ANALISA WASTE PADA LANTAI PRODUKSI DENGAN PENDEKATAN LEAN MANUFACTURING DI PT. JAVA PACIFIC KRIAN-SIDOARJO.
Teks penuh
Gambar

Dokumen terkait
Philips Indonesia yang sering terjadi adalah terdapatnya pemborosan waktu menunggu yang lama, tube yang lecet dan kurang mengkilat, lampu tidak menyala dengan maksimal, dan
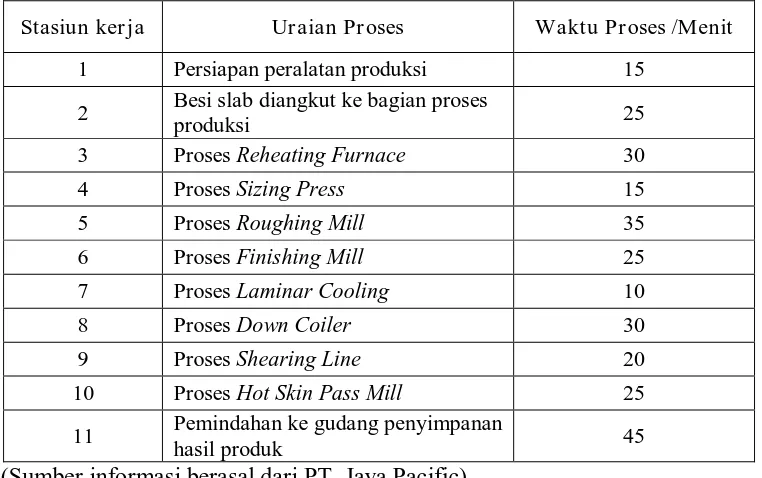
tambah (non value added activity) atau pemborosan (waste) pada waktu proses. produksi sehingga memperpanjang
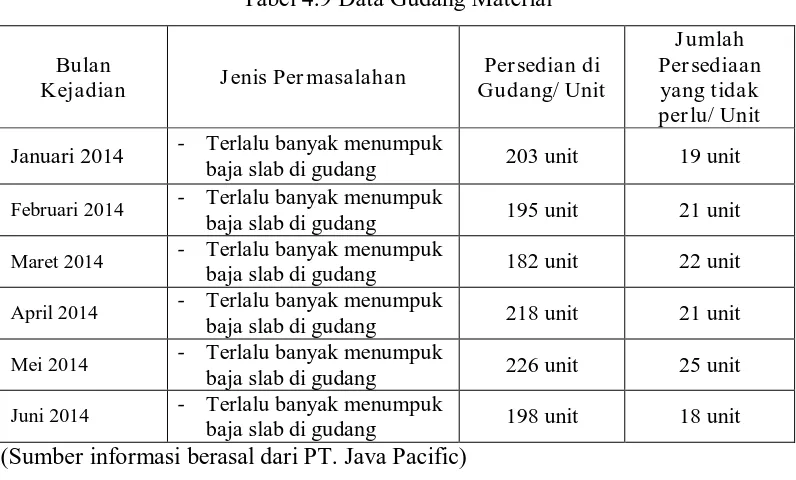
berupa penumpukan bahan setengah jadi dari satu stasiun kerja ke stasiun kerja berikutnya serta terdapat pemborosan terhadap yang menyebabkan adanya bahan yang
Selain itu meminimasi pemborosan yang telah teridentifikasi tersebut diberikan beberapa usulan perbaikan, diantaranya adalah merubah kebijakan perusahaan dalam proses mixing ,
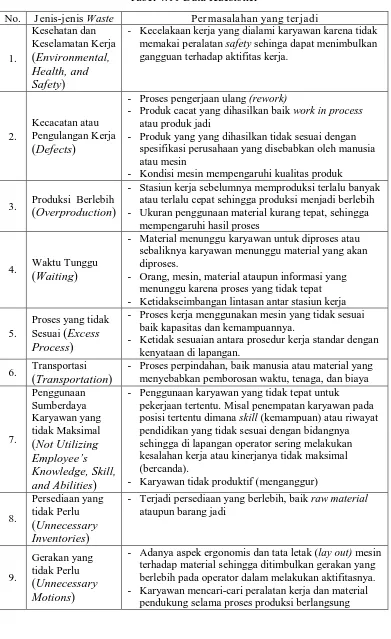
Lean manufacturing adalah metode yang tepat untuk digunakan oleh perusahaan dalam mengidentifikasi tingkat pemborosan atau waste sehingga mampu lebih menekan atau
Jenis waste atau pemborosan yang sering terjadi adalah waste of waiting yaitu terlalu lamanya pekerja dalam mensetting mesin sehingga mengakibatkan banyaknya waktu
Selain itu meminimasi pemborosan yang telah teridentifikasi tersebut diberikan beberapa usulan perbaikan, diantaranya adalah merubah kebijakan perusahaan dalam proses mixing ,
Tunas Baru Lampung merupakan perusahaan manufaktur yang bergerak dalam produksi minyak goreng, akan tetapi dalam alur pembuatan pembuatan produk tersebut masih terjadi pemborosan
