BAB I
PENDAHULUAN
1.1. Latar Belakang
Pada era globalisasi banyak sekali industri manufaktur yang berdiri dengan menghasilkan produk yang sejenis. Kondisi seperti ini mengakibatkan terjadinya persaingan yang semakin ketat antar perusahaan, dalam menghasilkan produk yang berkualitas, sehingga membuat setiap perusahaan harus dapat bersaing secara global baik di pasaran nasional maupun pasar internasional untuk dapat meningkatkan pemasaran produk yang dihasilkan. Harapan pelanggan akan produk yang dihasilkan juga semakin meningkat baik dari segi kuantitas maupun kualitas, maka setiap perusahaan hendaknya secara terus-menerus meningkatkan kualitas perusahaannya dengan selalu berusaha untuk meminimalisasi ketidaksesuaian, pemborosan, dan meningkatkan efisiensi dari keseluruhan proses produksi perusahaan.
PT XYZ merupakan perusahaan yang bergererak dibidang mekanisasi, perbaikan dan pembuatan atau pabrikasi alat-alat pabrik CPO dan di bidang civil engineering. PT XYZ cenderung untuk mengutamakan kualitas produk dan ketepatan waktu penyerahan produk ke konsumen di mana hal ini menjadi keunggulan yang paling utama dibandingkan dengan perusahaan yang sejenis. Proses pembubutan dan pengeboran sebagai salah satu tahapan produksinya memiliki peranan yang utama dalam menghasilkan produk sprocket gear, roda
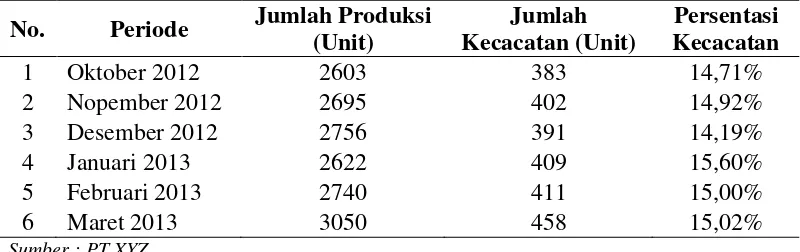
Tabel 1.1. Data Pengamatan Jumlah Produksi dan Jumlah Kecacatan No. Periode Jumlah Produksi
(Unit)
Berdasarkan data pengamatan pendahuluan yang diperoleh di PT XYZ produk yang dihasilkan untuk setiap periode mencapai antara 2.500-4.000 unit produk. Salah satu data produksi produk sprocket gear yang menjadi objek penelitian, diperoleh data produksi pada bulan Maret 2013 sebanyak 3.050 unit dengan jumlah kecacatan mencapai sebesar 15% dari jumlah produksi atau mencapai 458 unit produk cacat. Hal ini dapat mempengaruhi kualitas produk yang dihasilkan PT XYZ untuk dapat bersaing dengan perusahaan sejenis. Jenis kecacatan yang terjadi terbagi dalam dua jenis, yaitu kecacatan variabel dan kecacatan atribut. Selama proses produksi produk sprocket gear pada berlangsung terjadinya rework pada produk yang cacat secara variabel, rework pada produk cacat menyebabkan terjadinya waste pada waktu siklus produksi, sehingga membuat waktu siklus semakin panjang.
agar tetap unggul dalam menghadapi persaingan tersebut. Perbaikan yang dapat dilakukan oleh perusahaan adalah mengurangi pemborosan (waste) yang terjadi selama proses produksi. Adapun pemborosan (waste) yang terdapat pada perusahaan pada saat ini yaitu terdapatnya beberapa kegiatan yang tidak bernilai tambah (non value added activities) dan kecacatan produk yang terjadi selama proses produksi berlangsung yang tidak sesuai dengan spesifikasi produk.
Penerapan diagram kontrol MEWMA (Multivariate Exponential Weighted Moving Average) dan pendekatan dengan menggunakan metode Lean Six Sigma yang menitikberatkan kepada pengurangan lead time dan kecacatan produksi selama proses produksi berlangsung. Metode Lean Six Sigma ini merupakan pendekatan sistematik untuk mendefinisikan dan menghilangkan pemborosan (waste) atau aktivitas-aktivitas yang tidak bernilai tambah (non value added activities) melalui peningkatan secara terus-menerus secara radikal untuk mencapai tingkat kinerja enam sigma. PT XYZ dapat memperbaiki permasalahan yang terjadi dengan penerapan diagram kontrol MEWMA dan Pendekatan Lean Six Sigma ini selama proses produksinya berlangsung sehingga loyalitas para pelanggan tetap terjaga.
Perusahaan dikatakan berkualitas apabila memiliki sistem produksi yang baik dengan proses yang terkendali. Salah satu pendekatan yang dapat memenuhi tujuan tersebut adalah pendekatan Lean Six Sigma. Melalui metode Define, Measure, Analyze, Improve, dan Control (DMAIC) dalam pendekatan Lean Six Sigma, maka perusahaan dapat mengidentifikasi waste yang terjadi di sepanjang
activities) seperti kegiatan pemindahan dan menunggu, serta jumlah kecacatan produksi yang terjadi, sehingga akan meningkatkan kecepatan proses dan kualitas produksi pada perusahaan (Prastyawati, 2009).
Diagram kontrol bertujuan untuk mendeteksi sinyal out of control dengan cepat ketika terjadi pergeseran suatu proses, baik secara mean proses maupun variabilitas proses. Diagram kontrol dapat dibagi menjadi dua jenis yaitu diagram kontrol univariat yang digunakan dalam mengontrol proses dengan satu karakteristik kualitas dan diagram kontrol multivariat yang digunakan dengan lebih dari satu karakteristik kualitas dimana antar variabel memiliki hubungan (berkorelasi).
1.2. Rumusan Masalah
Berdasarkan latar belakang permasalahan yang telah diuraikan, maka permasalahan dalam pengontrolan karakteristik kualitas pada produksi, yaitu adanya pemborosan (waste) berupa waktu menunggu (waiting time) dan rework
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini, yaitu menghilangkan kegiatan yang tidak memiliki nilai tambah (non value added) dan mengurangi produk cacat pada proses produksi produk sprocket gear dengan menggunakan diagram kontrol MEWMA dan pendekatan Lean Six Sigma pada proses produksi sprocket gear di PT XYZ.
Tujuan khusus dari penelitian ini ialah untuk :
1. Mengurangi kegiatan-kegiatan yang tidak bernilai tambah (non value added activities).
2. Meningkatkan kualitas produk dengan mengurangi jumlah kecacatan produksi melalui analisis penyebab terjadinya kecacatan.
3. Memberikan usulan perbaikan terhadap keadaan sekarang dengan menggunakan pendekatan Lean Six Sigma metode DMAIC (Define, Measure,
Analyze, Improve, Control).
4. Mengontrol proses produksi produk sprocket gear secara statistik dengan menggunakan diagram kontrol MEWMA.
1.4. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini, yaitu:
1. Penelitian dilakukan pada bagian produksi PT XYZ yaitu pada proses pembubutan.
3. Data kualitas produk yang diperoleh adalah data kecacatan produk selama satu bulan.
4. Teknik sampling yang digunakan adalah simple random sampling dan penentuan jumlah sampel yang digunakan berdasarkan Pendapat Gay.
5. Kecacatan yang akan diukur kualitas produknya adalah diameter luar, diameter dalam, dan tinggi silinder untuk variabel, sedangkan untuk atribut produk sompel, goresan, dan retak.
Adapun asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Metode kerja pada saat penelitian tidak berubah dan sudah standar.
2. Karyawan di lantai produksi dari PT XYZ telah paham terhadap prosedur kerja.
3. Keterampilan dan kebutuhan setiap operator pada stasiun kerja yang sama dinilai sebanding.
4. Pekerja menguasai pekerjaannya dengan baik dan benar dianggap sebagai operator normal dari pekerja yang terdapat pada setiap stasiun kerja yang sama.
5. Kondisi mesin-mesin serta peralatan yang digunakan cukup baik.
1.5. Manfaat Penelitian
Mahasiswa dapat menambah pengetahuan dan menerapkan perbaikan kualitas dengan diagram kontrol Multivariate Exponential Weighted Moving Average
(MEWMA) dan pendekatan LeanSixSigma. 2. Manfaat bagi perusahaan
Hasil penelitian ini dapat dijadikan pertimbangan bagi perusahaan untuk mengetahui penerapan peran Multivariate Exponential Weighted Moving Average (MEWMA) dan Pendekatan Lean Six Sigma dalam upaya meningkatkan kualitas produk.
3. Manfaat bagi Lembaga atau Institusi Pendidikan
Referensi penelitian selanjutnya dalam mencari solusi perbaikan kualitas.
1.6. Sistematika Penulisan
Sistematika yang digunakan dalam penulisan laporan tugas sarjana ini sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang masalah, rumusan masalah, tujuan penelitian, manfaat penelitian, batasan masalah, asumsi-asumsi serta sistematika penulisan yang digunakan.
Bab II Gambaran Umum Perusahaan, menguraikan secara ringkas berbagai atribut dari perusahaan yang menjadi obyek penelitian, antara lain : sejarah perusahaan, struktur organisasi, bidang usaha, dan sebagainya.
Bab IV Metodologi Penelitian, menguraikan metode yang digunakan dalam pengambilan data, pengolahan data, beserta langkah-langkah pemecahan masalah.
Bab V Pengumpulan dan Pengolahan Data, menguraikan pengumpulan data yang diperlukan terhadap pihak-pihak dan proses yang terkait dengan proses produksi yang sedang diamati (tahap Define) dan dilakukan pula pengolahan data yaitu dengan langkah-langkah implementasi Lean Six Sigma yang pada bab ini memuat tentang tahap Measure dan diagram kontrol MEWMA (Multivariate Exponential Weighted Moving Average), Analyze, Improve, dan Control. Kemudian dilakukan analisa terhadap hasil pengukuran dari tahap-tahap tersebut.
Bab VI Analisis Pemecahan Masalah, meliputi analisis dari hasil pengolahan data dan alternatif dari pemecahan masalah. Tahap dari metode DMAIC yang digunakan dalam analisis pemecahan masalah adalah Tahap
Analyze, Tahap Improve dan Tahap Control. Pada bab ini juga diuraikan mengenai beberapa usulan perbaikan yang dapat diberikan kepada perusahaan.