ABSTRAK
Perusahaan Subur Abadi merupakan perusahaan yang menghasilkan bedcover dan seprei. Perusahaan mengalami hambatan dalam meningkatkan kualitas produknya karena adanya cacat pada produk yang dihasilkannya. Persentase cacat untuk produk seprei rumbai sebesar 6.42% sedangkan persentase cacat untuk produk bedcover sebesar 5.35%. Oleh karena itu, penulis melakukan penelitian untuk membantu menyelesaikan permasalahan yang dihadapi oleh perusahaan dengan penerapan metode DMAIC.
Langkah – langkah yang dilakukan dalam penelitian adalah stratifikasi untuk mengelompokkan cacat berdasarkan karakteristik keseriusan cacatnya, diagram pareto untuk mengetahui jenis cacat yang menjadi prioritas penanganan perbaikan, nilai sigma untuk mengetahui kinerja proses perusahaan, FTA untuk mengetahui akar penyebab cacat yang terjadi, FMEA untuk mengidentifikasi dan mencegah terjadinya cacat atau mode kegagalan potensial, dan 5W+1H untuk menentukan target yang diinginkan, alasan penggunaan, dimana rencana dilaksanakan, bilamana rencana dilaksankan, dan siapa yang melaksanakannya.
Data – data yang dibutuhkan diperoleh dengan melakukan pengamatan langsung bagian produksi. Dimana jenis cacat yang terjadi adalah bekas jarum, jahitan miring, label tidak terpasang, rumbai tidak terneci, dan karet tidak terpasang.
Dari diagram pareto diketahui jenis cacat yang menjadi prioritas penanganan perbaikan adalah karet tidak terpasang, rumbai tidak terneci, jahitan miring, bekas jarum, dan label tidak terpasang. Nilai sigma menunjukkan perusahaan berada pada level three sigma, yaitu sebesar 3.49 dengan nilai DPMO sebesar 23000
Adapun faktor – faktor yang menyebabkan cacat antara lain adalah kurangnya penerangan pada ruang produksi dengan nilai RPN sebesar 750, kurangnya ventilasi udara dengan nilai RPN sebesar 625, sistem perupahan yang masih kurang baik dengan nilai RPN sebesar 500, tidak adanya prosedur perawatan mesin dari perusahaan dengan nilai RPN sebesar 144, komponen mesin yang telah melebihi umur pakai dengan nilai RPN sebesar 144, dan kualitas benang yang digunakan masih kurang baik dengan nilai RPN sebesar 120.
Universitas Kristen Maranatha
DAFTAR ISI
ABSTRAK ………..………..………..……...…. iv
KATA PENGANTAR DAN UCAPAN TERIMA KASIH ………... v
DAFTAR ISI …….…..………... vii
DAFTAR TABEL ...………...…. x
DAFTAR GAMBAR ………..………...…...…. xi
DAFTAR LAMPIRAN ………...…. xii BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah ……..……….………...… 1-1
2.1.4 Faktor – Faktor yang Mempengaruhi Pengendalian
2.2.4 Konsep DMAIC ...… 2-11 2.2.5 Menentukan Ukuran Defect dan Ukuran Sigma...… 2-19 2.2.6 Analisis FTA...… 2-20 2.2.7 Analisis FMEA...… 2-22 2.2.8 Menetapkan Action Plan Untuk Melaksanakan
Peningkatan Kualitas Six Sigma...… 2-24 BAB 3 METODOLOGI PENELITIAN
3.1 Penelitian Pendahuuan.. ……..……….………...…. 3-3 3.2 Tinjauan Pustaka. ………..…………....……….……...… 3-3 3.3 Identifikasi Masalah ………...…………...… 3-3 3.4 Pembatasan Masalah ……….….…...………...……. 3-4 3.5 Perumusan Masalah ………...…...………...… 3-4 3.6 Tujuan Penelitian………..…....…...………….……...…… 3-4 3.7 Pengolahan Data dan Analisis…..……….……...………… 3-5 3.7.1 Define………..…………...…….…………....….… 3-5 3.7.2 Measure………..…………...…….…….…....….… 3-5 3.7.3 Analyze………..…………...…….…………....….… 3-6 3.7.4 Improve………..…………...…….………...….… 3-6 3.7.5 Control………..…….……...…….………...….… 3-6 3.8 Kesimpulan Dan Saran ………...……… 3-6 BAB 4 PENGUMPULAN
Universitas Kristen Maranatha
4.4 Prosedur Pengendalian Kualitas Sekarang…...……..……....… 4-9 BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1 Define... 5-1
5.2 Measure….…...…...… 5-1 5.3 Analyze….…...…...… 5-16 5.3.1 Analisis FTA…...… 5-16 5.3.2 Analisis FMEA…...… 5-22 5.3.2.1 Analisis FMEA Karet Tidak Terpasang...… 5-22 5.3.2.2 Analisis FMEA Rumbai Tidak Terneci...… 5-29 5.3.2.3 Analisis FMEA Jahitan Miring...… 5-32 5.3.2.4 Analisis FMEA Bekas Jarum ...… 5-37 5.3.2.5 Analisis FMEA Label Tidak Terpasang ...… 5-40 5.4 Usulan Perbaikan Kualitas……...… 5-44 BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ….……...… 6-1 6.2 Saran ...…...… 6-2 DAFTAR PUSTAKA
LAMPIRAN
KOMENTAR DOSEN PENGUJI
DAFTAR TABEL
Tabel Judul Halaman
1.1 Persentase Produk Cacat 1-2
2.1 Hubungan Antara Six Sigma Dengan TQM 2-18
2.2 Penggunaan Metode 5W + 1H 2-25
4.1 Data Jumlah Cacat 4-10
5.1 Tabel Jenis Cacat 5-1
5.2 Tabel Karakteristik Cacat 5-2
5.3 Tabel Diagram Pareto 5-3
5.4 Tabel Kontrol Peta U Karet Tidak Terpasang 5-5
5.5 Tabel Kontrol Peta U Rumbai Tidak Terneci 5-7
5.6 Tabel Kontrol Peta U Jahitan Miring 5-9
5.7 Tabel Kontrol Peta U Bekas Jarum 5-11
5.8 Tabel Kontrol Peta U Label Tidak Terpasang 5-13
5.9 Tabel Jumlah Cacat Kritis, Mayor, dan Minor 5-15
5.10 Tabel Jumlah FMEA 5-23
5.11 Penyebab Kegagalan Potensial 5-23
Universitas Kristen Maranatha
DAFTAR GAMBAR
Gambar Judul Halaman
2.1 Penerapan Six Sigma 2-9
2.2 Close-Loop System 2-10
2.3 Model Perbaikan Six Sigma Metode DMAIC 2-11
2.4 Simbol Pohon Kesalahan 2-22
3.1 Diagram Alir Penelitian 3-1
4.1 Struktur Organisasi Subur Abadi 4-2
4.2 PPO Seprei Rumbai 4-5
4.3 Cacat Jahitan Miring 4-7
4.4 Cacat Bekas Jarum 4-7
4.5 Cacat Karet Tidak Terpasang 4-8
4.6 Cacat Rumbai Tidak Terneci 4-8
4.7 Cacat Label Tidak Terpasang 4-9
5.1 Diagram Pareto 5-4
5.2 Grafik Peta U Cacat Karet Tidak Terpasang 5-6
5.3 Grafik Peta U Cacat Rumbai Tidak Terneci 5-8
5.4 Grafik Peta U Cacat Jahitan Miring 5-10
5.5 Grafik Peta U Cacat Bekas Jarum 5-12
5.6 Grafik Peta U Cacat Label Tidak Terpasang 5-14
5.7 Grafik FTA Cacat Karet Tidak Terpasang 5-17
5.8 Grafik FTA Cacat Rumbai Tidak Terneci 5-18
5.9 Grafik FTA Cacat Jahitan Miring 5-19
5.10 Grafik FTA Cacat Bekas Jarum 5-20
DAFTAR LAMPIRAN
Lampiran Judul Halaman
1 Definisi FMEA untuk rating Severty, Occurence, Detectability L1-1
2 Tabel Pemeriksaan Mesin L2-1
Universitas Kristen Maranatha
LAMPIRAN 1
Tabel dampak kegagalan (Severity)
Ranking Efek Kriteria
1 Tidak ada Tidak ada pengaruh
2 Sangat minor Item tidak sesuai, Cacat dilihat oleh konsumen tertentu 3 Minor Item tidak sesuai, Cacat dilihat oleh sebagian konsumen 4 Sangat rendah Item tidak sesuai, Cacat dilihat oleh kebanyakan konsumen 5 Rendah Item dapat dioperasikan, tetapi kenyamanan item mengalami
penurunan. Konsumen merasa agak kecewa 6 Sedang Item dapat dioperasikan, tetapi kenyamanan item tidak ada.
Konsumen merasa tidak senang
7 Tinggi Item dapat dioperasikan, tetapi ada penurunan tingkat performansi Konsumen kecewa
8 Sangat tinggi Item tidak dapat dioperasikan, dengan kehilangan fungsi utamanya 9 Berbahaya Pengaruh buruk yang sangat tinggi ketika mode kegagalan
dengan mempengaruhi keselamatan dari operasi dan atau bertentangan peringatan dengan peraturan pemerintah dengan peringatan. 10 Berbahaya Pengaruh buruk yang sangat tinggi ketika mode kegagalan
tanpa mempengaruhi keselamatan dari operasi dan atau bertentangan peringatan dengan peraturan pemerintah tanpa peringatan.
Tabel kemungkinan kegagalan (Occurence)
Ranking Kemungkinan kegagalan Angka Kemungkinan Kegagalan
1 Tidak ada: Kegagalan tidak < 1 dalam 1.500.000 mungkin terjadi
2 Rendah:Kegagalan sangat 1 dalam 150.000
3 sedikit terjadi 1 dalam 15.000
4 Sedang:Kegagalan kadang - 1 dalam 2000
5 kadang terjadi 1 dalam 400
6 1 dalam 80
7 Tinggi:Kegagalan berulang - 1 dalam 20
8 ulang terjadi 1 dalam 8
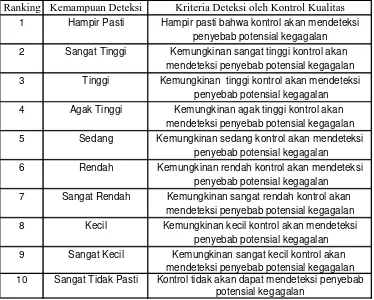
Tabel Kemudahan Mendeteksi (Detectability)
Ranking Kemampuan Deteksi Kriteria Deteksi oleh Kontrol Kualitas
1 Hampir Pasti Hampir pasti bahwa kontrol akan mendeteksi penyebab potensial kegagalan 2 Sangat Tinggi Kemungkinan sangat tinggi kontrol akan
mendeteksi penyebab potensial kegagalan 3 Tinggi Kemungkinan tinggi kontrol akan mendeteksi
penyebab potensial kegagalan 4 Agak Tinggi Kemungkinan agak tinggi kontrol akan
mendeteksi penyebab potensial kegagalan 5 Sedang Kemungkinan sedang kontrol akan mendeteksi
penyebab potensial kegagalan
6 Rendah Kemungkinan rendah kontrol akan mendeteksi penyebab potensial kegagalan
7 Sangat Rendah Kemungkinan sangat rendah kontrol akan mendeteksi penyebab potensial kegagalan 8 Kecil Kemungkinan kecil kontrol akan mendeteksi
penyebab potensial kegagalan 9 Sangat Kecil Kemungkinan sangat kecil kontrol akan
mendeteksi penyebab potensial kegagalan 10 Sangat Tidak Pasti Kontrol tidak akan dapat mendeteksi penyebab
Universitas Kristen Maranatha
LAMPIRAN 2
Lembar Pemeriksaan Mesin Jahit JUKI
Nama Tanggal
Keterangan
Komponen yang diperiksa Hasil pemeriksaan
Lembar Pemeriksaan Mesin Neci JUKI
Nama Tanggal
Keterangan
Komponen yang diperiksa Hasil pemeriksaan
Lembar Pemeriksaan Mesin Potong MK
Nama Tanggal
Keterangan
Komponen yang diperiksa Hasil pemeriksaan
LAMPIRAN 3
PETA PROSES OPERASI
Nama objek : Seprei rumbai Dipetakan oleh : Andi Suryanto
Kegiatan Jumlah Total Waktu Dipetakan oleh : Andi Suryanto
Universitas Kristen Maranatha
KOMENTAR DOSEN PENGUJI
Nama Mahasiswa : Andi Suryanto
NRP : 0423010
Judul Tugas Akhir : Analisis Perbaikan Kualitas Dengan Menggunakan
Metode DMAIC Di Perusahaan Subur Abadi.
Komentar-Komentar Dosen Penguji :
1. Slide
2. Masih ada salah ketik.
3. Dalam abstrak belum tercantum nilai RPN.
4. Definisi cacat kritis, cacat mayor, cacat minor.
5. OPC cek lagi
6. FTA dan FMEA masih kurang.
DATA PENULIS
Nama : Andi Suryanto
Alamat di Bandung : Jl. Cijerah Komplek Singosari blok D 47, Bandung
Alamat Asal : Jl. Rsu Gg.Arjo No 12, Tasikmalaya
No. Telp Asal : (0265) 333846
No. Handphone : 081321184377
Alamat email : Xiongs_ai_san @yahoo.com
Pendidikan : SD Yos Sudarso, Tasikmalaya
SLTP Yos Sudarso, Tasikmalaya
SMUK 2 BPK Penabur, Bandung
Jurusan Teknik Industri Universitas Kristen Maranatha
Nilai Tugas akhir : B+
1-1
BAB 1
PENDAHULUAN
1.1 Latar Belakang Masalah
Di jaman sekarang ini masyarakat menjadi semakin konsumtif dan
semakin selektif dalam memilih produk yang akan mereka beli. Salah satu
faktor yang mendukung keputusan mereka untuk membeli adalah produk
tersebut memiliki kualitas yang baik sehingga konsumen tidak menyesal telah
membeli produk tersebut. Hal tersebut tentunya menjadi dorongan bagi
perusahaan – perusahaan yang ada untuk dapat memberikan suatu produk
dengan kualitas yang baik sehingga para konsumen akan setia.
Agar kualitas produk tetap terjamin dan memuaskan konsumen dapat
dilakukan dengan berbagai cara. Salah satu caranya dengan melakukan
mengurangi produk cacat sehingga dapat meningkatkan kualitas produk
tersebut.
Perusahaan Subur Abadi adalah sebuah perusahaan yang bergerak di
bidang pembuatan seprei dan bedcover. Dalam hal ini, untuk dapat bersaing
dengan perusahaan lain perusahaan Subur Abadi selalu berusaha
menghasilkan produk khususnya seprei dan bedcover dengan kualitas yang
baik agar konsumen merasa puas.
Tetapi dalam beberapa tahun terakhir ini perusahaan mengalami produk
cacat dalam jumlah yang cukup besar dan terjadi secara berulang – ulang
terutama produk seprei rumbai. Terlihat pada tabel 1.1 persentase rata – rata
produk cacat untuk produk seprei rumbai sebesar 6.42 % sedangkan
persentase rata – rata produk cacat untuk produk bedcover sebesar 4.35 %.
Hal tersebut memperlihatkan bahwa pengendalian kualitas dari perusahaan
Subur Abadi masih belum baik. Berdasarkan alasan tersebut, maka penulis
melakukan penelitian dan penganalisaan terhadap perbaikan kualitas pada
Bab 1 Pendahuluan 1-2
1.2 Identifikasi Masalah
Adapun yang menjadi pokok permasalahan pada perusahaan Subur
Abadi adalah adanya banyak cacat yang terjadi khususnya produk seprei
rumbai sehingga produk yang dihasilkan tidak sesuai dengan keinginan
konsumen. Dalam hal ini, perusahaan tidak pernah mengidentifikasi secara
terperinci penyebab terjadinya cacat pada produk yang dihasilkan sehingga
cacat terus terjadi secara berulang – ulang. Hal tersebut akan menyebabkan
penurunan kualitas produk yang dihasilkan sehingga akan berdampak negatif
bagi perusahaan.
Cacat yang terjadi pada seprei jenis rumbai antara lain yaitu cacat jahitan
miring, label tidak terpasang, cacat jahitan (bekas jarum), karet tidak
terpasang dan rumbai tidak terneci. Di bawah ini adalah tabel persentase
produk cacat yang terjadi pada Subur Abadi di tahun 2007-2008.
Tabel 1.1
Persentase Produk Cacat
Bulan Persentase cacat Seprei rumbai Bedcover
Bab 1 Pendahuluan 1-3
UNIVERSITAS KRISTEN MARANATHA 1.3 Pembatasan Masalah
Pembatasan masalah dan asumsi sangat berguna sekali agar penelitian
yang dilakukan oleh penulis tidak terlalu luas, pembahasan jelas dan tidak
menyimpang dari tujuan penelitian. Adapun pembatasan masalah dari
penelitian ini yaitu:
Produk yang diamati adalah seprei jenis rumbai (karena persentase cacat
untuk produk seprei rumbai memiliki nilai yang lebih besar dibandingkan
dengan produk bedcover).
Penelitian ini dilakukan dengan menggunakan metode DMAIC (Define,
Measure, Analyze, Improve, Control).
Penelitian ini tidak membahas mengenai biaya – biaya.
1.4. Perumusan Masalah
Adapun perumusan masalah dalam laporan ini adalah sebagai berikut:
1. Bagaimana tingkat kualitas yang dihasilkan perusahaan saat ini ?
2. Jenis – jenis cacat apa saja yang memerlukan prioritas perbaikan kualitas ?
3. Faktor – faktor apa saja yang menyebabkan terjadinya cacat pada produk
seprei rumbai?
4. Usulan apa saja yang sebaiknya diterapkan oleh perusahaan untuk
memperbaiki kualitas produk yang dihasilkan ?
1.5.Maksud dan Tujuan Penelitian
Adapun maksud dan tujuan dalam dibuatnya laporan ini yaitu:
Dapat mengetahui dan menganalisis tingkat kualitas produk perusahaan
saat ini
Mengetahui cacat yang memerlukan prioritas perbaikan kualitas.
Mengetahui faktor yang menyebabkan terjadinya cacat pada produk seprei
rumbai.
Dapat memberikan usulan yang sebaiknya diterapkan oleh perusahaan
Bab 1 Pendahuluan 1-4
1.6 Sistematika Penulisan Bab 1 :Pendahuluan
Bab ini berisi tentang latar belakang berdirinya perusahaan,
mengidentifikasikan permasalahan di dalam perusahaan, menunjukkan
batasan-batasan dan asumsi dalam mengolah data, melakukan perumusan
masalah, menunjukkan maksud dan tujuan penelitian serta sistematika
penulisan.
Bab 2 :Tinjauan Pustaka
Bab ini berisi teori-teori yang menjadi landasan dalam melakukan
penelitian mengenai kualitas pada perusahaan.
Bab 3 :Metodologi Penelitian
Bab ini berisi langkah - langkah atau tahap-tahap dalam melakukan
penelitian dan menulis laporan.
Bab 4 :Pengumpulan Data
Bab ini berisi data mentah dan langkah - langkah melakukan
pengambilan data pada perusahaan.
Bab 5 : Pengolahan Data dan Analisis
Bab ini berisi pengolahan data dan analisis dari data mentah yang sudah
dikumpulkan dengan menggunakan metode DMAIC.
Bab 6 : Kesimpulan dan Saran
Bab ini berisi kesimpulan dari hasil pengolahan untuk menjawab
perumusan masalah dan pada akhirnya memberikan usulan perbaikan untuk
6-1
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Setelah melakukan pengumpulan data dan pengolahan data pada
perusahaan Subur Abadi maka diperoleh kesimpulan, yaitu:
1. Jenis cacat yang memerlukan prioritas perbaikan kualitas berdasarkan
diagram pareto adalah karet tidak terpasang, rumbai tidak terneci, jahitan
miring, bekas jarum , dan label tidak terpasang.
2. Faktor – faktor penyebab terjadinya cacat pada produk seprei rumbai
adalah kurangnya penerangan pada ruang produksi, kurangnya ventilasi
udara, sistem perupahan yang masih kurang baik, tidak adanya prosedur
perawatan mesin dari perusahaan, komponen mesin yang telah melebihi
umur pakai, dan kualitas benang yang digunakan kurang baik.
3. Tingkat kualitas produk yang dihasilkan oleh perusahaan saat ini dilihat
dari niai sigma yaitu sebesar 3.49 yang berarti tingkat kualitas produk
perusahaan saat ini sudah cukup baiknamun belum mencapai nilai six
sigma.
4. Usulan perbaikan kualitas antara lain:
Pergantian lampu dan penambahan lampu penerangan pada ruang
produksi.
Penambahan tempat sirkulasi udara.
Penerapan sistem rewards bagi para operator yang telah bekerja
dengan baik.
Pembuatan prosedur dan jadwal perawatan mesin secara teratur.
Pergantian komponen mesin secara teratur dan pergantian komponen
mesin yang telah rusak.
Bab 6 Kesimpulan dan Saran 6-2
Adanya tahap pemeriksaan oleh operator pada setiap akhir proses
penjahitan, penecian, pemasangan karet dan pemasangan rumbai.
6.2 Saran
Saran yang dapat dilakukan oleh perusahaan dalam melakukan penelitian
lebih lanjut untuk proses perbaikan dan pengendalian kualitas adalah
perusahaan melakukan penerapan secara mendalam metode DMAIC
berdasarkan langah – langkah di usulan agar dapat terus meningkatkan
Universitas Kristen Maranatha
DAFTAR PUSTAKA
1. Besterfield, E.H.; Quality Control, Fourth Edition, Prenctice-Hall, Inc., United
States of America, 1994.
2. Feigenbaum and Vallin, Armand.; Total Quality Control, Third Edition, Mc
Graw Hill Book, Inc., New York, 1986.
3. Gaspersz, Vincent.; Teknik Analisis dalam Penelitian Percobaan, Tarsito,
Bandung, 1995.
4. Ishikawa, Kaoru; Teknik Penuntun Pengendalian Mutu, terjemahan Ir. Nawolo
Widodo, PT. Mediyatama Sarana Perkasa, Jakarta, 1993.
5. Juran, J. M.; Merancang Mutu, PT. Pustaka Binaman Pressindo, Jakarta, 1995.
6. Miranda dan Widjaja Tunggal, Amin; Six Sigma : Gambaran Umum,
Penerapan Proses dan Metode-Metode Yang Digunakan Untuk Perbaikan,
Harvarindo, Jakarta, 2003.
7. Muis, Rudijanto.; Diktat Kuliah Rekayasa Kualitas, Teknik Industri
Maranatha, Bandung, 2006.
8. Nasution, M.N.; Manajemen Mutu Terpadu (Total Quality Management),
Ghalia Indonesia, Jakarta, 2001.
9. Pande, Peter S., Robert P. Neuman dan Roland R. Cavanagh.; The Six Sigma
Way, Andi, Yogyakarta, 2002.