SKRIPSI
Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
Oleh:
SUTOYO SIBURIAN NIM. 120401158
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
2018
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa atas segala karunia dan rahmat-Nya saya dapat menyelesaikan pengerjaan skripsi ini dengan sebaik- baiknya. Skripsi ini menjadi salah satu syarat untuk dapat lulus Sarjana Teknik dari Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara. Itu sebabnya setiap mahasiswa diwajibkan untuk menyelesaikan skripsi sesuai judul yang telah disetujui oleh dosen pembimbing. Adapun judul skripsi yang dipilih, diambil dari mata kuliah Metalurgi Serbuk, yaitu “PENGARUH GRAFIT TERHADAP KEKERASAN DAN LAJU KEAUSAN BANTALAN LUNCUR CONNECTING ROD YANG DISINTER PADA TEMPERATUR 800° C”
Dalam penyelesaian skripsi ini, penulis telah berupaya dengan segala kemampuan untuk dapat memahaminya dalam hal pembahasan dan penyajian, baik melalui disiplin ilmu yang diperoleh dari perkuliahan, menggunakan literatur, serta bimbingan dan arahan dari dosen dan juga diskusi dengan rekan- rekan mahasiswa. Dengan demikian skripsi ini tidak lepas dari peran banyak orang yang telah mendukungnya. Untuk itu pada kesempatan ini saya tidak lupa menyampaikan terima kasih yang sebesar-besarnya kepada:
1. Kedua orang tua tercinta, atas doa, kasih sayang, pengorbanan dan ketulusannya yang selalu menyertai dan memberikan semangat yang luar biasa sehingga saya dapat menyelesaikan skripsi ini.
2. Bapak Ir. Alfian Hamsi, M.Sc selaku dosen pembimbing yang telah banyak meluangkan waktunya dan dengan sabar membimbing penyusun hingga skripsi ini dapat diselesaikan.
3. Bapak Dr. Ir. M. Sabri, M.T. dan Bapak Terang UHSG Manik, S.T., M.T., selaku Ketua dan Sekretaris Departemen Teknik Mesin, Fakultas Teknik USU.
4. Bapak/ibu staff pengajar dan pegawai Departemen Teknik Mesin, Fakultas Teknik USU.
5. Rekan-rekan mahasiswa Teknik Mesin USU khususnya Angkatan 2012 yang menjadi teman bertukar pendapat selama mengikuti studi dan juga dalam pengerjaan skripsi ini.
Tentunya Penulis menerima/mengharapkan kritik dan saran yang sifatnya membangun apabila ditemukan ada penggalan ataupun bagian dari skripsi ini yang mungkin perlu perbaikan atau demi penyempurnaannya sehingga skripsi ini dapat lebih bermanfaat lagi.
Akhir kata saya mengucapkan terima kasih dan berharap semoga skripsi ini berguna bagi kita semua.
Medan, Nopember 2017 Penyusun,
SUTOYO SIBURIAN NIM : 120401158
ABSTRAK
Bantalan luncur dari bahan perunggu (Bronze) telah dibuat dengan cara metalurgi serbuk. Pembuatannya dilakukan dengan beberapa tahap meliputi tahap persiapan/karakterisasi serbuk, tahap pengadukan (mixing), kompaksi dengan Tekanan 275 MPa serta sintering pada Temperatur 800° C. Kompaksi dan sintering mengakibatkan material serbuk terbentuk sesuai cetakan serta kekerasan bantalan perunggu meningkat. Tahap Selanjutnya dilakukan pengujian kekerasan dengan menggunakan mesin uji kekerasan brinell dan pengujian laju keausan dengan menggunakan mesin uji keausan tipe pin on disc untuk menyelidiki adanya perubahan sifat mekanik material khususnya kekerasan dan laju keausan sebagai akibat penambahan grafit pada saat sebelum pengadukan material serbuk.
Digunakan variasi penambahan grafit mulai 0%, 0,5%, 1%, 1,5% sampai 2,5%.
Hasil pengujian menunjukkan bahwa sifat grafit yang rapuh dan licin dapat menambah usia pemakaian bantalan. Hal ini dibuktikan dengan menurunnya laju keausan bantalan pada penambahan fraksi berat grafit mulai dari 0,50%, hingga sebesar 1,00%. Namun penambahan fraksi berat grafit di atas 1,00% tidak lagi efektif dalam menurunkan laju keausan namun sebaliknya nilai kekerasan menjadi semakin menurun dan laju keausan semakin besar. Dengan demikian penambahan fraksi berat grafit sebesar 1,00 % ditetapkan menjadi kondisi optimal bantalan luncur, baik dari segi kekerasan maupun keausannya.
Kata Kunci : Metalurgi serbuk, Grafit, Kekerasan, Keausan.
vi
ABSTRACT
Journal bearing from bronze materials has been made by powder metallurgy. The preparation is carried out with several steps including preparation / characterization of powder, mixing, compaction or solidification on pressure 275 Mpa, and sintering at temperatures of 800 ° C. Compaction and sintering have created powder materials as die and increase hardness of bronze bearings.
Furthermore, hardness testing is done by using brinell hardness testing machine and wear rate testing by using pin on disc type testing machine to investigate any change of mechanical properties of material especially hardness and wear rate as a result of adding graphite at the time before mixing. Used variations of graphite additions ranging from 0%, 0.5%, 1%, 1.5% to 2.5%. The test results show that the fragile and slick graphite properties can increase the life of the bearing. This is evidenced by the decrease of bearing wear rate in the addition of graphite weight fraction starting from 0.50%, up to 1.00%. However, the addition of a graphite weight fraction above 1.00% is no longer effective in lowering the wear rate but instead the value of hardness is decreasing and the wear rate is getting bigger.
Thus, the addition of graphite weight fraction of 1.00% is determined to be the optimal condition of the sliding bearing, in terms of both hardness and wear.
Keywords: Powder Metallurgy, Graphite, Hardness, Wear.
DAFTAR ISI
LEMBAR PENGESAHAN ... i
SPESIFIKASI TUGAS AKHIR ... ii
KARTU BIMBINGAN ASISTENSI ... iii
KATA PENGANTAR ... iv
ABSTRAK ... vi
ABSTRACT ... vii
DAFTAR ISI ... viii
DAFTAR GAMBAR ... xi
DAFTAR TABEL ... xiii
DAFTAR NOTASI ... xiv
BAB I PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan ... 3
1.3. Batasan Masalah ... 3
1.4. Manfaat Penelitian ... 4
1.5. Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA ... 6
2.1. Metalurgi Serbuk ... 6
2.1.1. Sejarah dan Defenisi ... 6
2.1.2. Proses Pembuatan Serbuk ... 8
2.1.3. Karakteristik Serbuk ... 10
2.1.4. Proses Pencampuran Serbuk ... 14
2.1.5. Kompaksi ... 17
2.1.6. Proses Sintering ... 22
2.2. Grafit ... 25
2.2.1. Sejarah dan Defenisi ... 25
2.2.2. Karakteristik Grafit ... 26
2.2.3. Sifat dan Kegunaan Grafit ... 27
2.2.4. Penambangan Grafit ... 28
2.2.5. Sifat Mekanik (Mechanical Properties) Grafit ... 30
2.2.6. Aplikasi Grafit... 31
2.3. Bantalan ... 32
2.3.1. Defenisi ... 32
2.3.2. Jenis Bantalan ... 33
2.3.3. Aplikasi Bantalan ... 38
2.4. Sifat Mekanik Material ... 39
2.5. Pengujian Kekerasan Material ... 41
2.5.1. Metode Pengujian Kekerasan ... 42
2.5.2. Pengujian Kekerasan Brinell ... 42
2.5.3. Pengujian Kekerasan Rockwell ... 43
2.5.4. Pengujian Kekerasan Vickers ... 44
2.5.5. Pengujian Kekerasan Mayer ... 45
2.5.6. Microhardness Test ... 45
2.6. Pengujian Keausan ... 46
2.6.1. Defenisi Keausan ... 46
2.6.2. Jenis Keausan ... 46
2.6.3. Metode Pengujian Keausan ... 49
2.7. Pengaruh Keausan ... 52
2.8. Cara Mengurangi Keausan ... 53
2.9. Connecting Rod ... 54
BAB III METODOLOGI PENELITIAN ... 55
3.1. Waktu dan Tempat Penelitian ... 55
3.2. Alat dan Bahan ... 55
3.2.1. Alat Pembuat Bantalan Luncur ... 55
3.2.2. Alat Uji ... 56
3.2.3. Bahan ... 57
3.2.4. Alat Ukur ... 58
3.3. Tabel Formulasi Material ... 58
3.4. Diagram Alir Penelitian ... 60
3.5. Prosedur Penelitian ... 61
3.5.1. Prosedur Pembuatan Bantalan Luncur ... 61
3.5.2. Prosedur Pengadukan ... 62
3.5.3. Prosedur Penekanan/Kompaksi ... 63
3.5.4. Prosedur Pemanasan/Sintering ... 64
3.5.5. Prosedur Pengujian ... 64
BAB IV HASIL DAN PEMBAHASAN ... 67
4.1. Pengujian Kekerasan ... 67
4.2. Hubungan Variasi Campuran Grafit Terhadap Kekerasan ... 68
4.2.1. Data Hasil Pengukuran Diameter Jejak ... 68
4.2.2. Perhitungan Angka Kekerasan Brinell ... 69
4.3. Hasil Pengujian Keausan ... 73
4.4. Hubungan Variasi Campuran Grafit Terhadap Keausan ... 74
BAB V KESIMPULAN DAN SARAN ... 76
5.1. Kesimpulan ... 76
5.2. Saran ... 76
DAFTAR PUSTAKA ... xv
LAMPIRAN 1 KONVERSI UKURAN SERBUK ... xvi
LAMPIRAN 2 TABEL BERAT JENIS DAN MASSA JENIS MATERIAL ...xvii
LAMPIRAN 3 METAL MELTING POINT ... xviii
DAFTAR GAMBAR
GAMBAR KETERANGAN HALAMAN
Gambar 2.1. Mesin Press Tahun 1970 6
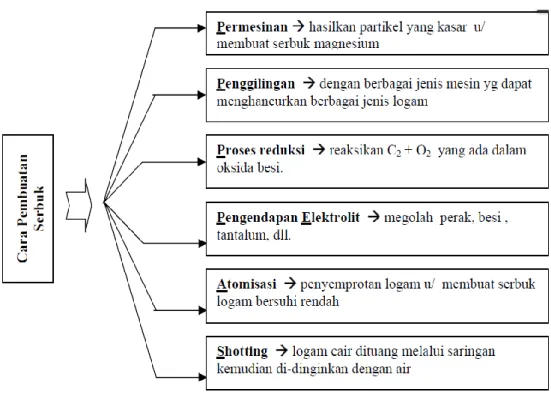
Gambar 2.2. Cara Pembuatan Serbuk 9
Gambar 2.3. Bentuk Partikel Serbuk 13
Gambar 2.4. Jenis-jenis Wadah Mesin Mixer 15
Gambar 2.5. Mekanisme Pencampuran Serbuk 16
Gambar 2.6. Pencampuran Dua Jenis Serbuk 17
Gambar 2.7. Penekanan Satu Arah dan Dua Arah 19 Gambar 2.8. Skema Proses Kompaksi Pada Serbuknya 21
Gambar 2.9. Tahapan Sintering 22
Gambar 2.10. Tahap Pertumbuhan Leher dengan Rasio X/D 23
Gambar 2.11. Densifikasi Pada Proses Sinter 24
Gambar 2.12. Pemisahan dan Pembulatan Pori Pada Tahap Akhir Sinter 24
Gambar 2.13. Grafit 26
Gambar 2.14. Struktur Grafit 27
Gambar 2.15. Penambangan Grafit dengan Cara Open Pit MIning 29 Gambar 2.16. Penambangan Grafit dengan Cara Underground Mining 29
Gambar 2.17. Bantalan Luncur Connecting Rod 33
Gambar 2.18. Bantalan Bola (Ball Bearing) 35
Gambar 2.19. Bantalan Roll Silinder 36
Gambar 2.20. Bantalan Roll Jarum 37
Gambar 2.21. Bantalan Roll Tirus 37
Gambar 2.22. Bantalan Roll Bulat 38
Gambar 2.23. Rangkaian Peralatan Brinell Hardness Tester 43
Gambar 2.24. Alat Uji Kekerasan Rockwell 44
Gambar 2.25. Ilustrasi Keausan Adhesif 47
Gambar 2.26. Keausan Abrasif 47
Gambar 2.27. Keausan Oksidasi 48
Gambar 2.28. Keausan Lelah 48
Gambar 2.29. Keausan Erosif 49
Gambar 2.30. Pengujian Keausan dengan Metode Ogoshi 50
Gambar 2.31. Mesin Uji Keausan Tipe Pin On Disc 52
Gambar 2.32. Piston dan Connecting Rod 54
Gambar 3.1. Brinell Hardness Tester 56
Gambar 3.2. Mesin Uji Keausan (Wear Tester Machine) 57 Gambar 3.3. Material Serbuk Pembuat Bantalan Luncur 58 Gambar 3.4. Diagram Alir (Flowchart) Penelitian 60 Gambar 4.1. Grafik Hubungan Penambahan Grafit Terhadap Kekerasan 73 Gambar 4.2. Grafik Hubungan Grafit Terhadap Laju Keausan 75
DAFTAR TABEL
Halaman
Tabel 2.1. Standar Ukuran Butir 11
Tabel 2.2. Tekanan Kompaksi Pada Berbagai Macam Serbuk Logam 21
Tabel 2.3. Aplikasi Bantalan 38
Tabel 3.1. Formulasi Material Serbuk 59
Tabel 4.1. Hasil Pengukuran Diameter Jejak Indentor 68
Tabel 4.2. BHN Formulasi I Sampai V 71
Tabel 4.3. Hasil pengujian laju keausan 74
DAFTAR NOTASI
SIMBOL KETERANGAN SATUAN
P Gaya Tekan Kilogram (Kg)
D Diameter Bola Indentor millimeter (mm)
d Diameter Jejak Indentor yang terbentuk millimeter (mm)
A Sudut Puncak Indentor derajat (0)
L Panjang Diagonal tampak tekan micron (μm)
r Jari-jari Disc milimeter (mm)
b Lebar celah material yang terabrasi milimeter (mm)
B Tebal Revolving Disc milimeter (mm)
BHN Angka Kekerasan Brinell BHN
W Volume material yang terabrasi ( )
V Laju Keausan ( )
x Jarak Luncur milimeter (mm)
∆V Perubahan Volume Pin ( )
∆m Perubahan massa kilogram (Kg)
BAB I PENDAHULUAN
1.1. Latar Belakang
Dalam upaya menghasilkan produk berupa komponen-komponen mesin yang memiliki ukuran dan model yang hampir persis dengan yang direncanakan tentu dibutuhkan suatu metode yang benar-benar efektif. Dengan semakin berkembangnya teknologi manufaktur logam, maka alternatif untuk membuat suatu produk juga semakin bervariasi, salah satunya adalah dengan metode metalurgi serbuk. Pengembangan material komponen alat konstruksi dan perkakas khususnya bantalan (bearing) diusahakan mempunyai sifat-sifat mekanik yang lebih unggul dari sebelumnya,terutama keunggulan dalam hal penerapan pada berbagai kondisi operasional. Salah satu tujuan terpenting dalam pengembangan material adalah menentukan apakah struktur dan sifat materialnya optimum sehingga daya tahan terhadap keausan maksimum.
Metalurgi serbuk menjadi salah satu metode produksi yang patut dipertahankan bahkan dikembangkan. Itu sebabnya beberapa perguruan tinggi bahkan sekolah menengah kejuruan telah menjadikan metalurgi serbuk sebagai salah satu mata kuliah ataupun mata pelajaran. Dalam hal ini metalurgi serbuk didefenisikan sebagai cabang ilmu yang mempelajari tentang proses pembuatan produk dari serbuk logam yang dimulai dari tahapan karakterisasi, pencampuran serbuk, kompaksi, hinggasintering (pemanasan).
Apabila dibandingkan dengan metode-metode yang lain tentu lebih banyak keuntungan yang didapatdengan metode metalurgi serbuk. Memang dibutuhkan modal awal yang besar untuk mesin-mesin produksinya, namun, jika dibandingkan dengan proses lainnya seperti pengecoran metalurgi serbuk memiliki keunggulan seperti kemampuannya untuk memfabrikasi komponen- komponen yang rumit dengan toleransi dimensi yang baik dengan kualitas produk yang tinggi, konsumsi energi yang rendah, serta penggunaan bahan baku yang efisien. Di samping itu ada banyak lagi keunggulan matalurgi serbuk seperti mampu digunakan untuk membuat komponen/part berukuran kecil atau bahkan sangat kecil dan juga mampu memproduksi komponen jadi (net shape) atau
komponen hampir jadi (near net shape) secara massal, mampu mengurangi bahkan menghilangkan proses lanjutan (karena proses metalurgi serbuk langsung menghasilkan komponen jadi atau komponen hampir jadi). Metode ini tidak banyak membuang material. Secara umum jika kondisi mesin baik dan kegiatan proses produksi optimal hampir 97% material serbuk dapat dikonversi menjadi produk jadi (sehingga hanya sekitar 3% yang terbuang). Bila dibandingkan dengan proses pengecoran, metalurgi serbuk tidak membutuhkan sprue, runner, dan riser. Pada proses pengecoran; sprue, runner, dan riser merupakan limbah yang nantinya akan dilebur kembali. Beberapa jenis logam (seperti tungsten) sulit dikerjakan/dibentuk dengan proses lain, namun mudah dikerjakan/dibentuk dengan proses metalurgi serbuk. Sebagai contoh tungsten filament pada bola lampu pijar yang dibuat dengan metalurgi serbuk.Beberapa logam paduan dan cermet tidak dapat diproduksi dengan metode lain, namun dapat diproduksi dengan metalurgi serbuk. Dimensi produk hasil metalurgi serbuk lebih akurat dibanding produk hasil pengecoran (pada metalurgi serbuk penyimpangannya lebih kecil). Dan dalam proses produksinya metode produksi metalurgi serbuk dapat dilakukan secara otomatis.
Dalam penelitian ini, akan dibuat bantalan luncur komersil untuk aplikasi material tahan aus dan tahan korosi. Bantalan ini tentunya tidak asing lagi penggunaannya ialah untuk membantu pergerakan komponen(poros) dengan gesekan sekecil mungkin. Bantalan luncur adalah suatu elemen mesin yang berfungsi untuk menumpu poros berbeban, sehingga putaran atau gerakan bolak- baliknya dapat berlangsung dengan halus dan aman. Jenis bantalan (bearing) yang dibuat dalam penelitian ini merupakan jenis bantalan perunggu (bronze bearing) dengan menggunakan fraksi berat 88 % Cu, 9 % Sn, 3 % Zn, dan variabel penambahan fraksi berat grafit : 0%, 0,5%, 1%, 1,5%dan 2,5%. Bantalan perunggu berpori ini berfungsi sebagai tempat penyimpan pelumas (oil reservoir) sehingga setelah bearing dimasukkan/dicelupkan ke dalam pelumas, maka bearing tidak perlu diberikan pelumas kembali karena pelumas sudah ada di dalam pori-pori bantalan tersebut. Hal ini tentu akan membantu menjaga/menjamin sistem pelumasan akan tetap terjaga antara lapisan bantalan
dan permukaan poros ataupun komponen yang saling bergesekan dalam konstruksinya.
1.2. Tujuan
Adapun beberapa tujuan dalam penelitian ini adalah sebagai berikut :
1. Membuat bantalan luncur connecting rod dengan material dasar Cu ditambah campuran Sn, Zn dan grafit
2. Menyelidiki pengaruh variasi penambahan grafit terhadap kekerasan bantalan
3. Mengetahui pengaruh variasi penambahan grafit terhadap laju keausan bantalan
1.3. Batasan Masalah
Dalam penelitian ini ada beberapa batasan masalah yang ditetapkan antara lain sebagai berikut :
1. Bantalan yang dibuat ialah bantalan luncur perunggu dengan Bahan baku meliputi material serbuk tembaga (Cu), timah (Sn) dan seng (Zn)serta penambahangrafit.
2. Proses pembuatan bantalan perunggu (bronze bearing) dengan komposisi 88 % Cu, 9 % Sn, 3 % Zn, dan variasi penambahan fraksi berat grafit 0%, 0,5%, 1%, 1,5%dan 2,5% ini dilakukan dengan metode metalurgi serbuk dengan tahapan-tahapan mulai dari karakterisasi, mixing (pengadukan serbuk), kompaksi (penekanan), hingga sintering (pemanasan).
3. Temperatur sinter yang digunakan dalam penelitian ini yaitu 800ºC dengan waktu tahan temperatur 5 menit lalu didinginkan. Pendinginan yang dilakukan tidak menggunakan media pendingin seperti air garam, oli bekas, air, atau media pendingin lainnya, namun pendinginan spesimen hanya dilakukan dengan menggunakan udara bebas (Temperatur ruangan/suhu laboratorium)
4. Pengujian yang dilakukan dalam penelitian ini meliputi uji kekerasan dan pengujian lajukeausan bantalan. Pengujian kekerasan dilakukan dengan menggunakan mesin uji kekerasan Brinell ( Brinell Hardness Tester) dan
pengujian laju keausan dilakukan dengan menggunakan mesin uji keausan tipe pin on disc.
1.4. Manfaat Penelitian
Beberapa manfaat yang diperolah dari penelitian ini ialah sebagai berikut : 1. Mendapatkan bantalan luncur untuk connecting rod yang lebih baik dari
sebelumnya
2. Dapat dijadikan sebagai acuan untuk pengembangan produksi bantalan luncur dengan material dasar Cu dan grafit sebagai material campurannya atau tambahannya
3. Bermanfaat juga dalam memacu para calon sarjana untuk semakin berinovasi dalam pengembangan metode produksi komponen-komponen atau elemen mesin yang sering digunakan/dibutuhkan khususnya bantalan dengan tingkat kekerasan optimal dan juga usia keausan yang lebih lama.
1.5. Sistematika Penulisan
Adapun sistematika yang digunakan pada penulisan Laporan penelitian Tugas Akhir ini ialahmengikuti struktur atau sistematika penulisan tugas akhir yang sudah umum di mana keseluruhan laporan terbagi menjadi lima bab dan tentunya setiap bab terdiri dari beberapa subbab. Untukmempermudah dalam memahami pokok permasalahan yang ada maka pembagian dan penyusunan judul, subjudul, tabel, grafik dan data- data lainnya diuraikan sebagai berikut:
1. BAB 1 PENDAHULUAN
Bab ini berisikan latar belakang, perumusan masalah, batasan masalah, tujuan penelitian, manfaat penelitian dan sistematikapenulisan. Pada bagian ini terdapat hal-hal yang melatarbelakangi pemilihan metode, bahan, dan parameter-parameter lain yang digunakan dalam penelitian tugas akhir ini.
2. BAB 2 TINJAUAN PUSTAKA
Bab ini berisikan pemaparan secara detail, diantaranya mengenai teori yang berhubungan denganpenelitian yaitugrafit, sifat mekanik material khususnya kekerasan dan laju keausan, metode produksi dengan
metalurgi serbuk, pengujian spesimen yaitu uji kekerasan dan pengujian laju keausan.
3. BAB 3 METODOLOGI PENELITIAN
Bab ini berisikan penjelasan tata cara, berupa uraian mulai bahan- bahan dan peralatan yang digunakan serta langkah-langkah kerja yang dilakukan dari persiapan sampai selesainya penelitian. Proses pengujian dan pengukuran merupakan hal-hal yang penting untuk mendapatkan hasil penelitian, kedua hal penting tersebut juga telah diikutsertakan pada bagian metodologi ini.
4. BAB 4HASIL DAN PEMBAHASAN
Bab ini menjelaskan tentang hasil-hasil penelitian meliputi data hasil pengukuran dari serangkaian pengujian yang dilakukan serta pembahasan dari hasil yang diperoleh tersebut yaitu pembahasan terhadap hasil pengujian nilaikekerasan serta data hasil pengujian laju keausan. Pada bagian ini dilengkapi kurva atau grafit dari data yang diperoleh untuk membantu dalam mempermudah pemahaman hasil penelitian serta mempermudah dalam penguasaan terhadap adanya perubahan-perubahan data-data.
5. BAB 5 KESIMPULAN DAN SARAN
Bab 5 inimerupakan penutup, berisi tentang kesimpulan dan saran dari semua hasil analisis pengamatan serta perhitungan. Apa yang menjadi jawaban dari tujuan penelitian ini juga telah ditampilkan secara ringkas pada bagian ini.
6. DAFTAR PUSTAKA
Daftar pustaka berisikan sumber-sumber teori/literatur yang digunakan dalam penelitian dan penyusunan laporan ini.
BAB II
TINJAUAN PUSTAKA
2.1. Metalurgi Serbuk
2.1.1. Sejarah dan Defenisi
Metalurgi serbuk dapat didefenisikan sebagai suatuteknik pengolahan logam untuk menghasilkan produk komersial dengan menggunakan serbuk logam melalui proses penekanan (kompaksi) dan pemanasan (sintering). Serbuk dapat terdiri dari campuran serbuk logam dengan serbuk non-logam.Proses produksi logam secara metalurgi serbuk sudah cukup lama dikenal yaitu sekitar abad ke – 18. Namun pada saat itu logam yang paling banyak diproduksi dengan proses ini hanya sebatas emas dan perak. Hal itu mungkin dikarenakan jenis logam ini memiliki sifat komersial yang tinggi dan membutuhkan waktu yang paling lama dalam prosesnya. Dan ketika mesin pres mulai dipergunakan, yakni pada sekitar tahun 1870, metalurgi serbuk berkembang pengaplikasiaannya kepada bahan- bahan logam lainnya.
Gambar 2.1. Mesin Press Tahun 1970(Wikipedia : Metalurgi Serbuk)
Metalurgi serbuk merupakan proses pembentukan benda kerja komersial dari logam dimana logam dihancurkan dahulu sampai berupa tepung, kemudian dimasukkan ke dalam cetakan (die) kemudian dilakukan kompaksi (compaction).
Setelah dilakukan kompaksi serbuk membentuk green body yang sesuai dengan bentuk cetakan yang diinginkan. Green body tersebut kemudian disinter.
Pemanasan selama proses penekanan atau sesudah penekanan yang dikenal dengan istilah sintering dan menghasilkan pengikatan partikel halus. Tujuannya adalah agar terjadi proses difusi antar partikel serbuk sehingga partikel akan menyatu, dan terbentuk logam yang padat. Metode metalurgi serbuk memberikan kontrol yang teliti terhadap komposisi dan penggunaan campuran yang tidak dapat difabrikasi dengan proses lain. Sebagai ukuran ditentukan oleh cetakan dan penyelesaian akhir. Beberapa produk hanya dapat dibuat melalui proses serbuk, produk lainnya mampu bersaing dengan proses lainnya karena ketepatan ukuran sehingga tidak diperlukan penyeleseian lebih lanjut. Ini merupakan salah satu keunggulan dari proses serbuk metalurgi serbuk dibandingkan dengan proses lainnya. Keuntungan dan keterbatasan metalurgi serbuk, metalurgi serbuk dapat menghasilkan produk yang lebih baik dan lebih ekonomis (Rusianto, T., 2009).
Keuntungan lain dari metode metalurgi serbuk ini adalah pengontrolan material penyusun menjadi lebih mudah untuk mendapatkan sifat mekanik dan sifat fisis sesuai dengan variasi yang diinginkan (German R.M, 1984).
Langkah-langkah yang harus dilalui dalam metalurgi serbuk, antara lain : 1. Preparasi material
2. Pencampuran (mixing) 3. Penekanan (kompaksi) 4. Pemanasan (sintering)
Menurut Verlinden (Verlinden, 1994) Tahapan pada teknologi metalurgi serbuk, terdiri dari beberapa langkah yaitu Mixing, Precompaction, dan Hot consolidation (full density processing) :
a) Mixing
Mixing merupakan Penggabungan serbuk yang memiliki komposisi kimia yang berbeda sehingga diperoleh campuran yang homogen, yaitu dengan menggabungkan antara serbuk matrik dan penguat.
b) Precompaction
Pada langkah ini Serbuk ditekan dengan tekanan yang rendah untuk mendapatkan bentuk green compact, yang memiliki kerapatan lebih besar dibandingkan sebelum mendapatkan proses compacting, akan tetapi kekuatan dan kekerasannya relatif rendah.
c) Hot consolidation (full density processing)
Hot consolidation (full density processing) yang akan dilakukan dengan cara hot isonstatic pressing, yaitu suatu proses penekanan panas yang dilakukan pada suhu dan tekanan tinggi, menggunakan tekanan isostatic (tekanan sama ke segala arah), dengan menggunakan serbuk aluminium sebagai media tekan (Verlinden, 1994). Kompaksi dan sintering dalam proses hot isostatic pressing dilakukan secara bersamaan. Parameter yang dikontrol adalah tekanan, temperature dan waktu untuk menghasilkan material yang memiliki kerapatan tinggi (porositas hamper tidak ada) yang dapat meningkatkan sifat mekanik bahan (Thumler, 1993).
2.1.2. Proses Pembuatan Serbuk
Ada beberapa cara yang dapat digunakan untuk membuat serbukyaitu, permesinan, penggilingan, proses reduksi, pengendapan elektrolit, atomisasi, dan shotting. Hal ini disebabkan berbagai jenis serbuk logam, karena mempunyai ciri- ciri fisis dan kimia tertentu memerlukan cara pembuatan yang berbeda. Prosedur berbeda, begitu pula ukuran dan struktur partikel. Pemesinan akan menghasilkan partikel yang kasar dan digunakan untuk membuat serbuk magnesium. Proses penggilingan dengan memanfaatkan berbagai macam mesin penghancur, mesin giling dan mesin tumbuk dapat menghancurkan berbagai jenis logam. Bahan yang rapuh dapat dihaluskan an dihancurkan dengan cara ini. Proses ini juga dimanfaatkan pada pembuatan zat pigmen dari bahan yang duktil dan diperoleh partikel berbentuk serpih.
Biasanya ditambahkan minyak untuk mengecah penggumpalan.
Shotting adalah operasi dimana logam cair dituangkan melalui suatu saringan atau lubang disusul dengan pendinginan dalam air. Proses ini menghasilkan partikel yang bulat atau lonjong. Logam pada umumnya dapat di”shot” namun kerap kali ukuran partikel yang dihasilkan terlalu besar.
Atomisasi atau penyemprotan logam, merupakan suatu cara yang baik untuk membuat serbuk dari logam suhu rendah seperti timah hitam, aluminium, seng dan timah putih. Bentuk partikel tidak teratur dan ukurannya berbeda-beda.
Proses ini disebut granulasi tergantung pada pembentukan oksida pada permukaan partikel selama prose pengadukan.
Pengendapan elektrolit (electrolytic deposition) adalah cara yang umum diterapkan untuk mengolah besi, perak, tantalum dan beberapa jenis logam lainnya. Untuk membuat serbk besi digunakan elektroda plat baja yang dipasang sebagai anoda dalam tangki yang mengandung elektrolit. Plat baja tahan karat ditempatkan dalam tangki sebagai katoda dan besi mengendap dalam elektroda tersebut. Digunakan arus searah dan setelah ± 48 jam, diperoleh endapan setebal 2 mm. Plat katoda kemudian dikeluarkan dan besi elektrolitik dikeruk. Besi yang sangat rapuh ini dicuci lalu disaring. Serbuk diambil untuk pelunakan.
Pada proses reduksi, oksida logam direduksi menjadi serbuk dengan mengalirkan gas pada suhu di bawah titik cair. Untuk serbuk besi, biasanya digunakan kerak, suatu oksida besi. Oksida ini dicampur dengan serbuk kokas dan dimasukkan ke dalam tanur putar. Pada ujung pelepasan, campuran ini dipanaskan sampai 1050´C, hal ini menyebabkan karbon bereaksi dengan oksigen yang terdapat dalam oksida besi. Besi yang tertinggal cukup murni dan berbentuk spons. Beberapa cara fisis dan kimia yang digunakan secara garis besar diberikan oleh gambar berikut :
Gambar 2.2.Cara Pembuatan Serbuk
Meskipun semua logam secara teoritis dapat dibuat menjadi serbuk, hanya beberapa jenis logam dimanfaatkan dalam pembuatan benda jadi. Beberapa jenis logam memang tidak dapat diproses secara ekonomis. Yang digunakan adalah
kelompok serbuk besi dan tembaga. Perunggu (Bronze) digunakan untuk membuat bantalan poros, bras dan besi banyak digunakan untuk membuat suku cadang mesin yang kecil-kecil. Serbuk nikel, perak, wolfram dan aluminium banyak juga digunakan dalam metalurgi serbuk.
Proses pembentukan logam menggunakan metalurgi serbuk dilakukan dengan mencampurkan unsur-unsur serbuk logam yang dipadukan, kemudian baru dilakukan pemadatan.
2.1.3. Karakteristik Serbuk
Selain komposisi kimia yang menentukan sifat akhir komponen, sifat serbuk awal yang akan diproses juga mempengaruhi sifat produk akhir yang dihasilkan. Hal ini sangat penting untuk menentukan sifat mekanis dari hasil kompaksi serbuk serta karakteristik-karakteristik lainnya yang meliputi ukuran serbuk, berat jenis serbuk, mampu alir serbuk (flowability), dan mampu tekan serbuk (compressability).
a. Ukuran Serbuk
Ukuran serbuk dapat didefinisikan sebagai ukuran linier pertikel yang kecil.Ukuran pertikel biasanya dilambangkan dengan ukuran mikron (μm).
Ukuran partikel akan berpengaruh terhadap porositas dan densitas serta sifat mekanisnya. Ukuran partikel juga menentukan stabilitas dimensi, pelepasan gas yang tertangkap dan karakteristik selama proses pencampuran. Semakin halus ukuran partikel, maka akan semakin besar berat jenis bahan tersebut. Sedangkan distribusi ukuran partikel adalah pengelompokan besar pertikel dalam berbagai ukuran yang bertujuan untuk menghasilkan pengukuran kerapatan maksimum suatu partikel.Distribusi partikel ini sangat berpengaruh terhadap kemampuan saling isi partikel untuk mendapatkan volume terpadat.
Berikut ini adalah pengaruh ukuran partikel serbuk terhadap karakteristik serbuk:
1. Ukuran partikel serbuk yang halus lebih digunakan untuk proses kompaksi serbuk yang keras atau getas seperti: tungsten dan alumina, karna dengan
meningkatnya gesekan akan membantu meningkatkan kekuatan adhesif sehingga memudahkan proses selanjutnya.
2. Serbuk yang halus memiliki luas permukaan antar partikel yang lebih banyak sehingga luasnya permukaan akan meningkatkan mekanisme ikatan antar partikel secara difusi saat proses pemanasan.
3. Dengan partikel serbuk yang kasar, maka dapat lebih mudah didapatkan berat jenis yang lebih seragam pada saat kompasi, akan tetapi sifat hasil pemanasannya kurang baik dibandingkan dengan partikel yang lebih halus karna rendahnya luas antar partikel yang menyebabkan sedikitnya difusi yang terjadi sehingga menurunkan sifat mekanisnya.
Dengan mengacu pada ASTM E112-12 (Tabel terlampir pada bagian lampiran) Nomor ukuran butir ASTM ditentukan dengan :
Nᴀᴇ =2ᴳ־¹
Nᴀᴇ = Nomor butir per inchi kuadrat pada perbesaran 100 kali G = ASTM Grain size number
Tabel 2.1.Standar Ukuran Butir standar mesh Amerika dan standar Eropa
b. Berat jenis serbuk
Berat jenis serbuk dapat didefinisikan sebagai tingkat kerapatan dari serbuk. Pada metode metalurgi serbuk terdapat beberapa terminologi mengenai pengertian berat jenis yaitu:
1) Apparent density atau bulk density didefinisikan sebagai berat per satuan volume dari serbuk.
2) Tap density didefinisikan sebagai berat jenis tertinggi yang dicapai dengan vibrasi tanpa aplikasi tekanan luar.
3) Green density didefinisikan sebagai berat jenis serbuk setelah serbuk mengalami penekanan kompaksi untuk proses pemanasan.
4) Theoritical density didefinisikan sebagai berat jenis sesungguhnya dari material serbuk ketika material serbuk ditekan hingga mencapai kepadatan maksimum atau menghasilkan serbuk tanpa pori.
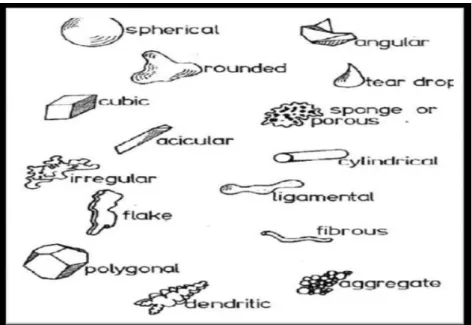
c. Bentuk Partikel
Bentuk partikel serbuk merupakan faktor penting terhadap sifat massa serbuk, seperti efisiensi pemadatan serbuk, mampu alir serbuk, dan mampu tekan serbuk. Bentuk partikel serbuk yang besar mempengaruhi besarnya kontak antar pertikel sehinnga besarnya gaya gesekan antar partikel dihubungkan dengan luas permukaan partikel serbuk. Bentuk partikel serbuk juga bepengaruh pada perpindahan serbuk saat proses penekanan, yang pada akhirnya akan mempengaruhi perubahan massa pada proses pemanasan. Adanya perbedaan bentuk partikel turut juga mempengaruhi kekuatan dan kekerasan material serta sifat-sifat material lainnya. Pada saat sintering berlangsung terjadi ikatan antar partikel, dan ikatan ini terus berlangsung pada seluruh bagian spesimen yang disinter. Material yang memiliki bentuk partikel bulat dan teratur akan lebih cepat menyatu bila dibandingkan dengan material dengan bentuk partikel yang tidak beraturan.
Berdasarkan standar ISO 3252, bentuk serbuk dapat diklasifikasikan sebagai berikut:
1) Spherical : berbentuk bulat.
2) Angular : berbentuk polihedral kasar dengan tepi tajam.
3) Acicular : berbentuk jarum.
4) Irregular : berbentuk tidak beraturan.
5) Flake : berbentuk serpihan.
6) Fibrous : berbentuk serabut yang beraturan atau tidak beraturan.
7) Dendritic : berbentuk kristalin dan bercabang.
8) Granular : berbentuk hampir bulat.
9) Nodular berbentuk bulat dan tidak beraturan.
Gambar 2.3. Bentuk Partikel Serbuk
d. Mampu alir serbuk (Flowability)
Mampu alir serbuk merupakan karakteristik serbuk yang menggambarkan sifat alir dan kemampuan serbuk untuk dapat memenuhi ruang cetakan. Tentunya masing-masing serbuk tidaklah sama flowabilitynya.dan sebaiknya dalam proses metalurgi serbuk sangat dibutuhkan material dengan sifat mampu alir yang tinggi.
Hal ini dimaksudkan untuk memaksimalkan kepersisan ataupun keakuratan desain cetakan dengan hasil sesungguhnya. Ada beberapa faktor yang mempengaruhi mampu alir serbuk adalah bentuk serbuk, berat jenis serbuk, distribusi ukuran partikel, dan kelembaban serbuk.
e. Mampu tekan (Compressibility)
Mampu tekan merupakan perbandingan volume serbuk mula-mula dengan volume benda yang ditekan yang nilainya berbeda-beda tergantung distribusi
ukuran serbuk dan bentuk serbuk.Mampu tekan menunjukan bahwa densitas merupakan fungsi dari tekanan yang diberikan. Serbuk yang halus akan memiliki mampu tekan yang lebih tinggi dari pada serbuk yang kasar. Mampu tekan serbuk juga dipengaruhi oleh efek gesekan antar partikel.
2.1.4. Proses Pencampuran Serbuk
Pencampuran dapat didefinisikan sebagai unit proses yang bertujuan memberi perlakuan sedemikian rupa pada dua atau lebih dari dua komponen yang terpisah atau belum tercampur sehingga tiap partikel dari suatu bahan terletak sedekat mungkin dan kontak dengan bahan atau komponen lain (Aulton, 2002).
Sedangkan menurut Lachman, pencampuran didefinisikan sebagai proses yang cenderung mengakibatkan pengocokan partikel yang tidak sama dalam suatu sistem. Pencampuran diperlukan untuk menghasilkan distribusi dari dua atau lebih bahan sehomogen mungkin. Peristiwa elementer pencampuran adalah penyisipan antar partikel jenis yang satu diantara partikel jenis lain (atau beberapa jenis bahan yang lain) (Voigt,1989). Komposisi paduan tersebut dicampur dengan perbandingan jumlah yang sesuai agar didapatkan pencampuran homogen.Pencampuran serbuk dapat dilakukan dengan mencampurkan logam yang berbeda dan material-material lain untuk memberikan sifat fisik dan mekanik yang lebih baik (German R.M, 1994). Ada dua macam pencampuran, yaitu :
1. Wet Mixing
Wet Mixing merupakan proses pencampuaran dimana serbuk matrik dan filler dicampur terlebih dahulu dengan pelarut polar. Metode ini dipakai apabila material (matrixdan filler) yang digunakan mudah mengalami oksidasi. Tujuan pemberian pelarut adalah untuk mempermudah proses pencampuaran material yang digunakan dan untuk melapisi permukaan material supaya tidak berhubungan dengan udara luar sehingga mencegah terjadinya oksidasi pada material yang digunakan.
2. Dry Mixing
Dry mixing adalah proses pencampuran yang dilakukan tanpa menggunakan pelarut untuk membantu melarutkan dan dilakukan di udara luar.
Metode ini dipakai apabila material yang digunakan tidak mudah mengalami oksidasi.
Pencampuran dan pengadukan serbuk dilakukan dengan tujuan untuk menghasilkan serbuk yang homogen.Dalam pencampuran dan pengadukan serbuk, variabel yang berpengaruh adalah jenis material serbuk, ukuran partikel, jenis pengaduk, ukuran pengaduk, kecepatan pengadukan dan waktu pengadukan.Semakin besar kecepatan pencampuran, semakin lama waktu pencampuran, dan semakin kecil ukuran partikel yang dicampur, maka distribusi partikel semakin homogen.
Pada umumnya proses pencampuran dilakukan di dalam suatu wadah yang berputar. Pada saat pencampuran akan terdapat gaya sentrifugal dan juga turbulensi pada saat wadah diputar. Dan kondisi optimum proses pencampuran adalah saat gaya sentrifugal yang terjadi kecil dan tapi cukup untuk terjadinya turbulensi. Bila gaya sentrifugal terlalu besar maka serbuk dengan berat jenis yang lebih besar akan berada pada bagian luar saja, sedang bila tidak terjadi turbulensi maka pencampuran tidak akan terjadi secara menyeluruh.
Ada banyak desain yang berbeda dari mesinmixer, misalnya mixer double- cone , mixer twin- shell , cube mixer , mixer Y – cone dan drum mixer. Di bawah ini dapat kita lihat berbagai parameter mesin mixer yang biasa digunakan dalam pencampuran serbuk, dapat dilihat pada gambar 2.8 berikut ini :
Gambar 2.4.Jenis-Jenis Wadah Mesin Mixer (Aulton)
Kehomogenan campuran sangat berpengaruh pada proses penekanan (kompaksi), karena gaya tekan yang diberikan pada saat kompaksi akan terdistribusi secara merata sehingga kualitas ikatan antar partikel semakin baik (Toto, 2005). Nilai gaya gesek antar partikel serbuk yang rendah, merupakan hal yang menentukan keberhasilan pencampuran dan pengadukan serbuk. Gaya gesek antar partikel serbuk dipengaruhi oleh efisiensi pencampuran, pelumasan, dan pengeringan (David C, 1999).
Gambar 2.5. Mekanisme Pencampuran Serbuk Yakni Difusi (kiri), Konveksi (tengah) dan Geser(kanan) (German, 1994)
Mekanisme yang terjadi ketika pencampuran serbuk tergantung metode pencampuran (mixing) yang digunakan, yaitu: Difusi yaitu terjadinya pencampuran karena gerak antar partikel serbuk yang dihasilkan oleh perputaran drum. Konveksi yaitu terjadinya pencampuran karena ulir di dalam wadah berputar pada porosnya. Sedangkan mekanisme Geser yaitu terjadinya pencampuran karena menggunakan suatu media pengaduk.
Faktor yang berpengaruh pada proses pencampuran ini adalah kecepatan perputaran, waktu dan juga besarnya wadah yang digunakan. Selain itu pencampuran mempunyai dampak negatif, yaitu:
1. Partikel logam akan lebih sulit dikompaksi
2. Kontaminasi terhadap serbuk mungkin terjadi selama pengadukan dan pencampuran.
3. Desain alat pencampur yang buruk dapat mengakibatkan segregasi partikel.
4. Jika wadah pencampur (mixer) diisi sampai penuh akan menyebabkan bahan- bahan dalam wadah akan sulit untuk diaduk atau bahkan tidak akan dapat diaduk sebab serbuk-serbuk yang ingin diaduk tidak memiliki ruang gerak dalam wadah, untuk itu pengisian wadah sebaiknya hanya sampai 90%.
5. Tidak diperoleh sifat mekanik yang akurat jika campuran tidak merata
Gambar 2.6.Proses Pencampuran Dua Jenis Serbuk yang Berbeda Disertai Proses Compacting dan Sintering.
2.1.5. Kompaksi
Proses kompaksi adalah memampatkan serbuk sehingga serbuk akan saling melekat dan rongga udara antar partikel akan terdorong keluar. Semakin besar tekanan kompaksi jumlah udara (porositas) di antara partikel akan semakin sedikit, namun porositas tak mungkin mencapai nilai nol. Kompaksi pada proses metalurgi serbuk yang bertujuan untuk membentuk dan memberikan kekuatan kepada serbuk didalam suatu cetakan, sehingga serbuk (murni, paduan, atau campuran) bisa lebih mudah untuk dilakukan proses berikutnya. Untuk mendapatkan berat jenis bakalan yang homogen maka perbandingan tinggi dan diameter cetakan (L/D) juga perlu diperhatikan. Pada saat proses kompaksi dilakukan serbuk didalam cetakan mengalami beberapa tahapan perilaku (David C, 1999), diantaranya adalah :
1. Penataan ulang partikel serbuk (Rearrangement)
Pada saat mulai penekanan, serbuk mengalami penyesuaian letak pada tempat-tempat yang lebih luas atau dengan kata lain belum ada deformasi pada serbuk tersebut. Pergerakan dan pengaturan kembali partikel-partikel serbuk akibat adanya penekanan yang menyebabkan partikel serbuk tersusun lebih rata.
Penyusunan partikel ini dibatasi oleh adanya gesekan antara partikel itu sendiri, atau antar partikel dengan permukaan cetakan.
2. Deformasi elastis partikel serbuk
Serbuk-serbuk mulai bersentuhan, dan jika penekanan dihentikan, maka serbuk akan kembali kebentuk semula. Hal ini karena respon dari material yang memiliki sifat elastis saat diberikan tekanan dibawah yield stress-nya.
3. Deformasi plastis partikel serbuk
Proses pemadatan (densification) terjadi pada tahap ini selama kompaksi berlangsung. Prinsipnya, semakin tinggi tekanan yang diberikan maka derajat deformasi plastis dan pemadatan akan meningkat. Faktor-faktor yang menentukan deformasi plastis, antara lain kekerasan dan perpindahan tegangan antar partikel yang berdekatan.
4. Penghancuran partikel serbuk
Pada tahap ini serbuk mengalami mechanical interlocking, dan mekanisme ini disebut cold weld yang merupakan ikatan antar dua permukaan butiran logam yang bersih yang ditimbulkan oleh gaya kohesi, tanpa ada peleburan ataupun pengaruh panas. Pada umumnya permukaan serbuk akan teroksidasi, namun dibawah permukaan oksida terdapat permukaan yang bersih. Oleh karena itu, diperlukan pemecahan lapisan oksida sebelum terjadi cold weld.Pada waktu serbuk ditekan, berat jenis serbuk naik, porositas menurun karena rongga berkurang.Ketika serbuk mengalami penekanan, serbuk mengalami distribusi berat jenis yang tidak merata, dibagian dekat dengan penekan, berat jenis serbuk lebih besar, sedangkan di bagian tengah berat jenisnya lebih kecil.
Proses kompaksi dapat dilakukan melalui penekanan satu arah (single end compaction) atau penekanan dua arah (double end punch) baik secara cold compacting maupun hot pressing. Pada penekanan satu arah, penekan (punch) bagian atas bergerak ke bawah.Sedangkan pada penekanan dua arah, dua penekan, bagian atas dan bawah bergerak secara bersamaan dengan arah yang berlawanan.
Gambar 2.7. Penekanan Satu Arah (a) dan Penekanan Dua Arah (b)
Ada 2 macam metode kompaksi, yaitu :
1. Cold compressing, yaitu penekanan dengan temperatur kamar. Metode ini dipakai apabila bahan yang digunakan mudah teroksidasi, seperti Al.
2. Hot compressing, yaitu penekanan dengan temperatur diatas temperatur kamar, metode ini dipakai apabila material yang digunakan tidak mudah teroksidasi.
Proses kompaksi juga memberikan kekuatan dan juga sifat mekanis lainnya kepada bakalan yang dihasilkan, dan kekuatan yang dihasilkan sangat dipengaruhi oleh beberapa hal diantaranya adalah (David C, 1999):
1. Ukuran partikel, halusnya partikel serbuk akan memudahkan terjadinya ikatan antar partikel (inter-particle bonding) yang akan meningkatkan green density dan kekuatan bakalan. Sedangkan untuk partikel yang agak kasar akan mempermudah terjadinya mechanical interlocking yang mana juga akan meningkatkan green density dan kekuatan bakalan.
2. Dengan bertambahnya luas permukaan, ketidak teraturan semakin besar, mekanisme mechanical interlocking akan semakin mudah dan kekuatan mekanis akan meningkat.
3. Peningkatkan tekanan kompaksi sampai batas tertentu akan meningkatkan kekuatan mekanis melalui mekanisme pengaturan, penyusunan, deformasi dan perpatahan serbuk.
4. Bersihnya permukaan partikel serbuk dari oksida akan meningkatkan inter-particle bonding sehingga kekuatan mekanik seakan meningkat.
Pada proses kompaksi, gaya gesek ruang terjadi antar partikel yang digunakan dan antar partikel komposit dengan dinding cetakan akan mengakibatkan kerapatan pada daerah tepi dan bagian tengan tidak merata. Untuk menghindari terjadinya perbedaan kerapatan, maka pada saat kompaksi digunakan lubricant/pelumas yang bertujuan untuk mengurangi gesekan antara partikel dan dinding cetakan. Dalam penggunaan lubricant/pelumas, dipilih bahan pelumas yang tidak reaktif terhadap campuran serbuk dan yang memiliki titik leleh rendah sehingga pada proses sintering tingkat awal lubricant dapat menguap.
Terkait dengan pemberian lubricant pada proses kompaksi, maka terdapat dua metode kompaksi, yaitu :
1. Die-wall compressing : penekanan dengan memberikan lubricant pada dinding cetakan.
2. Internal lubricant compressing : penekanan dengan mencampurkan lubricant pada material yang akan ditekan.
Pada proses kompaksi ada 3 kemungkinan model ikatan yang disebabkan oleh gaya vanderwals:
1. Pola ikatan bola-bola. Terjadi bila besarnya gaya tekan yang diberikan lebih kecil dari yield strength (ys) matrik dan filler sehingga serbuk tidak mengalami perubahan bentuk secara permanen atau mengalami deformasi elastis baik pada matrik maupun filler sehingga serbuk tetap berbentuk bola.
2. Pola ikatan bola-bidang. Terjadi bila besarnya gaya tekan yang diberikan diantara yield strength (ys) dari matrik dan filler. Penekanan ini
menyebabkan salah satu material matrik terdeformasi plastis dan yang lain (filler) terdeformasi elastis, sehingga berakibat partikel seolah-olah
berbentuk bola-bidang.
3. Pola ikatan bidang-bidang. Terjadi bila besarnya gaya tekan yang diberikan lebih besar pada dari yield strength (ys) matrik dan filler.
Penekanan ini menyebabkan kedua material (matrik dan filler)
terdeformasi plastis, sehingga berakibat partikel seolah-olah berbentuk bidang-bidang.
Gambar 2.8. Skema Proses Kompaksi pada Serbuknya (German, 1984)
Tabel 2.2.Tekanan kompaksi pada berbagai macam serbuk logam (German, 1984)
Tekanan yang diberikan pada serbuk, perilaku mekanik, dan kecepatan penekanan merupakan parameter proses yang menentukan hasil kepadatan serbuk (green density). Tekanan kompaksi merupakan tekanan eksternal yang dibutuhkan untuk membentuk serbuk sehingga memiliki kepadatan yang lebih tinggi.
2.1.6. Proses Sintering
Sintering adalah proses pemanasan sampai temperatur tinggi yang menyebabkan bersatunya partikel dan meningkatnya efektivitas reaksi tegangan permukaan. Selama proses ini terbentuk batas-batas butir yang merupakan tahap rekristalisasi dan gas-gas yang ada menguap. Temperatur sinter umumnya berada pada 70- 90% dari temperatur cair serbuk utama. Proses ini mengakibatkanbersatunya partikel-partikel, sehingga menyebabkan kepadatannya bertambah. Selama proses ini terdapat beberapa tahapan yang terjadi, yakni:
(a) (b)
(c) (d)
Gambar 2.9. Tahapan Sintering (Sumber : German 1984) (a). point contact (b). initial stage (c). intermediette stage (d). final stage
Ada empat tahapan yang terjadi dalam proses sinter, yaitu: titik kontak (point contact), tahap awal (initial contact), tahap menengah (intermediate contact) dan tahap akhir (final stage) :
1. Titik kontak (point contact)
Pada tahap ini partikel lepas mulai membentuk kontak titik untuk antar partikel lainnya pada orientasi acak.Ikatan yang terjadi masih lemah dan belum terjadi perubahan dimensi bakalan. Semakin tinggi berat jenis bakalan maka
bidang kontak yang terjadi antar partikel juga semakin banyak sehingga ikatan yang terjadi dalam proses sinter pun semakin besar. Pengotor yang menempel pada batas kontak mengurangi jumlah bidang kontak sehingga kekuatan produk sinter juga menurun.
2. Tahap awal (initial stage)
Pada tahap ini, daerah kontak antar partikel serbuk mulai tumbuh dalam bentuk leher. Pertumbuhan leher antar partikel ini sangat tergantung dengan mekanisme perpindahan massa. Tahap ini berakhir saat resiko ukuran leher X/D mencapai 0,3. Pada tahap ini pori-pori mulai terpisah karena titik kontak membentuk batas butir.Selain itu, pada tahap ini juga terjadi penyusutan (shrinkage), pengurangan luas permukaan, dan pemadatan (densification).
Gambar 2.10.Tahap pertumbuhan leher dengan rasio X/D (German, 1984)
3. Tahap menengah (intermediette stage)
Tahap ini merupakan penentuan terhadap sifat mekanis bakalan sinter.
Pada tahap ini terjadi pertumbuhan butir dan struktur pori menjadi halus.
Geometri batas butir dan pori yang terjadi pada tahap ini tergantung pada laju sinter. Pada mulanya pori terletak pada bagian batas butir yang memberikan struktur pori. Sedangkan pemadatan (densification) yang terjadi pada tahap ini diikuti oleh difusi volum dan difusi batas butir. Semakin tinggi temperatur dan waktu tahan sinter serta semakin kecil partikel serbuk, maka ikatan dan densifikasi yang terjadi juga semakin tinggi.
Gambar 2.11.Densifikasi pada proses sinter (German, 1994)
4. Tahap akhir (final stage)
Pada tahap ini, prosesnya berjalan lambat.Pori-pori yang bulat menyusut dengan adanya mekanisme difusi bulk. Setelah batas butir meluncur, pori akan berdifusi kebatas butir hingga mengalami penyusutan, dimana proses ini berlangsung lambat. Dengan pemanasan yang lama, pengurangan ukuran pori akan menyebabkan ukuran pori rata-rata meningkat sedangkan jumlah pori akan berkurang. Jika pori memiliki gas yang terperangkap, maka kelarutan gas dalam matriks akan mempengaruhi laju pengurangan pori.
(a) (b) (c) (d)
Gambar 2.12. Pemisahan pori dan pembulatan pori pada tahap akhir sinter : (a) pori pada batas butir, (b) dan (c) pertumbuhan butir, (d) pemisahan pori
Proses sinter dilakukan untuk membentuk ikatan partikel dan susunan struktur yang koheren melalui mekanisme perpindahan massa yang terjadi dalam
skala atomik. Ikatan yang terjadi dalam proses sinter akan meningkatkan sifat mekanis seperti kekuatan, kekerasan, dan lain-lain.
Pada umumnya, perubahan yang terjadi jika serbuk hasil kompaksi disinter adalah sebagai berikut (Klar, Erhard. 1983) :
1. Partikel mulai berikatan, sehingga akan meningkatkan kekuatan mekanis.
2. Jika temperatur sinter ditingkatkan dan waktu sinter diperlama maka kekuatan mekanis akan meningkat secara berkelanjutan.
3. Peningkatan temperatur dan waktu sinter akan mengurangi jumlah porositas dan meningkatkan densitas.
4. Terjadi pertumbuhan butir sehingga hasil ukuran butir akan lebih besar dari pada ukuran butir sebelum disinter.
5. Pori akan menjadi lebih halus dan bentuknya menjadi lebih bulat selama proses sinter berlangsung.
2.2. Grafit
2.2.1. Sejarah dan Defenisi
Grafit adalah salah satu bentuk dasar dari karbon. Beberapa ciri yang paling khas dari grafit ialah lunak, berwarna hitam, rasa lemak dan mempunyai daya tahan terhadap kebanyakan persenyawaan-persenyawaan kimia, Konduktor yang baik untuk panas dan listrik. Grafit terdiri atas lapisan atom karbon, yang dapat menggelincir dengan mudah. Artinya, grafit amat lembut, dan dapat digunakan sebagai minyak pelumas untuk membuat peralatan mekanis sehingga dapat bekerja lebih lancar. Grafit sekarang ini sangat umum digunakan sebagai timbal pada pensil. Akibat delokalisasi elektron antar-permukannya, grafit dapat berfungsi sebagai konduktor listrik. Secara alamiah, grafit ditemukan di Sri Lanka, Kanada dan Amerika Serikat. Grafit juga disebut sebagai timbal hitam.
Grafit dinamai oleh Abraham Gottlob Werner pada tahun 1789, dari bahasa Yunani (γράφειν/graphein) untuk digunakan menggambar / menulis. Itu sebabnya pensil yang kita kenal sampai sekarang ini diisi oleh grafit.
Gambar 2.13. Grafit 2.2.2. Karakteristik Grafit
Grafit merupakan alotrop karbon yang dapat menghantarkan arus listrik dan panas dengan baik. Karena sifat inilah grafit biasanya digunakan sebagai elektroda pada sel elektrolisis.Dalam struktur grafit setiap atom karbon membentuk ikatan kovalen dengan tiga atom karbon lainnya membentuk susunan heksagonal dengan struktur berlapis seperti tumpukan kartu. Karena atom karbon memiliki 4 elektron valensi maka pada setiap atom karbon masih terdapat satu elektron yang belum berikatan (elektron bebas). Sifat daya hantar listrik yang dimiliki oleh grafit dipengaruhi oleh elektron-elektron yang tidak digunakan untuk membentuk ikatan kovalen. Elektron-elektron ini tersebar secara merata pada setiap atom C karena terjadi tumpang tindih orbital seperti pada ikatan logam yang membentuk awan atau lautan elektron. Oleh sebab itu ketika diberi beda potensial, elektron-elektron yang terdelokalisasi sebagian besar akan mengalir menuju anoda (kutub positif), aliran elektron inilah yang menyebabkan arus listrik dapat mengalir. Sedangkan ketika salah satu ujung dipanaskan maka elektron-elektron ini akan segera berpindah menuju bagian yang memiliki suhu lebih rendah. Akibatnya panas tersebut akan menyebar ke bagian grafit yang memiliki suhu lebih rendah. Bentuk kristal grafit seperti yang tertera pada gambar berikut.
Gambar 2.14. Bentuk Kristal Grafit
Ikatan kovalen antar lapisan pada grafit relatif lebih lemah bila dibanding ikatan kovalen antara atom dalam satu lapisan. Dengan adanya hal ini menyebabkan grafit bersifat licin, karena lapisan yang berada dibagian atas mudah tergelincir atau mudah tergeser.
2.2.3. Sifat dan Kegunaan Grafit
Adapun beberapa sifat dan kegunaan grafit dalam berbagai bidang adalah sebagai berikut:
1. Memiliki titik leleh tinggi, sama seperti intan. Hal ini disebabkan ikatan kovalen yang terbentuk sangat kuat sehingga diperlukan energi yang tinggi untuk memutuskannya. Dengan sifat ini grafit dapat digunakan pada konstruksi yang sangat panas seperti pada penggunaan bantalan( bearings) pada motor pembakaran dalam.
2. Memiliki sifat yang lunak dan juga terasa sangat licin.
sifat ini membuat grafit cocok digunakan pada pensil setelah dicampur dengan tanah liat(Clay). Karena sifatnya yang lunak dan rapuh mengakibatkan batang/inti pensil yang kita kenal saat ini mudah patah.
3. Tidak larut dalam air dan pelarut organik, karena tidak mampu mensolvasi molekul grafit yang sangat besar. Itu sebabnya grafit efektif digunakan sebagai bahan pewarna
4. Jika dibandingkan dengan intan, grafit memiliki massa jenis yang lebih kecil, karena pada strukturnya terdapat ruang-ruang kosong antar lipatannya.
5. Grafit Berupa konduktor listrik dan penghantar panas yang baik.
Karena sifat ini grafit digunakan sebagai anoda pada baterai (sel Leclanche) dan juga sebagai elektroda pada sel elektrolisis.
6. Grafit bersifat lunak dan mengandung pigmen-pigmen hitam yang melimpah pada setiap partikel-partikelnya. Hal ini sangat menjadikan grafit sangat optimal digunakan sebagai bahan pewarna yang pekat dan juga dapat diaplikasikan sebagai material dekorasi.
2.2.4. Grafit dan Intan
Grafit (Graphite) dan intan (Diamond) secara kimiawi sama, tetapi secara fisik keduanya berbeda. Grafit dan intan sama-sama tersusun dari atom karbon C.
Yang membuat keduanya begitu berbeda secara fisik adalah struktur kristalnya.
Inilah yang disebut dengan polimorf atau alotrop. Grafit dan intan merupakan alotrop karbon.
Gambar 2.15. Grafit (Graphite) dan intan (Diamond)
Grafit berasal dari pelapukan sisa-sisa kehidupan, prosesnya disebut dengan metamorfogenik. Pada gambar, terlihat bahwa tumbuhan yang mati akan menjadi endapan yang disebut gambut (peat). Seiring lamanya waktu, kedalaman lapisan bumi, serta peningkatan tekanan dan suhu, maka gambut tersebut akan bertransformasi menjadi batuan sedimen organik, yaitu lignite (batu bara coklat/brown coal). Dari lignite selanjutnya berubah menjadi coal (batu bara
hitam/black coal). Coal tersusun menjadi beberapa bentuk mineral, dari lapisan atas ke bawah, yaitu sub-bituminous, bituminous, dan anthracite.
Gambar 2.16. Proses metamorfogenik batuan sedimen organik coal menjadi grafit
Pada kedalaman 7-8 km dari permukaan bumi (kerak bumi), suhu mencapai 2000C-5000C dan tekanan sekitar 0,4-0,5 GPa (3947.69-4934.61 atm) merubah coal anthracite menjadi grafit.
Gambar 2.17. Pembentukan intan (sumber: American Museum of Natural Hystory, Aushton Mining Canada)
Grafit dapat berasal dari intan. Intan yang tidak segera dikeluarkan dari magma, akan terus panas dan bertransformasi menjadi grafit (prosesnya disebut kontak magmatik). Selain berasal dari batuan sedimen, grafit dapat berasal dari batuan beku dan metamorf. Menurut Kuzvart (1984) grafit terjadi melalui proses magnetik awal, kontak magmatik, hidrotermal, metamorfogenik, dan residual.
Grafit dapat berubah jadi intan. Di bawah permukaan bumi, kedalaman 100-200 km (mantel bumi), pada batuan cair (magma) yang bersuhu 900 - 13000C dan bertekanan 45-60 kilobar (44411.5 - 59215.4 atm) adalah kondisi yang tepat untuk mengubah grafit (atau mineral karbon murni yang lain) menjadi intan.
2.2.5. Sifat Mekanik (Mechanical Properties) Grafit
Grafit memiliki kekuatan yang tinggi. Dalam keadaan/fase murni (isotropik) berbentuk sintetis, grafit pirolitik dan serat karbon grafit sangat kuat danmemiliki daya tahan panas sampai 3000 ° C. Graphites intumescent atau grafit yang diupgrade banyak digunakan dalam segel api, yang dipasang di sekeliling pintu api. Ketika terjadi kebakaran grafit melalui instrumen pemadam yang sudah dilengkapi graphite intumescentdapat digunakan untuk melawan penetrasi api dan mencegah penyebaran asap. Sebuah ekspansi temperatur awal yang khas (SET) adalah antara 150 dan 300 ° C. Kepadatan gravitasi spesifiknya adalah 2,3 yang membuatnya lebih ringan dari berlian.
Grafit merupakan alotrop paling stabil dari karbon. Pada suhu tinggi dan tekanan (sekitar 2000 ° C dan 5 GPa), grafit dapat diubah menjadi berlian. Ada tiga jenis grafit, jenis yang pertama ialah flake. Flake merupakan jenis grafit yang terjadi karena terisolasi, bentuknya pipih terdapat di dalam batuan metamorf sebagai deposit, 5-40% C setelah floating dan beneficiation menjadi 80-98% C.
Jenis yang kedua ialahamorphous. Grafit jenis amorphous merupakan jenis grafit yang terbentuk dari serangkaian proses metamorfogenik batubara yang mengandung kisaran kandungan karbon antara 25-85% C.Dan jenis grafit yang ketiga ialah grafit lump atau vein. Grafit ini terbentuk dari proses hidrotermal berasal dari deposit minyak mentah pada celah retakan yang panjang, kandungan karbonnya sangat tinggi yaitu sekitar 90-99% C. Ada banyak cara membuat grafit sintetis. Grafit sintetis pertama kali dibuat oleh Edward Goodrich Acheson pada
pertengahan tahun 1890-an. Edward Goodrich Acheson mencoba membuat grafit sintetis dengan cara memanaskan campuran tanah liat (aluminium silicate) bersamaan dengan karbon dan hingga pada tahap ini percobaannya hanya menghasilkan kristal biru silicon carbide (SiC) atau disebut carborundum.
Kemudian Acheson mencoba lagi dengan memanaskan silicon carbide. Silicon yang menguap pada suhu 41500C akhirnya hanya meninggalkan karbon grafit.
Penemuan grafit sintetis oleh Acheson dipatenkan untuk diperbanyak pada skala industri menjadi produk komersial sebagai pelumas kering. Grafit juga bisa dibuat dari batu bara (coal) pada skala laboratorium membutuhkan kondisi suhu dan tekanan yang tinggi. Contohnya anthracite membutuhkan suhu 9000C dan tekanan 1 GPa (9869.23 atm) atau 30000C pada ruang hampa untuk mengalami proses grafitisasi.
Grafit dapat berubah menjadi intan. Di bawah permukaan bumi, kedalaman 100-200 km (mantel bumi), pada batuan cair (magma) yang bersuhu 900 - 13000C dan bertekanan 45-60 kilobar (44411.5 - 59215.4 atm) adalah kondisi yang tepat untuk mengubah grafit (atau mineral karbon murni yang lain) menjadi intan.Erupsi magma yang sangat kuat membawa batuan vulkanik (kimberlite atau lamporite) yang mengandung intan ke permukaan bumi dengan kecepatan erupsi 10-30 km/jam (Eggler,1989) dan akan semakin cepat jika telah mendekati permukaan. Jalannya erupsi magma membentuk pipa vulkanik. Pipa vulkanik inilah yang merupakan lokasi sumber intan pertama. Bebatuan yang mengandung intan pada sedimen di atas pipa vulkanik dapat mengalami proses geologi lanjutan berupa pengangkutan oleh air atau glacier, sehingga terbawa jauh dari tempat asalnya dan kemudian terendapkan di dasar sungai (deposit aluvial). Bebatuan terkikis, tetapi intan tidak, maka intan ditemukan di dasar sungai atau tepiannya dalam bentuk kerikil kecil atau bahkan bongkahan.
2.2.6. Aplikasi Grafit
Grafit memiliki struktur kristal karbon dengan pola berlapis-lapis dan berbentuk heksagonal simetrris. Dalam kehidupan sehari-hari, grafit memilki banyak kegunaan, diantaranya untuk bahan pembuatan pensil, zat pewarna untuk cat hitam, dan sebagai pelumas kering. Kegunaan grafit alami tidak hanya
dijadikan isi pensil, tetapi juga untuk keperluan industri seperti material refraktori (peralatan yang berhubungan dengan peleburan logam seperti wadah dan cetakan, pembuatan briket, dan lapisan blast furnace), baterai (anoda), steelmaking (graphitepowder sebagai carbon raiser ditambahkan pada baja pada kadar tertentu), brake lining, dan pelumas. Aplikasi grafit alami dikembangkan secara modern untuk baterai zinc-carbon dan electric motor brushes. Grafit sintetis lebih sering digunakan sebagai elektroda, carbon raiser, neutron moderator pada reaktor nuklir, katup jantung prostetik, mesin solid roket, dan reaktor suhu tinggi.
Tahun 2010, Andre Geim dan Konstantin Novoselov menerima Nobel untuk studi mereka tentang graphene, bentuk khusus dari grafit, hanya terdiri dari satu layer dengan tebal satu atom berstruktur kuat, memiliki banyak kegunaan, yaitu sebagai detektor gas, antiseptik, dan di bidang nanoteknologi berfungsi sebagai sirkuit listrik yang sangat kecil berguna untuk pacemaker jantung, sequencer DNA, dan masih banyak lagi.
2.3. Bantalan 2.3.1.Defenisi
Menurut WikipediaBantalan merupakan salah satu bagian dari elemen mesin yang memegang peranan cukup penting karena fungsi dari bantalan yaitu untuk menumpu sebuah poros agar poros dapat berputar tanpa mengalami gesekan yang berlebihan. Bantalan harus cukup kuat untuk memungkinkan poros serta elemen mesin lainnya bekerja dengan baik. Bantalan (bearing),dalam ilmu mekanika adalah sebuah elemen mesin yang berfungsi untuk membatasi gerak relatif antara dua atau lebih komponen mesin agar selalu bergerak pada arah yang diinginkan. Bearing menjaga poros (shaft) agar selalu berputar terhadap sumbu porosnya, atau juga menjaga suatu komponen yang bergerak linier agar selalu berada pada jalurnya.
2.3.2. Jenis Bantalan a. Bantalan Luncur
Bantalan luncur adalah suatu elemen mesin yang berfungsi untuk menumpu poros berbeban, sehingga putaran atau gerakan bolak-baliknya dapat berlangsung
dengan halus dan aman. Jenis bantalan ini mampu menumpu poros dengan beban besar.
Gambar 2.17. Bantalam Luncur Connecting Rod
Jika itinjau berdasarkan arah beban terhadap poros maka bantalan luncur dapat diklasifikasikan sebagai berikut :
1. Bantalan Radial atau disebut jurnal bearing, dimana arah beban yang ditumpu bantalan adalah tegak lurus terhadap sumbu poros.
2. Bantalan aksial atau disebut trust bearing, yaitu arah beban yang ditumpu bantalan adalah sejajar dengan sumbu poros.
3. Bantalan luncur khusus adalah kombinasi dari bantalan radial dan bantalan aksial.
Karena mengalami gesekannya yang besar pada saat awal pergerakan/perputaran, maka bantalan luncur memerlukan momen awal yang besar. Pelumasan pada bantalan ini tidak begitu sederhana, karena gesekan yang besar akan menimbulkan panas pada bantalan, sehingga memerlukan pendinginan khusus.Gesekan kental pada umumnya terjadi antara poros dengan bantalannya.
Pada waktu poros berputar, sebagian minyak pelumas yang melekat pada permukaan poros ikut terbawa berputar. Apabila kemudian celah di bawah poros menyempit menjadi lebih kecil daripada celah tempat minyak pelumas memasuki ruang bantalan, minyak pelumas yang terbawa berputar itu akan mengalir mengisi hambatan. Akibatnya, sebagian minyak pelumas akan mengalir kembali menimbulkan tekanan hidrodinamik di dalam lapisan minyak. Tekanan ini cukup kuat untuk mengangkat poros hingga menyentuh permukaan bantalan.
Secara umum untuk melumasi bantalan luncur ada beberapa metodeyang dapat digunakan antara lain sebagai berikut :