PENGURANGAN WASTE UNTUK MENINGKATKAN
KECEPATAN PRODUKSI DAN KUALITAS PRODUK DENGAN
MENGGUNAKAN PENDEKATAN LEAN SIX SIGMA
DI PT. PRABU JAYA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
Anni Intan
NIM. 070403037
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepadaTuhan Yang Maha Esakarena
atas Rahmat dan Karunia-Nya, penulis dapat menyelesaikan Tugas Sarjana ini
dengan baik.
Tugas Sarjana ini berjudul“Pengurangan Waste Untuk Meningkatkan
Kecepatan Produksi dan Kualitas Produk Dengan Menggunakan Pendekatan Lean Six Sigmadi PT. Prabu Jaya”.Tugas Sarjana ini merupakan
sarana bagi penulis untuk melakukan studi terhadap salah satu permasalahan nyata
dalam perusahaan.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini belum
sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran
yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini.Akhir
kata, penulis berharap agar Tugas Sarjanaini bermanfaat bagi semua pihak yang
memerlukannya.
Medan, Mei 2011
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis telah mendapatkan
bimbingan dan dukungan yang besar dari berbagai pihak, baik berupa materi,
spiritual, informasi maupun administrasi. Oleh karena itu, penulis mengucapkan
terima kasih kepada :
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik
IndustriUniversitas Sumatera Utara.
3. Bapak Ir. Poerwanto, M.Sc, selaku Dosen Pembimbing I atas bimbingan,
pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana
ini.
4. IbuIr. Dini Wahyuni, MT, selaku Dosen Pembimbing II atas bimbingan,
pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana
ini.
5. Bapak Ir. Danci Sukatendel, selaku Kepala Laboratorium Tataletak Pabrik dan
Pemindahan Bahan atas bimbingan, pengarahan, dan masukan yang diberikan
dalam penyelesaian Tugas Sarjana ini.
6. Ibu Suhartini selaku Pimpinan Pabrik PT. Prabu Jaya yang memberi bantuan
berupa informasi dan data selama melakukan penelitian di perusahaan.
7. Ibu Rahmi selaku pembimbing lapangan selama melakukan penelitian di PT.
8. Kedua orang tua dan keluarga penulis yang telah memberikan
dukungansepenuhnya kepada penulis baik doa, moral maupun materi dalam
menyelesaikan Tugas Sarjana ini.
9. Semua teman angkatan 2006 dan 2007 di Departemen Teknik Industri USU
yang telah memberikan banyak masukan kepada penulis.
10.Rekan seperjuangan pada saat penelitian, Thahar Wijaya dan Irwan Budiman.
11.Teman-teman serekan kerja di Laboratorium Tataletak Pabrik dan
Pemindahan Bahan (Bang Andi, Bang Andrico, Kak Damayanti, Kak Viva,
Kak Astrina, Kak Ellise, Kak Hela, Kak Mastora, Bang Erwin, Bang Suwandi,
Bang Marwan, Roy, Meity, Dian, Mega, Maywanto, Isnan, Andri) yang
mendukung penulis dalam menyelesaikan Tugas Sarjana ini.
12.Sahabat penulis, Yessi, Mery, Lady, Novida, Rosifine, Novita, Reni, Eveleen,
Liske, Lany, Lisabella, Juliana, Fensi, Suhartono, William, Endy, Susanto,
Anton, Hendro, Yawin, Jose, Tommy, Willy, Elfrida, dan lain-lain.
13.Bang Nurmansyah, Bang Mijo, Kak Dina, Kak Ani, dan Bang Ridho atas
bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian
Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaian
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan
terima kasih. Semoga laporan ini bermanfaat bagi kita semua
Medan, Mei 2011
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN ... i
KATA PENGANTAR ... ii
UCAPAN TERIMA KASIH ... iii
DAFTAR ISI... iv
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
I PENDAHULUAN
1.1. Latar Belakang Masalah ... I-1
1.2. Perumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-4
1.4. Manfaat Penelitian ... I-5
1.5. Batasan dan Asumsi Penelitian ... I-5
1.6. Sistematika Penulisan Tugas Sarjana ... I-6
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.4. Daerah Pemasaran ... II-3
2.5. Organisasi dan Manajemen ... II-4
2.5.1. Struktur Organisasi Perusahaan ... II-4
2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-7
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-7
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-9
2.6. Proses Produksi ... II-10
2.6.1. Standar Mutu Bahan/ Produk ... II-10
2.6.2. Bahan yang Digunakan ... II-11
2.6.3. Uraian Proses Produksi ... II-13
2.6.4. Mesin dan Peralatan... II-20
2.6.5. Utilitas ... II-20
2.6.6. Safety and Fire Protection ... II-21
2.6.7. Waste Treatment ... II-23
III LANDASAN TEORI
3.1. Sistem Produksi Lean (Lean Production System) ... III-1
3.1.1. Konsep Dasar Lean ... III-1
3.1.2. Prinsip Dasar Lean ... III-2
3.1.3. Jenis-jenis Pemborosan (Waste) ... III-3
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.2.1. Konsep Dasar Six Sigma ... III-7
3.2.2. Prinsip Kualitas dan Six Sigma... III-8
3.2.3. Dasar Statistik Six Sigma ... III-9
3.3. Lean Six Sigma ... III-11
3.4. Metode DMAIC dalam Six Sigma ... III-12
3.4.1. Define ... III-14
3.4.1.1. Project Statement ... III-14
3.4.1.2. Diagram SIPOC
(Supplier-Input-Process-Output-Customer)... III-14
3.4.1.3. Peta Aliran Proses ... III-16
3.4.1.4. Value Stream Mapping ... III-18
3.4.1.5. Voice of Customer ... III-30
3.4.2. Measure ... III-30
3.4.2.1. Perhitungan Data Waktu ... III-30
3.4.2.1.1. Tingkat Ketelitian dan Tingkat
Keyakinan ... III-31
3.4.2.1.2. Uji Keseragaman dan Kecukupan
Data ... III-31
3.4.2.1.3. Perhitungan Waktu Normal ... III-33
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4.2.2. Perhitungan Metrik Lean ... III-35
3.4.2.3. Critical To Quality (CTQ) ... III-37
3.4.2.4. Peta Kontrol ... III-38
3.4.1.5. Perhitungan Tingkat Sigma ... III-42
3.4.3. Analyze ... III-43
3.4.3.1. Time Traps ... III-43
3.4.3.2. Diagram Pareto... III-44
3.4.3.3. Diagram Sebab Akibat(Cause-Effect Diagram) III-47
3.4.3.4. Diagram Five Why ... III-49
3.4.3.5. Failure Mode and Effect Analysis (FMEA) ... III-50
3.4.4. Improve ... III-55
3.4.4.1. Layout Improvement ... III-55
3.4.4.2. Metode 5S ... III-56
3.4.5. Control ... III-56
3.4.5.1. Standard Operating Procedures ... III-56
IV METODOLOGI PENELITIAN
4.1. Jenis Penelitian... IV-1
4.2. Lokasi Penelitian ... IV-1
4.3. Kerangka Berpikir ... IV-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.5. Instrumen Pengumpulan Data ... IV-4
4.6. Metode Pengumpulan Data ... IV-4
4.7. Metode Pengolahan Data ... IV-5
4.8. Metode Analisis Pemecahan Masalah ... IV-6
4.9. Kesimpulan dan Saran ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Permintaan Produk ... V-1
5.1.2. Data Aliran Proses ... V-1
5.1.3. Data Jumlah Mesin ... V-3
5.1.4. Penilaian Rating Factor Operator ... V-4
5.1.5. Data Waktu Proses ... V-12
5.1.6. Penetapan Allowance (Kelonggaran)... V-16
5.1.7. Data Atribut Kualitas Produk ... V-21
5.2. Pengolahan Data ... V-23
5.2.1. Tahap Define ... V-24
5.2.1.1. Project Statement(Pernyataan Proyek) ... V-24
5.2.1.2. Pemilihan Produk ... V-25
5.2.1.3. Diagram SIPOC
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.1.4. Peta Aliran Proses ... V-28
5.2.1.5. Value Stream Mapping ... V-30
5.2.1.6. Voice of Customer ... V-32
5.2.2. Tahap Measure ... V-32
5.2.2.1. Perhitungan Data Waktu Siklus ... V-32
5.2.2.2. Perhitungan Waktu Normal dan Waktu Baku ... V-40
5.2.2.3. Perhitungan Metrik Lean ... V-42
5.2.2.3.1. Perhitungan Manufacturing Lead
Time ... V-44
5.2.2.3.2. Perhitungan Process Cycle
Efficiency... V-45
5.2.2.3.3. Perhitungan Process Lead Time dan
Process Velocity ... V-47
5.2.2.4. Pengolahan Data Kualitas Produk ... V-48
5.2.2.4.1. Penentuan Critical To Quality
(CTQ) ... V-48
5.2.2.4.2. Perhitungan Data Atribut Kualitas ... V-49
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis ... VI-1
6.1.1. Tahap Analyze ... VI-1
6.1.1.1. Analisis Value-Added ... VI-1
6.1.1.2. Analisis Process Cycle Efficiency ... VI-3
6.1.1.3. Analisis Process Lead Time dan
ProcessVelocity ... VI-3
6.1.1.4. Analisis Time Traps ... VI-4
6.1.1.5. Diagram Pareto ... VI-8
6.1.1.6. Diagram Sebab Akibat ... VI-11
6.1.1.7. Diagram Five Why ... VI-13
6.1.1.8. Failure Mode and Effect Analysis (FMEA) ... VI-17
6.2. Pemecahan Masalah ... VI-22
6.2.1. Tahap Improve... VI-22
6.2.1.1. People ... VI-22
6.2.1.2. Workplace Management ... VI-22
6.2.1.3. Metode 5S ... VI-25
6.2.1.4. Information ... VI-29
6.2.2. Tahap Control ... VI-29
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.3.1. Estimasi Hasil Peningkatan Kecepatan ... VI-32
6.3.2. Estimasi Hasil Peningkatan Kualitas ... VI-39
6.3.3. Ringkasan HasilEstimasi Sebelumdan Sesudah
Perbaikan ... VI-41
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-3
DAFTAR TABEL
TABEL HALAMAN
2.1.Jumlah Tenaga Kerja... II-8
2.2.Sistem Pembagian Jam Kerja ... II-9
3.1.Jenis-jenis Pemborosan/Waste ... III-5
3.2.Hubungan Kuantitatif antara Sigma, PPM dan Cpk ... III-11
3.3.Fokus Lean dan Six Sigma ... III-12
3.4.Dot and Check Technique ... III-18
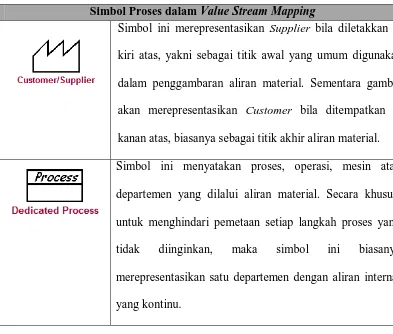
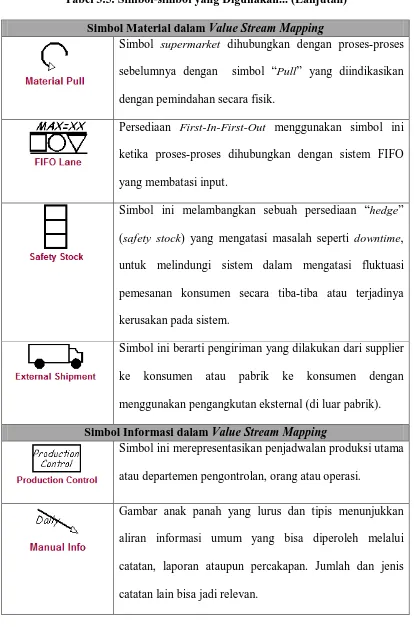
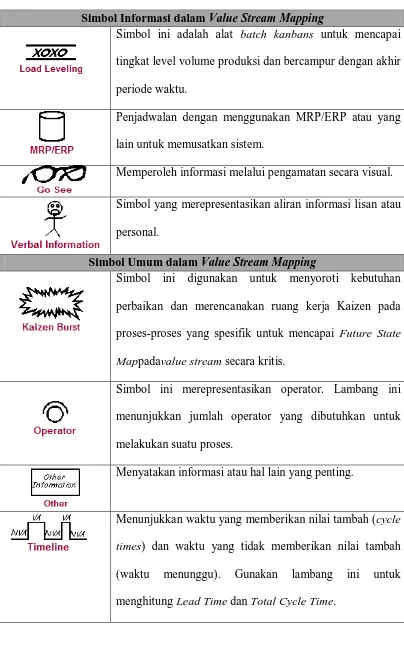
3.5.Simbol-simbol yang Digunakan dalam Value Stream Mapping ... III-24
3.6. Typical and World-Class Cycle Efficiencies ... III-36
3.7. Nilai Severity ... III-54
3.8. Nilai Occurence ... III-54
3.9. Nilai Detection... III-54
5.1. Jumlah Permintaan Produk Pintu Kayu pada Bulan Maret 2011 ... V-1
5.2. Jumlah Mesin yang terdapat di Lantai Produksi ... V-3
5.3. Penilaian Rating Factor terhadap Operator ... V-4
5.4. Waktu Siklus Pembuatan Produk Pintu 4 Panel ... V-13
5.5. Waktu Muat pada Proses Pembuatan Pintu 4 Panel ... V-15
5.6. Waktu Set-up pada Tiap Mesin ... V-15
5.7. PenetapanAllowance Terhadap Proses Produksi ... V-16
5.8. Data Atribut Kualitas pada Tahap Inspeksi I ... V-21
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.10. Rekapitulasi Uji Keseragaman Waktu Siklus dari Setiap
ProsesProduksi Pintu Kayu ... V-35
5.11. Rekapitulasi Uji Keseragaman Waktu Muat dari Setiap Proses ... V-36
5.12. Uji Kecukupan Data Proses Ketiga ... V-37
5.13. Rekapitulasi Uji Kecukupan Data Waktu Siklus dari Setiap ... V-38
5.14. Rekapitulasi Uji Kecukupan Data Waktu Muat Setiap Proses... V-39
5.15. Perhitungan Waktu Normal dan Waktu Baku pada Setiap Proses ... V-41
5.16. Urutan Proses Kerja dan Waktu Baku ... V-44
5.17. Value-Added-Time dan Non-Value-Added-Time ... V-45
5.18. Perhitungan Batas Kontrol Peta p untuk Tahap Inspeksi I ... V-51
5.19. Perhitungan Batas Kontrol Peta p untuk Tahap Inspeksi II ... V-54
5.20. Perhitungan Tingkat Sigma untuk Tahap Inspeksi I... V-56
5.21. Perhitungan Tingkat Sigma untuk Tahap Inspeksi II ... V-57
6.1. Perhitungan Workstatison Turnover Time (WTT) Setiap Proses ... VI-4
6.2. Perhitungan Time Traps untuk Setiap Proses ... VI-6
6.3. Persentase Total Kecacatan pada Tahap Inspeksi I ... VI-9
6.4. Persentase Total Kecacatan pada Tahap Inspeksi II ... VI-10
6.5. Analisis FMEA pada Tahap Inspeksi I ... VI-18
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.7. Urutan Proses Kerja Baru pada Produksi Pintu Kayu ... VI-33
6.8. Value-AddedTime dan Non-Value-AddedTime Setelah Estimasi ... VI-35
6.9. Hasil Estimasi Peningkatan Kualitas Tahap Inspeksi I... VI-39
6.10. Proporsi Persentase Perbaikan pada Tahap Inspeksi I ... VI-40
6.11. Hasil Estimasi Peningkatan Kualitas Tahap Inspeksi II ... VI-40
6.12. Proporsi Persentase Perbaikan pada Tahap Inspeksi II ... VI-41
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Prabu Jaya ... II-6
2.2. Bahan Baku ... II-12
2.3. Gambar Teknis Produk Pintu Kayu ... II-20
3.1. Un-Lean (Traditional) Work Activity yang Tipikal ... III-4
3.2. Hubungan Kurva Normal dan Batas Sigma ... III-10
3.3. Bentuk Diagram SIPOC ... III-15
3.4. Contoh Peta Kontrol ... III-39
3.5. Diagram Pareto ... III-46
3.6. Model Diagram Sebab Akibat ... III-48
3.7. Contoh Tabel FMEA ... III-51
4.1. Kerangka Berpikir Penelitian ... IV-3
4.2. Flow DiagramPengolahan Data dengan Menggunakan Pendekatan
Lean Six Sigma Metode DMAIC ... IV-8
4.3. Blok Diagram Langkah-langkah Penelitian ... IV-9
5.1. Aliran Proses Produksi dari Hasil Pengamatan ... V-2
5.2. Histogram Jumlah Permintaan Pintu Kayu bulan Maret 2011 ... V-26
5.3. Diagram SIPOC Proses Produksi Pintu Kayu Colonial 4 Panel ... V-28
5.4. Peta Aliran Proses Produksi Pintu Kayu Colonial 4 Panel ... V-29
5.5. Value Stream Mapping untuk Satu Siklus Proses Produksi Pintu
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.6. Peta Kontrol Waktu Siklus Proses Ketiga ... V-34
5.7. Value Stream Mapping untuk Satu Siklus Produksi Pintu Kayu
Colonial 4 Panel... V-43
5.8. Peta p untuk Data Tahap Inspeksi I ... V-52
5.9. Peta p untuk Data Tahap Inspeksi II ... V-53
6.1. Diagram Pareto pada Tahap Inspeksi I ... VI-9
6.2. Diagram Pareto pada Tahap Inspeksi II ... VI-10
6.3. Diagram Sebab Akibat pada Atribut Potongan Tidak Rata ... VI-12
6.4. Diagram Sebab Akibat pada Atribut Ukuran Tidak Pas ... VI-12
6.5. Diagram Sebab Akibat pada Atribut Veneer Koyak... VI-13
6.6. Diagram Sebab Akibat pada Atribut Veneer Lepas ... VI-13
6.7. Diagram Five Why pada Atribut Potongan Tidak Rata ... VI-14
6.8. Diagram Five Why pada Atribut Ukuran Tidak Pas ... VI-15
6.9. Diagram Five Why pada Atribut Veneer Koyak ... VI-16
6.10. Diagram Five Why pada Atribut Veneer Lepas ... VI-16
6.11. Layout Produksi Pintu Kayu ... VI-23
6.12. Perbaikan Layout Proses Produksi Pintu Kayu ... VI-25
ABSTRAK
PT. Prabu Jaya merupakan perusahaan manufaktur yang bergerak di bidang produksi kayu.Produk utama yang dihasilkan oleh perusahaan adalah pintu kayu. Perusahaan ini berlokasidi Jalan Patumbak No. 10-A Km 8 Medan- Tanjung Morawa, Sumatera Utara.Permasalahan yang dihadapi oleh perusahaan adalah banyaknya pemborosan (waste) yang terjadi selama proses produksi berlangsung sehingga menimbulkan masalah waktu penyelesaian lama dan kualitas produksi. Lamanya waktu produksi ini dikarenakan adanya kegiatan-kegiatan tidak bernilai tambah (non value added activities) seperti kegiatan pemindahan, pemeriksaan dan menunggu (delay), sedangkan kualitas produk dilihat dari jumlah kecacatan yang terjadi selama proses produksi berlangsung. Kecacatan produksi ini terjadi dikarenakan bahan baku yang kurang bagus, putaran mesin yang tidak konstan, dan ketidaktelitian pekerja dalam bekerja. Tujuan dari penelitian ini adalah mengurangi variasi lead time dan variasi produk yang terjadi pada proses produksi sehingga terjadinya peningkatan kecepatan proses dan kualitas produk.
Pendekatan Lean Six Sigma denganmenggunakan metode DMAIC (Define, Measure, Analyze, Improve, Control) digunakan untuk memecahkan masalah yang dihadapai oleh perusahaan pada saat ini. Pendekatan dengan menggunakan metode Lean Six Sigma merupakan kombinasi antara Lean dan Six
Sigmayang menitikberatkan kepada pengurangan variasi dari lead time dan variasi
dari kecacatan. Dalam Lean, alat yang digunakan untuk mengarahkan peningkatan dan memahami proses saat ini adalah pemetaan value stream(value stream
mapping) dan perhitungan metrik Lean. Dalam Six Sigma, perhitungantingkat
sigma digunakan untuk menunjukkan masalah critiqal-to-quality.
Hasil penelitian menunjukkan kondisi Lean saat ini adalah PCE (Process
Cycle Efficency) sebesar59,45%, process velocity adalah 0,0599 proses/jam, dan time traps terjadi pada prosesfinishing. Dari keseluruhan proses produksi pintu
kayu yaitu 34 kegiatan produksi terdiri dari18 kegiatan tidak bernilai tambah (non
value-added) dan 16 kegiatan bernilai tambah (value-added), dengan manufacturinglead time1217,193 detik per produk. Kinerja kualitas pada saat ini
sebesar 2,53 σ(Sigma 1,5 Shift = 4,03σ), dan 2,28 σ(Sigma 1,5 Shift = 3,78σ) untuk masing-masing tahap inspeksi.
Perbaikan yang diusulkan adalah line support
operator,layoutimprovement, penerapan metode 5S, dan peningkatan komunikasi
perusahaan dengan supplier sehingga diperoleh hasil estimasi pengurangan
manufacturinglead timesebesar 130,553 detik, peningkatan kualitas sebesar 0,17 σ
dan 0,25 σ pada masing-masing tahap inspeksi dan eliminasi 3 kegiatan tidak bernilai tambah (non value-added). Masalah kualitas bahan baku, perawatan mesin dan pelatihan operator secara berkala adalah hal-hal penting yang masih harus diperhatikan perusahaan ke depan.
Kata Kunci :Lean, pemborosan (waste), value stream mapping, lead time, kualitas, sigma, DMAIC
ABSTRAK
PT. Prabu Jaya merupakan perusahaan manufaktur yang bergerak di bidang produksi kayu.Produk utama yang dihasilkan oleh perusahaan adalah pintu kayu. Perusahaan ini berlokasidi Jalan Patumbak No. 10-A Km 8 Medan- Tanjung Morawa, Sumatera Utara.Permasalahan yang dihadapi oleh perusahaan adalah banyaknya pemborosan (waste) yang terjadi selama proses produksi berlangsung sehingga menimbulkan masalah waktu penyelesaian lama dan kualitas produksi. Lamanya waktu produksi ini dikarenakan adanya kegiatan-kegiatan tidak bernilai tambah (non value added activities) seperti kegiatan pemindahan, pemeriksaan dan menunggu (delay), sedangkan kualitas produk dilihat dari jumlah kecacatan yang terjadi selama proses produksi berlangsung. Kecacatan produksi ini terjadi dikarenakan bahan baku yang kurang bagus, putaran mesin yang tidak konstan, dan ketidaktelitian pekerja dalam bekerja. Tujuan dari penelitian ini adalah mengurangi variasi lead time dan variasi produk yang terjadi pada proses produksi sehingga terjadinya peningkatan kecepatan proses dan kualitas produk.
Pendekatan Lean Six Sigma denganmenggunakan metode DMAIC (Define, Measure, Analyze, Improve, Control) digunakan untuk memecahkan masalah yang dihadapai oleh perusahaan pada saat ini. Pendekatan dengan menggunakan metode Lean Six Sigma merupakan kombinasi antara Lean dan Six
Sigmayang menitikberatkan kepada pengurangan variasi dari lead time dan variasi
dari kecacatan. Dalam Lean, alat yang digunakan untuk mengarahkan peningkatan dan memahami proses saat ini adalah pemetaan value stream(value stream
mapping) dan perhitungan metrik Lean. Dalam Six Sigma, perhitungantingkat
sigma digunakan untuk menunjukkan masalah critiqal-to-quality.
Hasil penelitian menunjukkan kondisi Lean saat ini adalah PCE (Process
Cycle Efficency) sebesar59,45%, process velocity adalah 0,0599 proses/jam, dan time traps terjadi pada prosesfinishing. Dari keseluruhan proses produksi pintu
kayu yaitu 34 kegiatan produksi terdiri dari18 kegiatan tidak bernilai tambah (non
value-added) dan 16 kegiatan bernilai tambah (value-added), dengan manufacturinglead time1217,193 detik per produk. Kinerja kualitas pada saat ini
sebesar 2,53 σ(Sigma 1,5 Shift = 4,03σ), dan 2,28 σ(Sigma 1,5 Shift = 3,78σ) untuk masing-masing tahap inspeksi.
Perbaikan yang diusulkan adalah line support
operator,layoutimprovement, penerapan metode 5S, dan peningkatan komunikasi
perusahaan dengan supplier sehingga diperoleh hasil estimasi pengurangan
manufacturinglead timesebesar 130,553 detik, peningkatan kualitas sebesar 0,17 σ
dan 0,25 σ pada masing-masing tahap inspeksi dan eliminasi 3 kegiatan tidak bernilai tambah (non value-added). Masalah kualitas bahan baku, perawatan mesin dan pelatihan operator secara berkala adalah hal-hal penting yang masih harus diperhatikan perusahaan ke depan.
Kata Kunci :Lean, pemborosan (waste), value stream mapping, lead time, kualitas, sigma, DMAIC
PENDAHULUAN
1.1. Latar Belakang Masalah
Pada masa sekarang inisudah banyak sekali industri manufaktur yang
berdiri dengan menghasilkan produk yang sejenis. Hal inilah yang mengakibatkan
terjadinya persaingan yang semakin ketat antar perusahaan. Selain itu,harapan
pelanggan akan produk yang dihasilkan juga semakin meningkat baik dari segi
kuantitas maupun kualitas.
PT. Prabu Jaya merupakan perusahaan yang bergerak dalam bidang
produksi produk kayu. Salah satu produk utama yang dihasilkan oleh PT. Prabu
Jaya adalah produk pintu kayu dengan beberapa jenis ukuran dan model.
Perusahaan harus memperbaiki kinerjanya agar tetap unggul dalam menghadapi
persaingan tersebut. Perbaikan yang dapat dilakukan oleh perusahaan adalah
mengurangi pemborosan (waste) yang terjadi selama proses produksi. Adapun
pemborosan (waste)yang terdapat pada perusahaan pada saat ini yaitu terdapatnya
beberapa kegiatan yang tidak bernilai tambah (non value added activities) dan
kecacatan produk yang terjadi selama proses produksi berlangsung. Kegiatan non
value added tersebut berupa kegiatan pemindahan dan menunggu (delay) untuk
proses selanjutnya seperti kegiatan pemindahan komponen pintu (stile, rail, dan
panel) ke mesin membran press, pemindahan pintu kayu ke proses finishing dan
komponen pintu kayu menunggu untuk dirakit. Kegiatan pemindahan ini terjadi
dikarenakan adanya jarak antara proses kerja sebelum dengan selanjutnya yang
proses dengan proses selanjutnya, maka akan mengakibatkan semakin lamanya
waktu pemindahan yang terjadi, seperti letak proses pembuatan profil kayu
dengan proses pengelemen kertas veneer seharusnya dekat tetapi dibuat berjauhan
dengan jarak pemindahan 8,55 meter sehingga waktu pemindahannya lama yaitu
sekitar 7,191 detik. Hal inilah yang mengakibatnya semakin banyaknya waktu
yang diperlukan untuk memproduksi suatu produk. Salah satu solusinya adalah
dilakukan perbaikan letak antar stasiun kerja menurut tingkat keterkaitannya agar
waktu pemindahan yang diperlukanseminal mungkin. Demikian juga dari segi
kualitas, kualitas produk yang dihasilkan harus memenuhi keinginan pelanggan
seperti bahan yang kuat, kayu yang awet dan ukuran yang
tepat.Semakinmenurunnya tingkat kualitas produk yang dihasilkan perusahaan,
maka semakin banyaknya kecacatan produk yang terjadi selama proses produksi
berlangsung. Hal-hal inilah yang merupakan pemborosan (waste) dalam
perusahaan.
Adanya pemborosan (waste) tersebut, maka akan mengakibatkan lamanya
waktu produksi yang diperlukan perusahaan untuk menghasilkan sejumlah produk
sehingga jumlah produk yang dihasilkan tidak sesuai dengan target perusahaan.
Jika produk yang dihasilkan berjumlah kecil, maka perusahaan akan kesulitan
dalam memenuhi permintaan pelanggan pada waktu yang telah ditentukan. Untuk
menghindari kejadian tersebut, perusahaan harus mempercepat waktu produksi
dan mengurangi jumlah kecacatan produk yang terjadi selama proses produksi
berlangsung. Salah satu metode yang dapat digunakan dalam pengurangan waste
Manufacturing, yaitu meminimasi ataupun mengeliminasi pemborosan yang
terjadi pada setiap proses perusahaan sehingga dapat digunakan untuk perbaikan
tersebut.
Pendekatan dengan menggunakan metode Lean Six Sigma merupakan
kombinasi antara Lean dan Six Sigmayang menitikberatkan kepada pengurangan
lead time dan kecacatan produksi selama proses produksi berlangsung. Metode
Lean Six Sigma ini merupakan pendekatan sistematik untuk mendefinisikan dan
menghilangkan pemborosan (waste) atau aktivitas-aktivitas yang tidak bernilai
tambah (non value added activities) melalui peningkatan secara terus-menerus
secara radikal untuk mencapai tingkat kinerja enam sigma.Dengandemikian,
perusahaan dapat memperbaiki permasalahan yang terjadi selama proses
produksinya berlangsung sehingga loyalitas para pelanggan tetap terjaga.
Perusahaan dikatakan berkualitas apabila memiliki sistem produksi yang
baik dengan proses yang terkendali. Salah satu pendekatan yang dapat memenuhi
tujuan tersebut adalah pendekatan Lean Six Sigma. Melalui metode Define,
Measure, Analyze, Improve, dan Control (DMAIC) dalam pendekatan Lean Six
Sigma, maka perusahaan dapat mengidentifikasi waste yang terjadi di sepanjang
value streamyaitu kegiatan-kegiatan tidak bernilai tambah (non value added
activities) seperti kegiatan pemindahan dan menunggu, serta jumlah kecacatan
produksi yang terjadi, sehingga akan meningkatkan kecepatan proses dan kualitas
1.2. Perumusan Masalah
Masalah dalam penelitian ini adalah adanya jarak perpindahan yang jauh
antara proses kerja sebelum dengan selanjutnya sehingga mengakibatkan
terjadinya kegiatan yang tidak bernilai tambah (non value added activity) berupa
kegiatan pemindahan dan menunggu (delay), dan kualitas produk tidak sesuai
dengan keinginan pelanggan sehingga jumlah kecacatan produksi yang terjadi
selama proses produksi semakin meningkat. Oleh karena itu, kegiatan yang tidak
bernilai tambah (non value added activity) dan jumlah kecacatan produksi
dikurangi untuk meningkatkan kecepatan produksi dan meningkatkan kualitas
produk perusahaan. Tahap selanjutnya akan diberikan usulan perbaikan untuk
keadaan perusahaan sekarang dalam pengurangan waste tersebut dan dihitung
nilai estimasi usulan perbaikan untuk mengetahui seberapa besar pengurangan
waktu produksi (lead time)dan peningkatan kualitas produkyang dapat dicapai
oleh perusahaan.
1.3. Tujuan Penelitian
Adapun tujuan penelitian ini adalah :
1. Mengurangi pemborosan (waste) yang terjadi selama proses produksi untuk
meningkatkan kecepatan proses produksi dengan mengidentifikasi dan
mengurangi kegiatan-kegiatan yang tidak bernilai tambah (non value added
activities) melalui perbaikan letak antar stasiun kerja menurut tingkat
keterkaitannya sehingga jumlah waste semakin menurun dan waktu produksi
2. Meningkatkan kualitas produk dengan mengurangi jumlah kecacatan produksi
melalui analisis penyebab terjadinya kecacatan agar kualitas produk yang
dihasilkan sesuai dengan keinginan pelanggan dan tingkat sigma semakin
meningkat.
3. Memberikan usulan perbaikan terhadap keadaan sekarang dengan
menggunakan pendekatan Lean Six Sigma metode DMAIC (Define, Measure,
Analyze, Improve, Control) untuk menyelesaikan masalah-masalah yang
terjadi di perusahaan.
4. Mengestimasi nilai peningkatan yang dapat dicapai oleh perusahaan melalui
usulan perbaikan tersebut untuk mengetahui seberapa besar pengurangan
waktu produksi (lead time) dan peningkatan kualitas produk yang dapat
dicapai.
1.4. Manfaat Penelitian
Adapun manfaat yang diharapkan dapat diperoleh dari penelitian ini
adalah sebagai berikut :
1. Menjadi bahan masukan bagi perusahaan dalam mengenal dan memahami
konsep Lean Six Sigma untuk peningkatan kinerja perusahaan sehingga citra
perusahaan dapat meningkat di mata konsumen.
2. Meningkatkan keterampilan bagi penulis dalam menyelesaikan permasalahan
yang berkaitan dengan pengurangan wasteuntuk meningkatkan kecepatan
proses dan kualitas produk melalui pendekatan Lean Six Sigma dengan metode
1.5. Batasan dan Asumsi Penelitian
Adapun batasan masalah dalam melakukan penelitian ini adalah sebagai
berikut:
1. Penelitian hanya dilakukan pada proses pembuatan pintu kayu jenis Colonial
pada PT. Prabu Jaya karena pintu kayu jenis ini paling banyak diproduksi
perusahaan untuk memenuhi permintaan pelanggan.
2. Data kualitas produk yang diperoleh adalah data kecacatan produk selama 1
bulan yaitu bulan Maret 2011.
3. Produk yang diteliti adalah produk pintu kayu jenis Colonial yang memiliki
permintaan terbesar.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Semua mesin dan peralatan yang digunakan selama proses produksi dalam
keadaan baik dan layak digunakan selama proses produksi berlangsung.
2. Tidak ada perubahan urutan operasi yang mempengaruhi jalannya proses
produksi.
3. Waktu proses (waktu siklus) bernilai sama untuk setiap pekerjaan yang
melalui proses ataupun mesin-mesin yang sama karena kemampuan kerjanya
dianggap sama.
4. Pekerja yang telah menguasai pekerjaannya dengan baik dan benar dianggap
sebagai operator normal dari sejumlah pekerja yang terdapat pada
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan tugas sarjana ini adalah
sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang
mendasari peneliti untuk membuat suatu rancangan perbaikan terhadap masalah
lead time dan kualitas produksidi perusahaan, rumusan permasalahan, tujuan
penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam
penelitian, dan sistematika penulisan tugas sarjana.
BabII Gambaran Umum Perusahaan,menjelaskan sejarah dan gambaran
umum perusahaan, struktur organisasi, organisasi dan manajemen, teknologi serta
proses produksi.
Bab III Landasan Teori,memaparkan teori-teori yang digunakan dalam
analisis pemecahan masalah yaitu Teori Pengukuran Waktu, Teori Pengendalian
Kualitas, dan Teori Pendekatan Lean Six Sigma dengan Metode DMAIC (Define,
Measure, Analyze, Improve, Control).Sumber teori atau literatur yang digunakan
diambil dari referensi buku-buku dan jurnal penelitian yang berhubungan dengan
topik tersebutdan disertakan pada Daftar Pustaka.
BabIVMetodologiPenelitian, mengemukakan tahapan-tahapan
pengurangan waste untuk meningkatkan kecepatan proses dan kualitas produk
dengan menggunakan pendekatan Lean Six Sigma Metode DMAIC, yang dimulai
dari persiapan penelitian, pengambilan data waktu proses dan kualitas produksi,
pengolahan data, analisis pemecahan masalah hingga kesimpulan dan saran yang
Bab VPengumpulan dan Pengolahan Data,mengidentifikasi data primer
yaitu data pengukuran waktu proses produksi, Ratingfactor dan Allowance, serta
data sekunder yaitu jumlah permintaan produk dan jumlah kecacatan produksi.
Selain itu, juga terdapat tahap pengolahan data dengan menggunakan pendekatan
Lean Six Sigma Metode DMAIC untuk mendapatkan pemecahan masalah. Tahap
dari metode DMAIC yang digunakan dalam pengolahan data adalah Tahap
Define, dan Tahap Measure.
Bab VI Analisis Pemecahan Masalah,meliputi analisis dari hasil
pengolahan data dan alternatif dari pemecahan masalah. Tahap dari metode
DMAIC yang digunakan dalam analisis pemecahan masalah adalah Tahap
Analyze, Tahap Improve dan Tahap Control. Pada bab ini juga diuraikan
mengenai beberapa usulan perbaikan yang dapat diberikan kepada perusahaan dan
nilai peningkatan yang dapat dicapai oleh perusahaan dapat diestimasikan melalui
brainstorming dengan pihak perusahaan.
Bab VII Kesimpulan dan Saran,memberikan kesimpulan perbaikan lead
time dan kualitas produksi yang diperoleh dari hasil pemecahan masalah, dan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Prabu Jaya telahberdiri sejak tahun 1973,dimana perusahaan ini
didirikan oleh Bapak Kisudjo Tjanggal. Perusahaan PT. Prabu Jaya berlokasi di
Jalan Patumbak Km 8No. 10-A, Medan Provinsi Sumatera Utara. Pertama sekali
perusahaan ini berdiri dengan nama UD.Prabu Jaya yang bergerak di bagian
penjualan lokal dan mensuplai pintu serta produk lain ke kontraktor dan
developer. Sejak tahun 1992 perusahaan ini mengganti nama menjadi PT. Prabu
Jaya dan mulai melakukan penjualan ekspor dengan pengiriman barang pertama
kali ke negara Hong Kong, Taiwan dan Korea. Perusahaan PT. Prabu Jaya ini
semakin berkembang dari tahun ke tahun sehingga pada tahun 1994 penjualan
ekspor berkembang hingga ke negara Jepang, Eropa, Afrika, Malaysia, Singapore,
Thailand dan negara-negara lain.
Meskipun terdapat ketentuan pemerintah mengenai masalah Illegal
Loggingpada tahun 2002 yang menyebabkan industri perkayuan mengalami
dampak negatif dan kekurangan bahan baku, PT. Prabu Jaya tetap dapat bertahan
dan beroperasi dengan menggunakan bahan baku kayu plantation seperti kayu
dari pohon sengon, kemiri, durian, mahoni, rambung, akasia dan jenis kayu
lainnya sehingga produktifitas perusahaan tetap berada dalam keadaan stabil.
PT.Prabu Jaya merupakan salah satu perusahaan yang turut serta dalam mencegah
globalwarming dan menciptakan perusahaan yang ramah lingkungan.
2.2. Ruang Lingkup Bidang Usaha
PT. Prabu Jaya ini bergerak di bidang pengolahan kayu dimana PT. Prabu
Jaya ini terdiri atas dua pabrik yaitu:
1. Pabrik I yaitu pabrik pengolahan bahan setengah jadi menjadi bahan jadi
yaitu pintu kayu.
2. Pabrik II yaitu pabrik pengolahan bahan mentah menjadi bahan setengah jadi
seperti kusen pintu, papan lantai, bagian laci, dan lain-lain.
Jenis-jenis produk yang dihasilkan oleh PT. Prabu Jaya adalah sebagai
berikut:
a. Door (Pintu)
b. Window (Jendela)
c. EngineeringDoorJambProfileSets
d. FlooringPrefinishedProducts (Lantai)
e. CeilingBoard (Plafon)
f. Moulding
g. FingerJointLamboard
h. LaminatingScantling
i. Skirting, Finger Joint Laminating
Sistem produksi yang diterapkan oleh PT. Prabu Jayaadalah sistem make
order). Pelanggan memberikan desain dari produk yang ingin dipesan, kemudian
digambarkan dalam sketsa sesuai dengan spesifikasinya. Pihak perusahaan akan
membuat contoh produk yang diinginkan dan memperlihatkan kepada pelanggan.
Jika produk yang dihasilkan sudah sesuai dengan pesanan pelanggan, maka
perusahaan akan membuat produk tersebut. Untuk produk yang sering dipesan
oleh pelanggan tetap, perusahaan menyiapkan stock sehingga apabila konsumen
meminta jenis barang tersebut, produk sudah tersedia.
2.3. Lokasi Perusahaan
PT. Prabu Jaya memiliki dua pabrik dengan rincian sebagai berikut:
1. Pabrik I berlokasi di Jalan Patumbak No. 10-A Km 8 Medan Tanjung
Morawa, Medan-Sumatera Utara
2. Pabrik II berlokasi di Jalan Patumbak No. 42 Km 8 Medan Tanjung Morawa,
Medan-Sumatera Utara
2.4. Daerah Pemasaran
PT. Prabu Jaya merupakan suatu perusahaan yang berskala internasional
dimana selalu menjaga kualitas produk yang akan diekspornya. Produk yang
dihasilkan oleh PT. Prabu Jaya akan dipasarkanke berbagai negara seperti:
1. Jepang
2. Belanda
3. Australia
5. Eropa
6. Inggris
7. Belgia
8. Cina
9. Taiwan
10. Amerika
11. Korea Selatan
Selain itu, produk yang dihasilkan juga dipasarkan untuk daerah lokal
yang mencakup wilayah Sumatera, Jawa dan Kalimantan.Produk kayu yang
berkualitas tinggi didominasikan sebagai produk ekspor ke luar negeri sedangkan
produk kayu yang memiliki kualitas yang lebih rendah yaitu produk semidefect
dijual dalam wilayah lokal. Meskipun produk yang dijual di wilayah lokal adalah
produk semi defect, produk tersebut tetap dapat digunakan sebagai produk yang
layak dipakai oleh masyarakat luas.
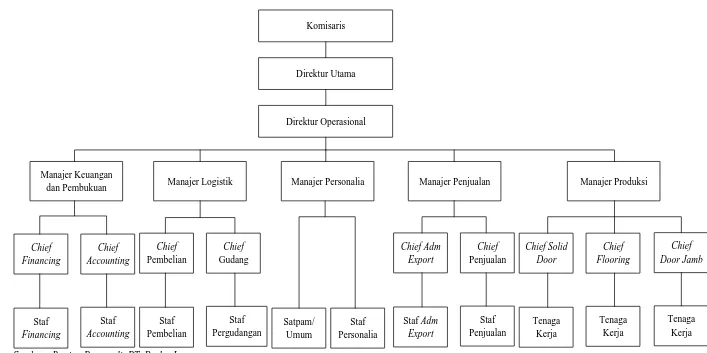
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi Perusahaan
Dalam melaksanakan aktivitas perusahaannya, PT. Prabu Jaya
menggunakan struktur organisasi yang telah disusun sedemikian rupa sehingga
jelas terlihat batas-batas tugas, wewenang dan tanggung jawab dari setiap personil
dalam organisasi. Struktur organisasi yang baik akan menciptakan suatu kerja
itu, akan terlihat dengan jelas tentang pembagian tugas dan tanggung jawab
masing-masing bagian untuk mencapai tujuan perusahaan.
PT.Prabu Jayamenggunakan struktur organisasi berbentuk fungsional
dimana pemimpin perusahaan membagi pekerjaan berdasarkan fungsi-fungsi
Komisaris
Direktur Utama
Direktur Operasional
Manajer Personalia Manajer Keuangan
dan Pembukuan Manajer Logistik Manajer Penjualan Manajer Produksi
Chief Financing
Staf Financing
Chief Accounting
Staf Accounting
Chief Pembelian
Staf Pembelian
Chief Gudang
Staf Pergudangan
Satpam/ Umum
Staf Personalia
Chief Adm Export
Staf Adm Export
Chief Penjualan
Staf Penjualan
Chief Solid Door
Tenaga Kerja
Chief Flooring
Tenaga Kerja
Chief Door Jamb
Tenaga Kerja
[image:35.842.72.779.105.458.2]Sumber : Bagian PersonaliaPT. Prabu Jaya
2.5.2. Pembagian Tugas dan Tanggung Jawab
Adapun pembagian tugas dan tanggung jawab pada masing-masing jabatan
di PT. Prabu Jaya dapat dilihat pada Lampiran 1.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja
Perusahaan PT. Prabu Jaya menggunakan beberapa cara untuk
memperoleh tenaga kerja, yaitu:
1. Cara Internal (dari dalam perusahaan)
Cara internal ini digunakan untuk memperoleh tenaga kerja dari dalam
perusahaan, diterapkan manajemen System Promotion Withindimana untuk
mengisi jabatan yang kosong dilakukan dengan mengangkat jabatan dari
dalam perusahaan sendiri dengan cara melakukan promosi,mutasi, dan rotasi.
Dengan demikian perusahaan memberikan kesempatan kepada karyawan
yang mempunyai bakat, keterampilan, dan kompetensi untuk berkembang di
perusahaan tersebut.
2. Cara Eksternal(dari luar perusahaan)
Cara eksternal ini digunakan untuk memperoleh tenaga kerja dari luar
perusahaan. Cara eksternal ini dapat diperoleh dari:
a. Keluarga atau famili karyawan perusahaan
b. Teman-teman atau kenalan karyawan perusahaan
Jumlah tenaga kerja yang dipekerjakan olehPT.Prabu Jayapada saat ini
khususnya pada bagian produksi adalah karyawan tetap sebanyak 150 orang dan
Tabel 2.1. Jumlah Tenaga Kerja
No. Jabatan Jumlah (orang)
1 Komisaris 1
2 Direktur 1
3 Wakil Direktur 1
4 Manager Produksi 1
5 Manager Penjualan 1
6 Manager Personalia 1
7 Manager Logistik 1
8 Manajer Keuangan dan Pembukuan 1
9 Chief Financing 1
10 ChiefAccounting 1
11 Chief Pembelian 5
12 ChiefGudang 5
13 ChiefAdm. Export 4
14 ChiefPenjualan 6
15 ChiefSolidDoor 2
16 ChiefFlooring 8
17 ChiefDoorJamb 10
18 Staf Finance 14
19 Staf Accounting 14
20 Staf Pembelian 30
21 Staf Pergudangan 20
22 Staf Adm.Export 18
23 Staf Penjualan 22
24 Staf Personalia 9
25 Satpam 3
26 Tenaga Kerja 200
Jumlah 380
Sumber: Bagian PersonaliaPT. Prabu Jaya
Suatu perusahaan dapat berjalan dengan baik dalam melaksanakan
tugasnya apabila sistem pengaturan waktu kerja juga diatur dengan baik. Jam
kerja di PT. Prabu Jaya adalah hari Senin sampai hari Sabtu dengan perincian
1. Hari Senin - Jumat terdiri dari 7 jam kerja dan 1 jam istirahat setiap hari.
2. Hari Sabtu terdiri dari 5 jam kerja.
Pembagian jam kerja dapat dilihat pada Tabel 2.2.
Tabel 2.2. Sistem Pembagian Jam Kerja
Hari Jam Kerja (WIB) Istirahat (WIB)
Senin – Jumat 08.00 – 16.00 12.00 – 13.00
Sabtu 08.00 – 13.00 -
Sumber: Bagian PersonaliaPT. Prabu Jaya
Terdapatshiftnon stopdi PT. Prabu Jayayaitu pada bagian pembakaran
kayu dan abu untuk menghasilkan uap pemanasan yang digunakan untuk
menghangatkan kayu yang telah disimpan agar tidak cepat rusak serta memiliki
kualitas yang baik pada saat produksi. Jam kerja pada shift non stopini dibagi
dalam duashift yaitu shift I dimulai dari 06.00–18.00 WIB dan shift II dimulai dari
18.00–06.00 WIB.
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan yang terdapat pada PT. Prabu Jaya adalah pembayaran
upah dalam bentuk gaji pokok yang terdiri dari :
a. Karyawan tetap, gaji pokok diberikan setiap bulan dengan besar gaji sesuai
dengan UMK(Upah Minimum Kota) ditambah dengan uang masa kerja dan
uang makan karyawan tersebut.
b. Karyawan tidak tetap, gaji pokok diberikan setiap bulan dengan besar gaji
sesuai dengan hasil kerja karyawan tersebut.
Selain pemberian upah kerja, perusahaan juga memberikan berbagai
1. Memberikan THR (Tunjangan Hari Raya)setiap tahun kepada seluruh
karyawan tetap yang besarnya tergantung pada performansi kerja dan lama
kerja karyawan.
2. Fasilitas kerja
Untuk menunjang kelancaran tugasnya, perusahaan juga menyediakan
peralatan-peralatan yang dibutuhkan oleh seluruh karyawan baik karyawan
tetap maupun tidak tetap untuk meningkatkan keselamatan kerja seperti
sarung tangan, masker, sepatu boot, kaca mata pengaman dan sebagainya.
3. Adanya jaminan sosial tenaga kerja (JAMSOSTEK)
Perusahaan memberikan asuransi keselamatan kerja berupa JAMSOSTEK
kepada karyawan tetap untuk melindungi karyawannya dari hal-hal yang
tidak diinginkan.
4. Adanya jaminan kesehatan dan kesejahteraan untuk seluruh karyawanbaik
tetap maupun tidak tetap antara lain:
a. Cuti sakit
b. Cuti khusus, karena perkawinan atau musibah
2.6. Proses Produksi
2.6.1. Standar Mutu Bahan/ Produk
Standar mutu bahan/produk yang diterapkan PT. Prabu Jaya adalah suatu
sistem dimana dapat mengendalikan produk ataupun bahan baku agar tidak
sangat perlu ditingkatkan dan dipertahankan guna menjaga standar kualitas
produk jadi.
Standar mutu bahan baku kayu yang diterapkan oleh PT. Prabu Jaya
terbagi atas 3 kriteria yaitu:
a. Select Better yaitu mutu bahan baku yang berkualitas tinggi dan mahal. Jenis
kayu ini biasanya digunakan sebagai lapisan luar produk atau lipping.
b. Standard Better yaitu mutu bahan baku yang bersifat standar. Jenis kayu ini
biasanya digunakan untuk bagian pembukaan produksi.
c. Mercing Table yaitu mutu bahan baku yang rendah. Jenis kayu ini biasanya
untuk pembuatan core door.
Standar mutu produk jadi khususnya produk pintu kayu diterapkan oleh
perusahaan dengan mengikuti criteria Engineering Door dimana ukuran pintu
telah memiliki standar tertentu walaupun ada kalanya pembuatan pintu
disesuaikan dengan keinginan konsumen.
2.6.2. Bahan yang Digunakan
Adapun bahan-bahan yang digunakan oleh PT. Prabu Jaya dalam
melaksanakan proses produksinya adalah sebagai berikut :
1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk
dan memiliki persentase yang besar dalam produk dibandingkan bahan-bahan
lainnya. Bahan baku yang digunakan dalam melaksanakan proses produksi di PT.
Meranti Merah, Sengon, Durian, Nyatoh, dan Merbau. Jenis kayu yang digunakan
selama proses produksi berlangsung biasanya telah disesuaikan
[image:41.595.161.474.156.394.2]dengankeinginanpelanggan.
Gambar 2.2. Bahan Baku
2. Bahan Penolong
Bahan penolong adalah bahan yang secara tidak langsung mempengaruhi
kualitas dan fungsi produk, baik itu dikenakan secara langsung maupun tidak
langsung terhadap bahan baku dalam suatu proses produksi. Adapun bahan
penolong yang digunakan selama proses produksi berlangsung yaitu:
1. Air, digunakan sebagai bahan yang menghasilkan uap air ketika terjadi
pemanasan di dalam boiler.
2. Sisa potongan kayu (cut off), digunakan sebagai bahan bakar untuk
memanaskan boiler.
4. Kertas Ampelas, digunakan untuk menghaluskan permukaan kayu dari
produk pintu yang dihasilkan.
3. Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan guna
meningkatkan citra produk dan nilai tambah dimata konsumen. Adapun bahan
tambahanyang digunakan selama proses produksi berlangsung yaitu:
1. Veneer, digunakan sebagai lapisan yang diberikan pada kayu produksi
sehingga permukaan kayu menjadi lebih rata.
2. Cat, digunakan untuk memperindah warna produk.
3. Plastik, digunakan untuk membungkus produk pada saat pengiriman.
4. Label, digunakan untuk menunjukkan spesifikasi dari produk pintu kayu.
2.6.3. Uraian Proses Produksi
Proses pengolahan bahan bakuberlangsung di pabrik kedua PT. Prabu Jaya
dimana pabrik pertama PT. Prabu Jaya sudah menerima bahan baku berupa balok
kayu yang sudah di-stick dan siap untuk diolah menjadi produk jadi. Adapun
uraian proses produksi bahan baku kayu stick yang akan digunakan untuk proses
pembuatan produk jadi di PT. Pabu Jaya adalah sebagai berikut :
a. Proses Pemotongan
Pohon kayu yang masih berukuran besar dipotong dengan menggunakan
perusahaan (cutting size) kemudian distik sebelum dilanjutkan ke proses
berikutnya.
b. Proses Pengawetan
Kayu-kayu yang telah dipotong tersebut kemudian diawetkan untuk
mencegah serangan serangga/organisme maupun jamur perusak kayu.
Pengawetan dilakukan dengan memasukkan bahan kimia kedalam pori-pori
kayu sehingga menembus permukaan kayu setebal beberapa milimeter ke
dalam daging kayu. Pengawetan ini dilakukan dalam ruangan tertutup dan
memakan waktu kurang lebih 4 hari. Pengawetan ini bertujuan untuk
menambah umur pakai kayu lebih lama .
c. Proses Pengeringan
Kayu yang telah diawetkan tersebut kemudian dimasukkan ke dalam ruang
penguapan (kamar steam) yang berguna untuk menjaga agar kayu tersebut
tidak basah ataupun lembab. Metode yang digunakan dalam pengeringan
kayu ini adalah kiln dry. Sumber panas berasal dari sebuah tungku atau ruang
pembakaran dengan bahan bakar sisa potongan kayu (cut off). Energi panas
yang dihasilkan oleh api pembakaran kemudian disalurkan melalui saluran
cerobong dengan penghantar kipas. Jenis sumber panas yang lain berasal dari
uap air. Untuk memperoleh panas dari uap air maka dibuatlah sebuah boiler
yang dipanaskan hingga 80o-100oC dengan menggunakan api pembakaran
dan bahan bakar dari sisa potongan kayu (cut off). Kemudian uap air tersebut
disalurkan melalui pipa boiler ke seluruh ruangan pengeringan dengan suhu
suhu yang stabil. Ruang pengering berperan untuk menjaga kestabilan suhu
udara agar tidak tercampur udara luar. Proses pengeringan untuk kayu yang
berukuran tipis memakan waktu kurang lebih 13-18 hari sedangkan kayu
yang berukuran tebal memerlukan waktu 22-25 hari.
d. Proses Conditioning
Setelah proses pengeringan, maka tahap selanjutnya adalah kayu akan
diconditioning selama 3 hari. Proses conditioningdilakukan untuk melihat
bagaimana kondisi kayu setelah keluar dari ruang pengeringan. Biasanya
akan berubah sekitar 10%. Untuk standar ekspor adalah sekitar 10-12%.
Produk yang dihasilkan oleh PT. Prabu Jaya sangat beragam dan
berjumlah banyak, seperti pintu kayu, kursi kayu, lantai kayu, laci, jendela, dan
produk kayu lainnya. Dalam laporan ini, uraian proses produksi hanya membahas
mengenai uraian proses pembuatan pintu kayu yaitu :
1. Pembuatan Stile dan Rail
a. Proses Pengeleman(Laminating)
Proses ini dilakukan untuk menggabungkan kayu-kayuyang ukurannya
telah disesuaikan dengan ukuran permintaan konsumen. Proses ini
menggunakan lem sebagai bahan pembantu.
b. Proses Pengetaman
Kayu yang sudah kering dan memenuhi standar akan diketam di mesin
ketam. Proses pengetaman ini dilakukan pada sisi atas dan bawah kayu.
Proses pengetaman dilakukan untuk mendapatkan permukaan kayu yang
c. Proses Pemotongan
Setelah proses pengetaman selesai, kayu akan dimasukkan ke mesin
potonguntuk dipotong dan diperiksa hasil potongannya. Kayu dipotong
menjadi beberapa ukuran seperti stile dan rail yang disesuaikan dengan
keinginan konsumen. Sisa dari hasil pemotongan kayu kemudian dibawa
ke tumpukan sisa potongan kayu (cut off)untuk digunakan sebagai bahan
bakar boiler.
d. Proses Pembuatan Profil Panjang
Pada proses ini dilakukan pembentukan profil kayu pada bagian sisi
panjangnya. Mesin yang diigunakan adalah mesin moulding untuk proses
pembuatan profil dua sisi sedangkan mesin single spindleadalah
pembuatan profil untuk satu sisi saja.
e. Proses Pembuatan Profil Lebar
Pada proses ini dilakukan pembentukan profil kayu pada bagian sisi
lebarnya. Mesin yang digunakan adalah mesin tenoning.
f. Proses Pengeleman Kertas Veneer
Proses ini diawali dengan menggunakan kertas veneer sebagai pelapis
pada stile dan rail kemudian di-press dengan menggunakan mesin
membranpress. Jika bahan baku kayu tidak mengalami pengeleman atau
laminatingmaka tidak perlu dilakukan proses membran press
g. Proses Pengeboran (Pembuatan Lubang Dowel)
Pada prosesini dilakukan pembuatan lubang dowelpada bagian profil kayu
dengan proses pengeboran. Pembuatan dowelmenggunakan mesin
doweltersendiri. Bentuk dowel ini adalah silinder.
h. Proses Pemasangan Dowel
Pada prosesini dilakukan pemasangan dowel pada lubang dowel yang
terdapat pada profil kayu. Proses pemasangan ini dibantu dengan
menggunakan lem dan martil karet untuk menguatkanpemasangan
dowelpada profil kayu.
2. Pembuatan Panel
a. Proses Pengeleman(Laminating)
Proses ini dilakukan untuk menggabungkan kayu-kayuyang ukurannya
telah disesuaikan dengan ukuran permintaan konsumen. Proses ini
menggunakan lem sebagai bahan pembantu.
b. Proses Pengetaman
Setelah kayu kering, kayu diketam di mesin ketam. Proses pengetaman ini
dilakukan disisi atas dan bawah kayu atau juga di salah satu sisi kayu.
Proses pengetaman ini dilakukan agar mendapatkan permukaan kayu yang
lebih rata. Mesin yang digunakan adalah mesin ketam.
c. Proses Pemotongan
Setelah kayu selesai diketam, maka kayu akan dimasukkan ke mesin
menjadi beberapa ukuran ukuran panel (satu panel, dua panel, empat
panel, enam panel, delapan panel) yang disesuaikan dengan keinginan
konsumen. Hasil Kemudian sisa dari hasil pemotongan kayu tersebut
dibawa ke tumpukan sisa potongan kayu (cut off)untuk digunakan sebagai
bahan bakar boiler.
d. Proses Pembentukan Profil Panel
Pada proses ini dilakukan pembentukan profil pada panel pintu dengan
menggunakan mesin shaper.
e. Proses Pengeleman Kertas Veneer
Proses ini diawali dengan menggunakan kertas veneer sebagai pelapis
pada panel kemudian dipress dengan menggunakan mesin membranpress.
Jika bahan baku kayu tidak mengalami pengeleman atau laminatingmaka
tidak perlu dilakukan proses membran press yangmenggunakan kertas
veneer untuk melapisi permukaan kayu tersebut.
3. Perakitan Pintu Kayu
a. Proses Perakitan
Pada prosesini dilakukan perakitan pintukayu yaitu dengan memasangkan
bagian pintu seperti stile, rail dan panel menjadi satu bagian dengan
menggunakan martil karet.
b. Proses Door Press
Pada prosesini dilakukan penyelesaian bagian
bagian pintu secara kuat. Pada proses ini juga menggunakan martil karet
untuk membantu proses pressing.
c. Proses Penghalusan
Proses ini berguna untuk menghaluskan pintu hasil produksi dengan
menggunakan kertas ampelas (kertas pasir) dengan kriteria kertas pasir
180-280.
d. Proses Finishing
Pada prosesini dilakukan pengecekan terhadap hasil produksi pintukayu
dimana pintu kayu yang tidak sesuai dapat dilakukan perbaikan dan
penyisipan (perataan).
e. Proses Pengepakan
Pada prosesini dilakukan pengepakan produk jadi dengan menggunakan
plastik. Plastik ini berguna untuk melindungi produk dari gesekan-gesekan
dan kotoran. Hasil produksi ditumpuk dalam satu palet. Satu palet memuat
64 unit pintu kayu yang dibuat.
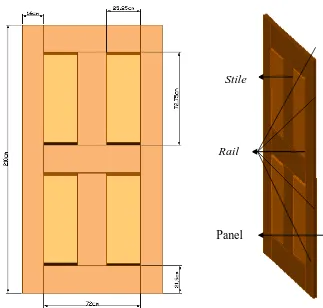
Adapun gambar teknis dari produk pintu kayu tersebut dapat dilihat pada
Gambar 2.3. Gambar Teknis Produk Pintu Kayu
2.6.4.` Mesin dan Peralatan
Mesin dan peralatan yang digunakan dalam melaksanakan proses produksi
pintu kayu di PT. Prabu Jaya dapat dilihat pada Lampiran 2.
2.6.5. Utilitas
Utilitas merupakan fasilitas penunjang untuk menjamin kelancaran dalam
melakukan proses produksi di lantai produksi. Adapun fasilitas penunjang yang
digunakan pada PT. Prabu Jaya adalah sebagai berikut :
Stile
Rail
a. Listrik
Tenaga listrik di PT. Prabu Jaya bersumber dari PLN dan generator
pembangkit listrik tenaga diesel. Sumber tenaga listrik PLN merupakan
sumber utama yang digunakan dalam kegiatan proses produksi, penerangan
area kerja dan kantor dengan kapasitas terpasang 555 KVA dengan tegangan
380 Volt. Sedangkan tenaga listrik yang dibangkitkan oleh generator berfungsi
sebagai cadangan jika listrik dari PLN mengalami gangguan atau pemutusan
secara tiba-tiba. Mesin generator yang dimiliki perusahaan berjumlah 2 unit
yang terdiri dari kapasitas 250 KVA dengan tegangan 380 Volt dan kapasitas
550 KVA dengan 380 Volt.
b. Air
Air yang digunakan di PT. Prabu Jaya adalah air bersih yang disediakan dari
sumur bor, dimana terdapatnya pompa air yang digunakan untuk menyalurkan
air dari dalam tanah dan ditampung ke dalam bak penampungan yang
disediakan oleh perusahaan. Air sangat dibutuhkandalam proses produksi
terutama untuk pemanasan air di boiler. Selain itu, air ini juga dapat
digunakan oleh operator untuk keperluan mereka.
2.6.6. Safety and Fire Protection
PT. Prabu Jaya merupakan suatu perusahaan yang menerapkan Sistem
Manajemen Keselamatan dan Kesehatan Kerja (SMK3) untuk mengatur dan
menjamin keselamatan dan kesehatan kerja bagi seluruh karyawannya. Adapun
1. Mensosialisasikan prinsip-prinsip keselamatan dan kesehatan kerja dimana
harus diketahui oleh seluruh karyawan yang bekerja di PT. Prabu Jaya.
Adapun prinsip-prinsip keselamatan dan kesehatan kerja tersebut yaitu :
a. Menciptakan keadaaan yang aman untuk berjalan di lantai produksi,
daerah kerja dan kantor.
b. Menyediakan lantai produksi yang luas untuk meletakkan mesin dan
peralatan kerja sehingga tersedianya ruang gerak yang memadai untuk
para karyawan yang bekerja di lantai produksi tersebut.
c. Menyediakan perlengkapan keselamatan kerja yaitu safety belt dan kotak
P3K pada fasilitas transportasi.
d. Menyediakan peralatan pemadam kebakaran yang memadai yaitu fire
extinguisher pada tempat-tempat yang rawan terjadinya kebakaran
terutama di lantai produksi.
2. Mewajibkan para karyawan yang bekerja di perusahaan untuk selalu
menggunakan APD (Alat Pelindung Diri). Adapun beberapa APD (Alat
Pelindung Diri) yang digunakan yaitu :
a. Sarung tangan khusus yang berfungsi untuk melindungi tangan karyawan
dari sayatan, tusukan, terkena benda panas, bahan kimia, dan aliran listrik
selama bekerja di lantai produksi.
b. Masker yang berfungsi untuk melindungi karyawan dari debu, asap dan
bau yang menyengat selama bekerja di lantai produksi.
c. Sepatu pengaman (sepatu boot) yang berfungsi untuk melindungi kaki
kecelakaan yang disebabkan oleh benda berat yang menimpa kaki, dan
tergelincir selama bekerja di lantai produksi.
d. Kaca mata pengaman muka jenis face shield yang berfungsi untuk
melindungi mata karyawan dari debu dan serbuk-serbuk kayu yang
berterbangan di udara selama bekerja di lantai produksi.
3. Menyediakan alat pemadam kebakaran di setiap departemen produksi yaitu
fire extinguisher yang berfungsi untuk menjaga keamanan di lantai produksi
apabila terjadinya percikan api yang cukup membahayakan maka dapat
dilakukan tindakan pemadaman dengan segera.
4. Melaksanakan program keselamatan diri karyawan bila terjadi kebakaran atau
bencana alam. Program ini dilaksanakan dengan cara satpam akan segera
membunyikan lonceng sebagai tanda terjadinya suatu kebakaran atau bencana
alam.
2.6.7. Waste Treatment
Limbah di PT. Prabu Jaya terdiri dari dua jenis yaitu limbah padat dan
limbah cair.Adapun penanganan limbah yang dilakukan oleh PT. Prabu Jaya
adalah sebagai berikut:
1. Limbah padat yang dihasilkanmerupakan limbah dari hasilpemotongan dan
pengerjaan kayu yang berupa sisa potongan pinggir kayu, serbuk kayu (dust),
sebetan (slabs), sisa kupasan veneer, lembaran veener yang rusak, tatal, dan
serbuk pengamplasan.Keseluruhan limbah padat ini merupakan sisa potongan
2. Limbah cair yang dihasilkan dapat berupaminyak pelumas bekas dari forklift.
Jenis limbah cair ini akan digunakan kembali (reuse) sebagai minyak pelumas
BAB III
LANDASAN TEORI
3.1. Sistem Produksi Lean(Lean Production System)1
1
Vincent Gaspersz, Lean Six Sigma for Manufacturing and Service Industries (Jakarta : PT. Gramedia Pustaka Utama, 2007), hlm. 1-3
3.1.1. Konsep Dasar Lean
Sistem produksi Lean atau yang lebih dikenal sebagai Lean adalah suatu
upaya terus-menerus untuk menghilangkan pemborosan (waste) dan
meningkatkan nilai tambah (value added) produk (barang/ jasa) agar memberikan
nilai kepada pelanggan (customer value). Tujuan Lean adalah meningkatkan
terus-menerus customer valuemelalui peningkatan terus-menerus rasio antara nilai
tambah terhadap waste.
Lean berfokus pada identifikasi dan eliminasi aktivitas-aktivitas tidak
bernilai tambah (non-value-adding activities) dalam desain, produksi (untuk
bidang manufaktur) atau operasi (untuk bidang jasa), dan supply chain
management yang berkaitan langsung dengan pelanggan. Lean dapat didefinisikan
sebagai suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan
menghilangkan pemborosan (waste) atau aktivitas-aktivitas yang tidak bernilai
tambah (non-value-adding activities) melalui peningkatan terus-menerus secara
radikal dengan cara mengalirkan produk (material, work in process, output) dan
informasi menggunakan sistem tarik (pull system) dari pelanggan internal dan
3.1.2. Prinsip Dasar Lean2
1. Mengidentifikasi nilai produk berdasarkan pada prespektif pelanggan, dimana
pelanggan menginginkan produk (barang atau jasa) berkualitas superior
dengan harga kompetitif pada pengiriman yang tepat waktu.
Suatu perusahaan yang telah melihat bahwa sistem produksi Leanakan
memberikan suatu perubahan yang baik kepada usahanya maka akan terdorong
untuk mencoba melakukan penerapan sistem ini di perusahaannya. Sebelum
sistem produksi Lean diterapkan, ada lima prinsip dasar Lean yang harus
diketahui yaitu:
2. Mengidentifikasi value stream process mapping (pemetaan proses pada
(value stream) untuk setiap produk (barang atau jasa).
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua aktivitas
yang terdapat dalam proses value stream tersebut dengan menganalisa value
stream yang telah dibuat.
4. Mengorganisasikan agar material, informasi dan produk mengalir dengan
lancar dan efisien sepanjang proses value stream dengan menggunakan sistem
tarik (pull system).
5. Secara terus-menerus dan berkesinambungan melakukan peningkatan dan
perbaikan dengan cara mencari teknik-teknik dan alat peningkatan agar
mencapai keunggulan dan peningkatan terus-menerus.
2
3.1.3. Jenis-jenis Pemborosan (Waste)3
3
Vincent Gaspersz, Op. cit, hlm. 7-10
Pada dasarnya terdapat dua jenis pemborosan yaitu Type One Waste dan
Type Two Waste. Type One Waste adalah aktivitas kerja yang tidak menciptakan
nilai tambah dalam proses transformasi input menjadi output sepanjang value
stream, akan tetapi aktivitas tersebut tidak dapat dihindarkan pada saat ini
dikarenakan oleh berbagai alasan. Misalnya, aktivitas inspeksi dan penyortiran
dari prespektif Lean merupakan aktivitas yang tidak bernilai tambah sehingga
merupakan waste, akan tetapi pada saat ini pihak perusahaan masih membutuhkan
inspeksi dan penyortiran karena mesin dan peralatan yang digunakan sudah tua
sehingga tingkat keandalannya berkurang. Dalam jangka panjang Type One Waste
harus dapat dihilangkan atau dikurangi. Type One Waste juga disebut sebagai
Incidental Activity atau Incidental Work yang termasuk ke dalam aktivitas tidak
bernilai tambah (non value adding work or activity).
Type Two Waste merupakan aktivitas yang tidak menciptakan nilai tambah
dan dapat dihilangkan dengan segera. Type Two Waste sering disebut sebagai
Waste karena jenis pemborosan ini benar-benar merupakan pemborosan yang
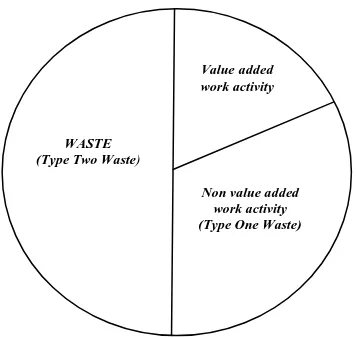
harus dapat diidentifikasi dan dihilangkan dengan segera. Adapun konsep value
added activity, non value activity (type one waste), dan type two waste (Waste)
Gambar 3.1. Un-Lean (Traditional) Work Activity yang Tipikal
Dari Gambar 3.1. di atas, terlihat bahwa Un-Lean (Traditional) Work
Activity memiliki the value to waste ratio yang dihitung berdasarkan formula:
(Value Added Work Activity) / (Type One Waste + Type Two Waste) yang masih
berada di bawah 30%. Tujuan Lean adalah meningkatkan terus-menerus customer
value melalui peningkatas terus-menerus rasio the value to waste yang merupakan
rasio antara nilai tambah (real value to customer) terhadap waste (type one waste
+ type two waste).
Pemborosan merupakan aktivitas yang tidak memberi nilai tambah
(non-value added activities) dan dikenal dalam kalangan praktisi Lean Manufacturing
sebagai “delapan pemborosan”. Adapun delapan pemborosan tersebut dapat
dilihat pada Tabel 3.1.
WASTE (Type Two Waste)
Value added work activity
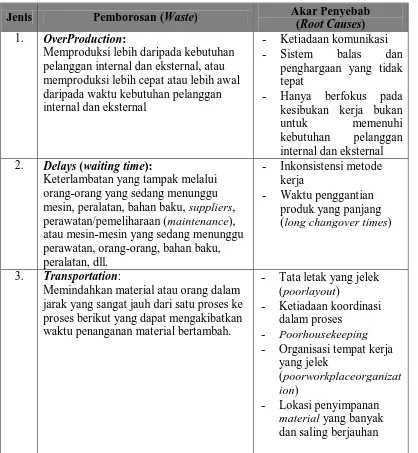
Tabel 3.1. Jenis-jenis Pemborosan/Waste
Jenis Pemborosan (Waste) Akar Penyebab
(Root Causes)
1. OverProduction:
Memproduksi lebih daripada kebutuhan pelanggan internal dan eksternal, atau memproduksi lebih cepat atau lebih awal daripada waktu kebutuhan pelanggan internal dan eksternal
- Ketiadaan komunikasi
- Sistem balas dan
penghargaan yang tidak tepat
- Hanya berfokus pada kesibukan kerja bukan
untuk memenuhi kebutuhan pelanggan internal dan eksternal
2. Delays (waiting time):
Keterlambatan yang tampak melalui orang-orang yang sedang menunggu mesin, peralatan, bahan baku, suppliers, perawatan/pemeliharaan (maintenance), atau mesin-mesin yang sedang menunggu perawatan, orang-orang, bahan baku, peralatan, dll.
- Inkonsistensi metode kerja
- Waktu penggantian produk yang panjang (long changover times)
3. Transportation:
Memindahkan material atau orang dalam jarak yang sangat jauh dari satu proses ke proses berikut yang dapat mengakibatkan waktu penanganan material bertambah.
- Tata letak yang jelek (poorlayout)
- Ketiadaan koordinasi dalam proses
- Poorhousekeeping
- Organisasi tempat kerja yang jelek
(poorworkplaceorganizat
ion)
- Lokasi penyimpanan
material yang banyak
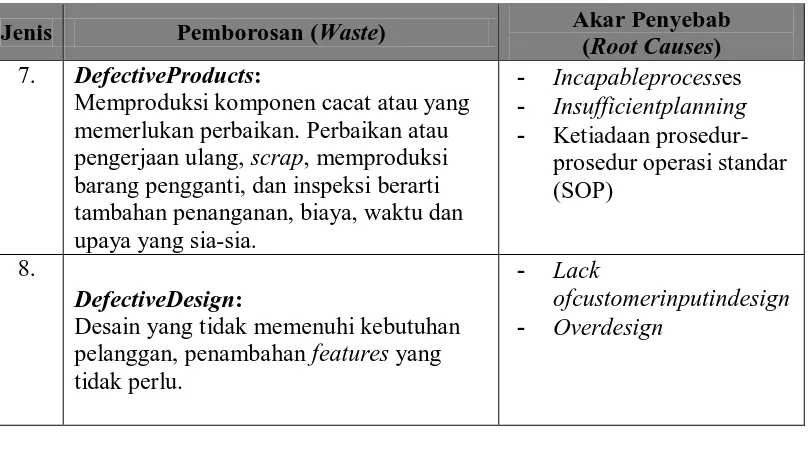
Tabel 3.1. Jenis-jenis Pemborosan/Waste (Lanjutan)
Jenis Pemborosan (Waste) Akar Penyebab
(Root Causes)
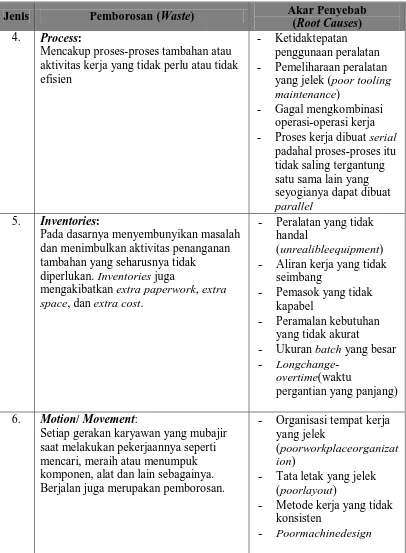
4. Process:
Mencakup proses-proses tambahan atau aktivitas kerja yang tidak perlu atau tidak efisien
- Ketidaktepatan penggunaan peralatan
- Pemeliharaan peralatan yang jelek (poor tooling
maintenance)
- Gagal mengkombinasi operasi-operasi kerja
- Proses kerja dibuat serial padahal proses-proses itu tidak saling tergantung satu sama lain yang seyogianya dapat dibuat
parallel
5. Inventories:
Pada dasarnya menyembunyikan masalah dan menimbulkan aktivitas penanganan tambahan