai dengan
kebutuhan industrialisasi. Hal tersebut tentunya akan membawa dampak tidak
hanya dapat mengancam manusia tetapi juga pada lingkungan kerja, proses kerja
dan juga pada sistem kerja itu sendiri.
Penggunaan peralatan-peralatan kerja yang canggih dapat memberi
dampak terhadap resiko kecelakaan, kerugian dan penyakit akibat kerja. Risiko
kecelakaan, kerugian dan penyakit akibat kerja tersebut disebabkan karena adanya
sumber-sumber bahaya akibat dari aktifitas kerja di tempat kerja. Umumnya di
semua tempat kerja selalu terdapat sumber-sumber bahaya. Hampir tidak ada
tempat kerja yang sama sekali bebas dari sumber bahaya (Syukri Sahab, 1997).
Sumber-sumber bahaya perlu dikendalikan untuk mengurangi kecelakaan
dan penyakit akibat kerja. Selain adanya sumber bahaya yang dapat menyebabkan
kecelakaan dan penyakit akibat kerja terdapat juga potensi bahaya tertentu yang
Potensi bahaya yang dapat menyebabkan kecelakaan kerja dapat berasal
dari berbagai kegiatan atau aktivitas dalam pelaksanaan operasi atau juga berasal
dari luar proses kerja (Tarwaka, 2008). Untuk mengendalikan sumber-sumber
bahaya dan potensi bahaya yang ada di tempat kerja, maka sumber dan potensi
bahaya tersebut harus ditemukan. Untuk menemukan dan menentukan lokasi
bahaya potensial yang dapat mengakibatkan kecelakaan dan penyakit akibat kerja,
maka perlu diadakan identifikasi sumber bahaya potensial yang ada di tempat
kerja.
Setelah sumber dan potensi bahaya teridentifikasi, maka dilakukan
evaluasi tingkat risiko sumber bahaya terhadap tenaga kerja. Dari kegiatan
tersebut maka diusahakan suatu pengendalian sampai tingkat yang aman untuk
tenaga kerja terhadap keselamatan dan kesehatan kerja dan lingkungan.
Pengendalian terhadap sumber dan potensi bahaya bertujuan untuk
mengurangi kerugian yang disebabkan oleh kecelakaan dan penyakit akibat kerja
(Syukri Sahab, 1997), kerugian yang disebabkan oleh kecelakaan ada dua macam,
yaitu kerugian ekonomi dan kerugian non ekonomi. Kerugian ekonomi berupa
kerugian yang langsung dapat ditaksir dengan menggunakan uang, kerugian non
ekonomi antara lain adalah rusaknya lingkungan dan citra perusahaan.
Dalam memperhatikan sumber dan potensi bahaya yang ada dalam setiap
tempat kerja perusahaan wajib memberikan jaminan Keselamatan dan Kesehatan
Kerja pada setiap tenaga kerjanya. Menurut Undang-undang No. 13 tahun 2003
menerapkan sistem manajemen Keselamatan dan Kesehatan Kerja yang
terintegrasi dengan sistem manajemen perusahaan.
PT. United Tractors Tbk merupakan perusahaan yang berperan sebagai
distributor tunggal alat berat Komatsu di Indonesia. Selain sebagai distributor alat
berat PT. United Tractors Tbk juga bergerak di bidang penjualan dan perbaikan
berbagai peralatan berat. Dalam kaitannya dengan perbaikan peralatan berat PT.
United Tractors Tbk mendirikan bisnis unitnya yaitu UT Reman Jakarta. UT
Reman adalah bisnis unit PT United Tractors Tbk yang merupakan jawaban atas
kebutuhan pelanggan terhadap komponen baik “Exchange” komponen atau
perbaikan komponen.
UT Reman adalah “Remanufacturing Plant” yang bergerak dibidang
penyediaan dan perbaikan komponen dari alat-alat berat seperti Engine,
Transmisi, Final Drive dan lain-lain. Komponen UT Reman dikerjakan melalui
proses “Remanufacture” dengan standard yang telah ditetapkan mulai dari Proses
penerimaan komponen, pembongkaran, pengukuran, perakitan dan pengetesan.
UT Reman Jakarta yang dalam kegiatannya melibatkan faktor manusia, mesin dan
lingkungan mempunyai tingkat kecelakaan kerja yang tinggi. Oleh karena itu,
dilakukan usaha-usaha pencegahan sumber-sumber bahaya yang ada di tempat
kerja.
Melalui kegiatan pemantauan yang dilakukan di area kerja UT Reman
Jakarta PT. United Tractors Tbk, penulis mencoba untuk mengidentifikasi potensi
dan faktor bahaya serta upaya pengendalian yang akan akan digunakan melalui
Kerja di Area Washing UT Reman Jakarta PT. United Tractors Tbk, Cakung Jakarta Timur”.
B. Rumusan Masalah
Berdasarkan pada latar belakang tersebut maka dalam penelitian ini
penulis dapat merumuskan masalah sebagai berikut :
1. Bagaimana proses identifikasi bahaya dan penilaian resiko pada proses kerja
di area washing UT Reman Jakarta PT. United Tractors Tbk?
2. Bagaimana upaya pengendalian yang terdapat pada proses kerja di area
washing UT Reman Jakarta PT. United Tractors Tbk?
C. Tujuan Penelitian
Penelitian yang dilaksanakan di area washing UT Reman Jakarta PT.
United Tractors Tbk, bertujuan untuk :
1. Mengetahui bagaimana proses identifikasi bahaya dan penilaian resiko pada
proses kerja di area washing UT Reman Jakarta PT. United Tractors Tbk.
2. Mengetahui upaya pengendalian pada proses kerja di area washing UT Reman
Jakarta PT. United Tractors Tbk.
D. Manfaat Penelitian
1. Penulis
Diharapkan dapat meningkatkan wawasan dan pengetahuan penulis
dalam mengidentifikasi potensi dan faktor-faktor bahaya yang ada di tempat kerja
yang diobservasi secara langsung, sehingga dapat dilakukan tindakan
pengendalian agar kecelakaan tidak terjadi.
2. Perusahaan
Diharapkan perusahaan mendapat gambaran tentang potensi dan
faktor-faktor bahaya yang ada di tempat kerja serta sebagai bahan evaluasi dan
pertimbangan dalam proses identifikasi bahaya khususnya di area washing UT
Reman Jakarta, sekaligus upaya pengendaliannya untuk menurunkan tingkat
risiko terhadap kesehatan dan keselamatan kerja pada area tersebut.
3. Pembaca
Diharapkan dapat meningkatkan pengetahuan dan wawasan pembaca
mengenai gambaran identifikasi bahaya dan penilaian resiko serta gambaran
pengendalian resiko di area washing UT Reman Jakarta PT. United Tractors Tbk.
4. Program D.III Hiperkes dan Keselamatan Kerja
Diharapkan dapat menambah studi kepustakaan yang bermanfaat untuk
pengembangan ilmu pengetahuan dan peningkatan program belajar mengenai
gambaran identifikasi bahaya, penilaian resiko serta gambaran pengendalian
6
A. Tinjauan Pustaka
1. Keselamatan dan Kesehatan Kerja
a. Pengertian Umum Keselamatan Kerja
Keselamatan kerja adalah keselamatan yang bertalian dengan mesin,
pesawat, alat kerja, bahan dan proses pengolahannya, landasan tempat kerja dan
lingkungannya serta cara-cara melakukan pekerjaannya (Suma’mur, 1996).
Pengertian lain dari keselamatan kerja adalah merupakan sarana utama
untuk mencegah terjadinya kecelakaan kerja yang dapat menimbulkan kerugian
yang berupa luka/ cidera, cacat atau kematian, kerugian harta benda dan
kerusakan peralatan/ mesin dan lingkungan secara luas (Tarwaka, 2008).
Keselamatan kerja merupakan tugas semua orang yang berada di
perusahaan. Dengan demikian, keselamatan kerja adalah dari, oleh dan untuk
setiap tenaga kerja dan orang lain yang berada di perusahaan serta masyarakat
sekitar perusahaan yang mungkin terkena dampak akibat suatu proses produksi
industri (Suma’mur, 1996).
Sasaran keselamatan kerja adalah segala tempat kerja baik di darat, di
dalam tanah, di permukaan air maupun di udara (Suma’mur, 1996).
Tempat-tempat kerja demikian tersebar pada segenap kegiatan ekonomi,
seperti pertanian, industri, pertambangan, perhubungan, pekerjaan umum, jasa dan
Keselamatan kerja menyangkut segenap proses produksi dan distribusi,
baik barang maupun jasa (Suma’mur, 1996).
Keselamatan kerja adalah satu segi penting dari perlindungan tenaga
kerja. Dalam hubungan ini, bahaya yang dapat timbul dari mesin, pesawat, alat
kerja, bahan dan proses pengolahannya, keadaan tempat kerja, lingkungan, cara
melakukan pekerjaan, karakteristik fisik dan mental dari pekerjaannya, harus
sejauh mungkin diberantas dan atau dikendalikan (Suma’mur, 1996). b. Tujuan Keselamatan Kerja
1) Melindungi tenaga kerja atas hak keselamatannya dalam melakukan pekerjaan
untuk kesejahteraan hidup dan meningkatkan produksi serta produktifitas
nasional.
2) Menjamin keselamatan setiap orang lain yang berada di tempat kerja.
3) Sumber produksi dipelihara dan dipergunakan secara aman dan efisien
(Suma’mur, 1996).
c. Pengertian Umum Kesehatan Kerja
Kesehatan kerja adalah spesialisasi dalam ilmu kesehatan/kedokteran
beserta prakteknya yang bertujuan, agar pekerja atau masyarakat pekerja
memperoleh derajat kesehatan setinggi-tingginya, baik fisik atau mental, maupun
sosial dengan usaha preventif dan kuratif, terhadap
penyakit-penyakit/gangguan-gangguan kesehatan yang diakibatkan faktor-faktor pekerjaan dan lingkungan
kerja, serta terhadap penyakit-penyakit umum (Suma’mur, 1996).
Kesehatan kerja sebagai suatu aspek atau unsur kesehatan yang erat
tidak langsung dapat mempengaruhi efisiensi dan produktivitas kerja (Tarwaka,
2008).
d. Tujuan Kesehatan Kerja
1) Sebagai alat untuk mencapai derajat kesehatan tenaga kerja yang
setinggi-tingginya.
2) Sebagai alat untuk meningkatkan produksi, yang berlandaskan kepada
meningginya efisiensi dan daya produktifitas faktor manusia dalam produksi
(Suma’mur, 1996).
e. Keselamatan dan Kesehatan Kerja
Keselamatan dan kesehatan kerja secara filosofis adalah suatu pemikiran
dan upaya untuk menjamin keadaan, keutuhan, dan kesempurnaan baik jasmani
ataupun rohani manusia serta karya dan budayanya tertuju pada kesejahteraan
manusia pada umumnya dan tenaga kerja pada khususnya (Suma’mur, 1996).
Sedangkan secara keilmuan, keselamatan dan kesehatan kerja adalah
suatu cabang ilmu pengetahuan dan penerapannya yang mempelajari tentang cara
penanggulangan kecelakaan kerja dan penyakit akibat kerja (Suma’mur, 1996). Keselamatan dan kesehatan kerja secara praktis/hukum merupakan suatu
upaya perlindungan agar tenaga kerja selalu dalam keadaan selamat dan sehat
dalam melakukan pekerjaan di tempat kerja serta begitu pula orang lain yang
memasuki tempat kerja maupun sumber dari proses produksi dapat secara aman
f. Tujuan Keselamatan dan Kesehatan Kerja
1) Agar tenaga kerja dan setiap orang lain yang berada di tempat kerja selalu
dalam keadaan selamat dan sehat.
2) Agar sumber-sumber produksi dapat diakui dan digunakan secara aman dan
efisien.
3) Agar proses produksi dapat berjalan dengan lancar tanpa hambatan apapun
(Suma’mur, 1996).
g. Sasaran Keselamatan dan Kesehatan Kerja
1) Mencegah dan mengurangi kecelakaan, bahaya peledakan dan kebakaran.
2) Mencegah dan megurangi timbulnya penyakit akibat kerja.
3) Mencegah dan mengurangi angka kematian, cacat tetap, dan luka ringan.
4) Mengamankan material bangunan, mesin, pesawat, bahan, alat kerja lainnya.
5) Meningkatkan produktivitas.
6) Mencegah pemborosan tenaga kerja dan modal.
7) Menjamin tempat kerja yang aman.
8) Memperlancar, meningkatkan, mengamankan sumber, dan proses produksi.
2. Bahaya
a. Pengertian Umum Bahaya
Bahaya merupakan suatu kondisi baik yang ada maupun yang berpotensi,
yang dengan sendirinya atau berinteraksi dengan kondisi lainnya, dapat
menimbulkan kejadian yang tidak diinginkan atau diharapkan seperti kematian,
Pengertian lain dari bahaya adalah sesuatu yang berpotensi menyebabkan
kerugian. Menurut Rudi Suardi (2005), bahaya adalah suatu yang berpotensi
menjadi penyebab kerusakan ini mencakup substansi, prosedur kerja dan atau
aspek lainnya dari lingkungan kerja. Kemungkinan suatu bahan yang dalam
kondisi tertentu bisa menyebabkan kerugian pada makhluk hidup (Pamapersada
Nusantara, 1999).
Hazard adalah sumber atau situasi yang mempunyai daya potensial untuk
mengakibatkan cidera atau gangguan kesehatan, kerusakan alat, kerusakan
lingkungan tempat kerja atau kombinasi dari hal-hal tersebut (Cross Jane, 1998).
b. Potensi Bahaya
Menurut Depnaker RI (1996), potensi bahaya adalah suatu keadaan yang
memungkinkan atau dapat menimbulkan kecelakaan atau kerugian berupa cidera,
penyakit, kerusakan atau kemampuan untuk melaksanakan fungsi yang telah
ditetapkan.
Pengertian lain dari potensi bahaya (hazard) adalah sesuatu yang
berpotensi menyebabkan terjadinya kerugian, kerusakan, cedera, sakit, kecelakaan
atau bahkan dapat mengakibatkan kerusakan dan kerugian (Tarwaka, 2008).
Setiap proses produksi, peralatan/mesin, dan tempat kerja yang
digunakan untuk menghasilkan suatu produk selalu mengandung potensi bahaya
tertentu yang jika tidak mendpatkan perhatian khusus dapat menimbulkan
kecelakaan kerja. Potensi bahaya yang dapat menyebabkan kecelakaan kerja dapat
berasal dari luar proses. Potensi bahaya dapat mengakibatkan kerusakan dan
kerugian kepada :
1) Manusia baik yang bersufat langsung maupun tidak langsung terhadap
pekerjaan.
2) Properti termasuk peralatan kerja dan mesin-mesin.
3) Lingkungan baik lingkungan di dalam perusahaan maupun lingkungan di luar
perusahaan.
4) Kualitas produk barang dan jasa.
5) Nama baik perusahaan (Company’s Pubilc Image).
Menurut Tarwaka (2008) hazard atau potensi bahaya dapat
dikelompokkan berdasarkan kategori-kategori umum atau dapat juga disebut
sebagai energi potensi bahaya sebagai berikut:
1) Potensi bahaya dari bahan-bahan berbahaya (Hazardous Substances)
2) Potensi bahaya udara bertekanan (Pressure Hazard)
3) Potensi bahaya udara panas (Thermal Hazard)
4) Potensi bahaya kelistrikan (Electrical Hazard)
5) Potensi bahaya mekanik (Mechanical Hazard)
6) Potensi bahaya gravitasi dan aselerasi (Gravitational and Accelerational
Hazard).
7) Potensi bahaya radiasi (Radiation Hazard)
8) Potensi bahaya mikrobiologi (Microbiological Hazard)
9) Potensi bahaya kebisingan dan vibrasi (Vibration and Noise Hazard)
11) Potensi bahaya lingkungan kerja (Environmental Hazard)
12) Potensi bahaya yang berhubungan dengan kualitas produk dan jasa, proses
produksi, properti, image public, dll.
c. Sumber Bahaya
Kecelakaan dan penyakit akibat kerja dapat menimbulkan kerugian, baik
kerugian langsung maupun kerugian tidak langsung. Kerugian ini bisa dikurangi
jika kecelakaan dan penyakit akibat kerja dicegah dengan cara dideteksi sumber
sumber bahaya yang mengakibatkan kecelakaan dan penyakit akibat kerja
tersebut. Menurut Syukri Sahab (1997), sumber bahaya ini bisa berasal dari :
1) Manusia
Termasuk pekerja dan manajemen. Kesalahan utama sebagian besar
kecelakaan, kerugian, dan kerusakan terletak pada karyawan yang kurang
bergairah, kurang terampil, kurang tepat, terganggu emosinya yang pada umunya
menyebabkan kecelakaan dan kerugian (Bennet N.B Silalahi dan Rumondang B.
Silalahi, 1995). Selain itu apa yang diterima atau gagal diterima melalui
pendidikan, motivasi, serta penggunaan peralatan kerja berkaitan langsung dengan
sikap pimpinan (Freeport, 1995).
2) Peralatan
Peralatan yang digunakan dalam suatu proses dapat menimbulkan bahaya
jika tidak digunakan sesuai dengan fungsinya, tidak adanya latihan penggunaan
alat tersebut, tidak dilengkapi dengan pelindung dan pengaman serta tidak ada
dari mesin atau alat yang berbahaya dapat dideteksi sedini mungkin (Syukri
Sahab, 1997).
3) Bahan
Bahaya dari bahan meliputi berbagai resiko sesuai dengan sifat bahan
antara lain mudah terbakar, mudah meledak, menimbulkan alergi, menimbulkan
kerusakan pada kulit dan jaringan tubuh, menyebabkan kanker, mengakibatkan
kelainan pada janin, bersifat racun dan radio aktif.
4) Proses
Bahaya dari proses sangat bervariasi tergantung teknologi yang
digunakan. Industri kimia biasanya menggunakan proses yang berbahaya, dalam
prosesnya digunakan suhu, tekanan yang tinggi dan bahan kimia berbahaya yang
memperbesar resiko bahayanya. Dari proses ini kadang–kadang timbul asap,
debu, panas, bising, dan bahaya mekanis seperti terjepit, terpotong, atau tertimpa
bahan. Hal ini dapat mengakibatkan kecelakaan atau penyakit akibat kerja.
Tingkat bahaya dari proses ini tergantung pada teknologi yang digunakan (Syukri
Sahab, 1997).
5) Cara Kerja
Bahaya dari cara kerja dapat membahayakan karyawan itu sendiri dan
orang lain disekitarnya. Cara kerja yang demikian antara lain: cara kerja yang
mengakibatkan hamburan debu dan serbuk logam, percikan api serta tumpahan
bahan berbahaya. Cara mengangkat dan mengangkut yang salah mengakibatkan
cedera, memakai alat pelindung diri yang tidak semestinya dan cara memakai
6) Bangunan, Peralatan dan Instalasi
Bahaya dari bangunan, peralatan dan instalasi perlu mendapat perhatian.
Konstruksi bangunan harus kokoh dan memenuhi syarat. Desain ruangan dan
tempat kerja harus menjamin keselamatan dan kesehatan pekerja. Pencahayaan
dan ventilasi harus baik, tersedia penerangan darurat, marka dan rambu yang jelas
dan tersedia jalan penyelamatan diri. Instalasi harus memenuhi persaratan
keselamatan kerja baik dalam disain maupun konstruksinya. Dalam industri juga
digunakan berbagai peralatan yang mengandung bahaya, yang bila tidak
dilengkapi dengan alat pelindung dan pengaman bisa menimbulkan bahaya seperti
kebakaran, sengatan listrik, ledakan, luka – luka atau cidera.
7) Lingkungan Kerja
Bahaya dari lingkungan kerja dapat di golongkan atas berbagai jenis
bahaya yang dapat mengakibatkan berbagai gangguan kesehatan dan penyakit
akibat kerja serta penurunan produktivitas dan efisiensi kerja. Bahaya tersebut
adalah:
a) Faktor lingkungan fisik
Bahaya yang bersifat fisik seperti ruangan yang terlalu panas, terlalu
dingin, bising, kurang penerangan, getaran yang berlebihan dan radiasi.
b) Lingkungan kimia
Bahaya yang bersifat kimia yang berasal dari bahan–bahan yang
digunakan maupun bahan yang di hasilkan selama proses produksi. Bahan ini
berhamburan ke lingkungan karena cara kerja yang salah, kerusakan atau
c) Faktor lingkungan biologik
Bahaya biologi disebabkan oleh jasad renik, gangguan dari serangga
maupun dari binatang lainnya yang ada di tempat kerja.
d) Faktor faal kerja atau ergonomi
Gangguan yang besifat faal karena beban kerja yang terlalu berat,
peralatan yang digunakan tidak serasi dengan tenaga kerja.
e) Faktor psikologik
Gangguan jiwa dapat terjadi karena keadaan lingkungan sosial tempat
kerja yang tidak sesuai dan menimbulkan ketegangan jiwa pada karyawan, seperti
hubungan atasan dan bawahan yang tidak serasi.
Menurut Bennett N. B. Silalahi dan Rumandaong B. Silalahi (1995),
keadaan lingkungan yang dapat merupakan keadaan berbahaya antara lain:
a) Suhu dan kelembaban udara
b) Kebersihan udara
c) Penerapan dan kuat cahaya
d) Kekuatan bunyi
e) Cara dan proses kerja
f) Udara, gas-gas bertekanan
g) Keadaan lingkungan setempat
h) Keadaan mesin-mesin, perlengkapan dan peralatan kerja serta bahan-bahan.
3. Identifikasi Bahaya
Identifikasi bahaya merupakan suatu proses yang dapat dilakukan untuk
terjadinya kecelakaan dan penyakit akibat kerja yang mungkin timbul di tempat
kerja (Tarwaka, 2008).
Sedangkan menurut Pamapersada Nusantara (1999) identifikasi bahaya
adalah proses pencarian terhadap bahaya yang ada pada semua jenis kegiatan,
situasi, produk dan jasa yang dapat menimbulkan potensi cidera ataupun sakit.
Tindakan awal dari suatu sistem manajemen pengendalian resiko yang
merupakan suatu cara untuk mencari dan mengenali terhadap semua jenis
kegiatan, alat, produk dan jasa yang dapat menimbulkan potensi cidera atau sakit
yang bertujuan dalam upaya mengurangi dampak negatif resiko yang dapat
mengakibatkan kerugian aset perusahaan, baik berupa manusia sebagai tenaga
kerja, material, mesin, hasil produksi, maupun financial (Slamet Ichsan, 2004).
Proses identifikasi hazard atau potensi bahaya antara lain yaitu :
a. Membuat daftar semua objek (mesin, peralatan kerja, bahan, proses kerja,
sistem kerja, kondisi kerja, dll) yang ada di tempat kerja.
b. Memeriksa semua objek yang ada di tempat kerja dan sekitarnya
c. Melakukan wawancara dengan tenaga kerja yang bekerja di tempat kerja yang
berhubungan dengan objek-objek tersebut.
d. Mereview kecelakaan, catatan P3K dan informasi lainnya
e. Mencatat seluruh hazard yang telah diidentifikasi (Tarwaka, 2008)
4. Penilaian Resiko
a. Pengertian Umum
Menurut Tarwaka (2008), resiko adalah suatu kemungkinan terjadinya
Sedangkan tingkat resiko merupakan perkalian antara tingkat kekerapan
(probability) dan keparahan (consequence/ severity) dari suatu kejadian yang
dapat menyebabkan kerugian, kecelakaan atau cedera sakit yang mungkin timbul
dari pemaparan suatu hazard di tempat kerja. Menurut Widodo Siswowardodjo
(2007), tingkat resiko adalah perhitungan antara konsekuensi atau dampak yang
mungkin timbul dan probabilitas.
Menurut Permenaker PER 05/MEN/1996 tentang Sistem Manajemen
Keselamatan dan Kesehatan Kerja Lampiran I mengenai Pedoman Penerapan
sistem Manajemen Keselamatan dan Kesehatan Kerja bahwa penilaian resiko
adalah proses untuk menentukan prioritas pengendalian terhadap tingkat resiko
kecelakaaan atau penyakit akibat kerja.
Penilaian resiko adalah pelaksanaan metode-metode untuk menganalisa
tingkat resiko, mempertimbangkan resiko tersebut dalam tingkat bahaya (danger)
dan mengevaluasi apakah sumber bahaya itu dapat dikendalikan secara memadai
serta mengambil langkah-langkah yang tepat (Widodo Siswowardodjo, 2007).
b. Manfaat Penilaian Resiko
Besarnya nilai resiko yang diperoleh digunakan sebagai dasar dalam
melakukan tindakan perbaikan untuk mencegah kecelakaan kerja yang sama
terulang dan untuk mengetahui bahaya yang harus mendapat perhatian lebih
dahulu. Hasil analisis potensi bahaya dapat dimanfaatkan antara lain sebagai
berikut:
1) Evaluasi sejauh mana diperlukan perubahan mesin atau peralatan yang jadi
2) Perbaikan metode kerja.
3) Mengembangkan peralatan perlindungan dan pengamanan
4) Mempersiakan intruksi kerja
5) Mempersiapkan peraturan keselamatan kerja atau panduan untuk objek yang
diteliti (Syukri Sahab, 1997).
c. Proses Penilaian Resiko
Di dalam melakukan penilaian resiko harus dilakukan secara sistematis
dan terencana dengan mengikuti tahapan-tahapan proses penilaian resiko. Proses
penilaian resiko ini dilakukan untuk menilai tingkat resiko kecelakaan atau cidera
dan sakit dan merupakan proses kelanjutan dari proses identifikasi hazard. Proses
penilaian resiko tersebut antara lain yaitu:
1) Tingkat Kekerapan (probability)
Tingkat kekerapan atau keseringan terjadinya kecelakaan atau sakit
akibat kerja, harus mempertimbangkan tentang berapa sering dan berapa lama
seorang tenaga kerja terpapar potensi bahaya. Dengan demikian dapat dibuat
keputusan tentang tingkat kekerapan kecelakaan atau sakit yang terjadi untuk
setiap potensi bahaya yang diidentifikasi. Integritas dan efektivitas tindakan
pengendalian resiko perlu disertakan pada saat mempertimbangkan kekerapan
atau kemungkinan. Kategori tingkat kekerapan atau kemungkinan tergantung dari
kebutuhan perusahaan mulai dari tingkat kemungkinan kecil sekali sampai tingkat
kemungkinan yang sangat besar.
Setelah diketahui tingkat kekerapan kecelakaan atau sakit yang terjadi,
selanjutnya harus dibuat keputusan tentang seberapa parah kecelakaan atau sakit
yang mungkin terjadi. Penentuan tingkat keparahan dari suatu kecelakaan juga
memerlukan suatu pertimbangan tentang berapa banyak orang yang ikut terkena
dampak akibat kecelakaan dan bagian-bagian tubuh mana saja yang dapat terpapar
potensi bahaya. Kategori tingkat keparahan tergantung dari perusahaan mulai dari
tingkat keparahan kecil sekali sampai dengan tingkat keparahan yang sangat
besar.
3) Tingkat Resiko
Setelah dilakukan penaksiran terhadap tingkat kekerapan dan keparahan
terjadinya kecelakaan atau penyakit yang mungkin timbul, selanjutnya dapat
ditentukan tingkat resiko dari masing-masing hazard yang telah diidentifikasi dan
dinilai.
4) Prioritas Resiko
Setelah dilakukan penentuan tingkat resiko, selanjutnya harus dibuat
skala prioritas resiko untuk setiap potensi bahaya yang diidentifikasi dalam upaya
menyusun rencana pengendalian resiko.
5. Kecelakaan Kerja
Kecelakaan kerja merupakan suatu kejadian yang jelas tidak dikehendaki
dan seringkali tidak terduga semula yang dapat menimbulkan kerugian baik
waktu, harta benda atau properti maupun korban jiwa yang terjadi di dalam suatu
Kecelakaan kerja adalah kejadian yang tidak dikehendaki dan tidak
diduga, kapan dan dimana yang dapat menimbulkan cidera fisik terhadap orang,
dan atau kerusakan atau kerugian harta benda atau kerusakan atau pencemaran
lingkungan (PT. United Tractors Tbk, 2010).
Kecelakaan terjadi oleh karena adanya kontak dengan suatu sumber
energi atau bahan yang melampaui NAB dari bahan atau struktur. Sumber energi
ini dapat berupa tenaga mekanis, kinetis, kimia, listrik, dan lain sebagainya.
(Sucofindo, 1998).
Pada dasarnya kecelakaan disebabkan oleh dua hal yaitu unsafe act
(tindakan yang tidak aman) dan unsafe condition (kondisi yang tidak aman). Oleh
karena itu sumber daya manusia dalam hal ini memegang peranan penting dalam
penciptaan keselamatan dan kesehatan kerja. Tenaga kerja yang mau
membiasakan dirinya dalam keadaan aman dan melakukan pekerjaan dengan
aman akan sangat membantu dalam memperkecil angka kecelakaan kerja
(Suma’mur, 1996).
Menurut Peraturan Menteri Tenaga Kerja Nomor 03/MEN/1998 tentang
Tata Cara Pelaporan dan Pemeriksaan Kecelakaan, kecelakaan adalah suatu
kejadian yang tidak dikehendaki dan tidak diduga semula yang dapat
menimbulkan korban manusia dan atau harta benda. Dan dapat dikatakan nyaris
celaka (near miss) bila suatu kejadian yang tidak diinginkan yang bila keadaannya
sedikit saja berbeda dapat mengakibatkan luka pada manusia, kerusakan harta
Near miss merupakan kejadian kecelakaan yang tidak menimbulkan
cedera atau kerugian, tetapi jika terulang lagi kemungkinan dapat menimbulkan
cedera atau kerugian (PT. United Tractors Tbk, 2010).
a. Teori Penyebab Kecelakaan Kerja
Suatu kecelakaan kerja hanya akan terjadi apabila terdapat berbagai
faktor penyebab secara bersamaan pada suatu tempat kerja atau proses produksi.
Dari beberapa penelitian para ahli memberikan indikasi bahwa suatu kecelakaan
kerja tidak dapat terjadi dengan sendirinya, akan tetapi terjadi oleh satu atau
beberapa faktor penyebab kecelakaan sekaligus dalam suatu kejadian. Adapun
teori-teori yang mendukung penyebab kecelakaan kerja antara lain yaitu:
1) The Domino Theory
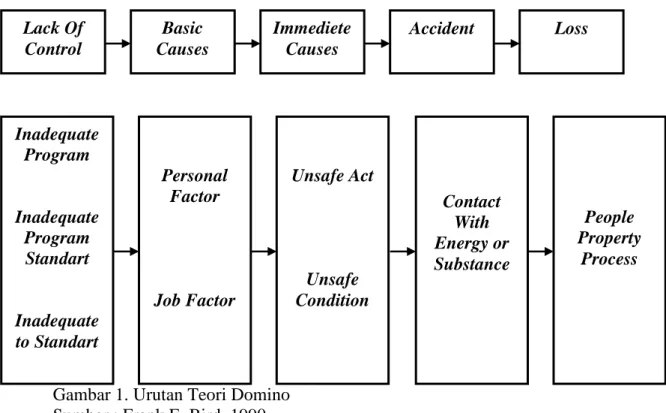
Dalam buku “Accident Prevention” Heinrich (1972) mengemukakan suatu teori sebab akibat terjadinya kecelakaan yang selanjutnya dikenal dengan
“Teori Domino”. Dari teori tersebut digambarkan bahwa timbulnya suatu kecelakaan atau cidera disebabkan oleh 5 (lima) faktor penyebab yang secara
berurutan dan berdiri sejajar antara faktor satu dengan yang lainnya. Kelima
faktor tersebut antara lain yaitu kebiasaan, kesalahan, tindakan dan kondisi tidak
aman, kecelakaan dan cidera. Untuk mencegah terjadinya kecelakaan kerja adalah
cukup dengan membuang salah satu kartu domino atau memutuskan rangkaian
Gambar 1. Urutan Teori Domino Sumber : Frank E. Bird, 1990
a) Kurangnya System Pengendalian (Lack of Control)
Dalam urutan domino, kurangnya pengendalian merupakan urutan
pertama menuju suatu kejadian yang mengakibatkan kerugian. Pengendalian
dalam hal ini ialah salah satu dari empat fungsi manajemen yaitu: Planing
(perencanaan), organizing (pengorganisasian), leading (kepemimpinan), dan
controlling (pengendalian).
Teori Domino yang pertama akan jatuh karena kelemahan pengawas dan
pihak manajemen yang tidak merencanakan dan mengorganisasi pekerja dengan
benar serta tidak mengarahkan para pekerjanya untuk terampil dalam
melaksanakan pekerjaannya. Kurang pengendalian dapat disebabkan karena
faktor: Lack Of Control Basic Causes Immediete Causes Accident Loss Inadequate Program Inadequate Program Standart Inadequate to Standart Personal Factor Job Factor Unsafe Act Unsafe Condition Contact With Energy or Substance People Property Process
(1) Program yang tidak memadai (Inadequate Program)
Hal ini disebabkan terlalu sedikitnya program yang diterapkan ditempat
kerja atau karena terlalu banyak kegiatan-kegiatan program. Kegiatan program
yang penting bervariasi dengan lingkup, sifat, dan jenis perusahaan.
(2) Standar program yang tidak layak (Inadequate Standard Program)
Guna mematuhi pelaksanaan kegiatan manajemen keselamatan dan
kesehatan kerja yang baik, perusahaan harus membuat suatu program keselamatan
dan kesehatan kerja, menetapkan standard yang digunakan dan melakukan
pemantauan pelaksanaan program tersebut.
(3) Standard yang tidak layak (Inadequate to Standar)
Faktor yang menyebabkan kurangnya standard yang diterapkan tidak
cukup spesifik dan tidak cukup jelas serta kurang tingginya standard yang
diterapkan.
b) Penyebab Dasar (Basic Causes)
Penyebab nyata yang melatar belakangi penyebab langsung dan
mendasari terjadinya kecelakaan, terdiri dari:
(1) Faktor Personal (Personal Factor) yang meliputi:
(a) Kurangnya pengetahuan
(b) Kurangnya keterampilan
(c) Kurangnya kemampuan fisik dan mental
(d) Kurangnya motivasi
(2) Faktor Pekerjaan (Job Factor) yang meliputi:
(a) Kepemimpinan da kepengawasan yang tidak memadai
(b) Engineering kurang memadai
(c) Maintenance kurang memadai
(d) Alat dan peralatan kurang memadai
(e) Pembelian barang kurang memadai
(f) Standard kerja kurang memadai
(g) Aus dan retak akibat pemakaian
(h) Penyalahgunaan wewenang
c) Penyebab Langsung (Immediate Causes)
Tindakan tidak aman dan kondisi tidak aman yang secara langsung
menyebabkan kecelakaan yang biasanya dapat dilihat dan dirasakan. Penyebab
langsung berupa:
(1) Tindakan Tidak Aman (Unsafe Act)
Unsafe act yaitu pelanggaran terhadap tata cara kerja yang aman
sehingga dapat menimbulkan peluang akan terjadinya kecelakaan, misalnya :
(a) Mengoperasikan peralatan tanpa wewenang.
(b) Mengoperasikan mesin/peralatan/kendaraan dengan kecepatan tidak layak.
(c) Berada dalam pengaruh obat-obatan terlarang dan alkohol.
(d) Gagal mengikuti prosedur kerja.
(e) Melepas alat pengaman.
(f) Alat pengaman tidak berfungsi.
(h) Menggunakan peralatan yang sudah rusak.
(i) Posisi kerja yang salah.
(j) Pengangkutan yang tidak layak.
(k) Bersenda-gurau di waktu kerja.
(l) Kegagalan untuk memperingatkan.
(2) Kondisi tidak aman (Unsafe Condition)
Kondisi fisik yang membahayakan dan langsung membuka terhadap
kecelakaan. Keadaan tidak aman antara lain:
(a) Peralatan dan material yang rusak
(b) Pelindung atau pembatas yang tidak layak
(c) Alat pelindung diri yang kurang sesuai
(d) Sistem peringatan tanda bahaya yang kurang berfungsi
(e) Kebersihan dan tata ruang tempat kerja tidak layak
(f) Kondisi lingkungan kerja mengandung debu, gas, asap, atau uap yang
melebihi NAB (Nilai Ambang Batas).
(g) Intensitas kebisingan yang melebihi NAB
(h) Paparan radiasi
(i) Temperature ruang kerja yang terlalu tinggi atau rendah
(j) Penerangan yang kurang atau berlebihan
(k) Ventilasi yang kurang
(l) Bahaya kebakaran dan peledakan
d) Kecelakaan (Accident)
Kecelakaan terjadi oleh karena adanya kontak dengan suatu sumber
energi atau bahan yang melebihi NAB dari bahan atau struktur. Sumber energi ini
dapat berupa tenaga mekanis, kinetis, kimia, listrik, dsb (Sucofindo, 1998).
Jika potensi penyebab kecelakaan dibiarkan saja untuk terjadi, maka
jalannya akan selalu terbuka untuk kontak dengan sumber bahaya. Kecelakaan
tersebut dapat berupa:
(1) Terbentur/ menabrak suatu benda
(2) Terbentur/tertabrak banda/alat yang bergerak
(3) Jatuh ke tingkat yang lebih rendah
(4) Jatuh pada tingkat yang sama (tergelincir, tersandung, terpeleset)
(5) Terjepit diantara dua benda
(6) Terjepit kedalam alat/benda yang berputar
(7) Kontak dengan listrik, panas, dingin, radiasi, bahan beracun.
e) Kerugian (Loss)
Akibat dari kecelakaan adalah kerugian, sebagaimana termasuk dalam
definisi kecelakaan bahwa kerugian dapat berwujud penderitaan pada manusia,
kerusakan pada harta benda, lingkungan serta kerugian pada proses. Kecelakaan
menurut Suma’mur (1996) menyebabkan lima jenis kerugian yaitu: (1) Kerusakan
(2) Kekacauan organisasi
(3) Keluhan dan kesedihan
(5) Kematian
Kerugian tersebut dapat diukur dengan biaya yang dikeluarkan bagi
terjadinya kecelakaan. Biaya kecelakaan terdiri dari dua macam yaitu:
(1) Biaya langsung, yaitu pembayaran berdasarkan peraturan ganti kerugian atau
asuransi dan biaya pengobatan.
(2) Biaya tersembunyi, meliputi segala sesuatu yang tidak terlihat pada waktu
setelah kecelakaan terjadi, biaya tersembunyi mencakup:
(a) Biaya memperbaiki, mengganti atau menguatkan kembali peralatan yang
rusak.
(b) Biaya untuk upah yang dikeluarkan bagi pekerja tidak kerja yang cidera.
(c) Biaya latihan kerja pekerja yang baru.
(d) Biaya yang tidak diasuransi yang ditanggung oleh perusahaan.
(e) Biaya untuk pekerja yang cidera selama tidak bekerja, selain dari biaya
terasuransi.
Kerugian dapat dilihat dari dua aspek, yaitu:
(1) Aspek Kemanusiaan
(a) Penderitaan korban meliputi: sakit, cacat, tekanan mental, kehilangan
nafkah, dan masa depan yang suram.
(b) Keluarga korban mengalami kesedihan, kehilangan tulang punggung
keluarga.
(2) Aspek Ekonomis
(a) Biaya langsung
ii. Biaya kompensasi
(b) Biaya tak langsung
i. Kerusakan gedung dan sarana produksi
ii. Penggantian/perbaikan
iii. Penurunan produksi
iv. Penelitian
v. Latihan
vi. Mutasi
vii. Upah selama tidak mampu bekerja
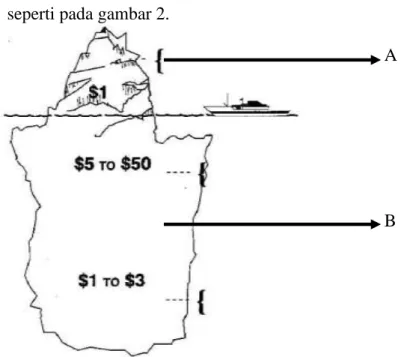
Biaya yang timbul sebagai akibat kecelakaan biasanya disebut “Biaya Gunung Es” yaitu biaya langsung digambarkan sebagai bongkahan es yang terlihat diatas permukaan laut, sedangkan biaya tak langsung digambarkan sebagai
bongkahan gunung es yang berada dibawah permukaan laut yang lebih besar,
seperti pada gambar 2.
A
B
Gambar 2. Teori Gunung Es Sumber : Bird and German, 1990
Keterangan:
A : Biaya Langsung
$1 :
a) Ganti rugi
b) Biaya pengobatan
B : Biaya Tidak Langsung
$5 to $50 :
a) Kerusakan bangunan
b) Kerusakan alat dan peralatan
c) Kerusakan bahan dan hasil produksi
d) Kelambatan dan terhentinya proses produksi
$1 to $3 :
a) Hal-hal seperti penggajian dan pelatihan, penggantian, waktu investigasi, dll.
b) Gaji yang dibayarkan pada korban sewaktu tidak bekerja, upah yang diberikan
pada korban selain ganti rugi, biaya lembur, waktu ekstra dari pengawas,
penurunan hasil produksi, dsb.
2) Multiple Causation Theory
Kecelakaan tunggal yang mempunyai banyak faktor pendukung yaitu
penyebab dan sub-penyebab. Ada dua jenis faktor pendukung yaitu faktor
lingkungan kerja dan faktor manusia.
Setiap pekerja mempunyai kemungkinan yang sama terhadap terjadinya
kecelakaan, semua kecelakaan yang terjadi karena takdir Tuhan dan tidak bisa
diprediksi cara untuk melindungi pekerja.
4) Biased Liability Theory
Teori ini mengatakan bahwa seorang pekerja yang mengalami
kecelakaan punya kecenderungan akan mengalami kecelakaan lagi, dibanding
pada pekerja lainnya. Dalam menentukan penyebab kecelakaan, terlebih dahulu
mengidentifikasi faktor-faktor dan potensi bahaya yang ada di tempat kerja yang
dimana sebagai upaya mencegah kecelakaan kerja tersebut tidak terjadi sekaligus
juga menghindari kemungkinan terulangnya kejadian tersebut.
6. Tindakan Pengendalian
Pengendalian merupakan metode untuk menurunkan tingkat faktor
bahaya dan potensi bahaya sehingga tidak membahayakan. Apabila suatu resiko
terhadap kecelakaan dan penyakit akibat kerja telah diidentifikasi dan dinilai,
maka pengendalian resiko harus diimplementasikan untuk mengurangi resiko
sampai batas-batas yang dapat diterima berdasakan ketentuan, peraturan dan
standar yang berlaku.
Di dalam memperkenalkan suatu sarana pengendalian resiko, harus
mempertimbangkan apakah sarana pengendalian resiko tersebut dapat diterapkan
dan dapat memberikan manfaat kepada masing-masing tenaga kerjanya. Cara
pengendalian yang dapat dilakukan antara lain :
a. Pengendalian langsung pada sumber bahaya, misalnya :
2) Subsitusi, mengganti bahan yang memiliki potensi risiko tinggi dengan bahan
yang potensi risikonya rendah.
3) Isolasi, pemisahan bahaya dari manusia agar tidak terjadi kontak langsung.
b. Pengendalian pada lingkungan :
1) Lay out (tata ruang) dan house keeping.
2) Ventilasi keluar setempat.
3) Ventilasi umum untuk memasukkan udara segar dari luar.
4) Mengatur antara jarak sumber bahaya dengan tenaga kerja.
c. Pengendalian pada Tenaga Kerja :
Pengendalian risiko terhadap tenaga kerja dapat dilakuakn dengan cara :
1) Mutasi Tenaga Kerja.
2) Peningkatan Kesadaran K3 di Kalangan Karyawan.
Menurut Bennet N.B Silalahi dan Rumandang B. Silalahi (1995) bahwa
pokok peningkatan kesadaran K3 di kalangan karyawan adalah :
a) Pengertian, pelatihan, penyuluhan, dan motivasi pekerja.
b) Contoh kerja yang benar.
c) Teladan kerja.
d) Dasar keselamatan kerja.
e) Pelaksanaan kerja.
f) Tanggung jawab.
g) Keinsyafan.
h) Pengamatan lingkungan.
3) Penggunaan Alat Pelindung Diri (APD) yang Baik dan Benar.
Ketentuan APD :
a) Memberi perlindungan adekuat terhadap bahaya yang spesifik.
b) Berat alat seringan mungkin.
c) Dipakai secara fleksibel.
d) Bentuk menarik.
e) Tahan lama.
f) Memenuhi standar.
g) Tidak menimbulkan bahaya tambahan karena salah penggunaan.
h) Tidak membatasi gerakan dan persepsi sensoris pemakai.
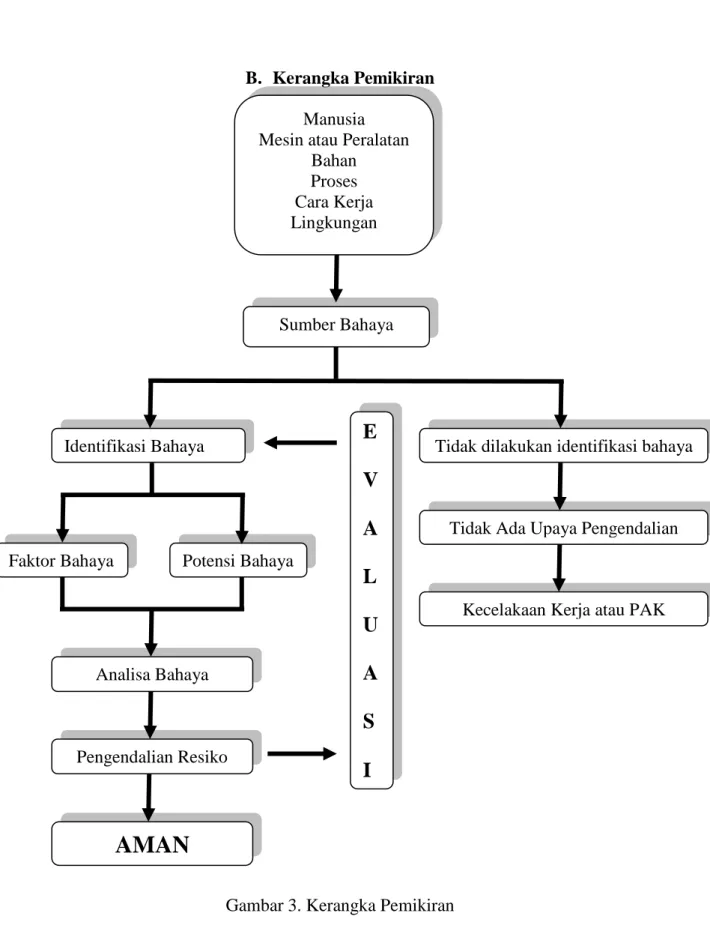
B. Kerangka Pemikiran
Gambar 3. Kerangka Pemikiran Manusia
Mesin atau Peralatan Bahan
Proses Cara Kerja Lingkungan
Sumber Bahaya
Identifikasi Bahaya Tidak dilakukan identifikasi bahaya
Faktor Bahaya Potensi Bahaya
Analisa Bahaya
Pengendalian Resiko
AMAN
Kecelakaan Kerja atau PAK Tidak Ada Upaya Pengendalian
E
V
A
L
U
A
S
I
34
A. Metode Penelitian
Metode penelitian yang digunakan dalam penelitian ini adalah penelitian
deskriptif, yaitu suatu metode penelitian yang dilakukan dengan tujuan utama
untuk membuat gambaran/ deskripsi tentang suatu keadaan secara objektif.
Dalam penelitian ini bertujuan untuk memberikan gambaran tentang risk
assessment, tingkat resiko dan upaya pengendalian resiko di area washing UT
Reman Jakarta di PT. United Tractors Tbk sebagai salah satu langkah awal untuk
mencegah timbulnya resiko berdasarkan hasil evaluasi yang diperoleh.
B. Lokasi Penelitian dan Pelaksanaan
Penelitian dilakukan di salah satu satuan kerja PT. United Tractors Tbk
yaitu di area washing UT Reman Jakarta yang terletak di Jalan Raya Bekasi Km.
22 Cakung Jakarta Timur.
C. Teknik Pengumpulan Data
Adapun data yang diperoleh dan dikumpulkan oleh penulis dalam
penyusunan dan penelitian laporan ini berupa data primer dan data sekunder yang
1. Wawancara (interview)
Suatu aktivitas atau interaksi tanya jawab terhadap pihak-pihak tertentu
dalam suatu departemen yang terkait dengan objek permasalahan yang diteliti
yaitu dengan pihak departemen SHE, operator dan supervisor pada unit kerja UT
Reman Jakarta.
2. Observasi Lapangan
Suatu kegiatan yang dilakukan dengan pengamatan langsung terhadap
objek yang diteliti guna mendapatkan data penelitian, sekaligus survey ke
lapangan untuk mencari potensi dan faktor bahaya yang ada ditempat kerja UT
Reman Jakarta.
3. Dokumentasi
Suatu kegiatan mengumpulkan dan mempelajari dokumen - dokumen
dari perusahaan yang terkait dengan objek permasalahan yang diteliti.
D. Objek Penelitian
Sebagai obyek penelitian adalah aspek manusia, mesin atau peralatan,
bahan, proses, cara kerja serta aspek lingkungan di area kerja UT Reman Jakarta
PT. United Tractors Tbk.
E. Sumber Data
Dalam melaksanakan penelitian, penulis menggunakan data-data sebagai
1. Data Primer
Data primer diperoleh dengan melakukan observasi, survey ke lapangan/
tempat kerja dan wawancara serta diskusi dengan tenaga kerja.
2. Data Sekunder
Data sekunder diperoleh dari data perusahaan dan literatur dari sumber/
data lain sebagai pelengkap laporan ini.
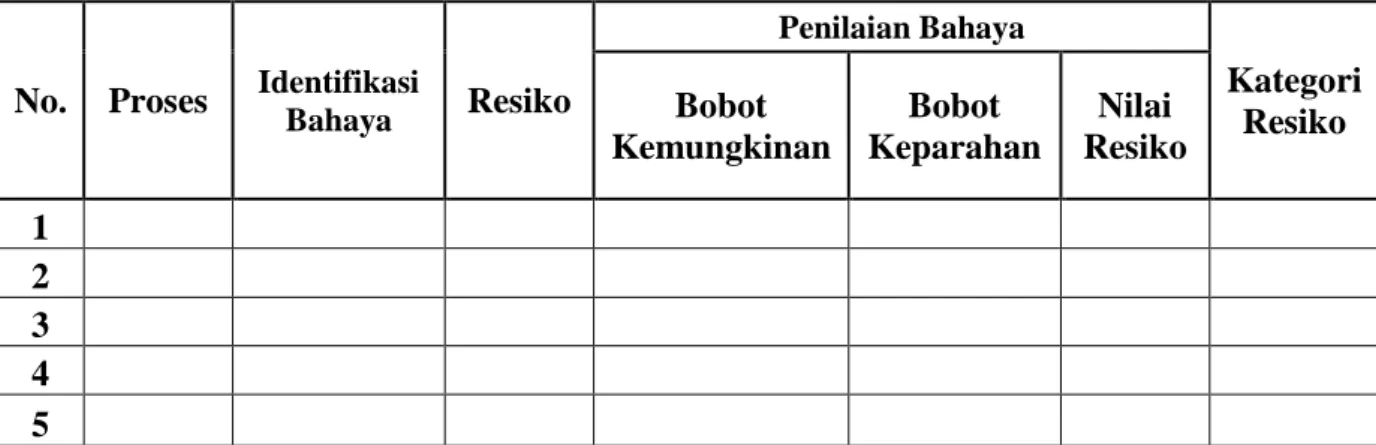
E. Analisis Data
Analisis data yang diperoleh penulis disajikan dalam bentuk tabel seperti
tabel 1. Analisis data ini ditunjukkan sebagai estimasi penilaian risiko yang
bertujuan untuk merencanakan upaya pengendalian terhadap potensi bahaya yang
telah teridentifikasi.
Tabel 1. Analisa Penilaian Resiko
No. Proses Identifikasi
Bahaya Resiko Penilaian Bahaya Kategori Resiko Bobot Kemungkinan Bobot Keparahan Nilai Resiko 1 2 3 4 5
Tabel 2. Rumus Penilaian Resiko
Sumber: Data Primer PT. United Tractors Tbk, 2010
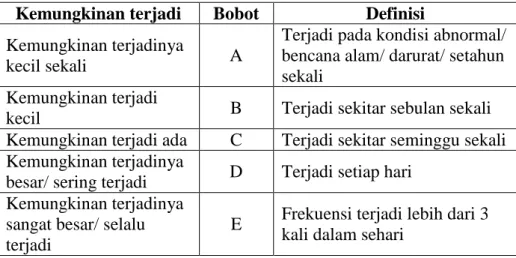
Tabel 3. Bobot Kemungkinan Terjadi
Kemungkinan terjadi Bobot Definisi Kemungkinan terjadinya
kecil sekali A
Terjadi pada kondisi abnormal/ bencana alam/ darurat/ setahun sekali
Kemungkinan terjadi
kecil B Terjadi sekitar sebulan sekali Kemungkinan terjadi ada C Terjadi sekitar seminggu sekali Kemungkinan terjadinya
besar/ sering terjadi D Terjadi setiap hari Kemungkinan terjadinya
sangat besar/ selalu terjadi
E Frekuensi terjadi lebih dari 3 kali dalam sehari
Sumber : Data Primer PT. United Tractors Tbk, 2010
Tabel 4. Bobot Keparahan
Konsekuensi/ Keparahan
Bobot Definisi Tidak Signifikan/
Tidak Parah 1
Tidak terluka atau korban tidak terluka karena pengendalian bahaya yang ada berfungsi dengan baik
Minor/ Sedikit
Parah 2
Luka pada permukaan tubuh, tergores, memar, sakit kepala. Memerlukan Pertolongan
Pertama(P3K). Korban tidak terluka parah karena pengendalian bahaya yang ada berfungsi dengan baik
Cukup Parah 3 Luka tergores cukup dalam, terbakar ringan, terkilir serius, korban panik, sesak nafas
Mayor/ Parah 4
Luka terkoyak, terbakar, tersetrum listrik bertegangan, gegar otak, terkilir serius, patah tulang ringan, tuli, sakit/ radang kulit, asma, shock berat, cidera tulang belakang yang serius, cacat minor permanen
Sangat Parah 5
Amputasi, patah tulang berat, keracunan, luka kompleks, luka fatal, kanker, penyakit
mematikan, penyakit fatal akut, kematian Sumber: Data Primer PT. United Tractors Tbk, 2010
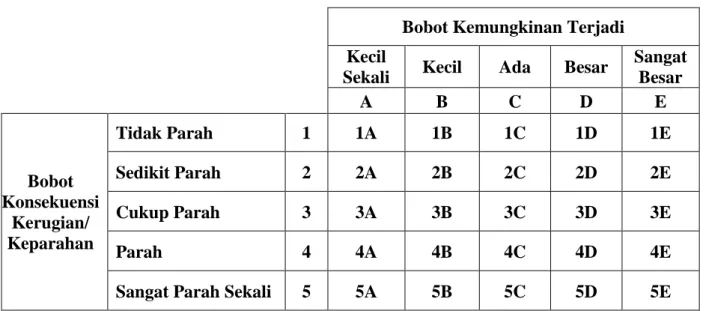
Tabel 5. Penilaian Resiko
Bobot Kemungkinan Terjadi Kecil
Sekali Kecil Ada Besar
Sangat Besar A B C D E Bobot Konsekuensi Kerugian/ Keparahan Tidak Parah 1 1A 1B 1C 1D 1E Sedikit Parah 2 2A 2B 2C 2D 2E Cukup Parah 3 3A 3B 3C 3D 3E Parah 4 4A 4B 4C 4D 4E
Sangat Parah Sekali 5 5A 5B 5C 5D 5E Sumber: Data Primer PT. United Tractors Tbk, 2010
Tabel 6. Kategori Resiko
NILAI RESIKO KATEGORI RESIKO PENGENDALIAN
1A, 1B, 1C, 2A, 2B, 3A Trolerable Risk Dapat diterima, cukup dikendalikan dengan melaksanakan prosedur-prosedur rutin. Tidak memerlukan alokasi sumber daya secara khusus. 1D, 2C, 3B, 4A Moderate Risk Membutuhkan prosedur untuk
pengawasan dan atau prosedur kerja. Harus jelas pihak Manajemen yang terkait yang bertanggung jawab untuk mengawasi dan implementasi prosedur.
1E, 2D, 2E, 3C, 3D, 4B, 4C, 5A, 5B
Substansial Risk Membutuhkan tindakan pengendalian tambahan atau tindakan perbaikan dalam jangka waktu yang ditetapkan atau tindakan harus segera diambil pada pekerjaan yang sedang dalam proses.
3E, 4D, 4E, 5C, 5D, 5E Intolerable Risk Membutuhkan tindakan pengendalian atau perbaikan secepatnya atau pada saat itu juga atau bila perlu pekerjaan harus dilarang/ dihentikan.
39 BAB IV
HASIL DAN PEMBAHASAN
A. Hasil Penelitian
Dari hasil penelitian yang dilaksanakan di area kerja UT Reman Jakarta
PT. United Tractors Tbk didapatkan hasil sebagai berikut:
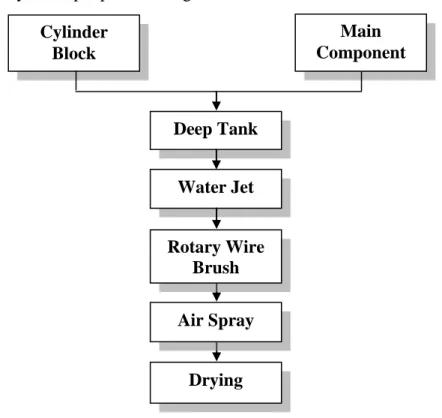
1. Proses Kerja
Washing section merupakan bagian dari proses kerja UT Reman Jakarta. Washing section adalah tempat pencucian luar dan dalam bagian engine serta
komponen-komponen dari kotoran seperti sisa oli, debu, cat yang menempel pada
bagian engine maupun komponen-komponen dari unit alat berat. Adapun
didalamnya terdapat proses sebagai berikut:
Gambar 4. Flow Chart Proses pada Washing Section Sumber : UT Reman Jakarta, 2010
Cylinder Block Deep Tank Main Component Water Jet Rotary Wire Brush Air Spray Drying
a. Cylinder Block dan Main Component
1) Pengertian
Cylinder block dan main component merupakan bagian komponen yang
berada pada unit alat berat. Komponen-komponen tersebut yang nantinya akan
dicuci untuk menghilangkan sisa cat yang menempel pada permukaan komponen.
2) Deskripsi proses kerja
a) Sebelum dilakukan proses pencucian, komponen alat berat yang rusak
(damage core) harus masuk terlebih dahulu pada receiving area atau tempat
penerimaan komponen dan tempat pengecekan komponen.
b) Kemudian damage core dibawa ke disassy section untuk dilakukan
pengecekan yang lebih detail menggunakan part book.
c) Cylinder block dan main component dari disassy section masuk ke dalam
washing section untuk dilakukan proses pencucian/ washing dan ditangani
oleh helper di washing section.
d) Komponen alat berat dimasukkan ke dalam wadah penampungan komponen.
b. Deep Tank
1) Pengertian
Deep tank merupakan peralatan yang digunakan untuk merendam
komponen alat berat yang rusak (damage core) yang di dalamnya mengandung
cairan bahan kimia yang berfungsi untuk merontokkan cat dan kotoran zat kimia
pada komponen alat berat tersebut. Terdapat dua deep tank di washing section ini
a) Deep tank untuk merendam cylinder block dan main component
Bahan kimia yang terdapat pada deep tank yang digunakan untuk
komponen dari cylinder block dan main component menggunakan bahan kimia
merk NR CR – 021 Carbon Remover yang berfungsi untuk membersihkan dan
menghilangkan karbon, karat, grease, oli dan cat serbaguna yang berbasis solvent.
b) Deep tank untuk merendam aluminium
Bahan kimia yang terdapat pada deep tank yang digunakan untuk
komponen dari aluminium menggunakan bahan kimia merk NR – Liquid 070
yang berfungsi untuk membersihkan dan menghilangkan karbon, karat, grease, oli
dan cat serbaguna yang berbasis air.
2) Deskripsi proses kerja
Proses kerja yang ada pada deep tank ini antara lain yaitu:
a) Komponen alat berat dimasukkan ke dalam wadah penampungan komponen
b) Wadah tersebut kemudian diangkat ke atas deep tank dengan overhead crane
c) Komponen direndam ke deep tank selama beberapa saat hingga kotoran dan
cat yang menempel pada komponen berkurang/ hilang.
d) Waktu untuk merendam komponen tergantung pada kandungan cat dan zat
kimia yang ada pada masing-masing komponen.
e) Wadah kemudian diangkat dan diletakkan kembali di bawah dengan
c. Water Jet
1) Pengertian
Water jet merupakan peralatan yang digunakan untuk menghilangkan
kotoran dan zat kimia yang masih menempel pada permukaan komponen.
Terdapat Water jet merupakan semprotan air yang
2) Deskripsi proses kerja
a) Komponen yang telah direndam di dalam deep tank diangkat dan diletakkan
di bawah dengan menggunakan overhead crane.
b) Setelah itu komponen dibersihkan dari kotoran dan zat kimia dengan
menggunakan water jet.
d. Rotary Wire Brush
1) Pengertian
Rotary wire brush merupakan peralatan yang digunakan untuk
membersihkan dan melepas sebagian cat yang masih menempel pada permukaan
komponen.
2) Deskripsi proses kerja
a) Komponen disemprot dengan menggunakan water jet agar kotoran dan zat
kimia yang menempel pada komponen hilang.
b) Komponen yang sudah disemprot dengan menggunakan water jet kemudian
e. Air Spray
1) Pengertian
Air spray merupakan peralatan yang digunakan untuk membersihkan
komponen dengan menggunakan air gun atau dengan menggunakan semprotan
angin yang berfungsi untuk membersihkan kotoran dan sisa zat kimia setelah
dilakukan rotary wire brush.
2) Deskripsi proses kerja
a) Komponen dibersihkan dengan menggunakan rotary wire brush untuk
menghilangkan kotoran dan sisa zat kimia.
b) Setelah itu komponen disemprot dengan menggunakan air spray untuk
menghilangkan sisa dari rotary wire brush.
f. Drying
1) Pengertian
Drying merupakan proses pemberian anti karat agar komponen tidak
berkarat sebelum komponen dibawa ke section yang membutuhkan. Terdapat dua
bahan kimia yang terdapat pada proses ini, antara lain yaitu thinner dan bahan
kimia merk RCP – 112 Rust Corrotion Preventive yang berfungsi sebagai anti
karat.
2) Deskripsi proses kerja
a) Setelah komponen dicuci dan dibersihkan dengan menggunakan water jet,
rotary wire brush dan air spray, komponen dilapisi dengan thinner dan RCP –
b) Kemudian setelah komponen dilapisi dengan bahan anti karat, komponen
ditutup dengan menggunakan plastik agar bahan anti karat tidak hilang dan
pudar.
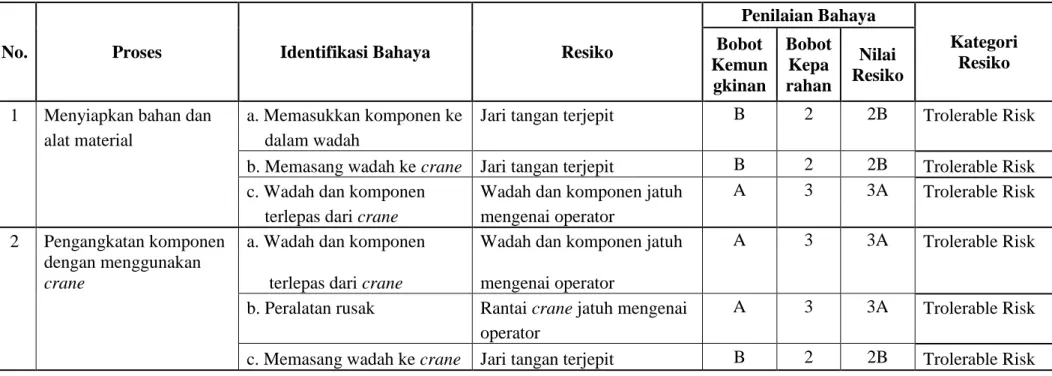
2. Identifikasi Bahaya
Dalam melakukan identifikasi bahaya, penulis melakukan tanya jawab
dengan PIC EHS, pekerja dan operator yang bekerja secara langsung di area
tersebut, bertanya kepada mereka mengenai berbagai masalah yang mereka
temukan, keadaan yang nyaris kena bahaya serta berkonsultasi dengan
pihak-pihak yang bertanggung jawab terhadap proses-proses di dalamnya. Penulis juga
melakukan observasi langsung pada proses washing di area kerja UT Reman
Jakarta. Ada beberapa aspek yang digunakan penulis sebagai pertimbangan yaitu
kondisi lingkungan kerja dan kegiatan kerja yang dapat menimbulkan potensi
bahaya. Dari observasi yang dilakukan, sumber-sumber bahaya dan potensi
bahaya yang ada di washing area teridentifikasi sebagai berikut :
a. Menyiapkan Alat dan Bahan Material
Potensi bahaya yang ditimbulkan dari kegiatan ini adalah:
1) Jari tangan terjepit pada saat memasukkan komponen ke dalam wadah.
2) Jari tangan terjepit pada saat memasang wadah ke crane.
3) Operator tertimpa wadah dan komponen yang jatuh dari crane.
b. Pengangkatan Komponen dengan Menggunakan Crane
Potensi bahaya yang ditimbulkan dari kegiatan ini adalah:
1) Operator tertimpa wadah dan komponen yang jatuh dari crane.
3) Jari tangan terjepit pada saat memasang wadah ke crane.
c. Perendaman Komponen ke dalam Deep Tank
Potensi bahaya yang ditimbulkan dari kegiatan ini adalah:
1) Pekerja terhirup bau zat kimia yang terkandung di dalam deep tank.
2) Pekerja tertimpa komponen yang jatuh dari crane.
3) Pekerja terciprat zat kimia yang terkandung di dalam deep tank pada saat
komponen dimasukkan ke dalam deep tank tersebut.
4) Mata terciprat zat kimia.
5) Pekerja terkena zat kimia pada saat menutup deep tank secara manual.
6) Luka bakar pada tangan menyentuh cairan zat kimia panas dari deep tank.
7) Tercebur ke dalam deep tank.
d. Pengangkatan Komponen dari Deep Tank
Potensi bahaya yang ditimbulkan dari kegiatan ini adalah:
1) Pekerja terkena zat kimia pada saat membuka deep tank secara manual.
2) Pekerja terciprat zat kimia yang terkandung di dalam deep tank pada saat
komponen diangkat.
3) Pekerja terhirup bau zat kimia yang terkandung di dalam deep tank.
4) Mata terciprat zat kimia.
5) Pekerja kejatuhan dan tertimpa komponen yang jatuh dari crane pada saat
diangkat.
6) Luka bakar pada tangan menyentuh cairan zat kimia panas dari deep tank.