5 BAB II
LANDASAN TEORI 2.1 Kualitas
2.1.1 Definisi Kualitas
Kualitas adalah istilah yang sering kita dengar dan dibicarakan oleh umum, misalnya mengenai kualitas sebagian besar produk buatan luar negeri yang dinilai lebih baik daripada kualitas produk dalam negeri. Konsep kualitas sendiri sering dianggap sebagai ukuran relatif untuk mengukur baiknya sebuah produk dan jasa.
Kualitas merupakan salah satu kunci untuk perusahaan agar memiliki daya saing pada pasar, ketika perusahaan telah mampu menyediakan produk yang berkualitas maka hal ini telah menjadi salah satu faktor yang menciptakan kepuasan pelanggan.
Kualitas dapat diartikan sebagai sebuah nilai yang dimiliki sebuah produk atau jasa untuk dapat memuaskan eskpektasi konsumen.
Menurut Penneys (2014) dalam jurnal terbarunya menerangkan bahwa kualitas dapat dibagi menjadi 3 (tiga) bagian besar yaitu:
1. Conformance Quality, yaitu semua jenis kualitas yang dapat memenuhi semua spesifikasi kebutuhan yang telah ditetapkan perusahaan.
2. Design Quality, yaitu kesederhanaan tahap pembuatan sebuah produk dalam bagian gaya, perakitan dan pengoperasian.
3. Fitness in use Quality, yaitu produk atau jasa dapat memenuhi ekspektasi yang diharapkan oleh konsumen.
2.1.2 Sejarah Kualitas
Asal usul kualitas dapat dilihat pada abad pertengahan eropa, ketika perajin mulai membentuk sebuah perkumpulan yang disebut guild pada akhir abad 13 (tiga belas).
Awal abad 19 (sembilan belas), industri mulai mengikuti model yang dibuat oleh para perajin eropa. Sistem berupa perusahaan mulai diterapkan ketika terjadinya revolusi industri di Inggris pada pertengahan tahun 1750. Awal abad 20 (dua puluh) perusahaan sebagai produsen mulai memusatkan perhatian produknya pada proses kualitas sebagai proses kritis untuk memenuhi permintaan konsumen. Menurut
6
Juran (2016) kualitas dapat dibagi menjadi beberapa proses. SQC (Statistical Quality Control), TQM (Total Quality Management), dan TQC (Total Quality Control).
2.1.3 Statistical Quality Control (SQC)
SQC (Statistical Quality Control) adalah sebuah cara yang digunakan untuk menjelaskan sebuah perangkat statistik yang digunakan orang yang bertanggungjawab pada sebuah kualitas produk dalam sistem produksi. SQC (Statistical Quality Control) dapat dibagi secara garis besar menjadi 3 (tiga) bagian yaitu:
1. Descriptive Statistics (Statistik Deskriptif) yang digunakan untuk menjelaskan mengenai karakteristrik dan hubungan dari sebuah kualitas. Termasuk didalamnya nilai-nilai statistik seperti mean (rata-rata), standar deviasi, range (jarak) dan analisa dari penyebaran data (data distribution).
2. Statistical process control (SPC) berhubungan dengan inspeksi pada sample acak yang merupakan output dari sebuah proses dan kemudian menentukan apakah produk dari produksi sesuai dengan karakteristik yang sesuai dengan range yang diberikan. SPC menjawab juga menjawaba apakah sebuah proses terlaksana dengan baik atau tidak.
3. Acceptance sampling adalah sebuah proses acak dalam melakukan inspeksi pada beberapa sampel barang dan kemudian menentukan apakah 1 lot dalam bagian produksi tersebut dalam menghasilkan produk dapat diterima. Acceptance sampling ini digunakan untuk menentukan sebuah batch (kumpulan produk) barang dapat diterima atau ditolak.
Setiap perangkat di masing-masing kategori memberikan berbagai informasi yang berbeda untuk digunakan dalam menganalisa kualitas. Statistik deskriptif digunakan untuk menjelaskan karakteristik kualitas tertentu. Walaupun statistik deskriptif sangat praktis untuk digunakan, namun statistik deskirptif tidak dapat menentukan apabila terjadi masalah dari kualitas tersebut. Acceptance sampling dapat membantu kita untuk memecahkan masalah ini, metode ini dapat menentukan apakah sebuah batch dari produk telah mencapai kualitas tertentu atau belum.
7
Namun, walaupun metode acceptance sampling ini dapat membantu kita menentukan sebuah batch dari memenuhi kualitas tertentu atau tidak. Metode ini tidak dapat mengindentifikasi problem-problem yang terjadi pada proses produksi.
Untuk mengetahui ini diperlukan perangkat statistical process control (SPC).Semua kategori statistical quality control sebetulnya sangat membantu dalam mengukur dan mengevaluasi kualitas dari sebuah produk. Namun, SPC adalah metode yang paling sering digunakan untuk mengindentifikasi problem kualitas pada saat proses produksi.
2.1.4 Total Quality Management (TQM)
Menurut Juran (2016), TQM (Total Quality Management) dapat didefinisikan sebagai sebuah rangkaian dari aktivitas yang sistematik yang dilakukan oleh sebuah organisasi tertentu untuk mencapai tujuan organisasi tersebut secara efektif dan efisien sehingga dapat memberikan produk dan jasa pada tingkatan yang mampu memuaskan kebutuhan konsumen pada waktu dan harga tepat. Hal ini menunjukkan bahwa TQM (Total Quality Management) merupakan strategi organisasional menyeluruh yang melibatkan semua jenjang dan jajaran manajemen dan karyawan.
Setiap orang terlibat dalam proses TQM (Total Quality Management). TQM (Total Quality Management) mencakup tidak hanya pengguna akhir dan pembeli eksternal saja, tetapi juga pelanggan internal, pemasok bahkan personalia yang mendukung.
2.1.5 Total Quality Control (TQC)
Menurut Juran (2016), TQC (Total Quality Control) adalah sistem manajemen yang dinamis yang mengikut sertakan seluruh anggota organisasi dengan penerapan konsep dan teknik pengendalian kualitas untuk tercapainya kepuasan pelanggan dan yang mengerjakannya. Konsep dasar TQC (Total Quality Control) adalah kepuasan pemakaian barang (orientasi pemakai bukan orientasi standar), Kualitas artinya mutu segala macam pekerjaan, dan kualitas adalah urusan setiap karyawan (bekerja dalam satu kali proses dan menghasilkan output yang benar).
8 2.1.6 Implementasi Manajemen Kualitas
Menurut Bowen (1994) Manajemen kualitas (Quality Management/QM) didefinisikan sebagai sebuah filosofi atau sebuah pendekatan yang dipakai oleh manajemen untuk menyusun sekumpulan prinsip, dimana satu sama lain saling mendukung dan masing-masing bagian didukung dengan seperangkat teknik dan implementasi. Para peneliti yang melakukan penelitian terhadap manajemen kualitas menemukan persamaan tentang hasil implementasi manajemen kualitas berpengaruh secara signifikan terhadap performa produk.
Tahapan-tahapan dalam implementasi adalah:
1. Implementasi Manajemen
Implementasi Manajemen (management practices) merupakan bagian yang mudah dikenali dalam ilmu manajemen, dimana pada level ini berfokus pada faktor-faktor yang dibuat oleh manajemen untuk dapat menyesuaikan misi dan tujuan organisasi.
Implementasi manajemen meliputi organizational structure, guidelines, procedures, and specific tools and practices, yang secara khusus dipakai dalam mengukur kualitas produk yang dihasilkan oleh perusahaan. Menurut Oakland (2003) cara untuk dapat mengimplementasikan manajemen kualitas dengan sukses adalah menyampaikan konsep kualitas yang secara jelas disampaikan melalui komitmen Top Management tentang manajemen kualitas, garis besar peran yang harus dilakukan oleh setiap karyawan, mempersiapkan karyawan secara serius untuk menanamkan konsep kualitas. Kualitas menjadi fokus perhatian paling dari Top Management yang perlu dipertimbangkan, karena akan dapat meningkatkan kinerja organisasi melalui penerapan strategi yang paling signifikan pada semua tingkatan yang ada di perusahaan. Komitmen dari Top Management tersebut merupakan faktor yang paling berpengaruh terhadap kesuksesan implementasi infrastruktur.
2. Implementasi Infrastruktur
Infrastructure Practices adalah suatu sistem yang terdiri dari proses yang disesuaikan dengan persyaratan tujuan kualitas dan kinerja perusahaan. Menurut Garvin (2012) pendekatan karakteristik organisasi dan implementasi manajemen
9
sumberdaya manusia merupakan tindakan yang dapat mendukung cepatnya inovasi atas produk yang dihasilkan perusahaan. Praktek untuk melakukan Infrastucture Practices akan meningkatkan kualitas pada produk dan jasa yang dihasilkan.
2.2 Produk Cacat
Produk menurut kamus besar bahasa Indonesia yaitu barang atau jasa yang dibuat atau ditambah guna atau nilainya melalui proses produksi dan menjadi hasil akhir dari proses produksi tersebut. Cacat mengandung pengertian kekurangan yang menyebabkan nilai atau mutunya kurang baik atau kurang sempurna. Kedua pengertian tersebut bila digabungkan maka akan memiliki arti yaitu produk cacat adalah barang atau jasa yang dibuat dalam proses produksi namun memiliki kekurangan yang menyebabkan nilai atau mutunya kurang baik atau kurang sempurna.
Gasperz (2002) menjelaskan bahwa dalam konteks pengendalian proses statistikan dikenal dua jenis data, yaitu :
1. Data Variabel
Merupakan data kuantitatif yang diukur untuk keperluan analisis. Contoh dari data variabel karakteristik kualitas adalah: diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong, dan lain – lain. Ukuran-ukuran berat, panjang, lebar, tinggi, diameter, volume biasanya data variabel.
2. Data Atribut
Merupakan data kualitatif yang dapat dihitung untuk pencatatan dan analisis.
Contoh dari data atribut karakteristik kualitas adalah ketiadaan label pada kemasan produk, kesalahan proses administrasi, banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat karena corelap, dan lain - lain.
Data atribut biasanya diperoleh dalam bentuk unit-unit non-conforms atau ketidaksesuaian dengan spesifikasi atribut yang ditetapkan.
2.3 Pengendalian Kualitas (Quality Control)
Perusahaan yang ingin mempertahankan kualitas yang baik secara konsisten akan memiliki daya saing untuk memperoleh konsumen, agar dapat mempertahan
10
kualitas tersebut diperlukan suatu aktivitas yang disebut dengan pengendalian kualitas. Pengendalian kualitas secara umum dapat didefinisikan sebagai sebuah sistem yang digunakan untuk memelihara atau menjaga tingkat kualitas yang diinginkan pada suatu produk atau jasa. Pengendalian kualitas juga mempunyai pengertian penggunaan teknik dan aktivitas dalam upaya untuk mencapai, mempertahankan, dan memperbaiki kualitas dari suatu produk atau jasa. Menurut Juran (2016), Pengendalian kualitas terdiri dari tiga aspek yang dikenal dengan konsep trilogi kualitas, yaitu:
1. Quality Planning
Sebuah pendefinisian kualitas bagi produk dari sebuah proyek memerlukan panduan atau arahan yang telah didefinisikan dari pihak manajemen atas. Tim kerja proyek, dibawah koordinasi manajer proyek perlu memperhatikan panduan ini dalam membatasi kriteria produk yang akan dihasilkan melalui pelaksanaan proyek.
Hal yang mencakup dalam ruang lingkup proyek (project charter) sebenarnya telah dituliskan secara global, seperti apa produk yang harus dihasilkan dan elemen- elemen apa saja yang harus diikutsertakan untuk membentuk produk pelaksanaan proyek yang handal.
Tahapan Quality Planning yaitu menurut Juran (2016):
a. Mengidentifikasikan kebutuhan konsumen, baik konsumen internal maupun eksternal.
b. Merancang produk yang sesuai dengan kebutuhan konsumen.
c. Merancang proses produksi untuk kebutuhan tersebut.
d. Proses produksi harus sesuai dengan spesifikasi.
2. Quality Control
Pengendalian kualitas produk pada suatu proses produksi mengikuti tahapan yaitu:
a. Mengidentifikasikan faktor kritis yang harus dikendalikan bila berpengaruh pada kualitas.
b. Mengembangkan alat dan metode pengukurannya.
c. Mengembangkan standar bagi faktor kritis.
11 3. Quality Improvement
Kegiatan ini dilakukan jika pada suatu produk atau jasa ditemukan ketidaksesuaian dengan standar yang telah ditentukan.
2.3 Six Sigma
2.3.1 Pengertian Six Sigma
Six sigma terdiri dari dua kata yaitu six yang berarti enam dan sigma yang berarti sebuah simbol atau lambang standar deviasi yang lebih dapat diartikan sebagai ukuran satuan dalam statistik yang melambangkan kemampuan suatu proses dan ukura dari suatu nilai sigma.
Pengertian six sigma secara umum adalah sebuah proses bisnis yang dapat dikaitkan dengan sebuah kinerja, yang dimana sebuah kinerja harus ditingkatkan dalam sebuah perusahaan. Kinerja dapat ditingkatkan dengan cara mendesain dan memonitor kegiatan bisnis setiap hari untuk mengurangi hingga menghindari kecacatan dan sumber daya yang tersedia pada saat dibutuhkan oleh konsumen, hal tersebut dilakukan demi mencapai sebuah kepuasan dari konsumen.
Six sigma memiliki aturan yang sangat luas dan memiliki beberapa artian dari beberapa sumber, yaitu strategi Six Sigma merupakan metode sistematis yang menggunakan pengumpulan data dan analisis statistik untuk menentukan sumber – sumber variasi dan cara – cara untuk menghilangkannya (Harry dan Scroeder, 2000).
2.3.2. Metodologi Six Sigma
Pendekatan metode six sigma yang dibutuhkan untuk melakukan peningkatan terus menerus yaitu pendekatan yang sistematis berdasarkan ilmu pengetahuan dan fakta dengan menggunakan peralatan, pelatihan dan pengukuran, sehingga semua kebutuhan pelangan dapat terpenuhi.
Terdapat pendekatan yang digunakan dalam pendekatan metode six sigma, yaitu dengan tahapan define, measure, analyze, improve, dan control (DMAIC).
Metodologi DMAIC digunakan pada saat sebuah perusahaan sudah terdapat sebuah produk jadi atau produk yang masih dalam tahap proses, namun belum mencapai
12
spesifikasi yang dibutuhkan oleh pelanggan. Berikut adalah penjelasan dari metode DMAIC:
1. Define, menentukan tujuan proyek dan ekspektasi pelanggan.
2. Measure, mengukur proses untuk dapat menentukan kinerja sekarang atau sebelum mengalami perbaikan.
3. Analyze, menganalisa dan menetukan akar permasalahan dari suatu cacat atau kegagalan.
4. Improve, memperbaiki proses menghilangkan atau mengurangi jumlah cacat.
5. Control, mengawasi kinerja proses yang akan datang setelah mengalami perbaikan
Ada lima tahap atau langkah dasar dalam menerapkan strategi Six Sigma ini yaitu Define-Measure-Analyze-Control (DMAIC), dimana tahapannya merupakan tahapan yang berulang atau membentuk siklus peningkatan kualitas dengan Six Sigma. Siklus DMAIC dapat digambarkan sebagai berikut:
2.3.3 Langkah – langkah Six Sigma 1. Define (D)
Langkah ini adalah langkah operasional awal dalam program peningkatan kualitas six sigma. Pada tahap define ada 2 hal yang perlu dilakukan yaitu:
a. Mendefinisikan proses inti perusahaan
Proses inti adalah suatu rantai tugas, biasanya mencakup berbagai departemen atau fungsi yang mengirimkan nilai (produk, jasa, dukungan, informasi) kepada para pelanggan eksternal. Dalam hal pemilihan tema Six sigma pertama-tama yang dilakukan adalah mempertimbangkan dan menjelaskan tujuan dari suatu proses inti akan dievaluasi. (Pende, 2000)
b. Mendefiniskan kebutuhan spesifik kebutuhan pelanggan
Langkah selanjutnya adlah mengindentifikasi pemain paling penting di dalam semua proses, yakni pelanggan, pelanggan bisa internal maupun eksternal adalah tugas Black Belt dan tim untuk menentukan dengan baik apa yang diinginkan pelanggan eksternal. Pekerjaan ini membuat suara pelanggan ( voice to customer – VOC ) menjadi hal yang menantang. Dalam hal
13
mendefinisikan kebutuhan spesifik dari pelanggan adalah memahami dan membedakan diantara dua kategori persyaratan kritis, yaitu persyaratan output dan persyaratan pelayanan (Pende, 2000)
Tahap ini mendefinisikan beberapa hal yang terkait dengan;
a. Pendefinisian kriteria pemilihan proyek Six Sigma, dimana pemilihan proyek terbaik adalah berdasarkan identifikasi proyek yang terbaik sepadan dengan kebutuhan, kapabilitas, dan tujuan organisasi sekarang.
b. Pendefinisian peran orang-orang yang terlibat dalam proyek Six Sigma sesuai dengan pekerjaannya.
c. Pendefinisian kebutuhan pelanggan dalam proyek Six Sigma berdasarkan pengetahuan dan metodologi Six Sigma melalui sistem pelatihan yang terstruktur dan sistematik intuk kelompok orang yang terlibat dalam program Six Sigma.
d. Pendefinisian proses kunci beserta pelanggan dari proyek Six Sigma yang dilakukan sebelum mengetahuui model proses “SIPOC (Suppliers-Inputs- Processes-Outputs-Customer)”. SIPOC adalah alat yang berguna dan paling banyak digunakan dalam menajemen dan peningkatan proses. Atau
“SIRPORC (Suppliers-Inputs-Requirements-Processes-Outputs-Customers)”.
SIPOC adalah alat yang berguna dan paling banyak digunakan dalam menajemen dan peningkatan proses. Atau “SIRPORC (Suppliers-Inputs- Requirements-Processes-Output-Requirements-Customer) apabila kebutuhan Input dan Output dimasukkan kedalam SIPOC dan persyaratan Output harus berkaitan langsung dengan kebutuhan pelanggan.
e. Pendefinisian kebutuhan spesifik dari pelanggan yang terlibat dalam proyek Six Sigma
f. Pendefinisian pernyataan tujuan proyek Six Sigma, dimana pernyataan tujuan proyek yang harus ditetapkan untuk setiap proyek Six Sigma terpilih adalah benar apabila mengikuti prinsip SMART, yaitu Spesifik, Measureable, Achievable-Result-Oriented, Time-bound.
14
g. Daftar periksa pada tahap DEFINE (D) untuk memudahkan sekaligus meyakinkan kita bahwa kita telah menyelesaikan tahap DEFINE (D) dengan baik.
2. Measure (M)
Dalam langkah yang kedua dalam tahapan operasional pada program peningkatan kualitas Six Sigma terdapat 3 hal pokok yang dilakukan yaitu: (Gasperz, 2002)
a. Menentukan karakteristik kualitas kunci
CTQ ditetapkan berhubungan langsung dengan kebutuhan spesifik pelanggan yang diturunkan secara langsung dari persyaratan-persyaratan output dan pelayanan. Dalam buku lain menyebutkan bahwa karakteristik kualitas sama dengan jumlah kesempatan penyebab cacat ( opportunities to failure).
(Breyfogle III, Forest W, 1999)
b. Mengembangkan rencana pengumpulan data
Pada dasarnya pengukuran karakteristik kualitas dapat dilakukan pada tiga tingkat, yaitu:
- Rencana pengukuran tingkat proses, adalah mengukur setiap langkah atau aktivitas dalam proses dan karakteristik kualitas input yang diserahkan oleh pemasok yang mengendalikan dan mempengaruhi karakteristik kualitas output yang diinginkan. Tujuan dari pengukuran ini adalah mengidentifikasi setiap perilaku yang mengatur setiap langkah dalam proses.
- Pengukuran tingkat output, mengukur karakteristik kualitas output yang dihasilkan suatu proses dibandingkan dengan karakteristik kualitas yang diinginkan pelanggan.
- Rencana pengukuran tingakat outcome, mengukur bagaimana baiknya suatu produk atau jasa itu memenuhi kebutuhan spesifik dari pelanggan.
Jadi pada tingkat ini adlah mengukur kepuasaan pelanggan dalam menggunakan produk dan/atau jasa yang diserahkan kepada pelanggan.
(Gasperz, 2002)
- Pengukuran baseline kinerja.
15
Peningkatan kualitas six sigma dimulai, kita harus mengetahui tingkat kinerja sekarang atau dalam terminologi Six Sigma disebut sebagai baseline kinerja.
Setelah mengetahui baseline kinerja maka kemajuan peningkatan-peningkatan yang dicapai dapat diukur sepanjang masa berlaku Six Sigma:
a. Pengukuran baseline kinerja pada tingkat proses, biasanya dilakukan apabila itu terdiri dari beberapa sub proses. Pengukuran kinerja pada tingkat proses akan memberikan baganan secara jelas dan konprehensif tentang segala sesuatu yang terjadi dalam sub proses itu.
b. Pengukuran baseline kinerja pada tingkat output, dilakukan secara langsung pada produk akhir yang akan diserahkan pada pelanggan, sebelum produk itu diserahkan pada pelanggan.
c. Pengukuran baseline kinerja pada tingkat outcome, dilakukan secara langsung pada pelanggan yang menerima output (produk dan jasa) dari suatu proses.
Ukuran hasil baseline kinerja yang digunakan dalam Six Sigma adalah tingkat DPMO (Defects Per Millions Opportinities) dan pencapaian tingkat sigma.
(Gaspersz, 2002) C. Analyze (A)
Analyze merupakan langkah operasional ketiga dalam program peningkatan kualitas. Proses industri harus dipandang sebagai suatu peningkatan terus-menerus, yang dimulai dari sederet siklus sejak adanya ide-ide untuk menghasilkan suatu produk (barang dan/atau jasa), pengembangan produk, proses produksi, sampai kepada distribusi kepada pelanggan. Berdasarkan informasi sebagai umpan balik yang dikumpulkan dari pengguna produk itu dapat dikembangkan ide untuk menciptakan produk baru atau memperbaiki produk lama beserta proses produksinya.
D. Improve (I)
Setelah sumber-sumber dan akar penyebab maslah kualitas teridentifikasi, maka perlu dilakukan penetapan rencana tindakan untuk melakukan peningkatan kualitas Six Sigma. Pada dasarnya rencana-rencana tindakan akan mendeksripsikan tentang
16
alokasi sumber-sumber daya serta prioritas dan/atau alternatif yang dilakukan dalam implementasi dari rencana tersebut.
E. Control (C)
Perlu adanya pengawasan untuk meyakinkan bahwa hasil yang diinginkan sedang dalam proses pencapaian. Hasil dari tahap improve harus diterapkan dalam kurun waktu tertentu untuk dapat dilihat pengaruhnya terhadap kualitas produk yang dihasilkan. Pada tahap ini hasil-hasil peningkatan kualitas didokumentasikan dan disebarluaskan, praktek-praktek terbaik yang sukses dalam meningkatkan proses distandarisasikan dan disebarluaskan, prosedur-prosedur didokumentasikan dan dijadikan pedoman kerja standar, serta kepemilikan atau tanggung jawab ditransfer dari tim Six Sigma kepada pemilik atau penanggung jawab proses.
2.4 Failure Mode and Effect Analysis (FMEA) 2.4.1 Definisi Umum FMEA
Failure Mode and Effect Analysis (FMEA) adalah pendekatan sistematik yang menerapkan suatu metode pembuatan tabel untuk membantu proses pemikiran yang digunakan untuk mengidentifikasi jenis kegagalan yang potensial dan efeknya. Failure Mode and Effect Analysis (FMEA) merupakan teknik evaluasi tingkat keandalan dari sebuah sistem untuk menentukan efek dari kegagalan dari sistem tersebut. Kegagalan digolongkan berdasarkan dampak yang diberikan terhadap kesuksesan suatu misi dari sebuah sistem.
Menurut David (2010), Failure Modes and Effect Analysis (FMEA) didefinisikan sebagai sebuah teknik yang mengidentifikasi tiga hal, yaitu:
1. Penyebab kegagalan yang potensial dari sistem, desain produk, dan proses selama siklus hidupnya.
2. Efek dari kegagalan tersebut.
3. Tingkat kekritisan efek kegagalan terhadap fungsi sistem, desain produk, dan proses.
17
FMEA merupakan alat yang digunakan untuk menganalisa keandalan suatu sistem dan penyebab kegagalannya untuk mencapai persyaratan keandalan dan keamanan sistem, desain dan proses dengan memberikan informasi dasar mengenai prediksi keandalan sistem, desain, dan proses. Menurut David (2010) terdapat 5 (lima) tipe FMEA yang bisa diterapkan dalam sebuah industri manufaktur yaitu:
1. System, berfokus pada fungsi sistem secara global.
2. Design, berfokus pada desain produk.
3. Process, berfokus pada proses produksi, dan perakitan.
4. Service, berfokus pada fungsi jasa.
5. Sofware, berfokus pada fungsi software.
2.4.2 Tujuan FMEA
Menurut David (2010) berikut ini adalah tujuan yang dapat dicapai oleh perusahaan dengan penerapan FMEA:
1. Untuk mengidentifikasi mode kegagalan dan tingkat keparahan efeknya.
2. Untuk mengidentifikasi karakteristik kritis dan karakteristik signifikan.
3. Untuk mengurutkan pesanan desain potensial dan defisiensi proses.
4. Untuk membantu fokus engineer dalam mengurangi perhatian terhadap produk dan proses, dan membantu mencegah timbulnya permasalahan.
2.4.3 Identifikasi Elemen-elemen Proses FMEA
Menurut David (2010) elemen FMEA dibangun berdasarkan informasi yang mendukung analisa proses produksi. Beberapa elemen-elemen FMEA adalah sebagai berikut:
1. Fungsi proses, merupakan deskripsi singkat mengenai proses pembuatan item dimana sistem akan dianalisa.
2. Moda kegagalan, merupakan suatu kemungkinan kecacatan terhadap setiap proses.
3. Efek potensial dari kegagalan, merupakan suatu efek dari bentuk kegagalan terhadap pelanggan.
18
4. Tingkat keparahan (Severity (S)), merupakan penilaian tingkat keseriusan sebagai efek dari bentuk kegagalan potensial.
5. Penyebab potensial (Potential Cause (s)), merupakan bagaimana kegagalan tersebut bisa terjadi. Dideskripsikan sebagai sesuatu yang dapat diperbaiki.
6. Keterjadian (Occurrence (O)), merupakan sesering apa penyebab kegagalan spesifik dari suatu proyek tersebut terjadi.
7. Deteksi (Detection (D)), merupakan penilaian dari kemungkinan alat tersebut dapat mendeteksi penyebab potensial terjadinya suatu bentuk kegagalan.
8. Nomor prioritas risiko (Risk Priority Number (RPN)), merupakan angka prioritas risiko yang didapatkan dari perkalian Severity, Occurrence, dan Detection.
9. Tindakan yang direkomendasikan (Recommended Action), setelah bentuk kegagalan diatur sesuai peringkat RPN, maka tindakan perbaikan harus segera dilakukan terhadap bentuk kegagalan dengan nilai RPN tertinggi.
2.4.4 Langkah Dasar FMEA
Menurut David (2010) terdapat langkah dasar proses Failure Mode and Effect Analysis (FMEA) yaitu sebagai berikut:
1. Mengidentifikasi fungsi pada proses produksi.
2. Mengidentifikasi potensi kegagalan pada proses produksi.
3. Mengidentifikasi penyebab-penyebab kegagalan proses produksi.
4. Menentukan rating terhadap severity, occurance, detection dan RPN proses produksi.
5. Usulan perbaikan.
Pengukuran terhadap besarnya nilai severity, occurance, dan detection adalah:
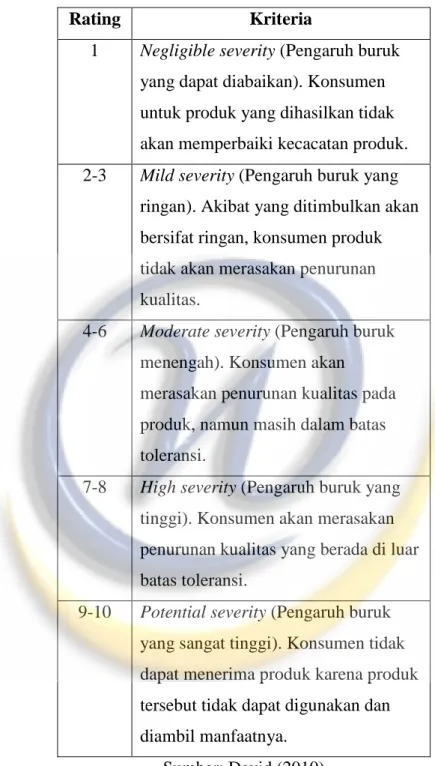
1. Nilai Severity
Severity adalah langkah pertama untuk menganalisa risiko, yaitu menghitung seberapa besar intensitas kejadian mempengaruhi hasil akhir proses. Dampak tersebut diberi rating mulai dari skala 1 sampai 10, dimana 10 merupakan dampak terburuk dan penentuan rating terdapat pada Tabel 2.2.
\
19
Tabel 2.2 Nilai Severity
Rating Kriteria
1 Negligible severity (Pengaruh buruk yang dapat diabaikan). Konsumen untuk produk yang dihasilkan tidak akan memperbaiki kecacatan produk.
2-3 Mild severity (Pengaruh buruk yang ringan). Akibat yang ditimbulkan akan bersifat ringan, konsumen produk tidak akan merasakan penurunan kualitas.
4-6 Moderate severity (Pengaruh buruk menengah). Konsumen akan
merasakan penurunan kualitas pada produk, namun masih dalam batas toleransi.
7-8 High severity (Pengaruh buruk yang tinggi). Konsumen akan merasakan penurunan kualitas yang berada di luar batas toleransi.
9-10 Potential severity (Pengaruh buruk yang sangat tinggi). Konsumen tidak dapat menerima produk karena produk tersebut tidak dapat digunakan dan diambil manfaatnya.
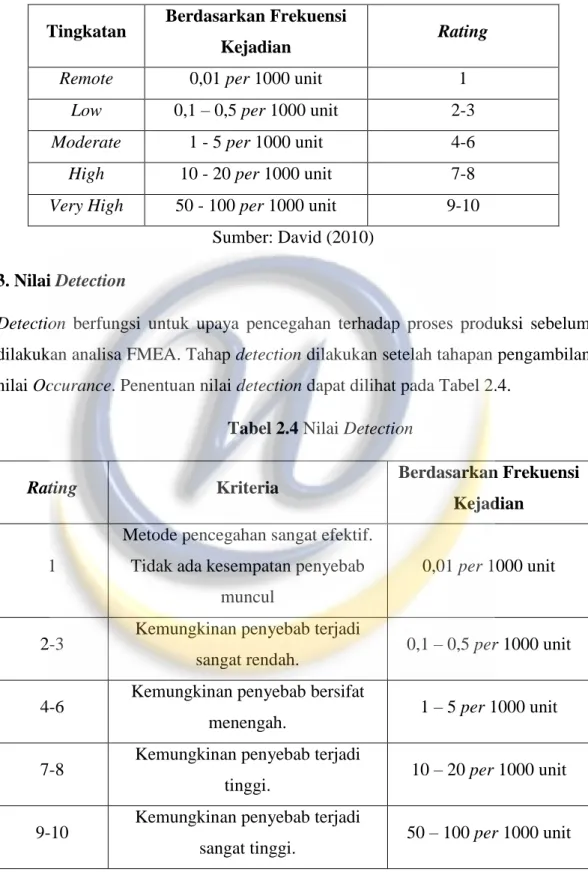
Sumber: David (2010) 2. Nilai Occurance
Tahap selanjutnya adalah menentukan rating terhadap nilai occurance. Occurance merupakan kemungkinan penyebab kegagalan akan terjadi dan menghasilkan bentuk kegagalan selama masa proses produksi berlangsung. Penentuan nilai occurance dapat dilihat pada Tabel 2.3.
20
Tabel 2.3 Nilai Occurance
Tingkatan Berdasarkan Frekuensi
Kejadian Rating
Remote 0,01 per 1000 unit 1
Low 0,1 – 0,5 per 1000 unit 2-3
Moderate 1 - 5 per 1000 unit 4-6
High 10 - 20 per 1000 unit 7-8
Very High 50 - 100 per 1000 unit 9-10 Sumber: David (2010)
3. Nilai Detection
Detection berfungsi untuk upaya pencegahan terhadap proses produksi sebelum dilakukan analisa FMEA. Tahap detection dilakukan setelah tahapan pengambilan nilai Occurance. Penentuan nilai detection dapat dilihat pada Tabel 2.4.
Tabel 2.4 Nilai Detection
Rating Kriteria Berdasarkan Frekuensi
Kejadian
1
Metode pencegahan sangat efektif.
Tidak ada kesempatan penyebab muncul
0,01 per 1000 unit
2-3 Kemungkinan penyebab terjadi
sangat rendah. 0,1 – 0,5 per 1000 unit 4-6 Kemungkinan penyebab bersifat
menengah. 1 – 5 per 1000 unit
7-8 Kemungkinan penyebab terjadi
tinggi. 10 – 20 per 1000 unit 9-10 Kemungkinan penyebab terjadi
sangat tinggi. 50 – 100 per 1000 unit Sumber: David (2010)
Tahap selanjutnya setelah mendapatkan nilai severity, occurance, dan detection pada pembuatan produk keju blok, maka akan diperoleh nilai RPN dengan cara
21
mengalikan nilai severity, occurance, dan detection atau diformulasikan sebagai berikut :
𝑅𝑃𝑁 = 𝑆 𝑥 O x D ... (2.1) Kemudian dilakukan pengurutan berdasarkan nilai RPN tertinggi sampai yang terendah. Hasil nilai RPN yang besar merupakan kegiatan proses produksi yang memiliki peranan penting, sehingga dilakukan usulan perbaikan untuk menurunkan tingkat kecacatan produk.
2.5 Diagram Pareto
Diagram Pareto (P-Chart) merupakan salah satu dari tujuh alat gugus mutu (Seven Quality Control Tools) yang sering digunakan dalam hal pengendalian mutu.
Diagram Pareto adalah grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya jumlah kejadian. Diagram Pareto merupakan metode standar dalam pengendalian mutu untuk mendapatkan hasil maksimal atau memilih masalah-masalah utama dan lagi pula dianggap sebagai suatu pendekatan sederhana yang dapat dipahami oleh pekerja tidak terlalu terdidik, serta sebagai perangkat pemecahan dalam bidang yang cukup kompleks. Diagram Pareto merupakan suatu gambar yang mengurutkan klasifikasi data dari kiri ke kanan menurut urutan ranking tertinggi hingga terendah. Hal ini dapat membantu menemukan permasalahan yang terpenting untuk segera diselesaikan (ranking tertinggi) sampai dengan yang tidak harus segera diselesaikan (ranking terendah). Hasil diagram pareto dapat digunakan pada diagram sebab-akibat (Fishbone Chart) untuk mengetahui akar penyebab masalah, setelah penyebab potensial diketahui dari diagram, maka diagram pareto dapat disusun untuk merasionalisasi data yang diperoleh dari diagram sebab-akibat (Fishbone Chart). Tahap evaluasi hasil akan menampilkan diagram pareto untuk melihat perbedaan pada waktu sebelum dan sesudah proses penanggulangan untuk mengetahui hasil dari upaya perbaikan.
2.6 Pemilihan Metode Penelitian
Penelitian mengenai masalah usulan perbaikan proses pada suatu perusahaan dengan menggunakan pendekatan metode Six Sigma sebelumnya telah banyak
22
diteliti. Adanya penelitian-penelitian tersebut sangat berkontribusi dalam melaksanakan penelitian selanjutnya.
Penelitian terdahulu pertama yang dijadikan sebagai rujukan adalah penelitian dari Tantri Wulandari pada tahun 2014 dengan judul Pengendalian Kualitas untuk Meminimasi Produk Cacat Pada Proses Produksi Besi Beton, pada penelitian ini tahap define adalah menentukan produk yang akan menjadi fokus perbaikan ialah besi beton 12 mm. Tahap measure menghitung nilai Critical To Quality (CTQ), menghitung nilai DPMO dan kapabilitas sigma. Tahap analyze membuat P-Chart dan diagram pareto. Tahap improve menggunakan FMEA dimana penyebab yang memiliki nilai RPN tertinggi dianalisis dengan menggunakan bantuan diagram fishbone.
Penelitian kedua yang menjadi rujukan adalah penelitian dari Akbar Alkautsar tahun 2018, dengan penelitian Usulan Perbaikan Cacat Produk pada Kain Grey menggunakan Fault Tree Analysis (FTA) dan Failure Mode and Effect Analysis (FMEA): Studi Kasus PT. Trimitz Synergy Mandala. Metode FTA digunakan untuk mengidentifikasi kecacatan produk pada tahapan proses produksi yang diuraikan menjadi cacat proses warping, sizing, reaching, weaving dan inspecting. Sedangkan untuk mengidentifikasi potensi penyebab kegagalan pada proses produksi menggunakan metode FMEA dengan memberikan rating pada tahapan proses dengan menggunakan faktor severity, occurance, dan detection untuk menentukan risk priority number (RPN).
Penelitian terdahulu ketiga adalah penelitian dari Hanky Fransiscus pada tahun 2012 dengan judul Implementasi Six Sigma-DMAIC untuk Mengurangi Produk Cacat di Talang Air PT. X. Metode yang digunakan untuk perbaikan kualitas adalah metode Six Sigma-DMAIC (Define, Measure, Analyze, Improve, dan Control).
Metode Six Sigma-DMAIC diterapkan untuk menurunkan cacat pada produk.