STUDI PENGENDALIAN MUTU DENGAN MENGGUNAKAN PENDEKATAN LEAN SIX SIGMA DI UNIT PERCETAKAN
PD ANEKA INDUSTRI DAN JASA SUMATERA UTARA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
OLEH
SRI REJEKI WULANDARY NIM. 070403008
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT yang telah
memberikan rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan
Laporan Tugas Sarjana ini. Tugas Sarjana merupakan salah satu syarat akademis
yang harus dipenuhi oleh mahasiswa Teknik Industri untuk memperoleh gelar
Sarjana Teknik.
Penulis melaksanakan Tugas Sarjana di PD Aneka dan Jasa Sumetera
Utara yang bergerak di bidang percetakan. Tugas Sarjana ini berjudul “Studi
Pengendalian Mutu dengan Menggunakan Pendekatan Lean Six Sigma di Unit Percetakan PD Aneka dan Jasa Sumetera Utara”.
Penulis menyadari masih banyak kekurangan dalam laporan Tugas Sarjana
ini. Oleh karena itu, penulis sangat mengharapkan saran dan masukan yang
sifatnya membangun untuk kesempurnaan laporan ini. Semoga laporan ini dapat
bermanfaat bagi penulis sendiri, PD Aneka dan Jasa Sumetera Utara, dan
pembaca lainnya.
Medan, Februari 2012
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini penulis telah mendapatkan bimbingan
dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun
administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Mangara M. Tambunan, M.Sc dan Ibu Ir. Rosnani Ginting, MT
selaku koordinator Tugas Akhir Departemen Teknik Industri USU.
3. Ibu Ir. Khawarita Siregar, MT selaku Dosen Pembimbing I dan Bapak Ikhsan
Siregar, ST, M.Eng selaku Dosen Pembimbing II dalam pelaksanaan Tugas
Akhir yang telah memberikan banyak pengajaran baru bagi penulis dan
memberikan motivasi yang sangat berharga.
4. Bapak Johan yang telah bersedia mengizinkan penulis untuk melakukan
penelitian di Perusahaan tersebut dan Bapak Julham sebagai pembimbing
lapangan serta para staf PD Aneka dan Jasa Sumetera Utara yang telah
membimbing selama melakukan penelitian di pabrik.
5. Ibu Ir. Elisabeth Ginting, M.Si selaku Kepala Laboratorium Pengukuran dan
Statistik, serta Ibu Ir. Khawarita Siregar, MT, Bapak Ir. A. Jabbar M. Rambe,
M.Eng, Bapak Aulia Ishak, ST, MT, dan Ibu Khalida Syahputri ST, MT
Industri Universitas Sumatera Utara yang telah memberikan nasehat dan
ajaran kepada penulis.
6. Kedua orangtua penulis dan saudara-saudara penulis yang telah mendukung
penulis dalam doa dan semangat. Semoga harapan dan cita-cita kita semua
terwujud dengan Doa, kerja keras dan kerjasama.
7. Rekan seperjuangan pada saat penelitian, Puput, Yessi, Meity, Eva dan Reni.
8. Rekan-rekan Stambuk 2007 (Nia, Eva, Winny, Puput, Fika, San Ayu, Irwan,
Gudiman, Endy, Anton, Susanto, dan lain-lainnya yang tidak bisa disebutkan
satu persatu) atas dukungan dan kerjasamanya yang baik.
9. Rekan-rekan Asisten di Laboratorium Pengukuran dan Statistik (Kakak,
Abang dan teman, Kak Shinta, Bang Diki, Nia, serta Adik-adik Fahri, Surya,
Ita, Erin, Chani, Heri, Angel, Ina, Dea, Yoan, Musthofa, Oi’) yang telah
memberikan semangat bagi penulis.
10.Bang Nurmansyah, Bang Mijo, Kak Dina, Kak Ani, dan Bang Ridho atas
bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian
Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaian
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan
terima kasih. Semoga laporan ini bermanfaat bagi kita semua
Medan, Februari 2012
ABSTRAK
Pada era globalisasi, persaingan semakin ketat sehingga pelaku industri harus dapat unggul dalam pasar. PD Aneka Industri dan Jasa merupakan perusahaan daerah yang begerak dalam bidang percetakan. Pada proses produksi formulir terdapat pemborosan berupa produk setengah jadi yang cacat (defect) akibat kesalahan proses pencetakan dan pemotongan. Studi pengendalian mutu sangat penting karena jika hal ini dibiarkan dapat meningkatkan waktu produksi (lead time), biaya produksi, serta mengurangi hasil produk jadi.
Penelitian ini bertujuan untuk mengurangi pemborosan (waste) dan menghilangkan kegiatan yang tidak bernilai tambah (non value added) pada proses produksi sehingga dapat meningkatkan kualitas proses produksi. Untuk mencapai tujuan tersebut maka digunakan pendekatan Lean Six Sigma yang merupakan kombinasi antara konsep Lean dan Six Sigma yang menitikberatkan kepada pengurangan lead time dan kecacatan pada proses produksi.
Pada studi ini, digunakan pendekatan Lean Six Sigma dengan metode DMAIC (Define, Measure, Analyze, Improve, Control) yang menunjukkan process cycle efficiency sebesar 50,77%. Proses produksi formulir terdiri atas 16 kegiatan produksi terdiri dari 11 kegiatan tidak bernilai tambah (non value-added) baik dari segi bisnis maupun pelanggan dan 5 kegiatan bernilai tambah (value-added). Kinerja kualitas pada saat ini untuk tahap inspeksi I dan II masing-masing sebesar 2,61 σ dan 2,34 σ.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
I PENDAHULUAN
1.1. Latar Belakang Masalah... I-1
1.2. Rumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-4
1.4. Manfaat Penelitian ... I-4
1.5. Batasan dan Asumsi Penelitian ... I-5
1.6. Sistematika Penulisan Laporan ... I-6
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3. Tujuan Perusahaan ... II-3
2.4. Letak Geografi Perusahaan ... II-3
2.5. Daerah Pemasaran ... II-3
2.6. Organisasi dan Manajemen Perusahaan ... II-4
2.6.1. Struktur Organisasi ... II-4
2.6.2. Uraian Tugas dan Tanggung Jawab ... II-6
2.6.3. Jumlah Tenaga Kerja pada Perusahaan ... II-6
2.6.4. Jam Kerja ... II-6
2.6.5. Sistem Pengupahan ... II-7
2.7. Proses Produksi ... II-7
2.7.1. Standar Mutu Produk ... II-7
2.7.2. Bahan-bahan yang Digunakan ... II-7
2.7.3. Uraian Proses Produksi ... II-9
2.8. Mesin dan Peralatan ... II-11
2.8.1. Mesin Produksi ... II-11
2.8.2. Peralatan ... II-11
2.8.3. Utility ... II-13
2.9. Safety and Fire Protection ... II-13
DAFTAR ISI (LANJUTAN)
BAB HALAMAN III LANDASAN TEORI
3.1. Pengendalian Kualitas ... III-1
3.2. Lean Six Sigma ... III-2 3.2.1. Pendekatan Lean ... III-2
3.2.2. Pendekatan Six Sigma ... III-5
3.2.3. Pendekatan Lean Six Sigma ... III-6
3.3. Metode DMAIC dalam Six Sigma ... III-7
3.3.1. Define ... III-8
3.3.1.1. Project Statement ... III-8
3.3.1.2. Diagram SIPOC ... III-9
3.3.1.3. Value Stream Mapping ... III-10
3.3.1.4. Voice of Customer ... III-17
3.3.2. Measure ... III-17
3.3.2.1. PengukuranWaktu dengan StopwatchTime Study III-17
3.3.2.2. Perhitungan Metrik Lean ... III-24
3.3.2.3. Critical To Quality (CTQ) ... III-25
3.3.2.4. Peta Kontrol ... III-26
3.3.2.5. Perhitungan Tingkat Sigma ... III-28
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.3.3.2. Diagram Sebab Akibat ... III-30
3.3.3.3. Diagram Five Why ... III-31
3.3.4. Improve ... III-31 3.4.4.1. Metode 5S ... III-31
3.3.5. Control ... III-32
3.3.5.1. Standard Operating Procedures ... III-32
IV METODE PENELITIAN
4.1. Jenis Penelitian ... IV-1
4.2. Lokasi Penelitian ... IV-1
4.3. Kerangka Berpikir ... IV-1
4.4. Pengumpulan Data ... IV-4
4.5. Instrumen Pengumpulan Data ... IV-4
4.6. Metode Pengumpulan Data ... IV-5
4.7. Metode Pengolahan Data ... IV-5
4.8. Metode Analisis Pemecahan Masalah... IV-6
4.9. Kesimpulan dan Saran ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.1. Data Permintaan Produk ... V-1
5.1.2. Data Jumlah Mesin ... V-2
5.1.3. Data Aliran Proses ... V-2
5.1.4. Data Waktu Proses ... V-4
5.1.5. Penilaian Rating Factor Operator ... V-8
5.1.6. Penetapan Allowance (Kelonggaran) ... V-10
5.1.7. Data Atribut Kualitas Produk ... V-12
5.2. Pengolahan Data ... V-15
5.2.1. Tahap Define ... V-17
5.2.2. Tahap Measure ... V-21
5.2.3. Tahap Analyze ... V-42
5.2.4. Tahap Improve ... V-49
5.2.5. Tahap Control ... V-50
5.3. Estimasi Hasil PeningkatanKecepatan Proses ... V-50
5.4. Estimasi Hasil Peningkatan Kualitas ... V-53
VI ANALISIS DAN PEMECAHAN MASALAH
6.1. Analisis ... VI-1
6.1.1. Tahap Analyze ... VI-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.1.1.2. Analisis Process Cycle Efficiency ... VI-2
6.1.1.3. Analisis Process Lead Time dan Process Velocity VI-3
6.1.1.4. Analisis Time Traps ... VI-4
6.1.1.5. Diagram Sebab Akibat ... VI-5
6.1.1.6. Diagram Five Why ... VI-8
6.2. Pemecahan Masalah ... VI-10
6.2.1. Tahap Improve ... VI-10
6.2.1.1. People ... VI-10 6.2.1.2. Metode 5S ... VI-11
6.2.1.3. Information ... VI-14 6.2.2. Tahap Control ... VI-15
6.3. Estimasi Hasil Peningkatan ... VI-18
6.3.1. Estimasi Hasil Peningkatan Kecepatan ... VI-19
6.3.2. Estimasi Hasil Peningkatan Kualitas ... VI-22
6.4. Fokus Lean dan Six Sigma ... VI-23
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-3
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Tenaga Kerja pabrik PD Aneka Industri dan Jasa ... II-6
2.2. Mesin Produksi pada PD Aneka Industri dan Jasa ... II-12
3.1. Jenis-jenis Pemborosan/Waste ... III-4
3.2. Fokus Lean dan Six Sigma ... III-6
3.3. Simbol-simbol yang Digunakan dalam Value Stream Mapping ... III-15
5.1. Data Permintaan Produk Oktober 2011 ... V-1
5.2. Jumlah Mesin yang terdapat di Lantai Produksi ... V-2
5.3. Waktu Siklus Pembuatan Produk Formulir ... V-7
5.4. Waktu Muat pada Proses Produk Formulir ... V-8
5.5. Waktu Set-up pada Tiap Mesin ... V-9
5.6. Penilaian Rating Factor Operator ... V-10
5.7. PenetapanAllowance Terhadap Proses Produksi ... V-11
5.8. Data Atribut Kualitas pada Tahap Inspeksi I ... V-12
5.9. Data Atribut Kualitas pada Tahap Inspeksi II ... V-13
5.10. Rekapitulasi Uji Keseragaman Data Pengukuran Waktu ... V-23
5.11. Rekapitulasi Uji Keseragaman Waktu Muat ... V-24
5.12. Data Pengukuran Proses Pencetakan Formulir ... V-24
5.13. Rekapitulasi Uji Kecukupan Data Waktu Siklus dari Setiap
Proses Produksi Formulir ... V-25
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.15. Perhitungan Waktu Normal dan Waktu Baku pada Setiap Proses
Produksi Formulir ... V-28
5.16. Urutan Proses Kerja dan Waktu Baku ... V-29
5.17. Value-Added-Time dan Non-Value-Added-Time ... V-30
5.18. Perhitungan Batas Kontrol Peta p untuk Tahap Inspeksi I ... V-36
5.19. Perhitungan Batas Kontrol Peta p untuk Tahap Inspeksi II ... V-38
5.20. Perhitungan Tingkat Sigma untuk Tahap Inspeksi I ... V-41
5.21. Perhitungan Tingkat Sigma untuk Tahap Inspeksi II... V-42
5.22. Perhitungan Workstatison Turnover Time Setiap Proses ... V-43
5.23. Persentase Total Kecacatan pada Tahap Inspeksi II ... V-44
5.24. Persentase Total Kecacatan pada Tahap Inspeksi II ... V-44
5.25. Urutan Proses Kerja Baru pada Produksi Formulir ... V-51
5.26. Value-AddedTime dan Non-Value-AddedTime Setelah Estimasi ... V-52
5.27. Hasil Estimasi Peningkatan Kualitas Tahap Inspeksi I ... V-53
5.28. Hasil Estimasi Peningkatan Kualitas Tahap Inspeksi II ... V-53
6.1. Urutan Proses Kerja Awal pada Produksi Formulir ... VI-18
6.2. Urutan Proses Kerja Baru pada Produksi Formulir ... VI-19
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PD Aneka Industri dan Jasa Sumatera Utara .... II-5
2.2. Blok Diagram Proses Percetakan ... II-11
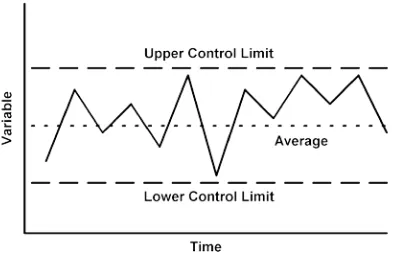
3.1. Control Chart ... III-27
3.2. Cause and Efect Diagram ... III-30
4.1. Kerangka Berpikir Penelitian ... IV-2
4.2. Flow Chart Pengolahan Data dan Analisis Pemecahan Masalah
dengan Pendekatan Lean Six Sigma ... IV-7
4.3. Blok Diagram Prosedur Penelitian ... IV-8
5.1. Aliran Proses Percetakan Formulir ... V-3
5.2. Histogram Jumlah Permintaan bulan Oktober 2011 ... V-17
5.3. Diagram SIPOC Proses Produksi Formulir ... V-18
5.4. Value Stream Mapping untuk Produk Formulir ... V-20
5.5. Peta Kontrol Waktu Proses Pencetakan Produk Formulir ... V-22
5.6. Value Stream Mapping untuk Satu Siklus Proses Produksi Formulir V-31
5.7. Peta p untuk Data Tahap Inspeksi I ... V-37
5.8. Peta p untuk Data Tahap Inspeksi II ... V-40
5.9. Diagram Sebab Akibat Atribut Ceceran Tinta pada Tahap
Inspeksi I ... V-45
5.10. Diagram Sebab Akibat Atribut Cetakan Miring pada Tahap
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.11. Diagram Sebab Akibat Atribut Kertas Berkerut pada Tahap
Inspeksi I ... V-46
5.12. Diagram Sebab Akibat Atribut Ukuran Tidak Sesuai pada Tahap
Inspeksi II ... V-46
5.13. Diagram Sebab Akibat Atribut Potongan Miring pada Tahap
Inspeksi II ... V-47
5.14. Diagram Five Why Atribut Ceceran Tinta pada Tahap Inspeksi I .... V-48
5.15. Diagram Five Why Atribut Cetakan Miring pada Tahap Inspeksi I V-48
5.16. Diagram Five Why Atribut Kertas Berkerut pada Tahap Inspeksi I . V-48
5.17. Diagram Five Why Atribut Ukuran Tidak Sesuai pada Tahap
Inspeksi II ... V-49
5.18. Diagram Five Why Atribut Potongan Miring pada Tahap Inspeksi I I V-49
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian Tugas dan Tanggung Jawab ... L-1
2. Westinghouse ... L-14 3. Allowance ... L-15
4. Surat Permohonan Tugas Sarjana ... L-18
5. Surat Penjajakan Riset Tugas Sarjana ... L-20
6. Surat Balasan Riset Tugas Sarjana ... L-21
7. Surat Keputusan Tugas Sarjana ... L-22
8. Perubahan Surat Keputusan Tugas Sarjana ... L-23
9. Form AsistensiDosen Pembimbing I ... L-24
ABSTRAK
Pada era globalisasi, persaingan semakin ketat sehingga pelaku industri harus dapat unggul dalam pasar. PD Aneka Industri dan Jasa merupakan perusahaan daerah yang begerak dalam bidang percetakan. Pada proses produksi formulir terdapat pemborosan berupa produk setengah jadi yang cacat (defect) akibat kesalahan proses pencetakan dan pemotongan. Studi pengendalian mutu sangat penting karena jika hal ini dibiarkan dapat meningkatkan waktu produksi (lead time), biaya produksi, serta mengurangi hasil produk jadi.
Penelitian ini bertujuan untuk mengurangi pemborosan (waste) dan menghilangkan kegiatan yang tidak bernilai tambah (non value added) pada proses produksi sehingga dapat meningkatkan kualitas proses produksi. Untuk mencapai tujuan tersebut maka digunakan pendekatan Lean Six Sigma yang merupakan kombinasi antara konsep Lean dan Six Sigma yang menitikberatkan kepada pengurangan lead time dan kecacatan pada proses produksi.
Pada studi ini, digunakan pendekatan Lean Six Sigma dengan metode DMAIC (Define, Measure, Analyze, Improve, Control) yang menunjukkan process cycle efficiency sebesar 50,77%. Proses produksi formulir terdiri atas 16 kegiatan produksi terdiri dari 11 kegiatan tidak bernilai tambah (non value-added) baik dari segi bisnis maupun pelanggan dan 5 kegiatan bernilai tambah (value-added). Kinerja kualitas pada saat ini untuk tahap inspeksi I dan II masing-masing sebesar 2,61 σ dan 2,34 σ.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Pada era globalisasi, persaingan semakin ketat sehingga industri yang
bergerak dalam bidang manufaktur maupun jasa harus dapat unggul dalam pasar.
Kepuasan konsumen merupakan faktor yang sangat penting untuk
keberlangsungan suatu perusahaan. Suatu perusahaan harus dapat memenuhi
keinginan dan kebutuhan konsumen sesuai dengan spesifikasi atau mutu yang
telah disepakati. Oleh karena itu, perusahan secara terus-menerus memperbaiki
baik sistem manajeman maupun sistem produksinya untuk dapat memenuhi
kepuasan konsumen sehingga tetap unggul dan mampu bersaing di pasaran.
PD Aneka Industri dan Jasa merupakan perusahaan daerah yang memiliki
banyak unit usaha, salah satunya yaitu unit percetakan. Unit Percetakan
menghasilkan produk-produk berbahan baku kertas. Konsumennya merupakan
instansi pemerintah seperti dinas perpajakan, dinas pendapatan daerah, dan kantor
pemerintahan daerah lainnya. Produk yang dihasilkan antara lain formulir, blok
formulir, dan kartu box dengan spesifikasi produk yang berbeda-beda. Banyaknya
jenis produk yang dihasilkan menuntut perusahaan harus memperhatikan mutu
dari setiap produk sehingga kepuasan konsumen dapat dipenuhi.
Proses produksi pada PD Aneka Industri dan Jasa dilaksanakan
berdasarkan pesanan konsumen (make-to-order). Pada proses percetakan di lantai
efisien dan kualitas hasil proses yang tidak sesuai sehingga diperlukan studi
pengendalian mutu untuk mengurangi pemborosan (waste) yang ada. Pemborosan
yang terjadi berupa produk setengah jadi yang rusak atau cacat (defect) akibat
kesalahan proses pencetakan dan pemotongan. Batas tingkat kecacatan yang dapat
diterima oleh perusahaan pada proses pencetakan dan proses pemotongan,
masing-masing sebesar 3% dan 4 %, sedangkan di lantai produksi terjadi tingkat
kecacatan yang lebih besar dari batas tersebut. Pada proses pencetakan terdapat
tingkat kecacatan terbesar yaitu 3,5 %, sedangkan pada proses pemotongan
sebesar 4,5 %.
Pengendalian mutu pada perusahaan selama ini dilakukan tanpa prosedur
inspeksi yang baik. Inspeksi dilakukan sebelum proses pemotongan yaitu pada
kegiatan penyusunan, sedangkan hasil pemotongan tidak diperiksa secara teliti
sehingga hasil pemotongan yang rusak tidak teridentifikasi dan langsung
dilanjutkan ke proses selanjutnya. Pengendalian mutu pada proses pemotongan
sangat penting karena jika dibiarkan dapat meningkatkan waktu produksi (lead
time), biaya material, maupun biaya produksi, serta mengurangi hasil produk jadi
sehingga terjadi kesulitan dalam pencapaian target produksi.
Untuk mengatasi hal tersebut, salah satu metode pengendalian mutu yang
dapat digunakan dalam pengurangan waste tersebut adalah pendekatan Lean Six
Sigma. Konsep dari Lean Manufacturing yaitu untuk meminimasi ataupun mengeliminasi pemborosan yang terjadi pada setiap proses di perusahaan
sehingga hasil yang diperoleh dapat digunakan untuk memperbaiki sistem ataupun
Six Sigma merupakan kombinasi antara Lean dan Six Sigma yang menitikberatkan
kepada pengurangan lead time dan kecacatan produksi pada proses produksi
sehingga dapat berdampak positif pada peningkatan jumlah produksi yang lebih
baik dan dapat meningkatkan pendapatan perusahaan.
Konsumen menginginkan produk yang berkualitas, untuk mewujudkan
keinginan tersebut setiap perusahaan selalu berusaha untuk menjaga proses
produksi yang mereka lakukan agar produk yang dihasilkan memiliki kualitas
yang baik. Untuk meningkatkan kualitas produk, pendekatan lean six sigma dapat
digunakan untuk memberikan perbaikan pada proses produksi. Ada 5 tahap yang
digunakan dalam pendekatan Lean Six Sigma yaitu tahap define, measure,
analyze, improve dan control (Panji Wartaning Tyas, 2009). Dengan pendekatan
Lean Six Sigma diharapkan ditemukan solusi yang tepat untuk mengetahui jenis
dan akar penyebab dari produk reject (cacat) dan aktivitas yang tidak bernilai
tambah pada saat proses produksi, sehingga nilai kualitas dan tingkat
produktivitas produk lebih meningkat (Denny Setia Abadi, 2011).
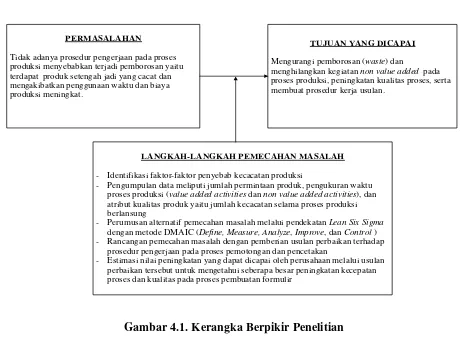
1.2. Rumusan Masalah
Berdasarkan latar belakang masalah, maka dapat dirumuskan
permasalahan yaitu tidak adanya prosedur kerja maupun prosedur inspeksi yang
baik, serta terdapat pemborosan yaitu produk setengah jadi yang cacat sehingga
mengakibatkan terjadi peningkatan waktu produksi, dan biaya proses produksi,
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini, yaitu mengurangi pemborosan (waste)
dan menghilangkan kegiatan yang tidak memiliki nilai tambah (non value added)
pada proses produksi dengan pendekatan Lean Six Sigma di unit percetakan PD
Aneka Industri dan Jasa.
Tujuan khusus yang akan dicapai dari penelitian ini yaitu:
1. Mengurangi jumlah hasil pencetakan dan pemotongan yang cacat (waste) agar
terjadi peningkatan kualitas proses produksi, maupun kualitas hasil produk
jadi.
2. Membuat usulan prosedur kerja untuk proses pencetakan maupun proses
pemotongan.
1.4. Manfaat Penelitian
Manfaat yang dapat diperoleh dari pelaksanaan penelitian ini, yaitu:
1. Memberi masukan dalam mengurangi jumlah kecacatan produk setengah jadi
dengan studi pengendalian mutu sehingga dapat mengurangi biaya produksi
dan meningkatkan efektivitas dan efisiensi kinerja perusahaan.
2. Mengaplikasikan teori yang diperoleh selama kuliah di lapangan kerja, serta
menambah keterampilan dan pengalaman dalam memecahkan masalah
sebelum terjun ke dunia kerja.
3. Menjadi tambahan literatur yang dapat dijadikan referensi bagi semua pihak
yang ingin mengetahui aplikasi dari pengendalian mutu (quality control)
1.5. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini, yaitu:
1. Penelitian dilakukan pada bagian produksi PD Aneka Industri dan Jasa yaitu
unit percetakan.
2. Penelitian dilakukan terhadap produk yang memiliki jumlah permintaan paling
tinggi, yaitu formulir.
3. Data kualitas produk yang diperoleh adalah data kecacatan produk selama 1
bulan.
4. Sistem produksi pada PD Aneka Industri dan Jasa bersifat berdasarkan
pesanan (make-to-order).
Asumsi-asumsi yang digunakan dalam penelitian ini, yaitu:
1. Proses produksi tidak mengalami perubahan selama penelitian.
2. Proses produksi tidak mengalami gangguan dan tidak terdapat jadwal
perawatan mesin dan peralatan selama penelitian.
3. Mesin dan peralatan yang tersedia berada dalam kondisi baik.
4. Pekerja yang telah menguasai pekerjaannya dengan baik dan benar dianggap
sebagai operator normal dari sejumlah pekerja yang terdapat pada
1.6. Sistematika Penulisan Laporan
Sistematika yang digunakan dalam penulisan laporan tugas sarjana ini
sebagai berikut:
Bab I Pendahuluan, menguraikan latar belakang masalah yang menjadi
acuan dasar peneliti melakukan studi pengendalian mutu, rumusan masalah,
tujuan dan manfaat penelitian, batasan masalah dan asumsi penelitian, serta
sistematika penulisan tugas sarjana.
Bab II Gambaran Umum Perusahaan, menjelaskan sejarah dan gambaran
umum perusahaan, seperti ruang lingkup bidang usaha, lokasi perusahaan daerah
pemasaran, struktur organisasi, organisasi dan manajemen, serta proses produksi
yang meliputi bahan-bahan yang digunakan dan uraian proses produksi, mesin
dan peralatan, safety and fire protection, serta limbah yang dihasilkan dari proses
produksi.
Bab III Landasan Teori, memaparkan teori-teori yang merupakan landasan
bagi pemecahan persoalan yaitu Pengendalian Mutu, Studi Waktu, Pendekatan
Lean Six Sigma, Metode Metode DMAIC (Define, Measure, Analyze, Improve,
Control). Sumber teori atau literatur yang digunakan diambil dari referensi buku dan jurnal penelitian yang berhubungan dengan topik tersebut dan dapat dilihat
pada Daftar Pustaka.
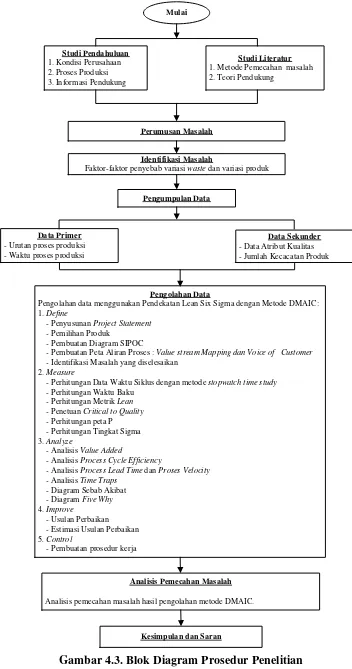
Bab IV Metodologi Penelitian, mengemukakan metodologi penelitian
yang berisi tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan
laporan tugas sarjana yaitu penentuan jenis penelitian, lokasi dan objek penelitian,
data serta langkah-langkah penelitian meliputi pengumpulan data, pengolahan
data, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, mengidentifikasi data primer
dan data sekunder yang diperoleh dari pengumpulan data. Data primer yang
diperoleh yaitu data pengukuran waktu proses produksi, rating factor dan
allowance, serta data sekunder yaitu jumlah permintaan produk dan jumlah kecacatan produksi. Selain itu, juga terdapat tahap pengolahan data untuk
mendapatkan solusi dari masalah pada perusahaan. Pada pengolahan data,
digunakan pendekatan Lean Six Sigma dengan metode DMAIC. Tahap dari
metode DMAIC yang digunakan dalam pengolahan data yaitu Tahap Define, dan
Measure.
Bab VI Analisis Pemecahan Masalah, meliputi analisis dari hasil
pengolahan data dan alternatif dari pemecahan masalah. Tahap dari metode
DMAIC yang digunakan dalam analisis pemecahan masalah adalah Tahap
Analyze, Tahap Improve dan Tahap Control. Pada bab ini juga diuraikan mengenai beberapa usulan perbaikan yang dapat diberikan kepada perusahaan.
Bab VII Kesimpulan dan Saran, memberikan kesimpulan yang didasarkan
pada hasil pengolahan data dan analisis yang dilakukan pada tahap sebelumnya.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Perusahaan Daerah Aneka industri jasa Medan didirikan pada tahun 1985
berdasarkan Peraturan Daerah (PERDA) No. 26 tahun 1985 tanggal 27 Juli 1985
mengenai pendirian Perusahaan Daerah (PD) Aneka Industri dan Jasa Provinsi
Sumatera Utara yang disahkan oleh Menteri Dalam Negeri dengan SK Nomor
539.22-1435 tanggal 16 Oktober 1985. Perusahaan ini merupakan gabungan dari 8
(delapan) perusahaan daerah, masing-masing berdiri sendiri sebelumnya, yaitu:
1. Perusahaan Daerah Sumber daya, dengan Perda No. 5 Tahun 1979
2. Perusahaan Daerah Pabrik Batu Bata, dengan Perda No. 6 Tahun 1979
3. Perusahaan Daerah Obor, dengan Perda No. 7 Tahun 1979
4. Perusahaan Daerah Percetakan, dengan Perda No. 8 Tahun 1979
5. Perusahaan Daerah Es Parwita Yasa, dengan Perda No. 9 Tahun 1979
6. Perusahaan Daerah Hiburan, dengan Perda No. 9 Tahun 1979
7. Perusahaan Daerah Toko Buku dan Niaga Alat Kantor, dengan Perda No. 14
Tahun 1979
8. Perusahaan Daerah Perisai, dengan Perda No. 15 Tahun 1979
Kedelapan perusahaan tersebut berkedudukan di Propinsi Sumatera Utara
dan Kuala Simpang sebagai Sub Unit dari Perusahaan Daerah Es Parwita Yasa.
Setelah kedelapan perusahaan ini didirikan (sejak tahun 1979) ternyata
diharapkan. Oleh sebab itu untuk meningkatkan peranan dari
perusahaan tersebut maka dipandang perlu untuk menggabungkan
perusahaan-perusahaan tersebut. Berdasarkan penggabungan ini, maka seluruh kekayaan,
personalia, hak, kewajiban, dan tanggung jawab dari kedelapan perusahaan yang
ada sebelumnya teralih kepada PD Aneka Industri dan Jasa Sumatera Utara.
PD Aneka Industri dan Jasa memiliki kantor pusat yang bekedudukan di
Medan dan dengan unit-unit usaha yang ada sebelumnya sebagai cabang.
Berdasarkan Perda No. 26 Tahun 1985, perusahaan ini berbentuk badan hukum
yang berhak melakukan usahanya berdasarkan peraturan daerah yang dikeluarkan,
dengan lapangan usaha yaitu melaksanakan semua usaha yang bergerak di bidang
industri dan jasa yang dikeluarkan oleh peraturan perundang-undangan yang
berlaku.
2.2. Ruang Lingkup Bidang Usaha
Pada tahun 1986, setelah perusahaan tersebut berjalan setahun, terjadi
pengurangan terhadap beberapa unit usaha yang ada. Hal ini dilakukan untuk
memusatkan kegiatan perusahaan kepada usaha-usaha yang lebih efisien dan
efektif, karena beberapa dari unit usaha tersebut mengalami kerugian yang terus
menerus dan dirasakan kurang bermanfaat. Delapan unit usaha yang bergabung
dalam PD Aneka Industri dan Jasa Medan, yang ada pada saat ini masih aktif
ialah Unit Percetakan, Pabrik Es Parawita Yasa, Unit Hiburan, serta Toko Buku.
dan Niaga Alat Kantor. Pada penelitian ini ruang lingkup bidang usaha yang
2.3. Tujuan Perusahaan
Tujuan perusahaan sesuai dengan PERDA Nomor 26 Tahun 1985 sebagai berikut:
1. Tujuan Perusahaan : Mengembangkan perekonomian daerah dan untuk menambah Pendapatan Asli Daerah (PAD).
2. Lapangan Usaha : Melakukan semua usaha yang bergerak dalam bidang industri dan jasa yang dibenarkan peraturan perundang-undangan yang berlaku.
3. Tempat Kedudukan : Medan dan mempunyai unit usaha di tempat lain.
2.4. Letak Geografi Perusahaan
Unit percetakan PD Aneka Industri dan Jasa berlokasi di Jalan Putri Merak
Jingga (Jalan Gudang) No. 3 Medan. Unit percetakan dibangun di atas tanah
seluas 3.834 m2 dengan luas bangunan 1.361,75 m2.
2.5. Daerah Pemasaran
PD Aneka Industri dan Jasa merupakan perusahaan daerah sehingga
kegiatan pemasaran unit percetakan dilakukan hanya pada wilayah Provinsi
Sumatera Utara, yaitu dinas pemerintah daerah tingkat I, seperti dinas pendapatan
daerah, dinas pendidikan, dinas perpajakan, rumah sakit jiwa, SAMSAT dan
2.6. Organisasi dan Manajemen Perusahaan 2.6.1. Struktur Organisasi
Struktur organisasi suatu perusahaan merupakan salah satu hal yang cukup
penting. Struktur organisasi ialah suatu kerangka yang menunjukkan kedudukan,
tugas dan wewenang anggota perusahaan dalam rangka mencapai tujuan
perusahaan. Dengan adanya struktur organisasi ini maka akan terlihat jelas
hubungan antara bagian, wewenang dan tanggung jawab masing-masing bagian
yang ada dalam perusahaan.
Susunan organisasi dan tata kerja PD Aneka Industri dan Jasa Sumatera
Utara ditetapkan berdasarkan keputusan direksi PD Aneka Industri dan Jasa
Sumatera Utara No. 018/SK/AIJ/1989 tanggal 19 Juni 1989, Sk Gubernur
Sumatera Utara No. 060.2711/K/tahun 1989 tanggal 24 Agustus 1996 dan dengan
persetujuan Menteri Dalam Negeri No. 529/2226/PUOD/1996 tanggal 8 Agustus
1996 tentang penggantian Direksi dengan pengangkatan seorang Direktur.
Struktur organisasi PD. Aneka Industri dan Jasa Medan berpedoman pada
SK Direksi No. 018/SK/AIJ/VI/1989 yang telah mendapat pengesahan Gubernur
dan persetujuan Mendagri. Struktur organisasi perusahaan tergolong organisasi
fungsional. Struktur organisasi PD Aneka Industri dan Jasa Medan dapat dilihat
Gambar 2.1. Struktur Organisasi PD Aneka Industri dan Jasa Sumatera Utara
Direktur
Satuan Pengawas Intern Bagian Umum
Bagian Tata Usaha Bagian Kepegawaian
Bagian Administrasi Keuangan
Bagian Keuangan Bagian Akuntansi
Bagian Verifikasi
Bagian Pemasaran
Bagian Pemasaran Cetakan dan ATK Bagian Pemasaran Es,
Hiburan dan Toko Buku & NAK Bagian Produksi
Bagian Teknik dan
2.6.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab dari setiap jabatan pada PD Aneka
Industri dan Jasa Sumatera Utara dapat dilihat pada Lampiran 1.
2.6.3. Jumlah Tenaga Kerja pada Perusahaan
Data jumlah tenaga kerja pada unit percetakan PD Aneka Industri dan Jasa
Sumatera Utara dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja pabrik PD Aneka Industri dan Jasa
No. Bagian Jumlah Tenaga Kerja
1. Direktur 1
2. Satuan Pengawas Intern 2
3. Bagian Administrasi dan Keuangan 7
4. Bagian Umum 7
5. Bagian Pemasaran 6
6. Bagian Produksi 43
TOTAL 66
Sumber : PD Aneka Industri dan Jasa
2.6.4. Jam Kerja
Jam kerja di PD Aneka Industri dan Jasa Sumatera Utara terdiri dari satu
shift saja, dengan rincian sebagai berikut: a. Senin-Kamis : 08.30 - 16.30 WIB
b. Jumat : 08.30 - 16.00 WIB
Pada PD Aneka Industri dan Jasa terdapat lembur. Kegiatan lembur
sesuai dengan kesepakatan yang telah dibuat. Lembur dilakukan dengan
penambahan waktu kerja yaitu pada jam 17.00-21.00 WIB.
2.6.5. Sistem Pengupahan
Sistem pengupahan dilakukan berdasarkan Surat Keputusan (SK) Direktur,
dimana pemberian gaji juga mempertimbangkan golongan dari setiap karyawan.
Gaji yang diperoleh oleh karyawan merupakan pendapatan yang diperoleh PD
Aneka Industri dan Jasa, sehingga tidak ada bantuan yang diterima dari
pemerintah daerah Sumatera Utara.
2.7. Proses Produksi 2.7.1. Standar Mutu Produk
Sistem produksi pada PD Aneka Industri dan Jasa bersifat berdasarkan
pesanan (make-to-order) sehingga standar mutu produk yang dihasilkan
berdasarkan kepada desain dan spesifikasi yang diinginkan oleh konsumen.
2.7.2. Bahan-bahan yang Digunakan
Bahan-bahan yang digunakan oleh PD Aneka Industri dan Jasa dalam
melaksanakan proses produksinya adalah sebagai berikut:
1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk
dan memiliki persentase yang besar dalam produk dibandingkan bahan-bahan
a. Kertas, antara lain kertas HVS, kertas tik, kertas linen holland, kertas dorsellahg, kertas non karbon, ketas strobot, kertas konstruk, kertas
sampul serta karton buffalo.
b. Tinta, digunakan dalam kegiatan pencetakan. Warna tinta yang digunakan
yaitu black, cyan, magenta, dan yellow.
2. Bahan Penolong
Bahan penolong adalah bahan yang secara tidak langsung mempengaruhi
kualitas dan fungsi produk, baik itu dikenakan secara langsung maupun tidak
langsung terhadap bahan baku dalam suatu proses produksi. Bahan penolong
yang digunakan yaitu:
a. Printing plate, digunakan sebagai bahan pembuatan plat cetak.
b.Air dan cairan etching, digunakan sebagai pada mesin cetak untuk
membantu proses pencetakan.
c. Larutan kimia diprofel dan pixer, digunakan sebagai pembersih pada plat
yang telah tercetak.
d.Bensin dan minyak lampu, digunakan untuk membersihkan mesin cetak.
3. Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan guna
meningkatkan citra produk dan nilai tambah dimata konsumen. Bahan
tambahan yang digunakan yaitu:
a. Lem, benang, paku, dan staple, digunakan untuk menjilid.
c. Kertas pembungkus, digunakan untuk membungkus produk pada saat
pengiriman.
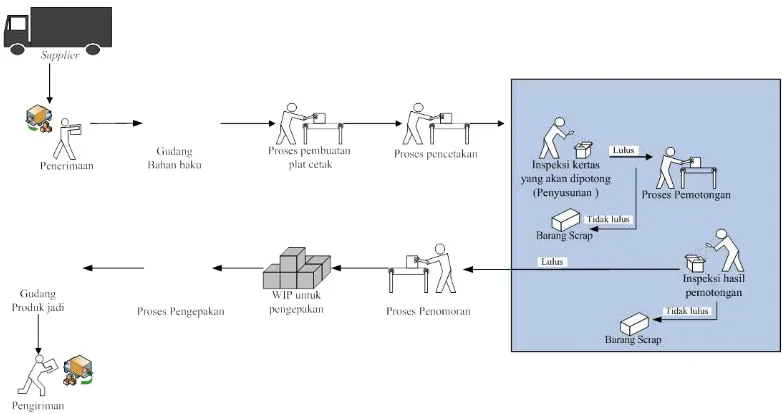
2.7.3. Uraian Proses Produksi
PD Aneka Industri dan Jasa menghasilkan berbagai produk berbahan baku
kertas. Tahapan proses pencetakan untuk produk-produk tersebut hampir memiliki
urutan proses yang sama. Perbedaannya yaitu pada kegiatan pemotongan bahan
baku kertas dan juga proses penjilidan. Jika digunakan mesin cetak besar maka
tidak dibutuhkan kegiatan pemotongan bahan baku kertas, sedangkan untuk
produk yang berupa lembaran maka tidak membutuhkan proses penjilidan. Selain
itu, jenis produk juga menentukan proses pembuatan produk yang dilakukan
seperti proses penomoran dan porporasi.
Pada penelitian ini, produk yang menjadi objek penelitian adalah formulir.
Proses produksi formulir pada PD Aneka Industri dan Jasa yaitu sebagai berikut:
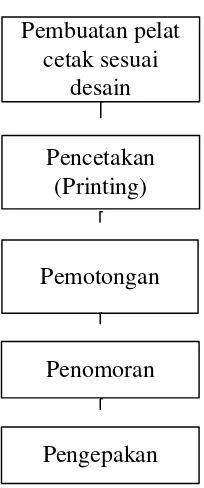
1. Proses Pembuatan Plat Cetak
Plat cetak digunakan sebagai cetakan untuk membuat produk, dimana produk
yang akan dihasilkan akan sesuai dengan desain dari plat cetak. Sebelum
pembuatan plat cetak dilakukan desain (setting) produk sesuai dengan
keinginan konsumen. Pembuatan plat cetak menggunakan alat plat maker.
2. Proses Pencetakan
Pada proses ini dilakukan kegiatan pencetakan dengan menggunakan mesin
cetak. Penggunaan mesin cetak disesuaikan dengan jumlah pesanan. Kertas
ukuran bahan (kertas) pada mesin yaitu dengan terlebih dahulu melakukan
pemotongan bahan baku kertas. Pada pencetakan formulir digunakan mesin
cetak besar sehingga tidak membutuhkan proses pemotongan bahan baku.
3. Proses Pemotongan
Sebelum dilakukan proses pemotongan maka dilakukan kegiatan penyusunan
kertas yang akan dipotong. Pada kegiatan penyusunan ini, juga terdapat
kegiatan penjilidan (binding) yang dilakukan sesuai dengan tipe produk.
Produk yang berupa lembaran tidak membutuhkan proses penjilidan
melainkan hanya kegiatan penyusunan pada proses pemotongan. Setelah itu
dilanjutkan dengan kegiatan pemotongan sesuai dengan ukuran yang telah
ditetapkan. Inpeksi dilakukan pada kegiatan penyusunan agar kertas yang akan
dipotong rapi, sedangkan hasil pemotongan tidak diperiksa secara teliti.
4. Proses Penomoran
Setelah dilakukan proses pemotongan, maka dilanjutkan dengan proses
penomoran sesuai dengan pesanan pelanggan.
5. Proses Pengepakan
Pada proses ini dilakukan pengepakan produk jadi dengan menggunakan
kertas pembungkus.
Blok diagram kegiatan pencetakan di PD Aneka Industri dan Jasa secara
Gambar 2.2. Blok Diagram Proses Pencetakan
2.8. Mesin dan Peralatan 2.8.1. Mesin Produksi
Mesin yang digunakan dalam proses pencetakan PD Aneka Industri dan
Jasa dapat dilihat pada Tabel 2.2.
2.8.2. Peralatan
Peralatan yang digunakan pada PD Aneka Industri dan Jasa adalah
alat-alat yang digunakan secara manual untuk membantu proses produksi, antara lain
yaitu alat penyetel mesin cetak, obeng, kunci pas, kuas, stapler besar, jarum, dan
martil.
Pencetakan (Printing)
Pemotongan
Penomoran Pembuatan pelat
cetak sesuai desain
Tabel 2.2. Mesin Produksi pada PD Aneka Industri dan Jasa
No Nama Mesin Fungsi Merk Buatan Jumlah
1 Mesin Cetak Kecil (Folio) Mencetak dengan ukuran kertas 21,6 cm x 33 cm (Folio). Toko Hamada Jepang 3
2 Mesin Cetak Sedang (SORM)
Mencetak dengan ukuran kertas setengah plano yaitu
52 cm x 74 cm.
Heidelberg Jerman 1
3 Mesin Cetak Besar (SORS) Mencetak dengan ukuran kertas plano yaitu 102cmx72cm. Heidelberg Jerman 1
4 Mesin Cetak dan Penomoran
Mencetak, membuat penomoran, membuat porporasi
dengan ukuran kertas 43,2 cm x 33 cm (Double Folio).
Toko Hamada Jepang 1
5
Mesin Cetak dan Penomoran
(GTO 52)
Mencetak, membuat penomoran, membuat porporasi
dengan ukuran kertas 36 cm x 52 cm
Heidelberg Jerman 1
6 Mesin Penomoran Aktien Membuat penomoran dengan ukuran kertas 36 cm x 52 cm. Heidelberg Jerman 1
7 Mesin Potong Memotong kertas. Polar Mohr Jerman 1
2.8.3. Utility
Listrik dan air merupakan utilitas yang sangat penting sebagai sarana
utama penunjang berlangsungnya kegiatan operasional atau proses pencetakan.
Pasokan listrik untuk PD Aneka Industri dan Jasa bersumber dari PLN, sedangkan
untuk kebutuhan air untuk proses pencetakan bersumber dari air PAM.
2.9. Safety and Fire Protection
Safety and Fire Protection di PD Aneka Industri dan Jasa Sumatera Utara telah didukung oleh sarana dan prasarana yang disediakan oleh perusahaan antara
lain adalah kegiatan keselamatan kerja yang dilengkapi dengan Alat Pelindung
Diri (APD) seperti helm, sarung tangan dan masker. Untuk menanggulangi
bahaya kebakaran perusahaan juga dilengkapi dengan menggunakan alat
pemadam api (protector).
2.10. Limbah
Limbah yang dihasilkan terdiri dari limbah padat dan limbah cair. Limbah
padat yaitu berupa kertas sisa produksi, dimana terlebih dahulu dilakukan
pencincangan kertas sebelum dibuang ataupun dijual. Sedangkan, limbah cair
dihasilkan dari kegiatan perawatan yaitu pembersihan mesin cetak dengan
menggunakan campuran bensin dan minyak lampu. Cairan sisa pembersihan
BAB III
LANDASAN TEORI
3.1. Pengendalian Kualitas1
Kualitas dapat didefinisikan sebagai suatu produk atau jasa yang
memenuhi atau melebihi harapan. Pengendalian kualitas adalah suatu teknik atau
kegiatan penyelesaian masalah yang digunakan untuk memonitor, mengendalikan,
menganalisa, mengelola dan memperbaiki kualitas produk dan proses dengan
menggunakan metode-metode yang mengarah pada kualitas.
Tujuan utama pengendalian kualitas adalah meningkatkan dan menjaga
kepuasan pelanggan. Keuntungan dari pengendalian kualitas yaitu:
1. Meningkatkan kualitas dan desain produk
2. Meningkatkan aliran produksi
3. Meningkatkan moral tenaga kerja dan kesadaran mengenai kualitas
4. Meningkatkan pelayanan produk
5. Memperluas pangsa pasar
Alat-alat pengendalian kualitas diperlukan untuk melakukan kontrol
kualitas yaitu untuk mendeteksi adanya cacat. Alat pengendalian kualitas yang
digunakan adalah SPC (Statistical Process Control). SPC ini dibuat dengan tujuan
untuk mendeteksi penyebab khusus yang mengakibatkan terjadinya kecacatan
atau proses diluar kontrol sedini mungkin sehingga kualitas produk dapat
dipertahankan.
1
3.2. Lean Six Sigma 3.2.1. Pendekatan Lean2
Lean adalah suatu upaya terus-menerus untuk menghilangkan pemborosan
(waste) dan meningkatkan nilai tambah (value added) produk (barang/ jasa) agar
memberikan nilai kepada pelanggan (customer value). Tujuan Lean adalah
meningkatkan terus-menerus customer valuemelalui peningkatan terus-menerus
rasio antara nilai tambah terhadap waste.
Lean berfokus pada identifikasi dan eliminasi aktivitas-aktivitas tidak
bernilai tambah (non-value-adding activities) dalam desain, produksi (untuk
bidang manufaktur) atau operasi (untuk bidang jasa), dan supply chain
management yang berkaitan langsung dengan pelanggan. Lean dapat didefinisikan sebagai suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan
menghilangkan pemborosan (waste) atau aktivitas-aktivitas yang tidak bernilai
tambah (non-value-adding activities) melalui peningkatan terus-menerus secara
radikal dengan cara mengalirkan produk (material, work in process, output) dan
informasi menggunakan sistem tarik (pull system) dari pelanggan internal dan
eksternal untuk megejar keunggulan dan kesempurnaan. Ada lima prinsip dasar
Lean yang harus diketahui yaitu:
1. Mengidentifikasi nilai produk berdasarkan pada prespektif pelanggan, dimana
pelanggan menginginkan produk (barang atau jasa) berkualitas superior
dengan harga kompetitif pada pengiriman yang tepat waktu.
2
2. Mengidentifikasi value stream process mapping (pemetaan proses pada (value stream) untuk setiap produk (barang atau jasa).
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua aktivitas
yang terdapat dalam proses value stream tersebut dengan menganalisa value
stream yang telah dibuat.
4. Mengorganisasikan agar material, informasi dan produk mengalir dengan
lancar dan efisien sepanjang proses value stream dengan menggunakan
sistem tarik (pull system).
5. Secara terus-menerus dan berkesinambungan melakukan peningkatan dan
perbaikan dengan cara mencari teknik-teknik dan alat peningkatan agar
mencapai keunggulan dan peningkatan terus-menerus.
Pada dasarnya terdapat dua jenis pemborosan yaitu Type One Waste dan
Type Two Waste. Type One Waste adalah aktivitas kerja yang tidak menciptakan
nilai tambah dalam proses transformasi input menjadi output sepanjang value
stream, akan tetapi aktivitas tersebut tidak dapat dihindarkan pada saat ini
dikarenakan oleh berbagai alasan. Type Two Waste merupakan aktivitas yang
tidak menciptakan nilai tambah dan dapat dihilangkan dengan segera.
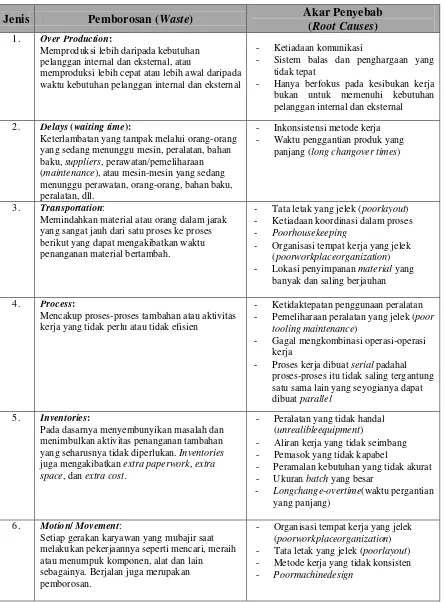
Pemborosan merupakan aktivitas yang tidak memberi nilai tambah (
non-value added activities) dan dikenal dalam kalangan praktisi Lean Manufacturing
sebagai “delapan pemborosan”. Delapan pemborosan tersebut dapat dilihat pada
Tabel 3.1. Jenis-jenis Pemborosan/Waste
Jenis Pemborosan (Waste) Akar Penyebab
(Root Causes)
1. Over Production:
Memproduksi lebih daripada kebutuhan pelanggan internal dan eksternal, atau
memproduksi lebih cepat atau lebih awal daripada waktu kebutuhan pelanggan internal dan eksternal
- Ketiadaan komunikasi
- Sistem balas dan penghargaan yang tidak tepat
- Hanya berfokus pada kesibukan kerja bukan untuk memenuhi kebutuhan pelanggan internal dan eksternal
2. Delays (waiting time):
Keterlambatan yang tampak melalui orang-orang yang sedang menunggu mesin, peralatan, bahan baku, suppliers, perawatan/pemeliharaan (maintenance), atau mesin-mesin yang sedang menunggu perawatan, orang-orang, bahan baku, peralatan, dll.
- Inkonsistensi metode kerja - Waktu penggantian produk yang
panjang (long changover times)
3. Transportation:
Memindahkan material atau orang dalam jarak yang sangat jauh dari satu proses ke proses berikut yang dapat mengakibatkan waktu penanganan material bertambah.
- Tata letak yang jelek (poorlayout) - Ketiadaan koordinasi dalam proses - Poorhousekeeping
- Organisasi tempat kerja yang jelek (poorworkplaceorganization) - Lokasi penyimpanan material yang
banyak dan saling berjauhan
4. Process:
Mencakup proses-proses tambahan atau aktivitas kerja yang tidak perlu atau tidak efisien
- Ketidaktepatan penggunaan peralatan - Pemeliharaan peralatan yang jelek (poor
tooling maintenance)
- Gagal mengkombinasi operasi-operasi kerja
- Proses kerja dibuat serial padahal proses-proses itu tidak saling tergantung satu sama lain yang seyogianya dapat dibuat parallel
5. Inventories:
Pada dasarnya menyembunyikan masalah dan menimbulkan aktivitas penanganan tambahan yang seharusnya tidak diperlukan. Inventories
juga mengakibatkan extra paperwork, extra space, dan extra cost.
- Peralatan yang tidak handal (unrealibleequipment)
- Aliran kerja yang tidak seimbang - Pemasok yang tidak kapabel
- Peramalan kebutuhan yang tidak akurat - Ukuran batch yang besar
- Longchange-overtime(waktu pergantian yang panjang)
6. Motion/ Movement:
Setiap gerakan karyawan yang mubajir saat melakukan pekerjaannya seperti mencari, meraih atau menumpuk komponen, alat dan lain sebagainya. Berjalan juga merupakan pemborosan.
Tabel 3.1. Jenis-jenis Pemborosan/Waste (Lanjutan)
Jenis Pemborosan (Waste) Akar Penyebab
(Root Causes)
7. Defective Products:
Memproduksi komponen cacat atau yang
memerlukan perbaikan. Perbaikan atau pengerjaan ulang, scrap, memproduksi barang pengganti, dan inspeksi berarti tambahan penanganan, biaya, waktu dan upaya yang sia-sia.
- Incapableprocesses - Insufficientplanning
- Ketiadaan prosedur-prosedur operasi standar (SOP)
8. Defective Design:
Desain yang tidak memenuhi kebutuhan
pelanggan, penambahan features yang tidak perlu.
- Lack ofcustomerinputindesign
- Overdesign
Sumber: Lean Six Sigma,Vincent Gaspersz dan Avanti Fontana (2011)
3.2.2. Pendekatan Six Sigma3
Pada dasarnya pelanggan akan puas apabila mereka menerima nilai yang
mereka harapkan. Six Sigma didefinisikan sebagai metode peningkatan proses
bisnis yang bertujuan untuk menemukan dan mengurangi faktor-faktor penyebab
kecacatan dan kesalahan, mengurangi waktu siklus dan biaya operasi,
meningkatkan produktivitas, memenuhi kebutuhan pelanggan dengan lebih baik,
mencapai tingkat pendayagunaan aset yang lebih tinggi, serta mendapatkan hasil
atas investasi yang lebih baik dari segi produksi maupun pelayanan. Metode Six
Sigma disusun berdasarkan sebuah metodologi penyelesaian masalah yang
sederhana yaitu DMAIC, yang merupakan singkatan dari Define (merumuskan),
Measure (mengukur), Analyze (menganalisis), Improve (meningkatkan atau
memperbaiki), dan Control (mengendalikan) dimana yang menggabungkan
bermacam-macam perangkat statistik serta serta pendekatan perbaikan proses
yang lainnya.
3
Prinsip-prinsip kualitas yang menjadi landasan filosofi Six Sigma yaitu:
1. Fokus pada pelanggan
2. Partisipasi dan kerja sama semua individu di dalam perusahaan
3. Fokus pada proses yang didukung oleh perbaikan dan pembelajaran secara
terus-menerus.
3.2.3. Pendekatan LeanSix Sigma4
Lean Six Sigma merupakan suatu pendekatan sistematis kombinasi antara
Lean dan Six Sigma yang mempunyai tujuan sebagai berikut:
1. Mengidentifikasi dan menghilangkan pemborosan (waste) atau
aktivitas-aktivitas yang tidak bernilai tambah (non value added activities)
2. Melalui peningkatan terus-menerus radikal untuk mencapai tingkat kinerja
enam sigma (kapabilitas proses 6 sigma)
3. Mengalirkan produk (material, work in process, output) dan informasi
menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal
4. Mengejar keunggulan dan kesempurnaan hanya dengan memproduksi 3,4
kecacatan untuk setiapa satu juta kesempatan atau operasi (3,4 DPMO)
Fokus dari Lean dan Six Sigma dapat dilihat pada Tabel 3.2.
Tabel 3.2. Fokus Lean dan Six Sigma
Fokus Lean Fokus Six Sigma
Pemborosan material, waktu, aktivitas,dll Variasi proses Menyeimbangkan aliran dalam proses
(value stream)
Identifikasi akar-akar penyebab dari masalah
Reduksi Cycle Time Menciptakan output proses yang seragam
bebas cacat Sangat penting utuk meningkatkan
produktivitas
Sangat penting untuk meningkatkan kapabilitas proses dan kualitas produk Sumber: Lean Six Sigma,Vincent Gaspersz (2008)
4
Pendekatan Lean bertujuan untuk menghilangkan pemborosan (waste elimination), memperlancar aliran material, produk dan informasi, serta
peningkatan secara terus-menerus. Sedangkan pendekatan Six Sigma bertujuan
untuk reduksi variasi (variation reduction), pengendalian proses dan peningkatan
secara terus-menerus. Integrasi Lean dan Six Sigma (Lean Six Sigma) akan
meningkatkan kinerja bisnis dan industri melalui peningkatan kecepatan (shorter
cycle time) dan akurasi (zero defect). Pendekatan Lean akan menyingkapkan Non Value Added (NVA) dan Value Added (VA) serta membuat Value Added mengalir
secara lancar sepanjang value stream processes, sedangkan Six Sigma akan
mereduksi variasi Value Added tersebut.
3.3. Metode DMAIC dalam Six Sigma5
Dalam mengerjakan suatu proyek yang berkaitan dengan Six Sigma atau
berkaitan dengan perbaikan kualitas dikenal kerangka berpikir yang dinamakan
DMAIC (Define-Measure-Analyze-Improve-Control). Kerangka berpikir ini
sangat penting agar permasalahan yang akan diselesaikan benar-benar akan
memberikan perbaikan yang menyeluruh kepada proses dan keuntungan
perusahaan. Lima tahap metodologi DMAIC tersebut yaitu:
1. Define adalah fase pertama dalam siklus DMAIC yang menentukan masalah/ peluang, proses dan persyaratan pelanggan, karena siklus DMAIC iteratif,
maka masalah proses, aliran dan persyaratan harus diverifikasi dan diperbarui
di sepanjang fase-fase yang lain guna mandapatkan kejelasan.
5
2. Measure adalah fase kedua dalam siklus DMAIC, dimana ukuran-ukuran kunci diidentifikasi dan data dikumpulkan, disusun, dan disajikan.
3. Analyze adalah fase ketiga dalam siklus DMAIC, dimana detail proses diperiksa dengan cermat. Yang perlu diperhatikan dalam fase ini yaitu:
a. Data diinvestigasi dan diverifikasi untuk membuktikan akar masalah
yang diperkirakan dan memperkuat pernyataan masalah.
b. Analisis proses meliputi meninjau peta proses untuk aktivitas bernilai
tambah/ tidak bernilai tambah.
4. Improve adalah fase keempat dalam siklus DMAIC, dimana solusi-solusi dan ide-ide secara kreatif dibuat dan diputuskan. Sekali sebuah masalah telah
diidentifikasi, diukur dan dianalisis, maka dapat ditentukan solusi-solusi
potensial untuk memecahkan masalah.
5. Control adalah tahap terakhir dalam metode DMAIC, dimana setelah solusi-solusi diestimasi, maka ukuran-ukuran tidak berhenti untuk mengikuti dan
memverifikasi stabilitas perbaikan dan prediktabilitas dari proses.
3.3.1. Define
3.3.1.1. Project Statement6
Project Statement adalah suatu pernyataan proyek yang meliputi beberapa komponen berikut:
1. Business Case, berisi pernyataan yang menyatakan latar belakang umum dari permasalahan yang terjadi.
6
2. Problem Statement, berisi pernyataan tentang masalah yang akan dibahas. 3. Project Scope, menyatakan objek dan ruang lingkup penelitian.
4. Goal Statement, menyatakan tujuan dari penelitian yang dilakukan. 5. Project Timeline, menyatakan jangka waktu penelitian dilakukan.
3.3.1.2. Diagram SIPOC7
Diagram SIPOC (Supplier-Input-Process-Output-Customer) adalah salah
satu diagram model yang sangat penting dalam fungsi-fungsi operasional bisnis.
Diagram SIPOC juga dapat dimanfaatkan ke dalam model proses manufaktur.
Diagram ini merupakan model proses kerja dalam bentuk lain disamping big
picture mapping. Adapun elemen diagram SIPOC adalah sebagai berikut : 1. Supplier (Pemasok)
Supplier adalah orang, proses, perusahaan yang menyalurkan dan menyediakan bahan dan segala sesuatu yang dikerjakan di dalam proses.
Pihak supplier ini bisa berupa supplier eksternal dan supplier internal. Yang
dimaksud dengan supplier eksternal adalah adalah supplier yang berasal dari
luar perusahaan. Sedangkan yang dimaksud dengan supplier internal adalah
supplier yang berasal dari dalam perusahaan yang biasanya berasal dari proses sebelumnya.
2. Input (Masukan)
Input adalah barang atau jasa yang dibutuhkan oleh suatu prosesuntuk
menghasilkan output. Input tidak hanya berupa material atau bahan mentah
7
yang diperlukan untuk proses produksi, akan tetapi juga dapat pula berupa
informasi yang kemudian input ini akan diolah lebih lanjut di dalam proses.
3. Process (Proses)
Proses adalah langkah-langkah yang diperlukan baik langkah-langkah yang
memberikan nilai tambah terhadap produk maupun yang tidak untuk
membuat produk mulai dari bahan mentah sampai menjadi produk jadi.
4. Output (Hasil)
Output adalah produk jadi, baik itu barang ataupun jasa atau informasi, yang dihasilkan oleh proses dimana hasil ini kemudian dikirimkan kepada
konsumen.
5. Customer (Pelanggan)
Pelanggan adalah orang, departemen atau perusahaan yang menerima output,
dan juga bisa bersifat eksternal maupun internal terhadap
perusahaan.Pelanggan eksternal adalah pelanggan yang berasal dari luar
perusahaan yang biasanya membeli produk jadi, sedangkan pelanggan
internal adalah pelanggan yang berasal dari dalam perusahaan yang biasanya
berupa proses atau divisi yang selanjutnya yang akan menerima hasil dari
proses sebelumnya.
3.3.1.3. Value Stream Mapping8
Value stream mapping adalah sebuah metode visual untuk memetakan
jalur produksi dari sebuah produk yang di dalamnya termasuk material dan
8
informasi dari masing-masing stasiun kerja. Value stream mapping ini dapat dijadikan titik awal bagi perusahaan untuk mengenali pemborosan dan
mengidentifikasi penyebabnya. Menggunakan value stream berarti memulai
dengan gambaran besar dalam menyelesaikan permasalahan bukan hanya pada
proses-proses tunggal dan melakukan peningkatan secara menyeluruh dan bukan
hanya pada proses-proses tertentu saja.
Dalam sistem Lean, fokus dimulai dengan value stream mapping, yang
mana di dalamnya digambarkan seluruh langkah-langkah proses yang berkaitan
dengan perubahan permintaan pelanggan menjadi produk atau jasa yang dapat
memenuhi permintaan dan mengidentifikasi berapa banyak nilai yang terdapat
dalam setiap langkah ditambahkan ke produk. Segala aktivitas yang menciptakan
fitur-fitur atau fungsi-fungsi yang memberikan nilai kepada pelanggan dinamakan
dengan value-added, sedangkan sebaliknya dinamakan dengan non-value-added.
Pembuatan value stream mapping dimulai dengan membuat sketsa dari
proses yang dilakukan perusahaan agar dapat membantu para karyawan untuk
mengerti tentang aliran material dan informasi yang dibutuhkan untuk
memproduksi barang atau jasa. Diagram yang dihasilkan biasanya
memvisualisasikan aliran produk dari pelanggan sampai kepada supplier dan
menggambarkan juga keadaan sekarang dan yang ingin dicapai. Dalam membuat
value stream mapping dilakukan klasifikasi terhadap kegiatan dengan cara menanyakan serangkaian pertanyaan antara lain sebagai berikut:
A. Pertanyaan yang berkaitan dengan penambahan nilai kepada konsumen
Value-Added merupakan setiap aktivitas dalam suatu proses yang sangat penting
untuk memberikan layanan atau produk kepada pelanggan. Aktivitas
Value-Added antara lain:
1. Harus dilakukan untuk memenuhi kebutuhan pelanggan
2. Menambahkan bentuk atau fitur untuk layanan
3. Meningkatkan kualitas layanan, memungkinkan tepat waktu atau
pengiriman lebih kompetitif, atau memiliki dampak positif pada
persaingan harga
4. Pelanggan akan bersedia membayar untuk pekerjaan ini jika mereka tahu
anda melakukannya.
B. Pertanyaan yang berkaitan dengan penambahan nilai dari segi bisnis yaitu
Business Non-Value-Added (BNVA). Business Non-Value-Added merupakan
aktivitas yang diperlukan pada bisnis untuk melaksanakan kegiataan
Value-Added tetapi tidak menambahkan nilai riil dari sudut pandang pelanggan, antara lain:
1. Mengurangi resiko keuangan
2. Mendukung kebutuhan pelaporan keuangan
3. Membantu dalam pelaksanaan kegiataan Value-Added
4. Diwajibkan oleh hukum atau peraturan
Business Value-Added dapat juga berupa kegiatan pemerikasaan, penerimaan pesanan, pembelian bahan baku, penjualan, dan pengembangan produk.
C. Pertanyaan yang berkaitan dengan hal-hal yang tidak bernilai tambah yaitu
merupakan aktivitas yang tidak menambahkan nilai dari perspektif pelanggan
dan tidak diperlukan untuk hal keuangan, alasan bisnis yang legal, atau
lainnya. Jenis kegiatan Non-Value-Added antara lain :
1. Penanganan melampaui yang minimal dibutuhkan seperti, transportasi,
menyimpan bahan, menghitung, menyimpan, mengambil.
2. Pengerjaan ulang yang diperlukan untuk memperbaiki kesalahan
3. Duplikasi kerja berupa pengawasan atau pemantauan pekerjaan
4. Menunggu, waktu idle, penundaan
5. Produksi berlebihan yaitu terlalu banyak atau terlalu cepat
6. Pergerakan staf yang tidak diperlukan
7. Overprocessing (terlalu banyak langkah untuk menyelesaikan pekerjaan atau melebihi kebutuhan pelanggan)
Berikut ini langkah-langkah yang perlu diterapkan dalam membentuk
value stream mapping yaitu sebagai berikut:
1. Menentukan produk tunggal, atau keluarga produk yang akan dipetakan.
Apabila terdapat beberapa pilihan dalam menentukan keluarga produk/ jasa,
pilihlah sebuah produk yang memenuhi kriteria berikut ini:
a. Produk atau jasa mempunyai aliran proses yang hampir sama, sehingga
produk atau jasa yang dipilih dapat mewakilkan keluarga produk tersebut.
b. Produk atau jasa mempunyai volume produksi yang tinggi dan biaya yang
paling mahal dibandingkan dengan produk atau jasa yang lain.
c. Produk atau jasa tersebut mempunyai segmentasi kriteria yang penting
d. Produk atau jasa tersebut mempunyai pengaruh yang paling besar terhadap
konsumen.
2. Gambarkan aliran proses sebagai berikut:
a. Pelajari kembali simbol-simbol untuk memetakan suatu proses.
b. Mulailah pada akhir dari proses dengan apa yang dikirimkan kepada
pelanggan dan tarik ke belakang.
c. Identifikasi aktifitas-aktifitas yang utama.
d. Letakkan aktifitas-aktifitas tersebut dalam suatu urutan.
3. Tambahkan aliran material pada peta yang dibuat sebagai berikut:
a. Tunjukkan pergerakan dari semua material.
b. Gabungkan material bersama dengan aliran yang sama
c. Petakan semua proses pendukung dalam produksi, termasuk pula
kegiatan-kegiatan inspeksi dan berbagai macam aktifitas pengetesan material
ataupun proses.
d. Tambahkan pemasok-pemasok di awal dari proses.
e. Pelajari kembali simbol-simbol untuk memetakan suatu proses
4. Tambahkan aliran informasi sebagai berikut:
a. Petakan aliran informasi di antara aktifitas-aktifitas.
b. Dokumentasikan bagaimana komunikasi proses dengan konsumen dan
pemasok.
c. Dokumentasikan bagaimana informasi dikumpulkan (elektronik, manual,
5. Kumpulkan data-data proses dan hubungkan data-data tersebut dengan
tabel-tabel yang terdapat dalam value stream mapping sebagai berikut:
a. Ikuti proses secara manual untuk mendapatkan hasil yang sesuai.
b. Bila memungkinkan cobalah untuk mencari data-data berikut ini:
6. Masukkan data yang berhasil dikumpulkan ke dalam value stream mapping.
7. Lakukanlah verifikasi dengan meminta orang lain yang bukan termasuk dalam
tim pembuat tetapi memahami proses untuk melakukan perbandingan antara
value stream mapping yang dibuat dengan keadaan sebenarnya.
Simbol-simbol yang digunakan dalam penggambaran value stream
mapping dapat dilihat pada Tabel 3.3.
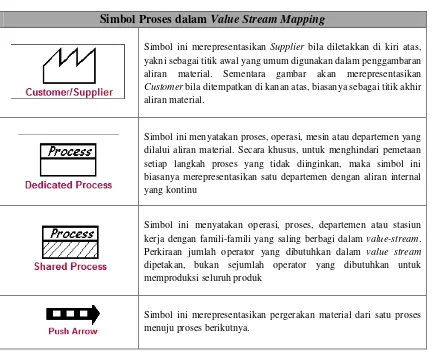
Tabel 3.3. Simbol-simbol yang Digunakan dalam Value Stream Mapping Simbol Proses dalam Value Stream Mapping
Simbol ini merepresentasikan Supplier bila diletakkan di kiri atas, yakni sebagai titik awal yang umum digunakan dalam penggambaran aliran material. Sementara gambar akan merepresentasikan
Customer bila ditempatkan di kanan atas, biasanya sebagai titik akhir aliran material.
Simbol ini menyatakan proses, operasi, mesin atau departemen yang dilalui aliran material. Secara khusus, untuk menghindari pemetaan setiap langkah proses yang tidak diinginkan, maka simbol ini biasanya merepresentasikan satu departemen dengan aliran internal yang kontinu
Simbol ini menyatakan operasi, proses, departemen atau stasiun kerja dengan famili-famili yang saling berbagi dalam value-stream. Perkiraan jumlah operator yang dibutuhkan dalam value stream
dipetakan, bukan sejumlah operator yang dibutuhkan untuk memproduksi seluruh produk
[image:57.595.110.542.406.758.2]Tabel 3.3. Simbol-simbol yang Digunakan dalam Value Stream … (Lanjutan) Simbol Proses dalam Value Stream Mapping
Simbol ini memiliki lambang-lambang di dalamnya yang menyatakan informasi/data yang dibutuhkan unuk menganalisis dan mengamati sistem. C/T adalah waktu siklus yang dibutuhkan untuk memproduksi satu barang sampai barang yang akan diproduksi selanjutnya datang. C/O adalah changeover time yang merupakan waktu pergantian produksi satu produk dalam suatu proses untuk yang lainnya. Uptime
adalah persentase waktu yang tersedia pada mesin untuk proses.
Simbol ini merepresentasikan pergerakan raw material dari supplier
hingga menuju gudang penyimpanan akhir di pabrik. Atau pergerakan dari produk akhir di gudang penyimpanan pabrik hingga sampai ke konsumen.
Simbol ini menunjukkan keberadaan suatu inventory diantara dua proses. Ketika memetakan current state, jumlah inventory dapat diperkirakan dengan satu perhitungan cepat, dan jumlah tersebut dituliskan dibawah gambar segitiga. Jika terdapat lebih dari satu akumulasi inventory, gunakan satu lambang untuk masing-masing
inventory. Lambang ini juga dapat digunakan untuk merepresentasikan penyimpanan bagi raw material dan finished goods.
Simbol ini melambangkan sebuah persediaan “hedge” (safety stock) yang mengatasi masalah seperti downtime, untuk melindungi sistem dalam mengatasi fluktuasi pemesanan konsumen secara tiba-tiba atau terjadinya kerusakan pada sistem.
Simbol ini berarti pengiriman yang dilakukan dari supplier ke konsumen atau pabrik ke konsumen dengan menggunakan pengangkutan eksternal (di luar pabrik).
Simbol ini merepresentasikan operator. Lambang ini menunjukkan jumlah operator yang dibutuhkan untuk melakukan suatu proses.
Menyatakan informasi atau hal lain yang penting.
Menunjukkan waktu yang memberikan nilai tambah (cycle times) dan waktu yang tidak memberikan nilai tambah (waktu menunggu). Gunakan lambang ini untuk menghitung Lead Time dan Total Cycle Time.
3.3.1.4. Voice of Customer9
Voice of Customer (VOC) adalah data yang mencerminkan pandangan atau kebutuhan para pelanggan sebuah perusahaan dimana dapat diterjemahkan ke
dalam persyaratan yang dapat diukur untuk proses. Data ini dapat berupa keluhan,
survei, komentar dan riset pasar.
3.3.2. Measure