BAB 1
PENDAHULUAN
1.1 Latar Belakang
Banyak perusahaan semakin menyadari bahwa pentingnya penguasaan ilmu pengetahuan dan teknologi (IPTEK) adalah bagian dari usaha untuk mengembangkan perusahaan. Oleh karena itu, mereka kian saling berpacu untuk menguasai dan mengembangkan IPTEK dalam rangka mengembangkan usahanya. Hal tersebut juga dipicu oleh semakin banyaknya kompetitor usaha bagi masing-masing perusahaan yang secara tidak langsung menuntut kesiapan mereka dalam menghadapi persaingan, baik dalam lingkup lokal maupun global.
Setiap perusahaan memiliki strategi khusus untuk bersaing secara sehat dengan para kompetitornya. Contoh strategi tersebut antara lain dengan melakukan pengembangan produk, perbaikan berkelanjutan, peningkatan kualitas produk, dan pelayanan terhadap pelanggan. Tidak dipungkiri lagi bahwa perusahaan juga membutuhkan berbagai instrumen dan fasilitas produksi yang baik dan tangguh untuk mampu bersaing, diantaranya Sumber Daya M anusia (SDM ) yang kompeten, permesinan yang handal, metode produksi yang tepat, bahan produksi yang baik, modal usaha yang kuat, serta
pengelolaan informasi secara efektif pada lingkungan internal dan eksternal perusahaan.
Tata letak pabrik merupakan salah satu landasan utama dalam dunia industri manufaktur. Setiap perusahaan atau pabrik pada khususnya tentu membutuhkan tata letak pabrik yang baik dalam menjalankan dan mengembangkan proses produksinya. Oleh karena itu, perencanaaan dan perancangan tata letak pabrik yang baik merupakan suatu elemen yang sangat penting dan berpengaruh bagi kelangsungan proses produksi di suatu pabrik. Tata letak yang baik akan memberikan aliran bahan yang efisien, jarak pemindahan bahan yang lebih pendek, dan ongkos pemindahan bahan yang minimum.
Salah satu aspek tata letak pabrik adalah perancangan tata letak di bagian lantai produksi. Tata letak lantai produksi harus dirancang dengan baik sehingga proses produksi dapat berjalan dengan efektif dan efisien. Jika suatu pabrik tidak memiliki tata letak lantai produksi yang baik, tentu saja proses produksi di dalam pabrik akan terganggu sehingga mengakibatkan kerugian bagi perusahaan
Untuk mencapai proses produksi yang optimal, dibutuhkan suatu perancangan dan penataan letak lantai produksi secara tepat pada pabrik. Hasil dari tata letak yang baik dapat dilihat pada aliran bahan yang berlangsung selama proses produksi, karena tata letak lantai produksi yang baik akan
memengaruhi efektivitas aliran bahan dan efisiensi jarak perpindahan bahan (material handling).
Penelitian yang dilakukan di lantai produksi Departemen Mechanic PT. Jefta Prakarsa Pratama ini dilatarbelakangi oleh keinginan dari perusahaan untuk memperlancar aktivitas pemindahan bahan yang selama ini dinilai kurang efektif karena jarak antar area permesinan yang cukup jauh serta adanya gerakan bolak-balik oleh operator material handling yang disebabkan pengaturan letak tiap mesin yang tidak lurus.
Dari penjelasan di atas, maka peneliti pun tertarik untuk melakukan penelitian ini untuk membantu perusahaan dalam memperbaiki tata letak di lantai produksi Departemen Mechanic. Aktivitas perhitungan dan perancangan ulang tata letak (re-layout) dapat dilakukan secara manual maupun menggunakan bantuan perangkat lunak (software) komputer untuk semakin mempermudah pekerjaan.
1.2 Identifikasi dan Perumusan Masalah
Berdasarkan pengamatan yang telah dilakukan di PT. Jefta Prakarsa Pratama, diketahui bahwa workshop area di perusahaan ini terdiri dari dua bangunan utama yang berimpitan. Tata letak lantai produksi workshop pada dasarnya diatur sedemikian rupa mengikuti aliran produksi pada tiap departemen produksi, tetapi pada kenyataannya penempatan mesin yang ada di Departemen Mechanic saat ini justru diletakkan tidak teratur dan banyak
menyisakan ruang kosong yang semestinya dimanfaatkan untuk memperpendek jarak aliran bahan.
Kondisi seperti di atas menyebabkan terjadinya langkah balik (backtrack) yang dilakukan oleh operator saat melakukan material handling. Aktivitas backtrack tersebut tentu dapat diminimalkan apabila tata letak area permesinan diperbaiki sedemikian rupa mengikuti pola aliran bahan yang lurus sehingga kegiatan material handling pun dapat berlangsung secara efektif dan efisien.
Berdasarkan hal tersebut, maka perumusan masalah yang diangkat penulis dalam penelitian ini adalah sebagai berikut:
1. Apa saja kriteria utama yang menjadi dasar untuk merancang ulang tata letak Departemen Mechanic di PT. Jefta Prakarsa Pratama?
2. Apakah metode CRAFT mampu memberikan solusi perancangan ulang tata letak yang lebih baik dari tata letak awal?
3. Bagaimana usulan tata letak yang optimal untuk diterapkan di Departemen
Mechanic PT. Jefta Prakarsa Pratama?
1.3 Ruang Lingkup
Dalam penelitian ini penulis memberikan batasan-batasan pada masalah yang diteliti sebagai ruang lingkup penelitian, antara lain:
1. Penelitian dilakukan pada lantai produksi Departemen Mechanic di
2. Penelitian dilakukan pada area proses pembuatan box produk panel listrik tipe P-AC 2 proyek Sogo Central Park, pesanan dari PT. Alun-Alun Indonesia Kreasi. Alasan pemilihan produk tersebut dikarenakan proses produksi dari awal sampai produk jadi bertepatan dengan waktu dilakukannya observasi yang dilakukan oleh penulis.
3. Layout yang ditampilkan dalam perhitungan berupa block layout.
4. Hasil penelitian ini tidak mengubah luas workshop area PT. Jefta Prakarsa Pratama.
5. Jarak antar departemen atau area permesinan yang dihitung menggunakan rumus jarak rectilinear berdasarkan titik pusat tiap area.
6. Perangkat lunak atau software yang digunakan untuk membantu merancang tata letak pabrik dalam penelitian ini adalah Quantitative
Systems (QS).
7. Perbaikan tata letak lantai produksi dengan menggunakan software
Quantitative Systems (QS) sampai iterasi terakhir sesuai hasil solusi akhir
dari QS.
8. Tidak dilakukan perhitungan biaya perpindahan area permesinan karena tidak ada biaya yang perlu dikeluarkan oleh perusahaan untuk menerapkan usulan tata letak.
9. Penelitian dilakukan hanya sampai pada tahap pemberian usulan perbaikan tata letak karena keputusan untuk menerapkan hasil penelitian ini bergantung kepada wewenang dan kebijakan pimpinan perusahaan.
1.4 Tujuan dan Manfaat
Penelitian ini dilakukan bertujuan untuk:
1. M eminimalkan jarak perpindahan aliran bahan di lantai produksi PT. Jefta Prakarsa Pratama.
2. M endapatkan solusi optimal dari perancangan ulang tata letak menggunakan bantuan algoritma CRAFT, software QS, dan komputer. 3. M emberikan usulan tata letak lantai produksi Departemen Mechanic
dengan menempatkan mesin produksi secara tepat bagi PT. Jefta Prakarsa Pratama.
Adapun manfaat yang dapat diambil dari penelitian ini adalah: 1. Bagi perusahaan, sebagai:
- Bahan referensi untuk memperbaiki tata letak lantai produksi yang diterapkan perusahaan saat ini.
- Usulan yang dapat dipertimbangkan dalam usaha memperbaiki tata letak lantai produksi untuk meningkatkan efektivitas dan efisiensi produksi.
2. Bagi penulis, untuk:
- M engaplikasikan ilmu teori Teknik Industri yang didapat dari hasil perkuliahan pada dunia industri yang sebenarnya.
- M enambah pengalaman di bidang perancangan tata letak lantai produksi.
- M enambah wawasan dan kompetensi untuk menghadapi dunia industri yang sebenarnya.
3. Bagi pembaca, untuk:
- M enambah referensi dan pengetahuan, baik secara teoritis maupun empiris sesuai dengan hasil pengamatan.
4. Bagi pelanggan, untuk:
- M enambah kepercayaan pelanggan kepada perusahaan dengan semakin membaiknya proses produksi dari segi ketepatan waktu penerimaan pesanan.
1.5 Gambaran Umum Perusahaan
PT. Jefta Prakarsa Pratama adalah suatu perusahaan manufaktur yang bergerak dalam bidang industri perdagangan domestik dalam negeri, ekspor, dan impor panel listrik. Perusahaan ini mengadakan kerja sama dengan berbagai perusahaan, diantaranya PT. PLN (Persero) dan PT. Schneider Electric Indonesia.
PT. Jefta Prakarsa Pratama mendapat pengakuan uji kelayakan dari PT. PLN (Persero) pada tanggal 20 Juni 2003, PT. PLN (Persero) mengakui bahwa segala produk yang diproduksi PT. Jefta Prakarsa Pratama layak dan dapat didistribusikan ke pelanggan. Laporan pengujian kelayakan tersebut memiliki judul “Short-Circuit Withstand Test Main Busbar System 400V, 2500A, 50 Hz, 50Ka-1S”.
Sistem produksi PT. Jefta Prakarsa Pratama bersifat make to order, dimana perusahaan melakukan produksi jika terdapat pelanggan yang memesan produk mereka. Perusahaan ini juga mengerjakan beberapa kegiatan produksi ringan seperti pemotongan busbar, busbar assembly, dan pembuatan box maupun cubicle untuk perakitan (assembly) panel listrik.
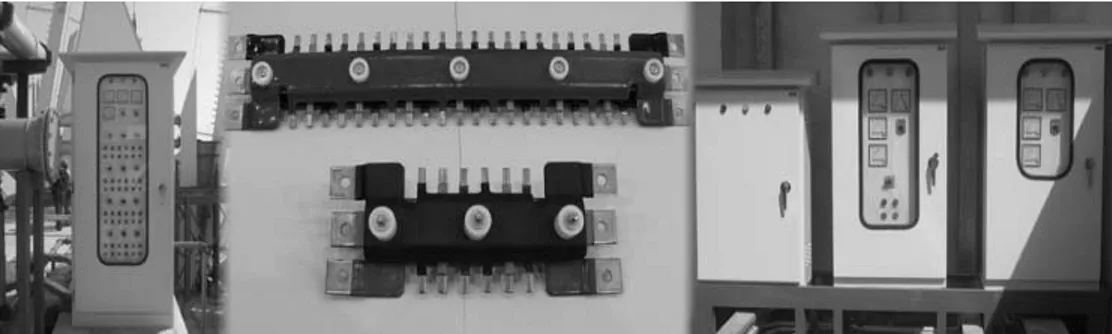
Kapasitas produksi workshop lebih kurang berkisar pada 3000 unit per tahun (electrical & electronic equipments). Beberapa jenis produk yang dihasilkan oleh perusahan ini adalah low voltage distribution voltage, genset
control panel low and medium voltage, motor control center panel low and medium voltage, instrument and announciator panel, control panel, automatic voltage regulator for high voltage, transformer up to 500 kV, automatic module.
Gambar 1.1 Contoh Hasil Produksi PT. Jefta Prakarsa Pratama Sumber: www.jefta.com
PT. Jefta Prakarsa Pratama terus mengalami perkembangan dari tahun ke tahun sehingga perusahaan ini berhasil mendapatkan sertifikat ISO 9001:2008 terhitung sejak tanggal 17 Juni 2010 dari lembaga sertifikasi JAS-ANZ.
1.5.1 Sejarah Singkat Perusahaan
Gambar 1.2 Logo Perusahaan Sumber: PT. Jefta Prakarsa Pratama
PT. Jefta Prakarsa Pratama adalah suatu perusahaan manufaktur yang dirintis sejak tahun 1985. Kemudian berdasarkan pengesahan surat izin usaha M enteri Perdagangan pada tanggal 16 Juni 1995, perusahaan ini berkembang menjadi Perseroan Terbatas (PT.) di bawah pimpinan pemiliknya, Ir. Jefta Alief Handojo selaku Direktur Utama.
Di surat tersebut disebutkan bahwa golongan usaha perusahaan ini bersifat perusahaan besar, bidang usahanya adalah perdagangan barang dan jenis kegiatan usahanya adalah perdagangan dalam negeri, ekspor, dan impor.
1.5.2 Visi dan Misi Organisasi
• Visi dari perusahaan ini adalah:
M enjadi produsen peralatan listrik Indonesia di jajaran depan. • Misi dari perusahaan ini adalah:
1. M emproduksi peralatan listrik bermutu sesuai dengan standar kualitas yang baku dengan efisien.
2. M emberikan pelayanan yang terbaik bagi pelanggan.
3. M engembangkan produk, sumber daya manusia, dan kualitas sesuai dengan komitmen kepeloporan.
1.5.3 Tujuan dan Motto Organisasi
• Tujuan dari perusahaan ini adalah “Memberikan sumbangan karya bermutu bagi Nusa dan Bangsa”.
• Motto dari perusahaan ini adalah “JEFTA’N bermutu, profesional, dan dapat dipercaya”.
1.5.4 Lokasi dan Alamat Web Perusahaan
Lokasi PT. Jefta Prakarsa Pratama dibagi menjadi dua tempat, tempat pertama adalah kantor pusat yang terletak di Jl. Tanjung Selor No. 2, Jakarta Pusat, dekat dengan pusat perbelanjaan ITC Roxy M as. Sedangkan lokasi
workshop area terletak di Jl. Iskandar M uda, Gg. M awar 3 No. 55 RT 002 RW
05 Desa Neglasari Kecamatan Batuceper, Tangerang-Banten, dekat dengan Bandar Udara Internasional Soekarno-Hatta, Cengkareng.
Aktivitas yang dilakukan di kantor pusat antara lain urusan administrasi, keuangan, dan pemasaran, sedangkan untuk proses produksi hanya dipusatkan di
workshop area Tangerang. Dalam penentuan lokasi workshop area,
perusahaan memiliki berbagai pertimbangan, diantaranya adalah lokasi yang cukup strategis sehingga memudahkan dalam memperlancar aktivitas perusahaan, baik dalam hal penerimaan bahan baku dari supplier maupun pengiriman barang ke pelanggan.
Perusahaan ini juga telah memiliki alamat web yang berfungsi untuk aktivitas pengenalan dan promosi perusahaan serta akses untuk memudahkan para pelanggan melalui dunia maya. Alamat web PT. Jefta Prakarsa Pratama dapat diakses melalui www.jefta.com.
1.5.5 S truktur Organisasi
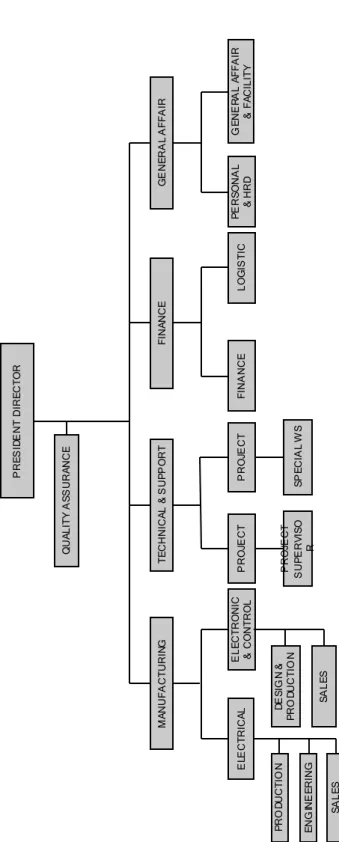
Berikut ini adalah gambar struktur organisasi perusahaan PT. Jefta Prakarsa Pratama secara keseluruhan:
P R E S ID E N T DIRE CT O R G E NE RA L A F F A IR F INA NCE T E CHNICA L & S U P P O R T M A NUF A C T URIN G EL EC T R IC A L PR O JEC T EL E C T R O N IC & CO NT RO L P R O D UCT IO N EN G IN E ER IN G SA L E S DE S IG N & P R O D UCT IO N SA L E S PR O JEC T SU P E R V IS O R SP EC IA L W S F INA NCE L OGI S T IC PE R S O N A L & HRD G E N E R A L A FFA IR & FA C IL ITY Q U A L IT Y A S S URA NCE PR O JEC T
Gambar 1.3 Struktur Organisasi Perusahaan Sumber: PT. Jefta Prakarsa Pratama
Dari penelitian ini diketahui bahwa struktur organisasi di workshop
area PT. Jefta Prakarsa Pratama merupakan struktur organisasi fungsional.
Pada workshop area PT. Jefta Prakarsa Pratama terdapat seorang kepala produksi yang membawahi lima divisi dengan fungsi yang berbeda-beda namun saling terkait satu dengan yang lainnya, yaitu:
1. Departemen Produksi
Departemen produksi adalah departemen yang secara langsung menangani proses produksi. Di perusahaan ini departemen produksi terdiri atas: a) Engineering b) Mechanic c) Finishing d) Wiring e) Quality Control 2. Departemen PPC
Departemen PPC adalah suatu departemen yang tugasnya antara lain menyusun jadwal pemesanan bahan dan komponen, menyusun jadwal pengiriman pesanan ke pelanggan, serta melakukan monitoring proses produksi. Departemen ini bertanggung jawab berkoordinasi mengenai ketersediaan bahan dan komponen dan waktu pengiriman pesanan pelanggan.
3. Departemen Pemasaran
Departemen pemasaran adalah suatu departemen yang bertugas menangani tentang berbagai hal mengenai pemasaran, pelayanan pelanggan serta mengatur strategi untuk dapat produknya lebih dikenal di masyarakat. Departemen pemasaran terdiri atas:
a) Customer Service b) Project Coordinator c) Estimate
d) Sales Engineering Salesman 4. Departemen Umum dan Personalia
Departemen ini mengoordinasikan kegiatan-kegiatan yang bersifat umum maupun mengenai kepegawaian, menyiapkan dan menyempurnakan peraturan umum perusahaan yang menyangkut bidang organisasi dan operasional, memonitor kegiatan pengadaan, pengembangan dan pemanfaatan sumber daya serta mengatur dan menyelenggarakan tata tertib perusahaan.
5. Departemen Keuangan
Departemen keuangan adalah departemen yang melakukan pengelolaan kebijakan fiskal dan sektor finansial di perusahaan dalam rangka menjaga stabilitas ekonomi perusahaan. Departemen keuangan terdiri atas:
a) Keuangan b) Sekretariat
c) Logistik d) Penunjang
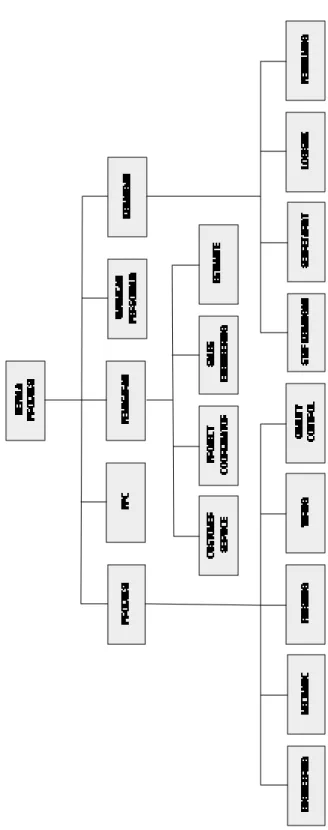
Berikut ini adalah gambar struktur organisasi workshop area PT. Jefta Prakarsa Pratama:
Gambar 1.4 Struktur Organisasi Workshop Area Sumber: PT. Jefta Prakarsa Pratama
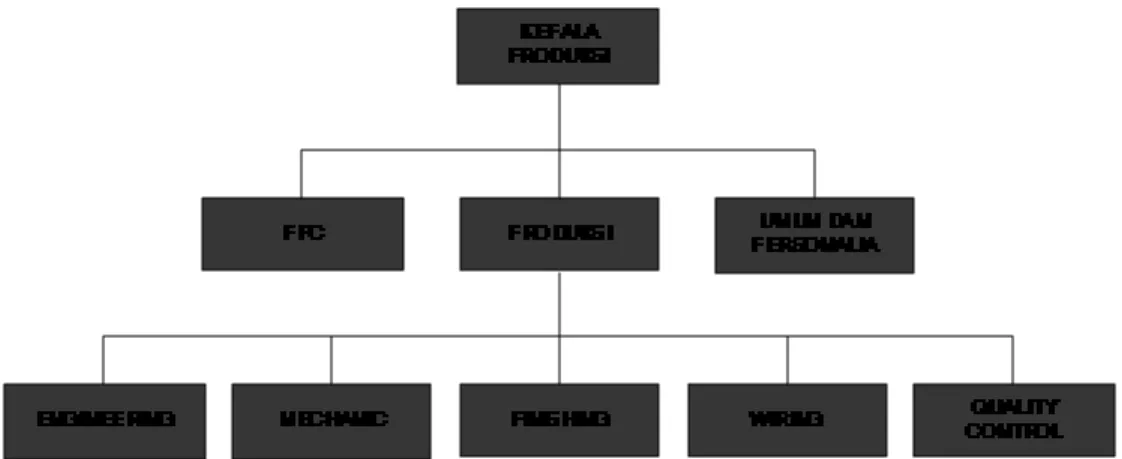
Dari lima departemen yang ada di workshop area PT. Jefta Prakarsa Pratama, penulis hanya memfokuskan pada tiga departemen, yaitu:
Gambar 1.5 Struktur Organisasi Departemen dalam Penelitian Sumber: PT. Jefta Prakarsa Pratama
Pada lokasi workshop area, PT. Jefta Prakarsa Pratama memiliki karyawan sebanyak 101 orang (update Juni 2010), yang terdiri dari: kepala produksi, kepala departemen, kepala divisi, operator, keamanan, dan staf lainnya.
1.5.6 Waktu Kerja Workshop Area
Workshop area PT. Jefta Prakarsa Pratama memiliki waktu operasional
pada hari Senin hingga Jumat dimulai sejak pukul 08.00 WIB hingga pukul 17.00 WIB dengan waktu istirahat selama satu jam, sedangkan untuk waktu lembur biasanya selama dua hingga tiga jam lebih lama dari jam operasional
reguler. Jika order banyak dan tuntutan waktu pengiriman yang singkat terkadang perusahaan juga berproduksi pada hari Sabtu dimulai sejak pukul 08.00 WIB hingga pukul 15.00 WIB dengan waktu istirahat selama satu jam.
1.5.7 Fasilitas Penunjang Produksi
PT. Jefta Prakarsa Pratama memiliki fasilitas-fasilitas penunjang produksi berupa: • Luas Tanah : 4.940 m2 • Luas Bangunan : - Lantai Produksi : 2.484 m2 - Loker : 51 m2 - Kantin : 270 m2 - Pos Jaga : 9 m2 - PLN : 4 m2
Total Luas Bangunan : 2.818 m2 • Kantor (lantai 2) : 414 m2
Dari data tersebut, diketahui bahwa luas tanah yang terpakai untuk bangunan seluas 2.818 m2 dari luas tanah keseluruhan seluas 4.940 m2, atau jika dipersentasekan, luas bangunan mengambil bagian sebesar 57% dari luas tanah.
Gambar 1.6 Contoh Fasilitas Produksi PT. Jefta Prakarsa Pratama Sumber: www.jefta.com
Sementara itu, untuk permesinan dan peralatan penunjang produksi lainnya dapat dilihat pada tabel-tabel di bawah ini:
1. Testing Equipments
Tabel 1.1 Testing Equipments List
Jumlah M esin Nama M esin
2 Pcs Isolation Test 1000 V
1 Set Breakdown Voltage Test 4 KV
1 Set Current Injector Up To 4000 A
4 Pcs Relay and Instrument Simulation Test
4 Set Measuring Equipments (Multimeter, Oscilloscope, and Precisionmeter)
1 Set Thickness Tester for Paint Thickness
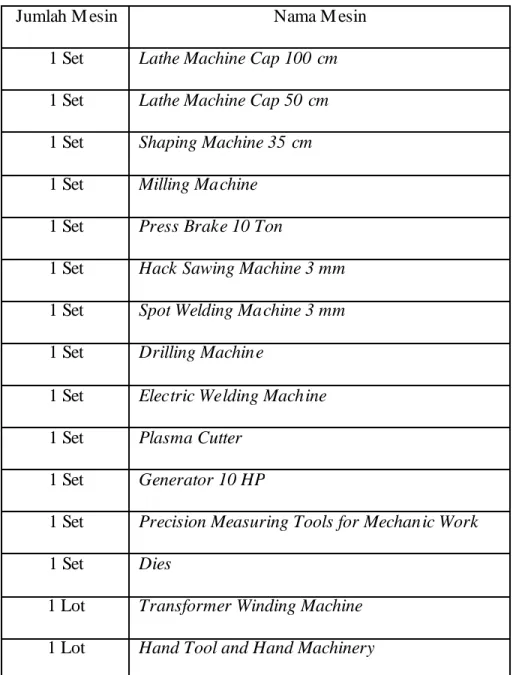
2. Supporting Workshop Machineries for Production Tools, Jig, and Special
Equipment
Tabel 1.2 Supporting Workshop Machineries List
Jumlah M esin Nama M esin
1 Set Lathe Machine Cap 100 cm
1 Set Lathe Machine Cap 50 cm
1 Set Shaping Machine 35 cm
1 Set Milling Machine
1 Set Press Brake 10 Ton
1 Set Hack Sawing Machine 3 mm
1 Set Spot Welding Machine 3 mm
1 Set Drilling Machine
1 Set Electric Welding Machine
1 Set Plasma Cutter
1 Set Generator 10 HP
1 Set Precision Measuring Tools for Mechanic Work
1 Set Dies
1 Lot Transformer Winding Machine
1 Lot Hand Tool and Hand Machinery
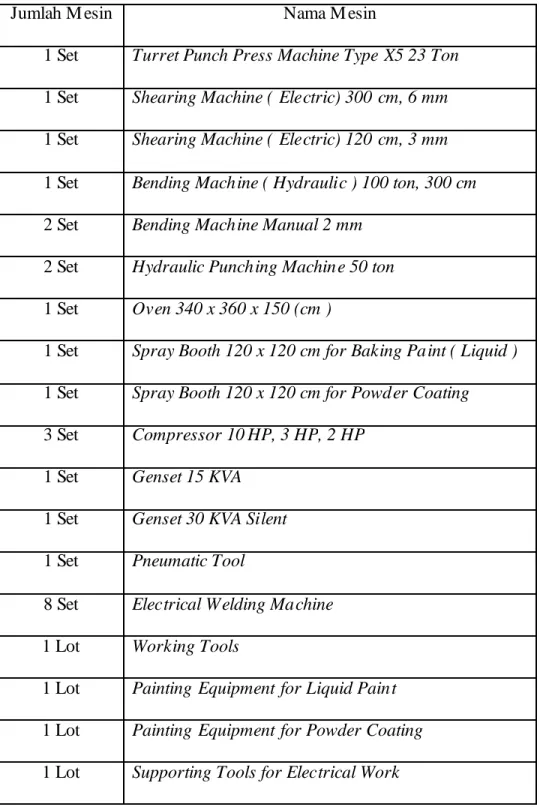
3. Production Machines
Tabel 1.3 Production Machines List
Jumlah M esin Nama M esin
1 Set Turret Punch Press Machine Type X5 23 Ton
1 Set Shearing Machine ( Electric) 300 cm, 6 mm
1 Set Shearing Machine ( Electric) 120 cm, 3 mm
1 Set Bending Machine ( Hydraulic ) 100 ton, 300 cm
2 Set Bending Machine Manual 2 mm
2 Set Hydraulic Punching Machine 50 ton
1 Set Oven 340 x 360 x 150 (cm )
1 Set Spray Booth 120 x 120 cm for Baking Paint ( Liquid )
1 Set Spray Booth 120 x 120 cm for Powder Coating
3 Set Compressor 10 HP, 3 HP, 2 HP
1 Set Genset 15 KVA
1 Set Genset 30 KVA Silent
1 Set Pneumatic Tool
8 Set Electrical Welding Machine
1 Lot Working Tools
1 Lot Painting Equipment for Liquid Paint
1 Lot Painting Equipment for Powder Coating
Sumber: PT. Jefta Prakarsa Pratama
1.5.8 Daftar Pelanggan
PT. Jefta Prakarsa Pratama memiliki banyak pelanggan yang beberapa diantaranya menjadi pelanggan tetap (PT. Jefta Prakarsa Pratama sebagai
supplier bagi perusahaan tersebut). Berikut adalah daftar beberapa pelanggan
perusahaan:
1. PT. Alpha Sarana
2. PT. Alun-Alun Indonesia Kreasi 3. PT. Arista Pratama Jaya
4. PT. Big Engineering 5. PT. Bosowa M edia Grafika 6. PT. Cakra Inti Agung 7. PT. Carrefour Indonesia 8. PT. Duta Graha Indah
1 Lot Crane
1 Lot Hydraulic Punching Machine 30 Ton for Busbar
1 Lot
Busbar Tools as Hydraulic tools as Hydraulic Press, Drilling Bench, Painting Booth, Metalizing Process Equipment
1 Lot Dies
9. PT. Eka Sapta Inti Aircon 10. PT. Gading Gilang Kencana 11. PT. Grand Indonesia
12. PT. Hardi Agung Perkasa 13. PT. Inter Instalasi Indonesia 14. PT. Jasira Utama
15. PT. Karya Intertek Kencana 16. PT. M ulti Kreasi Indonesia 17. PT. Saranacitra Dutajaya 18. PT. Sumber Cipta Jaya
19. PT. Summarecon A gung, Tbk. 20. PT. Summa Surya Perkasa 21. PT. Surya M arga Luhur 22. PT. Surya M ulti Utama 23. PT. Tatametrika Nusantara 24. PT. Total Bangun Persada 25. PT. Totalindo Eka Persada 26. PT. Trans Kalla M akassar 27. PT. Waskita Prima Guna 28. PT. Wijaya Kusuma Contractor 29. PT. Wijaya Kusuma Emindo 30. PT. Wisata Citra Legian