BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan PT. Neo National
PT Neo National adalah sebuah perusahaan manufaktur yang bergerak
dalam industri pembuatan elektronik khususnya kebutuhan rumah tangga. PT Neo
National ini berlokasi di Jl. M.G. Manurung Nomor 98, Kelurahan Timbang Deli,
Kecamatan Medan, Amplas.
PT Neo National didirikan oleh beberapa pemegang saham yaitu Bapak
Efendy sebagai Direktur dan Bapak Husni Sunaslih sebagai Komisaris Perseroan.
Akta pendirian PT Neo National dibuat pada Senin, 31 Oktober 2005. Akta
pendirian dibuat di Medan oleh notaris Binsar Simanjuntak, SH dengan no
pendirian No 39. Akta pendirian ini juga telah mendapat pengesahan dari
Departemen Hukum dan Hak Asasi Manusia tertanggal 29 November 2005
dengan Nomor: C-31652. HT.01.01.TH 2005 serta telah diumumkan dalam
tambahan Berita Negara RI tanggal 4 Juli 2005 Nomor 53. Akta pendirian ini
berhubungan dengan berita acara tertanggal 16 September 2008, Nomor 68 yang
dibuat oleh Lie Na Rimbawan, S.H.
2.2. Ruang Lingkup Bidang Usaha
PT. Neo National adalah perusahaan manufaktur yang bergerak dibidang
produksi industri elektronika yang memproduksi alat-alat untuk kebutuhan rumah
tangga diantaranya kipas angin, dispenser, dan blender.
2.3. Lokasi Perusahaan
PT . Neo National adalah sebuah perusahaan yang berbentuk Perseroan
Terbatas yang berdomisili di Jl. M.G. Manurung Nomor 98, Kelurahan Timbang
Deli, Kecamatan Medan – Amplas.
2.4. Daerah Pemasaran
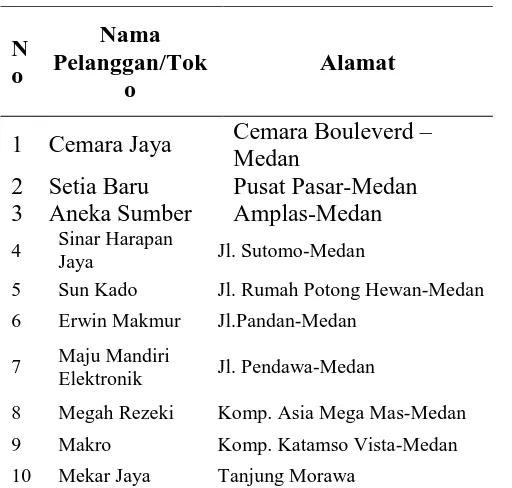
Daerah pemasaran produk PT Neo National terbesar adalah di wilayah
Medan. Pemasaran ini tidak hanya di kota Medan saja tetapi juga ke luar kota
Medan seperti Tebing Tinggi, Padang Sidempuan, Bukit Tinggi, Jakarta dan
Pekanbaru. Tabel 2.1. dan Tabel 2.2. dapat dilihat daftar toko yang memasarkan
produk elektronik dari PT Neo National.
Tabel 2.1. Daftar Toko Pelanggan Utama PT Neo National Wilayah Medan
dan Sekitarnya
2 Setia Baru Pusat Pasar-Medan 3 Aneka Sumber Amplas-Medan
4 Sinar Harapan
Jaya Jl. Sutomo-Medan
5 Sun Kado Jl. Rumah Potong Hewan-Medan 6 Erwin Makmur Jl.Pandan-Medan
7 Maju Mandiri
Elektronik Jl. Pendawa-Medan
8 Megah Rezeki Komp. Asia Mega Mas-Medan 9 Makro Komp. Katamso Vista-Medan 10 Mekar Jaya Tanjung Morawa
Tabel 2.2. Daftar Toko Pelanggan Utama PT Neo National Luar Kota Medan
No Nama
Pelanggan/Toko Alamat
1 Asia Raya Jl. Wahidin-Padang Sidempuan 2 Ayam Mas Jl. Sanusi-Rantau Prapat
3 M22 Jl. M. Yamin-Bukit Tinggi
4 Sinar Harapan Jaya Jl. Sutomo-Medan
5 Melati Tex Jl. Jendral Sudirman-Tebing Tinggi
6 Mas Eltrajaya Grogol-Jakarta
7 Sinar Dharma Glodok-Plaza
8 Talenta Jl. K.H. Dahlan-Pekan Baru 9 Sinar Mas Jl. Bandar Olo-Padang 10 Wadco Langgeng Royal Palace Tebet-Jakarta
Sumber: PT Neo National
2.5. Organisasi dan Manajemen
2.5.1. Struktur Organisasi Perusahaan
PT Neo National menggunakan struktur organisasi lini fungsional karena
wewenang dari pimpinan tertinggi dilimpahkan kepada per kepala unit
dibawahnya dalam bidang pekerjaan tertentu dan selanjutnya pimpinan tertinggi
masih melimpahkan wewenang kepada pejabat fungsional yang melaksanakan
bidang pekerjaan operasional dan hasil tugasnya diserahkan kepada kepala unit
terdahulu tanpa memandang tingkatan. Garis hubungan lini dapat ditunjukkan
antara managing director dengan general manager dan asisten general manager.
Hubungan fungsional dijumpai pada hubungan QC dan packing manager, dengan
production manager, logistic/store manager, manajemen representatif, QA
manager, purchasing manager, ekspor- impor manager, accounting manager dan
HRD/Adm manager. Struktur organisasi dari PT Neo National dapat dilihat pada
II-39 Sumber: PT. Neo National (2016)
Gambar 2.1. Struktur Organisasi PT. Neo National
No. Dok.: FM-GKM-TI-TS-01-06A; Tgl. Efektif : 01 Desember 2015; Revisi : 00
2.5.2. Pembagian Tugas & Tanggung Jawab
Pembagian tugas dan tanggung jawab dari masing-masing bagian pada
struktur organisasi di PT Neo National menurut jabatan dan posisinya adalah
sebagai berikut:
1. Direktur
a. Menetapkan Tujuan,visi,misi perusahaan.
b. Menetapkan kebijakan mutu dan tujuan mutu perusahaan.
c. Memastikan tersedianya sumber daya.
d. Memastikan bahwa persyaratan pelanggan ditetapkan dan dipenuhi
dengan tujuan untuk meningkatkan kepuasan pelanggan.
2. Wakil Manajemen.
a. Memastikan proses yang diperlukan untuk sistem manajemen mutu
ditetapkan, diterapkan dan dipelihara.
b. Melaporkan kepada Direktur tentang kinerja sistem manajemen mutu
dan kebutuhan apapun untuk perbaikannya.
c. Membangkitkan kesadaran tentang persyaratan pelanggan di seluruh
personil perusahaan.
3. Pengendali Dokumen
a. Memastikan bahwa perubahan dari status revisi terbaru dari dokumen
sistem manajemen mutu ISO 9001:2008 ditunjukkan.
4. Manajer Umum.
a. Menerapkan dan memelihara sistem manajemen mutu dan terus-
menerus memperbaiki keefektifannya.
b. Meningkatkan kepuasan pelanggan dengan memenuhi persyaratan
pelanggan..
c. Melakukan audit internal secara riteria setahun sekali.
5. Manajer Pabrik.
a. Menentukan persyaratan produk
b. memantau dan mengukur karateristik produk untuk verifikasi bahwa
persyaratan produk dipenuhi.
c. Memastikan bahwa produk yang tidak sesuai pada persyaratan produk
ditandai dan dikendalikan untuk mencegah pemakaian atau penyerahan
yang tidak disengaja.
6. Manajer Pembelian.
a. Memastikan bahwa produk yang dibeli sesuai dengan persyaratan
pembelian yang ditentukan.
b. Menilai dan memilih pemasok berdasarkan kemampuannya memasok
produk sesuai dengan persyaratan perusahaan.
c. Bertanggung jawab dalam penyimpanan serta pemeliharaan dokumen
dan rekaman mutu.
d. Bertanggung jawab terhadap realisasi sasaran mutu bagian pembelian.
7. Manajer Pemasaran.
a. Memantau informasi berkaitan dengan persepsi pelanggan apakah
perusahaan telah mematuhi persyaratan pelanggan.
b. Bertanggung jawab dalam penyimpanan serta pemeliharaan dokumen
dan rekaman mutu.
c. Bertanggung jawab terhadap realisasi sasaran mutu bagian pemasaran.
8. Manajer Personalia.
a. Menetapkan kemampuan yang diperlukan bagian personil yang
melaksanakan pekerjaan yang memenuhi persyaratan produk.
b. Menyediakan pelatihan atau melakukan tindakan lain untuk mencapai
kemampuan yang diperlukan.
c. Menilai keefektifan tindakan yang dilakukan.
9. Kepala Bagian Quality Control
a. Bertanggung jawab terhadap tersedianya bahan baku dan dan sparepart.
b. Bertanggung jawab terhadap terpenuhinya pengiriman produk kepada
pelanggan.
c. Bertanggung jawab terhadap penanganan keluhan pelanggan.
10. Kepala Seksi Quality Control
a. Bertanggung jawab terhadap hasil inspeksi dan uji sparepart, bahan ½
jadi, bahan baku, produk jadi dan riteria keberterimaanya.
b. Bertanggung jawab terhadap penanganan keluhan pelanggan.
c. Bertanggung jawab terhadap alat inspeksi dan uji produk.
11. Kepala Seksi Gudang Bahan Baku.
a. Mengimplementasikan prosedur sistem manajemen mutu kepada
personil gudang bahan baku.
b. Menjalin dan meningkatkan kerja sama yang baik antar bagian.
c. Mengatur pemakaian bahan, sumber daya manusia, peralatan dan
inventaris perusahaan seefisien mungkin.
12. Kepala Seksi Gudang Sparepart.
a. Mengimplementasikan prosedur sistem manajemen mutu kepada
personil gudang sparepart.
b. Menjalin dan meningkatkan kerja sama yang baik antar bagian.
c. Bertanggung jawab terhadap realisasi sasaran mutu bagian gudang
sparepart.
13. Kepala Seksi Gudang ½ Jadi.
a. Mengimplementasikan prosedur sistem manajemen mutu kepada
personil gudang ½ jadi.
b. Menjalin dan meningkatkan kerja sama yang baik antar bagian.
c. Mengatur pemakaian bahan, sumber daya manusia, peralatan dan
inventaris perusahaan seekfektif dan seefisien mungkin.
14. Kepala Seksi Gudang Barang Jadi.
a. Mengimplementasikan prosedur sistem manajemen mutu kepada
personil gudang barang jadi.
b. Bertanggung jawab terhadap realisasi sasaran mutu bagian gudang
barang jadi.
c. Bertanggung jawab terhadap penyimpanan serta pemeliharaan
dokumen dan rekaman mutu.
15. Kepala Seksi Moulding.
a. Mengimplementasikan prosedur sistem manajemen mutu kepada
personil moulding.
b. Menjalin dan meningkatkan kerja sama yang baik antar bagian.
c. Bertanggung jawab terhadap realisasi.
16. Kepala Seksi Perakitan.
a. Mengimplementasikan prosedur sistem manajemen mutu kepada
personil perakitan.
b. Bertanggung jawab terhadap pengendalian produk yang tidak sesuai.
c. Bertanggung jawab terhadap realisasi sasaran mutu bagian perakitan.
17. Leader.
a. Bertanggung jawab terhadap kelancaran proses produksi.
b. Mengawasi cara kerja operator sesuai dengan instruksi kerja.
c. Membuat laporan kerja.
18. Inspektor.
a. Melaksanakan inspeksi dan uji terhadap sparepart, bahan baku, bahan
½ jadi dan produk jadi.
b. Membuat laporan hasil inspeksi dan uji.
c. Bertanggung jawab terhadap hasil inspeksi dan uji sparepart, bahan
19. Teknisi.
a. Melaksanakan perawatan dan perbaikan mesin.
b. Membuat laporan perawatan dan perbaikan mesin.
20. Operator.
a. Melaksanakan proses sesuai instruksi kerja.
b. Menginformasikan keapada atasan apabila ada permasalahan yang
ditemukan.
2.5.3. Jumlah Tenaga Kerja & Jam Kerja
2.5.3.1.Jumlah Tenaga Kerja
PT Neo National mempekerjakan 92 pekerja tetap dan sebanyak 27 orang
pekerja tidak tetap.
2.5.3.2.Jam Kerja
Jam kerja PT Neo National terbagi menjadi 3 shift, yaitu sebagai berikut:
1. Shift I yaitu mulai dari jam 08:00 sampai jam 16:00 WIB,
2. Shift II yaitu mulai dari jam 16:00 sampai jam 24:00 WIB,
3. Shift III yaitu mulai dari jam 24:00 sampai jam 08:00 WIB.
Pembagian kerja ini sudah termasuk 1 jam waktu istirahat.
2.5.4. Sistem Pengupahan & Fasilitas Lainnya
Sistem pengupahan PT Neo National ini berdasarkan status karyawan,
yakni karyawan tetap dan karyawan tidak tetap (kontrak)
1. Karyawan tetap
Karyawan ini adalah tenaga kerja di kantor dan juga supervisor digaji secara
bulanan.
2. Karyawan tidak tetap
Tenaga kerja ini adalah sebagian besar dari tenaga kerja langsung yang
dibayar untuk masa tertentu yang besarnya sesuai dengan kesepakatan antara
perusahaan dengan karyawan, sebagian besar pada bagian produksi dan
sebagian lagi pada bagian pergudangan, yang mana gajinya sesuai dengan
kontrak yang berlaku.
Pengupahan pada perusahaan ini terdiri dari:
1. Upah pokok
2. Upah lembur
3. Tunjangan jabatan
4. Tunjangan transpor, makan dan lain-lain
Penetapan upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian,
kecakapan, prestasi kerja dari karyawan yang bersangkutan, pajak atas upah
menjadi tanggungan karyawan..
Fasilitas yang diberikan perusahaan berupa:
1. Jaminan kesehatan, kecelakaan, hari tua dan kematian dengan memberikan
jaminan sosial tenaga kerja (JAMSOSTEK).
2. Perusahaan menyadiakan prasarana yaitu koperasi, poliklinik, dan rumah
3. Perusahaan juga memberikan cuti tahunan sebanyak 12 hari kerja per tahun
kepada karyawannya.
2.6. Proses Produksi
2.6.1. Bahan yang Digunakan
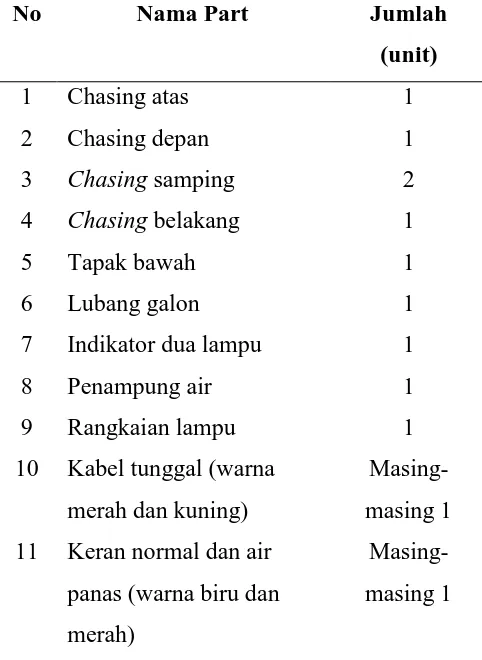
2.6.1.1. Bahan Baku
Bahan baku merupakan bahan utama dalam kegiatan proses produksi
dimana sifat dan bentuknya akan mengalami perubahan fisik maupun kimiawi.
Bahan baku yang digunakan pada proses perakitan dispenser tipe 121 HN dapat
dilihat pada Tabel 2.3.
Tabel 2.3. Bahan Baku Perakitan Produk Dispenser Tipe 121 HN
No Nama Part Jumlah
10 Kabel tunggal (warna
merah dan kuning)
Masing-masing 1
11 Keran normal dan air
panas (warna biru dan
merah)
Masing-masing 1
12 Mur keran 1
13 Tabung pemanas 1
14 Thermostat 1
Tabel 2.3. Bahan Baku Perakitan Produk Dispenser Tipe 121 HN (Lanjutan)
No Nama Part Jumlah
(unit)
15 Baut 4
16 Kabel AC 1
17 Tombol on/off 1
18 Selang karet panjang
besar
Sumber: PT Neo National
2.6.1.2. Bahan Tambahan
Bahan tambahan ialah bahan yang ditambahkan secara langsung ke
menyempurnakan produk. Bahan tambahan yang digunakan pada proses perakitan
dispenser DS 121 HN dapat dilihat pada Tabel 2.4
Tabel 2.4. Bahan Tambahan Perakitan Produk Dispenser Tipe 121 HN
No Nama Part Jumlah
(unit)
1 Logo Sijempol 1
2 Tempat gelas 1
3 Stiker segel 1
4 Stiker air panas 1
5 Stiker quality 1
6 Kartu garansi 1
7 Kartu petunjuk
penggunaan
1
8 Plastik 1
9 Box packing 1
Sumber: PT Neo National
2.6.1.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi
dan ditambahkan ke dalam proses pembuatan produk yang mana komponennya
tidak terdapat pada produk akhir. Bahan penolong yang digunakan pada proses
perakitan dispenser DS 121 HN adalah berupa thinner yang digunakan untuk
membersihkan dispenser.
2.6.2. Uraian Proses
Uraian proses perakitan dispenser DS 121 HN pada PT Neo National
adalah sebagai berikut:
1. Proses Mixing
a. Tepung warna diambil dan ditimbang sesuai komposisi mixer
b. PP Homopolymer, CaCO3 dan tepung warna dicampur ke dalam tanki
mesin mixer
c. Mesin dihidupkan sampai berhenti otomatis
2. Proses Moulding
a. Bahan dimasukkan ke dalam tanki mesin moulding
b. Pintu mesin ditutup dan proses injeksi berjalan sampai berhenti otomatis
3. Proses Pemasangan Keran
a. Keran merah dan keran biru dipasangkan pada chasing depan dispenser
b. Selang pendek disambungkan pada keran merah dan selang panjang pada
keran biru dan diikat dengan menggunakan tie
4. Proses Pemasangan Lampu, Chasing Samping dan Depan
a. Chasing lampu diambil, kemudian dipasangkan pada chasing dengan dan
dikunci dengan 2 buah sekrup 3/8”
b. Rangkaian lampu diambil kemudian dipasangkan pada chasing lampu dan
dilakukan penguncian dengan sebuah sekrup 3/8”
c. Chasing samping kiri dan kanan diambil, kemudian dipasang pada chasing
d. Chasing samping kanan dan kiri tersebut dikunci dari depan dengan
menggunakan 2 buah sekrup ½”
e. Tapak bawah dipasangkan dan kunci dengan 8 buah sekrup ½”
5. Proses Pemasangan Busa Tabung
a. Busa diambil dan dibalutkan pada tabung lalu diikat dengan menggunakan
staples
b. Kabel kuning dipasangkan pada terminal 2 dan 3 pada thermostat tabung
c. Kabel merah dipasang pada terminal dibawah tabung
6. Proses Pemasangan Selang Tabung
a. Silikon TY-704 dioleskan ke saluran masuk untuk air panas pada tabung
kemudian dipasang selang besar
b. Silikon TY-704 dioleskan ke saluran uap pada tabung kemudian dipasang
selang kecil
c. Silikon TY-704 dioleskan ke saluran pembuangan pada tabung kemudian
dipasang pentil dan ketiganya diikat dengan kabel tie
7. Proses Pemasangan Tabung dan Kabel
a. Tabung pada tapak bawah dipasang dan kunci dengan 4 buah sekrup 3/8”
b. Silikon TY-704 dioleskan ke saluran keluar untuk air panas pada tabung
kemudian disambungkan selang dari keran merah (untuk air panas)
c. Diikat dengan kabel tie
d. Kabel warna biru dan kabel kuning dari rangkaian lampu disambungkan ke
terminal 1 thermostat tabung
e. Pasangan kabel warna kuning tadi disambungkan ke terminal di bawah
tabung
8. Proses Pemasangan Tutup Atas dan Penyambungan Selang
a. Chasing logo diambil dan pasang pada tutup atas lalu disolder untuk
melekatkannya
b. Tutup atas dipasang dan dikunci pada posisinya dengan 2 buah sekrup 5/8”
c. Silikon TY-704 dioleskan pada saluran keluar dari tutup atas kemudian
disambungkan dengan keran biru (untuk air normal), selang besar dan
kecil dari tabung
d. Ketiga sambungan selang tadi diikat dengan kabel tie
9. Proses Pemasangan Switch
a. Dilakukan pengupasan insulasi kabel kuning lalu disambungkan ke
terminal off pada switch
b. Kabel biru dari tabung disambungkan pada terminal on switch lalu
dimasukkan pada tempatnya
c. Kabel merah dikupas insulasi dari rangkaian lampu dan tabung
d. Cincin kabel AC dipasangkan
10.Proses Penyambungan Kabel AC
a. Kabel AC dimasukkan melalui cincin kabel AC lalu dipilin/disimpul
b. Kabel coklat dari kabel AC disambung dengan kabel merah rangkaian
lampu dan kabel merah dari tabung
d. Kabel warna kuning dari switch disambungkan dengan kabel warna biru
dari kabel AC
e. Joiner kabel dipasang kemudian dijepit menggunakan tang jepit
f. Kabel diikat dengan kabel tie
g. Penjepit kabel diambil dan dipasang pada kabel AC
h. Penjepit kabel pada tapak bawah dikunci dengan menggunakan sebuah
sekrup 3/8”
11.Proses Pengetesan
a. Plug kabel AC disambungkan ke sumber tegangan sehingga lampu
indikator merah dan hijau menyala sebesar 2 Ampere
b. Semua ikatan kabel tie dikencangkan menggunakan tang jepit
c. Sambungan-sambungan kabel atau terminal diperiksa kembali, jangan
sampai ada yang longgar
d. Stiker peringatan air panas dipasang diantara keran biru dan merah lalu
stiker “Quality” dipasang pada bagian kiri atas.
e. Tutup belakang diambil, pasangkan dan kunci dengan sekrup
f. Stiker label “Si Jempol” dipasangkan
12.Proses Packing
a. Dispenser dibersihkan menggunakan kain lap bersih dan thiner
b. Gelas cangkir diletakkan di keran kemudian dipasang plastik
c. Corong tutup atas dan tutup anti tumpah dimasukkan kemudian
penampung air, kartu garansi dam petunjuk penggunaan dipasangkan
d. Karton box packing diambil dan ditulis dengan menggunakan pensil
identitas lalu di checklist warna dispenser pada karton
e. Karton dibentuk lalu dimasukkan dispenser kedalamnya, kemudian karton
ditutup dan dilackband
2.7. Mesin dan Peralatan
2.7.1. Mesin Produksi
Mesin produksi adalah semua mesin-mesin yang secara langsung berperan
dalam proses produksi. Mesin yang digunakan oleh PT Neo National adalah
sebagai berikut:
1. Mesin moulding, berfungsi sebagai pencetak bahan rangka dispenser yang
berupa plastik
2. Mixer merupakan mesin pengaduk semua bahan plastik pembentuk rangka
dan body dispenser
2.7.2. Peralatan
Peralatan yang digunakan oleh PT Neo National adalah sebagai berikut:
1. Bor listrik
2. Pengunci mur keran
3. Staples
4. Silikon TY-704
5. Solder listrik
7. Tang jepit
8. Amperemeter
9. Kain lap bersih
10.Pensil
11.Spidol
12.Lackband
2.8. Utilitas
Utilitas merupakan unit pembantu produksi yang tidak terlibat secara
langsung terhadap bahan baku, tetapi penunjang proses agar produksi dapat
berjalan lancar. Utilitas yang terdapat pada PT Neo National yaitu :
1. Energi listrik sekitar 30.000 kWH per bulannya yang diperoleh dari PLN.
2. Air sekitar 100 m3 per bulannya dari PDAM Tirtanadi untuk menunjang
kegiatan proses produksi dan kebutuhan karyawan.
2.9. Safety and Fire Protection
Safety and Fire Protection pada PT Neo National telah didukung dengan
kegiatan keselamatan kerja yang dilengkapi dengan Alat Pelindung Diri (APD)
seperti kacamata, sarung tangan, sepatu boot, ear phone, dan masker dan untuk
mengatasi bahaya kebakaran perusahaan juga dilengkapi dengan menggunakan
alat pemadam api (protector).
2.10. Limbah
Limbah yang dihasilkan oleh PT. Neo National dalam proses produksiya
relatif kecil karena residu dari proses masih dapat digunakan kembali. Limbah
yang berasal dari bagian produksi yang ada pada umumnya berupa limbah padat
yaitu sisa pencetakan yang berbahan dasar plastik, yang nantinya di cetak