1 MAKALAH ELEMEN MESIN I
“SAMBUNGAN LAS” Disusun oleh : 1. Apri Ashari (2110520028) 2. Sholikul Mustafid (2110520014) 3. Johansyah Raviko (2110520020) 4. M. Solihin (2110520010) FAKULTAS TEKNIK UNIVERSITAS ISLAM MALANG
2 KATA PENGANTAR
Assalamu’alaikum Wr. Wb Bismillaahirrohmanirrohim,
Segala puji hanya milik Allah SWT. Shalawat dan salam selalu tercurahkan kepada Rasulullah SAW. Berkat limpahan dan rahmat-Nya
penyusun mampu menyelesaikan tugas makalah ini guna memenuhi tugas mata kuliah Elemen Mesin I.
Dalam penyusunan tugas atau materi ini, tidak sedikit hambatan yang penulis hadapi. Namun penulis menyadari bahwa kelancaran dalam penyusunan materi ini tidak lain berkat bantuan, dorongan, dan bimbingan dari pihak-pihak yang telah membantu, sehingga kendala-kendala yang penulis hadapi teratasi. Makalah ini disusun agar pembaca dapat memperluas ilmu tentang kaitan ulir yang berhubungan dengan baut dan mur ,yang kami sajikan berdasarkan
pengamatan dari berbagai sumber informasi, referensi, dan berita. Makalah ini di susun oleh penyusun dengan berbagai rintangan. Baik itu yang datang dari diri penyusun maupun yang datang dari luar. Namun dengan penuh kesabaran dan terutama pertolongan dari Allah akhirnya makalah ini dapat terselesaikan. Semoga makalah ini dapat memberikan wawasan yang lebih luas dan menjadi sumbangan pemikiran kepada pembaca khususnya para mahasiswa Teknik Universitas Islam Malang. Saya sadar bahwa makalah ini masih banyak kekurangan dan jau dari sempurna. Untuk
itu, kepada dosen pembimbing saya meminta masukannya demi perbaikan pembuatan makalah saya di masa yang akan datang dan mengharapkan kritik dan saran dari para pembaca. Kami ucapkan terima kasih.
Wassalamu’alaikum Wr. Wb
Malang, Desember 2013
3 DAFTAR ISI Cover ... 1 Kata Pengantar ... 2 Daftar Isi ... 3 BAB I Pendahuluan : Latar Belakang ... 4 Rumusan Masalah ... 4 Tujuan ... 4 BAB II Pembahasan :
Definisi Sambungan Las ... 5 Analisa / perhitungan kekuatan lasan ... 9 Contoh soal ...13
BAB III Penutup :
Kesimpulan ...17 Daftar Pustaka ...17
4 BAB I
Pendahuluan 1.1 Latar belakang
Elemen mesin merupakan salah satu mata kuliah pokok di dalam perkuliahan teknik mesin, sebagai mata kuliah yang menjurus pada bidang keahlian dan kejurusan yang bertujuan pada kemampuan mahasiswa untuk merencanakan dan menganalisa suatu kontruksi mesin.
Metode dan proses perencanaan serta perancangan bagian-bagian permesinan untuk memenuhi kebutuhan tertentu. Suatu rangkaian mesin yang terdiri dari beberapa kombinasi yang dirancang dengan konsep yang tepat, sehingga dapat bekerja dengan baik sebagai satu kesatuan.
Sambungan las adalah sebuah sambungan permanen yang dihasilkan dengan melebur ujung dua bagian untuk disatukan, dengan atau tanpa perlakuan tekanan dan bahan tambah (kawat/pakan las). Panas yang dibutuhkan untuk menggabungkan bahan bisa dihasilkan dari pembakaran gas (las gas) atau dengan busur listrik (las listrik).
Pengelasan dalam sebuah pabrikasi adalah sebuah metode alternatif untuk menempa dan sebagai pengganti untuk sambungan baut dan keling. Lasan juga digunakan untuk perbaikan menengah seperti untuk menyatukan celah logam, membangun kembali sebuah bagian kecil yang rusak seperti roda gigi atau untuk memperbaiki sebuah permukaan yang usang seperti permukaan bantalan.
1.2 Rumusan masalah
Dalam makalah ini masalah yang perlu dipecahkan dirumuskan sebagai berikut :
1. Pengertian Sambungan Las,
2. Tegangan pada sambungan las yang mendapat beban Statik, 3. Beban paralel, dan beban melintang,
4. Beban torsional, 5. Beban bending. 1.3 Tujuan
Tujuan kami membuat makalah ini adalah sebagi bukti bahwa kami mampu menyelesaikan tugas sesuai dengan sub materi sambungan las, semoga makalah kami ini dapat bermanfaat bagi kita semua agar lebih dapat memahami fenomena, perhitungan geometri pengelasan, dan kekuatan material yang di las tersebut.
5 BAB II
PEMBAHASAN 2.1 Sambungan Las
Sambungan las adalah sambungan antara dua atau lebih permukaan logam dengan cara mengaplikasikan pemanasan lokal pada permukaan benda yang di sambung. Perkembangan teknologi pengelasan saat ini memberikan alternative yang luas untuk menyambung komponen mesin atau struktur. Beberapa komponen mesin tertentu sering dapat di fabrikasi dengan pengelasan, dengan biaya yang lebih murah di bandingkan dengan pengecoran atau tempa. Saat ini banyak part yang sebelumnya di buat dengan cor atau tempa, difabrikasi dengan menggunakan pengelasan. Sebagaian besar komponen mesin yang difabrikasi menggunakan las, menggunakan teknik pengelasan dengan fusion dimana dua benda kerja dan disambung dicairkan permukaannya yang akan disambung.
Beberapa kelebihan sambungan las di bandingkan sambungan baut-mor atau sambungan keling adalah lebih murah untuk pekerjaan dalam jumlah besar, tidak ada kemungkinan sambungan longgar, lebih tahan beban fatik, ketahanan korosi lebih baik. Sedangkan kelemahannya antara lain adalah adanya tegangan sisa (residual stress), kemungkinan timbul distorsi, perubahan struktur metalorgi pada sambungan, dan masalah dalam disasembling .
Metode pengelasan diklarifikasikan berdasarkan metode pemanasan untuk mencairkan logam pengisi serta permukaan yang disambung.
1. Electrik arc welding : Panas diaplikasikan oleh busur listrik antara elektroda las. Berdasarkan satu aplikasi logam pengisi dan dua perlindungan logam cair terhadap atmosfir, electric arc welding diklarifikasikan menjadi :
a. Shielded metal arc welding (SMAW) b. Gas metal arc welding (GMAW) c. Gas tungsten arc welding (GTAW) d. Flux-coret arc welding (FCAW) e. Submerged arc welding (SAW)
2. RESISTENSI WELDING : Arus listrik meng-generate panas dengan laju R,melalui kedua permukaan benda kerja yang di sebut. Kedua benda di cekam dengan baik. Tidak diperlukan adanya logam pengisi atau shield. Tetapi proses pengelasan dapat dilakukan pada ruangan vakum atau
6 dalam inert gas.metode pengelasan ini cocok untuk produksi masa dengan pengelasan continue.range tebal material yang cocok untuk pengelasan ini adalah 0,004 s/d 0,7 inch
3. GAS WELDING: umumnya menggunakan pembakaran gas oxyacetylene untuk memanaskan logam pengisi dan permukaan benda kerja yang di sambung. Proses pengelasan ini lambat, manual sehingga lebih cocok untuk pengelasan ringan dan perbaikan.
4. LASER BEAM WELDING : plasma arc welding, electron bim welding, dan electros lag welding: adalah tekhnologi pengelasan modern yang juga menggunakan metoda fusi untuk aplikasi yang sangat spesifik.
5. SOLID STATE WELDING: Proses penyambungan dengan cara mengkombinasikan panas dan tekanan untuk menyambungkan benda kerja. Temperature logam saat dipanaskan biasanya di bawah titik cair material
Symbol las diberikan pada gambar tekhnik dan gambar kerja sehingga komponen dapat di fabrikasikan secara akurat. Symbol las di standartkan oleh AWS adalah (1) referensi line, (2) tanda panah, (3) besic weld symbols, (4) dimensi data tambahan lainnya, (5) supplementary symbols, (6) Finish symbol, (7) tail,dan (8) spesifikasi atau proses. Symbol las selengkapnya ditunjukkan pada gambar di bawah. Contoh aplikasi symbol las di ilustrasi hasil bentuk konfigurasi sambungan ditentukan pada gambar 9.3.
8 Pemilihan metode pengelasan untuk fabrikasi komponen mesin perlu mempertimbangkan mampu las dari material. Kemampuan logam untuk di sambung dengan pengelasan di tampilkan pada table di bawah 9.1.
Terdapat banyak sekali konfigurasi sambungan las, tetapi dalam buku ini kita hanya membahas tegangan dan kekuatan sambungan jenis filled weld. Diharapkan setelah memahami konfigurasi ini dengan baik, maka aplikasi untuk konfigurasi sambungan yang lain dapat dipelajari dengan mudah. Beberapa sambungan dengan konfigurasi filled weld dan jenis beban paralel, dan beban melintang ditunjukkan pada gambar 9.5.
9 Perhitungan Kekuatan Las
a.
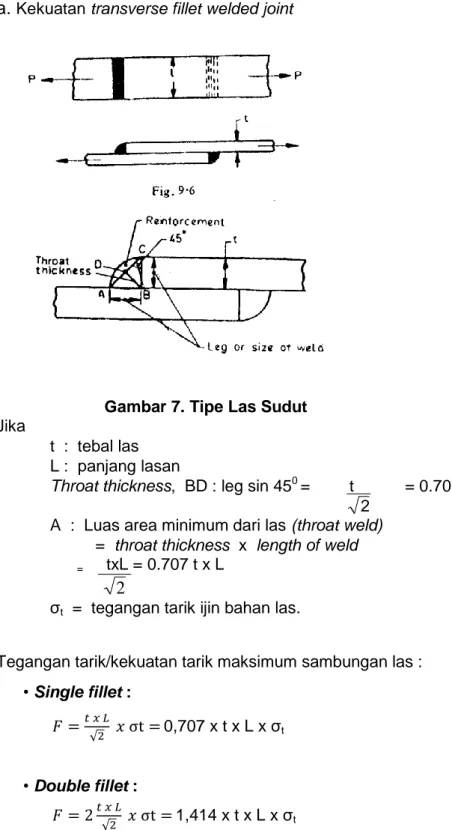
Kekuatan transverse fillet welded joint
Gambar 7. Tipe Las Sudut Jika
t : tebal las L : panjang lasan
Throat thickness, BD : leg sin 450 = t = 0.707 t 2
A : Luas area minimum dari las (throat weld) = throat thickness x length of weld
= txL = 0.707 t x L
σt = tegangan tarik ijin bahan las.
Tegangan tarik/kekuatan tarik maksimum sambungan las : • Single fillet : √ 0,707 x t x L x σt • Double fillet : √ 1,414 x t x L x σt
2
10
b.
Kekuatan las paralel fillet
Gambar 8. Tipe Las Paralel Fillet A : luas lasan minimum = t x L = 0,707 t x L Jika T : tegangan geser ijin bahan las
• Gaya geser maksimum single paralel fillet :
√ 0,707 x t x L x T
•
Gaya geser maksimum double paralel fillet :√ 1,414 x t x L x T
Hal yang perlu diperhatikan dalam desain adalah :
•
Tambahkan panjang 12,5 mm pada lasan untuk keamanan.•
Untuk gabungan paralel dan transverse fillet (melintang), kekuatan lasan merupakan jumlah kekuatan dari paralel dan transverse.
Ftotal = Fparalel + Ftranverse
c.
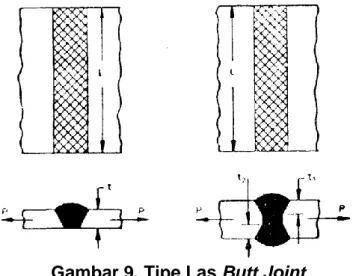
Kekuatan butt joint weld•
Digunakan untuk beban tekan /kompensi•
Panjang leg sama dengan throat thickness sama dengan thickness of plates (t)11
Gaya tarik maksimum :
•
Single V butt joint, Ft = t . L . σt•
Double V butt joint, Ft = ( t1 + t2 ) L x σtTabel 1. Rekomendasi Ukuran Las Minimum
Tebal plat (mm) Ukuran las minimm (mm)
3 – 5 3 6 – 8 5 10 – 16 6 18 – 24 10 26 – 58 14 > 58 20
Tegangan Sambungan Las
Tegangan pada sambungan las, sulit dihitung karena variabel dan parameter tidak terprediksikan, misalnya :
•
Homogenitas bahan las/elektroda•
Tegangan akibat panas dari las•
Perubahan sifat-sifat fisik.Dalam perhitungan kekuatan diasumsikan bahwa :
Gambar 9. Tipe Las
Butt Joint
12
•
Beban terdistribusi merata sepanjang lasan•
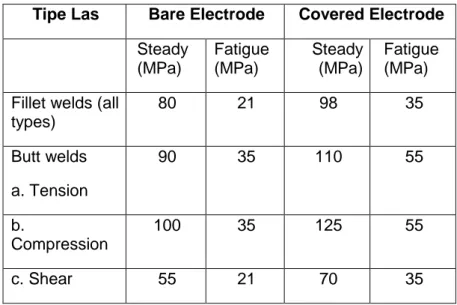
Tegangan terdistribsi merataTabel 2. Harga Tegangan Sambungan Las Dengan Beberapa Electrode Dan Beban
Tipe Las Bare Electrode Covered Electrode
Steady (MPa) Fatigue (MPa) Steady (MPa) Fatigue (MPa) Fillet welds (all
types) 80 21 98 35 Butt welds a. Tension 90 35 110 55 b. Compression 100 35 125 55 c. Shear 55 21 70 35
Faktor Konsentrasi Tegangan Las
Konsentrasi tegangan (k) untuk static loading and any type of joint, k = 1
Tabel 3. Faktor Konsentrasi Tegangan Untuk Beban Fatigue
No. Tipe Las Faktor k
1. Reinforced butt welds 1,2 2. Toe of transverse fillet 1,5 3. End of parallel fillet 2,7 4. T - butt joint with sharp corner 2,0
Konsentrasi tegangan terjadi akibat penambahan material yang berasal dari material dasar yang mungkin berbeda dengan material utama yang disambung.
13 Contoh Soal
1.
Sebuah plat lebar 100 mm tebal 10 mm disambung dengan menggunakan las tipe double parallel fillets. Plat menerima beban beban statis sebesar 80 kN. Hitung panjang las yang diperlukan jika tegangan geser ijin las tidak boleh melebihi 55 MPa.Jawab : Diketahui : b = 100 mm t = 10 mm τ max = 55 MPa
F
= 80 kNPanjang total lasan (double parallel fillets) untuk beban statis F = 1,414 . t . L . τmax 80 x 106 = 1,414 . 10 .L . 55 L= Ltot = 103 + 12,5 = 115,5 mm.
2.
Dua plat baja lebar 10 cm, tebal 1,25 cm dilas dengan cara double transverse fillet weld. Tegangan tarik maksimum tidak boleh melebihi 700 kg/cm2. Hitung panjang dari lasan untuk kondisi beban statis dan dinamis. Jawab : Diketahui : b = 10 cm t = 1,25 cm σt max = 700 kg/cm2 = 7 000 N/cm2a. Panjang total lasan untuk beban statis (double transverse fillet weld)
•
Fmax yang dapat diterima plat : Fmax = σt max . A = 7 000 . b . t = 7000 . 10 . 1,25 = 87 500 N•
F = 1,414 . t . L . σt max 87 500 = 1,414 . 1,25 .L . 700014
L = = 7,07 cm
•
Untuk mereduksi kesalahan pada saat pengelasan, panjang + 1,25 cm
•
Panjang lasan beban statis :Ltot = L + 1,25 = 7,07 + 1,25 = 8,32 cm.
b. Panjang las untuk beban dinamis
•
Faktor konsentrasi beban transverse fillet weld = 1,5•
Tegangan ijin ⁄ • Fmax = 1,414. t . L . σt 87 500 = 1,414. 1,25 . L . 4650 L = = 10,6 cm • Ltot = L + 1,25 = 10,6 + 1,25 = 11,85 cm3.
Plate lebar : 100 mm, tebal 12,5 mm disambung dengan las parallel fillet welds. Beban pada plat 50 kN. Hitung panjang lasan jika tegangan geser maksimum tidak boleh melebihi 56 N/mm2. Hitung dalam beban statis dan dinamis. Jawab : Diketahui : Lebar plat, b = 100 mm t = 12,5 mmF
= 50 kN = 5 000 N τmax = 56 N/mm2a.
Panjang lasan untuk beban statis (parallel fillet welds): F = 2. t . L . tmax √ √ Panjang Ltotal = L + 12,5 mm = 50,5 + 12,5 = 63 mm15
•
Faktor konsentrasi tegangan (k) parallel fillet = 2,7▪
Tegangan geser ijin,⁄
•
F = 2. t . L . tmax•
à å
•
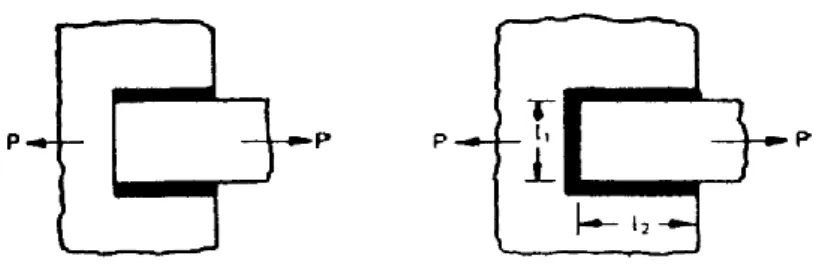
Ltotal = L + 12,5 mm = 136, + 12,5 = 148,9 mm4. Sebuah plat dengan lebar 75 mm dan tebal 12,5 mm di sambung dengan plat lain dengan single transverse weld and double parallel fillet seperti gambar. Tegangan tarik maksimum 70 MPa dan tegangan geser 56 MPa. Hitung panjang setiap parallet fillet untuk beban statis dan fatigue. Jawab : b = 75 mm t = 12,5 mm σ = 70 MPa τ = 56 MPa
a.
Panjang lasan setiap parallel filet untuk Beban Statis•
Panjang lasan melintang (transverse) : L1 = 75 – 12,5 = 62,5 mm
•
Beban maksimum yang dapat diterima plat : F = A x σ = 75 x 12,5 x 70 = 65 625 N•
Beban yang dapat diterima single transverse weld : F1 = 0,707 x t x L1 x σ= 0,707 x 12,5 x 62,5 x 70 = 38 664 N
•
Beban yang dapat diterima double parallel fillet weld : F2 = 1,414 x t x L2 x τ = 1,414 x 12,5 x L2 x 56 = 990 L2•
Beban maksimum (total) : Ftot = F1 + F265
625 = 38 664 + 990 L2 L2 = 27,2 mm
•
Panjang lasan setiap parallet fillet = 27,2 + 12,5 = 39,7 mm
16
•
Faktor konsentrasi tegangan transverse weld = 1,5•
Faktor konsentrasi tegangan parallel fillet weld = 2,7•
Tegangan tarik ijin : σ = 70 / 1,5 = 46,7 MPa•
Tegangan geser ijin : τ = 56 / 2,7 = 20,74 MPa•
Beban yang dapat diterima single transverse weld : F1 = 0,707 x t x L1 x σ= 0,707 x 12,5 x 62,5 x 46,7 = 25 795 N
•
Beban yang dapat diterima double parallel fillet weld : F2 = 1,414 x t x L2 x τ= 1,414 x 12,5 x L2 x 20,74 = 336 L2
•
Beban maksimum (total) : Ftot = F1 + F265
625 = 25 795 + 366 L2 L2 = 108,8 mm
•
Panjang lasan setiap parallet fillet = 108,8 + 12,5 = 121,3 mm17 BAB III
PENUTUP 3.1. Kesimpulan
Sambungan las adalah sambungan antara dua atau lebih permukaan logam dengan cara mengaplikasikan pemanasan lokal pada permukaan benda yang di sambung. Perkembangan teknologi pengelasan saat ini memberikan alternative yang luas untuk menyambung komponen mesin atau struktur. Beberapa komponen mesin tertentu sering dapat di fabrikasi dengan pengelasan, dengan biaya yang lebih murah di bandingkan dengan pengecoran atau tempa.
Beban yang bekerja pada struktur sambungan dengan tipe filled dapat berbentuk beban paralel, beban melintang (transverse), beban torsional, dan beban bending. Untuk menganalisis tegangan yang terjadi pada sambungan las terlebih dahulu perlu diperhatikan giometri sambungan las.
3.2. Daftar Pustaka http://www.slideshare.net/rumahbelajar/bab-09-kekuatan-sambungan-las http://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=2& cad=rja&ved=0CC0QFjAB&url=http%3A%2F%2Fmasmukti.files.wordpre ss.com%2F2011%2F10%2Fbab-09-kekuatan-sambungan- las1.pdf&ei=bENLUqfPHIGHrgeElIH4DQ&usg=AFQjCNFvG0h-P6SD0AdDeQN_H6thzq46Qg&bvm=bv.53371865,d.bmk http://teknik-pelat.blogspot.com/2013/02/komponen-mesin-sambungan-las.html