BAB II
LANDASAN TEORI
2.1 Mesin Power Press
Mesin Power Press adalah peralatan yang mempunyai prinsip kerja kerja penekanan dengan melakukan pemotongan, pembentukan atau gabungan dari keduanya.
Gambar 2.1 Mesin Power Press
Mesin power press khususnya jenis hidraulik merupakan mesin yang didesain untuk proses deep drawing dengan bahan plat-plat logam dengan hasil yang akurat. Pada umumnya dimensi ini dapat dikatakan besar dibanding mesin-mesin produksi lain yang ada di perusahaan ini.
Dimensi yang penting terletak pada tinggi mesin itu dan biasanya dapat mencapai 3-4 meter. Ketinggian itu tergantung dari besarnya tonase mesin tersebut yang berpengaruh pada produk yang dipress.
(gambar mesin 35 ton, 45 ton , 60ton dan 110 ton)
Penggunaan tenaga hidrolik pada mesin power press dapat dikatakan cukup tepat karena pada prinsipnya gerakan dari silinder hidraulik cukup akurat. Hal ini dibuktikan bahwa silinder dapat bergerak dan bekerja dengan tepat pada jarak yang kita kehendaki. Selain itu tenaga yang dihasilkan dalam gerakannya juga cukup besar sehingga dapat melakukan proses press sesuai yang diinginkan.
2.1.1 Prinsip Kerja Mesin Power Press
Pada proses produksi pembuatan komponen-komponen kendaraan, dari raw material sampai keluar menjadi barang jadi, material tersebut harus melewati berbagai tahapan proses. Salah satunya adalah proses pengepresan.
Pada dasarnya proses pengepresan atau stamping menggunakan teknik tumbukan yaitu dengan menekan atau menumbuk suatu material (blank material) pada suatu mesin menjadi bentuk yang diinginkan. Yang dimana mesin press adalah mesin yang menompang sebuah landasan dan sebuah penumbuk, sebuah sumber tenaga, dan suatu mekanisme yang menyebabkan penumbuk bergerak lurus dan tegak menuju landasannya.
Untuk menghasilkan kualitas pengepresan yang baik, perlu adanya alat-alat pendukung dalam melakukan proses produksi
2.1.2 Bagian-bagian Mesin Power Press
Gambar 2.2 Bagian-bagian Mesin Power press
2.1.3 Jenis-jenis Mesin Power Press
Mesin power press diklasifikasikan menjadi beberapa macam menurut proses pengerjaan yang dilakukan, yaitu : Step Forming, Combination Forming dan Progressive Forming.
1. Step Forming
Prinsip kerja dari mesin ini dijalankan secara manual oleh satu operator. Operator akan meletakkan logam pada dies (cetakan) pada mesin, kemudian menginjak foot step yang berguna untuk menggerakkan mesin satu kali proses. Logam hasil pengepresan akan tertiup angin dari blower yang kemudian akan masuk ke cerobong dan jatuh ke boks.
Gambar 2.4 Step Forming 2. Combination Forming
Prinsip kerja dari mesin ini dijalankan secara otomatis. Operator hanya akan mempersiapkan bahan dan boks untuk logam hasil pengepresan.
Gambar 2.5 Combination Forming 3. Progressive Forming
Prinsip kerja dari mesin ini dijalankan secara otomatis. Operator hanya akan mempersiapkan bahan dan boks untuk logam hasil pengepresan.
2.1.4 Alat-alat Pendukung Mesin Power Press
Untuk menghasilkan kualitas pengepresan yang baik, perlu adanya alat-alat pendukung dalam melakukan proses produksi. Alat-alat pendukung mesin press antara lain Dies, Uncoiller, NC Roll Feeder dan Scrap Cutter.
2.1.4.1 Dies
Adalah suatu cetakan yang digerakkan oleh mesin press untuk menekan atau mengepres bahan atau material untuk menghasilkan barang yang sesuai.
Gambar 2.7 Dies
Dies merupakan alat bantu pembentukan atau pemotongan produk dari bahan dasar lembaran (sheet) atau gulungan (hoop) yang pengoperasiannya digerakan dengan mesin press, apakah mechanical press machine atau hydraulics press machine. Tujuan dari pembuatan pressing dies adalah untuk membuat komponen secara masal dengan ukuran dan
bentuk yang sama dalam waktu yang relatif singkat sehingga dapat menghemat waktu pengerjaan dan menghemat biaya produksi.
Berdasarkan cara kerjanya, dies dikelompokan menjadi dua jenis, yaitu :
1. Single Operation Dies.
Merupakan konstruksi dies yang mempunyai sebuah proses pada die set-nya dan hanya menghasilkan sebuah part dalam sekali stroke. Part yang dihasilkan dapat berupa hasil blank, part setengah jadi atau finish goods part. Single operation dies dibagi menjadi empat macam yaitu :
a. Cut Off Die
Dipergunakan hanya untuk proses potong dengan tujuan cutting blank, separating atau scrap cutting.
b. Cut Off and Through Blanking Die
Proses blank cutting, hanya saja hasil pemotongan akan jatuh ke bagian bawah dari die melewati lubang pada bolster mesin dan masuk ke tempat penampungan.
c. Drop Through Die
Konstruksi dies seperti ini pada umumnya untuk proses blanking dan untuk membuang scrap pada proses pierching.
d. Inverted Die
Die dimana hasil blank akan jatuh ke bawah die tetapi kembali ke atas pada posisi yang sama pada saat pemotongan.
2. Multiple Operation Dies.
Merupakan dies yang didesain untuk bekerja pada dua atau lebih operasi dalam sekali stroke. Konstruksi dies ini lebih rumit sebab harus dicari kesesuaian die height dari proses-proses tersebut. Bila die height-nya tidak sama maka part yang dihasilkan tidak sesuai dengan spesifikasi yang diinginkan dari gambar produknya. Multiple operation dies dibagi menjadi tiga macam yaitu :
a. Compound Dies
Merupakan gabungan dua atau lebih proses yang berhubungan menjadi satu, dimana dua atau lebih proses dirancang terdapat pada satu dies dan waktu prosesnya dilakukan serentak.
b. Combination Dies
Gabungan dari dua atau lebih proses pada satu die set yang tidak sejajar pemakaiannya. Dalam sekali stroke dihasilkan jumlah part sesuai dengan jumlah proses yang ada pada satu die set.
c. Progressive Dies
Dies terdiri dari banyak proses atau multiple station yang saling berhubungan yang berasal dari material yang sama. Menggunakan coil feeder sebagai penggerak coil secara otomatis. Part yang diproses dari awal akan menempel terus pada lembaran plat sampai dengan proses terakhir.
2.1.4.2 Uncoiller
Adalah mesin pemutar hoop iron yang digunakan untuk menyalurkan gulungan hoop iron ke mesin power press.
Gambar 2.8 Hoop Iron
Uncoiller terdiri dari motor penggerak, unit control dan kontruksi mesin itu sendiri.
Unit kontrol terdiri dari saklar, magnetik kontaktor dan limit switch.
2.1.4.3 NC Roll Feeder
Adalah mesin penarik hoop iron setelah hoop iron selesai melalui tahap pengepresan
Gambar 2.10 NC Roll Feeder Spesifikasi NC Roll Feeder yang digunakan adalah :
Type : NCR3A 401 Merk : DATE NC
Roll Feeder terdiri dari slide of base, unit NC Roll Feeder dan Control panel.
Deskripsi metode operasi yang ada di control panel : 1. Selector switch mode operasi
Mode operasi pada NC Roll Feeder dapat diatur antara manual, remote dan auto dengan mengaturnya melalui selector switch ini. MANU Æ Mesin dioperasikan mode manual, dimana tombol R, F dan 1F dapat digunakan.
REMOTE Æ Mesin dioperasikan mode remote, dimana remote control box (optional) dapat digunakan.
AUTO Æ Mesin dioperasikan mode auto, dimana material hoop iron yang ditarik mesin ini sesuai dengan settingan yang telah ditentukan.
2. Push Button pada mode manual operasi
R switch button Æ Dalam mode manual, NC Roll Feeder akan menarik hoop iron dengan arah mundur selama R switch button ditekan.
F switch button Æ Dalam mode manual, NC Roll Feeder akan menarik hoop iron dengan arah maju selama F switch button ditekan.
1F switch button Æ Dalam mode manual, NC Roll Feeder akan menarik hoop iron 1 cycle seperti kondisi mode auto.
3. Selector switch mode operasi valve
Mode operasi valve dapat diatur antara open, close dan auto. Open Æ Dalam mode open, feed roller membuka.
Close Æ Dalam mode close, feed roller menutup.
Auto Æ Dalam mode auto, feed roller membuka dan menutup secara otomatis sesuai dengan sinyal yang diterima NC Roll Feeder dari cam switch.
4. Deskripsi tombol-tombol
Variasi nilai settingan dapat dilakukan melalui tombol-tombol. Ini digunakan ketika menentukan parameter, dll.
0 to 9 Æ Tombol 0 – 9 digunakan untuk menentukan nilai parameter.
CL Æ Clear key, digunakan untuk menghapus nilai yang dimasukkan dan kembali ke nilai sebelumnya.
ENT Æ Decision Key, digunakan untuk menetapkan nilai settingan yang dimasukkan.
atau Æ Increase Key, digunakan untuk mengurangi atau menambahkan settingan yang akan dimasukkan.
5. Tombol ACC (Acceleration)
Tombol acceleration digunakan untuk mengatur nilai percepatan dari feed roller.
6. Tombol SPD (Speed)
Tombol speed digunakan untuk melihat nilai kecepatan feed yang dimasukkan ketika mode setting.
Tombol length digunakan untuk melihat jarak feed yang dimasukkan ketika mode setting.
8. Tombol SEL
Tombol SEL digunakan untuk tampilan display antara monitoring servo, alarm, dan parameter setting.
Gambar 2.12 Display
2.1.4.4. Scrap Cutter
Adalah mesin yang bekerja untuk memotong hoop iron yang telah melalui proses pengepresan. Scrap cutter terdiri dari motor penggerak pisau, unit kontrol dan kontruksi mesin itu sendiri.
Untuk motor penggerak pisau menggunakan motor induksi, unit kontrol terdiri dari saklar dan magnetik kontaktor.
Gambar 2.13 Scrap Cutter
2.2 PMD (Press Malfunction Detector)
PMD (Press Malfunction Detector) adalah suatu tranduser yang mengolah sinyal masukan dari sensor-sensor yang terpasang dan kemudian menyalurkan sinyal hasil olahan tadi ke sistem transmisi berikutnya, yaitu ke PLC pada mesin power press.
Fitur-fitur yang ada pada PMD (Press Malfunction Detector) :
1. Mampu melakukan deteksi hingga enam parameter, penghitung dan menampilkan spm secara serempak
2. Tiga puluh kombinasi tersedia dengan memilih satu dari lima fungsi deteksi untuk setiap channel
3. Tiga timing waktu tersedia dari rotary cam, dan deteksi timing waktu dapat diatur
4. Membuat penghitung signal output dapat dilakukan dengan sekali tekan
5. SPM menampilkan strokes per minute dari proses pengepresan
6. Tampilan counter enam digit dan mode untuk fungsi yang lain dapat ditampilkan dengan satu kali press
7. Output tambahan (R2 output) menyediakan dua counter output yang tidak sama, ketika counter mencapai nilai set awal untuk kendali perangkat tambahan
8. Fungsi back up tersedia untuk mempertahankan nilai settingan, dll. Untuk + 250 jam setelah power off dan tidak perlu disetting ulang
2.2.1 Bagian-bagian PMD (Press Malfunction Detector)
Gambar 2.15 PMD (Press Malfunction Detector)
Bagian-bagian PMD (Press Malfunction Detector) 1. Indikator Settingan operasi
Indikator yang menandakan settingan operasi, seperti : function setting, misfeed, ejection, counter, input signal A/B, preset count, count channel, S.P.M.
2. Tombol untuk memilih settingan operasi atau monitoring
Tekan tombol ini untuk memilih settingan operasi, dan apabila ditekan ketika sedang beroperasi maka fungsinya adalah sebagai monitoring switch.
3. Mode settingan operasi
Setiap mode settingan operasi sudah ditentukan , misal untuk settingan operasi end material = 2.
4. Tombol shift
Tombol ini untuk setting channel atau digit pada display. 5. Tombol Up / Down
Tombol ini untuk mengganti angka pada display. 6. Tombol untuk run atau set up
Tombol ini untuk memberikan deteksi output pada setiap channel. 7. Tombol Reset
Tombol ini untuk mengembalikan posisi dari setting unit mode ke mode operasi.
8. Indikator Stop output
Ketika stop output terdeteksi maka indikator ini menyala merah. 9. Indikator Auxiliary output
Ketika ada signal pada auxiliary output maka indikator ini menyala merah.
10. Indikator channel station
Ketika ada sinyal pada input terminal, indikator channel station menyala.
11. Signal input jacks
12. Timing Indikator
Indikator untuk posisi cam switch. 13. Tombol Reset Counter
Tombol untuk mereset counter. 14. Display
Display menampilkan settingan mode, function, settingan sudut, preset value , dll. Untuk function setting ada enam nomor yang dapat dipilih. Masing-masing nomor mewakili mode deteksi sensor yang terpasang. 0 Æ bypass (inoperative mode)
1 Æ Buckling detection
Untuk fungsi buckling detection, sensor yang digunakan adalah sensor deteksi logam.
2 Æ End of material
Untuk fungsi End of material, sensor yang digunakan adalah photo sensor.
3 Æ Mis-feed detection
Untuk fungsi Mis-feed detection, sensor yang digunakan adalah proximity sensor.
4 Æ Ejection detection
Untuk fungsi Ejection detection, sensor yang digunakan adalah photo sensor.
2.2.2 Mode Awal PMD (Press Malfunction Detector)
Gambar 2.16 Mode awal PMD (Press Malfunction Detector) Pada mode awal atau settingan dari pabrik, dapat dilihat di gambar 2.11 : 1. Function Setting
CH 1, 2, 3 Æ 1, berarti untuk CH 1, 2, dan 3 digunakan untuk fungsi buckling detection (ON detection)
CH 4 Æ 2, berarti untuk CH 4 digunakan untuk fungsi End of Material (OFF detection)
CH 5 Æ 3, berarti untuk CH 5 digunakan untuk fungsi Mis-feed detection (Timing ON detection)
CH 6 Æ 0, berarti untuk CH 6 di bypass. 2. Mis-feed Timing : 60º ̴ 90º
Timing ON detection pada posisi rotary switch ON 60º ̴ 90º. 3. Ejection Timing
4. Counter Timing
Counter menghitung pada posisi stroke 320º. 5. Input signal A/b switching
Input signal AAAbAA berarti CH 1, 2, 3, 4, dan 5 ON detection sedangkan untuk channel 4 OFF detection.
6. Preset Count
Preset count 00000 berarti tidak disetting. 7. Count Channel
Count channel 0 0 berarti tidak disetting. 8. Stroke per minute (S.P.M)
Stoke per minute (S.P.M) 000 berarti tidak disetting.
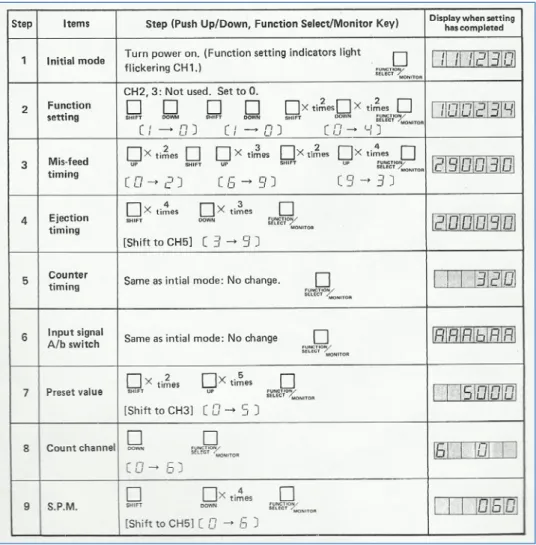
2.2.3 Cara Setting Function Mode
Cara setting dari PMD (Press Malfunction Detector) dapat dilihat pada contoh berikut :
Untuk mengatur settingan pada PMD sesuai dengan ketentuan diatas , dapat dilakukan seperti berikut :
Tabel 2.1 Daftar langkah settingan PMD
Setelah langkah di atas selesai, cek kembali semua settingan dan PMD dalam keadaan siap jalan.
2.2.3.1 Cara untuk mengubah settingan
Untuk mengubah settingan, ikuti langkah di bawah ini :
1. Tekan tombol Function select/Monitor dan pilih operation setting untuk diubah.
2. Tekan Shift up/down untuk mengubah nilai.
3. Tekan Function select/Monitor key sampai semua lampu indikator operation setting off
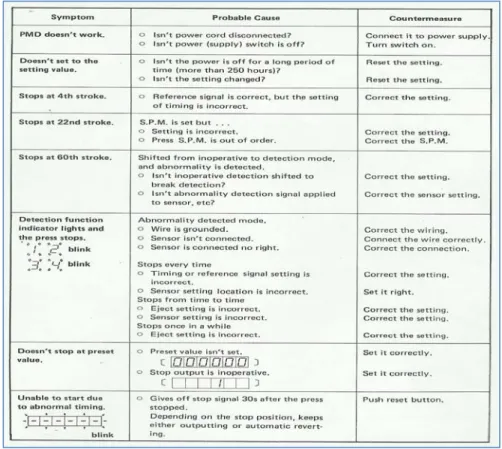
2.2.4 Daftar Abnormal pada PMD (Press Malfunction Detector)
Keabnormalisasian pada PMD dapat saja terjadi walaupun kita sudah yakin benar dalm pemasangan dan pensettingan. Berikut daftar abnormal yang ada pada PMD :
Tabel 2.2 Daftar Abnormal pada PMD
2.3 Ejection Detector Sensor
Ejection Detector Sensor digunakan untuk mendeteksi metal case setelah melalui proses pengepresan. Sensor yang digunakan adalah sensor cahaya atau photo sensor, ada juga yang menyebutnya photo switch. Photo sensor terdiri dari bagian transmitter (pemancar cahaya) dan bagian receiver (penerima cahaya). Photo sensor bekerja berdasarkan ada tidaknya cahaya (berasal dari transmitter) yang diterima oleh bagian receiver.
Ada dua jenis switching dari sensor ini, yaitu dark on dan light on.
1. Dark On : sensor akan menyala jika tidak ada cahaya yang diterima oleh receiver.
2. Light On : sensor akan menyala jika ada cahaya yang diterima oleh receiver.
Gambar 2.17 Ejection Detector Sensor
Metode penginderaan sensor ini menggunakan metode through-beam sensor, yaitu Objek atau item akan terdeteksi bila memotong garis pancaran cahaya yang berasal dari emitter menuju receiver.
Gambar 2.18 Prinsip kerja through-beam sensor 2.4 End Material Sensor
Sensor End material digunakan untuk mendeteksi ada tidaknya material pada mesin power press. Sensor yang digunakan adalah sensor cahaya atau photo sensor. Sensor yang dipakai tidak menggunakan reflector, sehingga transmitter dan receiver berada pada satu unit.
Gambar 2.19 Sensor Deteksi Material
Metode penginderaan sensor ini menggunakan metode diffuse-reflective sensor, mendeteksi adanya benda ketika benda tersebut memantulkan cahaya yang dipancarkan pengirim atau transmitter ke bagian penerima atau receiver sensor itu sendiri.
Gambar 2.20 Prinsip kerja through-beam sensor 2.5 Rotary Cam Switch
Rotary Cam Switch didesain untuk mengontrol langkah putaran shaft dari suatu mesin dan juga memastikan bukan hanya safety pada mesin, tapi juga kehandalan, putaran tinggi dan getaran untuk mesin-mesin otomatis. Dikhususkan untuk mesin press dan semua mesin produksi yang otomatis.
Gambar 2.21 Rotary Cam Switch Ada dua tipe rotary cam switch :
1.Rotary cam switch dengan limit switch 2.Rotary cam switch dengan proximity switch