MATERI PELATI HAN BERBASI S KOMPETENSI
SEKTOR LOGAM MESI N
SUB SEKTOR PENGELASAN
MENGELAS DENGAN
PROSES PENGELASAN
BUSUR BERPERI SAI ( SAW)
LOG.OO05.023.01
BUKU KERJA
DAFTAR I SI
Daftar I si ... 1
BAB I STANDAR KOMPETENSI ... 2
1.1. Unit Kompetensi yang Dipelajari ... 2
1.1.1 Judul dan Kode Unit ... 2
1.1.2 Deskripsi Unit ... 2
1.1.3 Elemen Kompetensi ... 2
1.1.4 Kriteria Unjuk Kerja ... 3
1.1.5 Batasan Variabel ... 3
1.1.6 Panduan Penilaian ... 4
1.2. Kompetensi Kunci ... 7
BAB I I TAHAPAN BELAJAR ... 8
BAB I I I TUGAS TEORI DAN UNJUK KERJA ... 12 Buku-buku Referensi untuk bahan pelatihan yang telah direkomendasikan:
- Data Buku Manual
BAB I
STANDAR KOMPETENSI
1.1
Unit Kompetensi yang Dipelajari
Dalam sistem pelatihan, Standar Kompetensi diharapkan menjadi panduan bagi peserta pelatihan atau siswa untuk dapat :
•
mengidentifikasikan apa yang harus dikerjakan peserta pelatihan.•
mengidentifikasikan apa yang telah dikerjakan peserta pelatihan.•
memeriksa kemajuan peserta pelatihan.•
menyakinkan bahwa semua elemen (sub-kompetensi) dan criteria unjuk kerja telah dimasukkan dalam pelatihan dan penilaian.1.1.1 Judul dan Kode unit
Judul Unit
Mengelas Dengan Proses Pengelasan Busur Berperisai ( SAW)
Kode Unit
LOG.OO05.023.01
1.1.1
Deskripsi Unit
Unit ini menggambarkan kegiatan melakukan pengelasan dengan proses pengelasan busur berperisai yang meliputi persiapan material, menentukan mesin las dan barang-barang yang digunakan menghubungkan dan mengeset peralatan pengelasan dengan cara aman, , mengidentifikasi metoda pengelasan untuk mencegah terjadinya distorsi, proses pengelasan bawah air pada beberapa posisi, memeriksa sambungan las, memperbaiki kerusakan/ cacat pengelasan dan membuat catatan pengelasan
1.1.2
ELEMEN KOMPETENSI
1
Menyiapkan material untuk pengelasan
2 Mengeset mesin las dan barang-barang yang digunakan 3 Menghubungkan dan mengeset peralatan pengelasan 4 Mengidentifikasi metoda pencegahan distorsi (pergeseran) 5 Mengelas sambungan dengan proses las bawah air yang benar 6 Memeriksa sambungan las
8.1.1
Kriteria Unjuk Kerja
1. Persyaratan pengelasan ditentukan berdasarkan spesifikasi pekerjaan pengelasan
2. Material disiapkan dengan benar dengan menggunakan perkakas dan teknik
3. Material dipasang/ diletakkan sesuai spesifikasi, bilamana diperlukan 4. Mesin las dan barang-barang yang digunakan diidentifikasi berdasarkan
prosedur pengelasan yang telah ditentukan dan spesifikasi dan/ atau gambar-gambar teknik
5. Peralatan pengelasan dihubungkan dan diset dengan aman dan benar berdasarkan Prosedur operasi standar.
6. Percobaan dilakukan dan diperiksa berdasarkan spesifikasi.
7. Metoda pencegahan distorsi ditentukan
8. Tindakan yang tepat dilakukan untuk mengurangi dan memperbaiki distorsi
9. Las pengisi (pad), horizontal (butt) dan vertikal (fillet) dilakukan dengan benar pada posisi datar), dan las vertikal (fillet) pada posisi horizontal sesuai dengan spesifikasi
10. Sambungan las dibersihkan menurut spesifikasi dengan menggunakan teknik dan peralatan yang tepat.
11. Sambungan las diperiksa secara visual sesuai spesifikasi 12. Cacat pengelasan diidentifikasi
13. Melakukan tindakan perbaikan bilamana diperlukan
14. Cacat pengelasan dihilangkan dengan meminimalkan kerugian kekuatan logam dengan menggunakan teknik dan peralatan yang tepat
15. Cacat pengelasan dihilangkan dengan meminimalkan kerugian kekuatan logam dengan menggunakan teknik dan peralatan yang tepat
1.1.5 Batasan Variabel
atau yang sederatat. Material yang dilas umumnya berupa baja berkarbon or baja tahan karat (stainless steel) Persiapan material meliputi pemanasan pendahuluan, pengesetan peralatan dan penempatannya, penjepit, dll. Tindakan perbaikan dengan menggunakan proses
pemanasan dapat mencakup peralatan oksigen-asetilen dan pengikis busur udara. Grinda juga dapat digunakan. Untuk pengelasan yang sesuai dengan sertifikat yang dicakup maka Unit LOG.OO05.026.01 (Menerapkan prinsip-prinsip pengelasan) sebaiknya dipilih juga.
1.1.6 PANDUAN PENI LAI AN
1.
Konteks Penilaian
Unit ini sebaiknya dinilai pada lokasi kerja, di luar lokasi kerja atau kombinasi keduanya. Kompetensi dalam unit ini ditunjukkan oleh individu yang bekerja sendiri atau bekerja dalam suatu tim/ kelompok. Lingkungan penilaian tidak boleh merugikan peserta.
2. Kondisi
Penilaian
Peserta akan disediakan seluruh perkakas, perlengkapan, material dan dokumentasi yang diperlukan. Peserta diijinkan untuk mengacu pada dokumen-dokumen berikut:
2.1 Prosedur kerja yang relevan.
2.2 Spesifikasi produk dan fabrikasi yang relevan.
2.3 Kode-kode, standar-standar, manual-manual, dan bahan-bahan referensi yang relevan.
2.4 Peserta akan diminta untuk:
2.4.1 Secara lisan, atau dengan cara-cara komunikasi lainnya, menjawab
pertanyaan yang diajukan oleh penilai.
2.4.2 Menyebutkan kolega-kolega/ rekan kerja yang dapat dihubungi untuk mendapatkan bukti-bukti kecakapan apabila diperlukan.
3. Aspek kritis
Unit ini dapat dinilai bersama dengan unit-unit lain mengenai keselamatan (safety), kualitas, komunikasi, penanganan material, pencatatan dan pelaporan yang berhubungan dengan pengesetan peralatan pembanding pengukuran atau unit-unit lain yang membutuhkan penerapan ketrampilan dan pengetahuan yang dicakup oleh unit ini. Kompetensi dalam unit ini tidak dapat dinyatakan hingga semua unit yang diwajibkan telah dipenuhi.
4. Catatan khusus
Selama penilian peserta akan:
4.1 selalu menunjukkan praktek kerja yang aman.
4.2 memberikan informasi tentang proses, kejadian, atau tugas-tugas yang dilaksanakan untuk menjamin suatu lingkungan kerja yang aman dan efisien.
4.3 mempertanggungjawabkan kualitas pekerjaannya.
4.4 selalu merencanakan tugas-tugas dan meninjau kembali persyaratan-persyaratan suatu tugas apabila diperlukan.
4.5 melakukan seluruh tugas sesuai dengan prosedur operasi standar. 4.6 melakukan seluruh tugas sesuai dengan spesifikasinya.
4.7 menggunakan cara-cara, praktek-praktek, proses-proses teknik dan prosedur di tempat kerja. Tugas-tugas tersebut diselesaikan dalam jangka waktu yang layak sehubungan dengan aktivitas-aktivitas khusus di tempat kerja.
5. Pedoman
penilai
5.1 Amati bahwa Seluruh spesifikasi dan gambar yang berhubungan dikumpulkan
5.2 Pastikan bahwa Persyaratan pengelasan dapat diidentifikasi.
5.3 Amati bahwa Material yang akan dilas disiapkan dengan menggunakan perkakas dan teknik yang sesuai berdasarkan prosedur di tempat kerja
5.4 Pastikan bahwa Persyaratan penyiapan material dapat diidentifikasi. 5.5 Amati bahwa Material yang akan dilas dipasang, diletakkan dan dijepit
sesuai spesifikasi berdasarkan prosedur di tempat kerja.
5.6 Pastikan bahwa Contoh-contoh peralatan pemegang/ penjepit material dapat ditunjukkan. Hubungan antara bagian yang akan dilas yang diperlukan dapat diidentifikasi. Metoda penjepitan yang tepat untuk pengaplikasiannya dapat diidentifikasi
diberikan dapat diidentifikasi.. Persyaratan ventilasi/ pengeluaran udara yang tepat dapat diidentifikasi
5.8 Amati bahwa Peralatan pengelasan dihubungkan dan diset dengan benar berdasarkan prosedur keselamatan dan prosedur di tempat kerja 5.9 Pastikan bahwa Hubungan antara kekuatan arus listrik, elektroda dan ketebalan material dapat ditunjukkan. Pengesetan yang tepat untuk suatu tugas yang diberikan dan pemilihan peralatan dan barang-barang yang digunakan dapat diidentifikasi.
5.10 Amati bahwa Percobaan pengelasan dilakukan sesuai dengan prosedur di tempat kerja. Percobaan pengelasan diperiksa kesesuaiannya dengan spesifikasi berdasarkan prosedur di tempat kerja. Bilaman perlu, pengesetan disetel untuk memastikan kesesuaian dengan spesifikasi.
5.11 Pastikan bahwa Spesifikasi pengelasan yang akan dicapai dapat diidentifikasi. Tindakan yang diambil jika percobaan tidak memenuhi spesifikasi dapat dijelaskan
5.12 Pastikan bahwa Metoda pencegahan distorsi pada material yang dilas dapat ditunjukkan. Metoda pencegahan distorsi yang tepat untuk suatu tugas yang diberikan dapat diidentifikasi
5.13 Amati bahwa Metoda pencegahan distorsi yang tepat dilakukan dalam proses pengelasan. Bilamana perlu, distorsi pada material yang dilas diperbaiki sesuai dengan prosedur di tempat kerja.
5.14 Pastikan bahwa Metoda perbaikan distorsi pada material yang dilas dan aplikasinya dapat ditunjukkan.
5.15 Amati bahwa Las dilakukan dengan benar untuk posisi: - datar - horizontal sesuai dengan Tujuan Umum atau spesifikasi yang sederajat berdasarkan prosedur di tempat kerja.
5.16 Pastikan bahwa persyaratan pengelasan yang memenuhi Tujuan Umum (atau yang sederajat) dapat diidentifikasi
5.17 Amati bahwa Sambungan dibersihkan dengan menggunakan perkakas dan teknik yang tepat sesuai dengan prosedur di tempat kerja
5.18 Pastikan bahwa Metoda pembersihkan sambungan las dapat ditunjukkan
5.19 Amati bahwa sambungan las diperiksa secara visual untuk melihat kerusakan/ cacat.
5.20 Pastikan bahwa Cacat pengelasan yang umumnya dapat dilihat oleh mata dapat diidentifikasi.
5.21 Amati bahwa Bilamana perlu cacat pengelasan diidentifikasi
5.23 Pastikan bahwa Metoda penghilangan cacat pengelasan dan penerapannya dapat ditunjukkan
5.24 Amati bahwa Minimum kerugian kekuatan logam dihilangkan bersama dengan cacat pengelasan
5.25 Pastikan bahwa Perkakas, teknik dan peralatan yang digunakan untuk memperbaiki cacat dapat ditunjukkan.
5.26 Amati bahwa Catatan pengelasan diselesaikan dengan akurat sesuai dengan prosedur operasi standar
5.27 Pastikan bahwa Catatan pengelasan yang dibuat dapat diidentifikasi. Frekuensi detil pengelasan dicatat dapat diidentifikasi. Alasan pembuatan pencatatan pengelasan dapat diberikan
2.1.1.
Kompetensi Kunci
NO KOMPETENSI
KUNCI TI NGKAT
1. Mengumpulkan, mengorganisir dan menganalisa informasi 3 2. Mengkomunikasikan ide-ide dan informasi 2 3. Merencanakan dan mengorganisir aktivitas-aktivitas 2 4. Bekerja dengan orang lain dan kelompok 2 5. Menggunakan ide-ide dan teknik matematika 2
6. Memecahkan masalah 2
BAB I I
TAHAPAN BELAJAR
Langkah-langkah/ tahapan belajar
•
Penyajian bahan, pengajaran, peserta dan penilai harus yakin dapat memenuhi seluruh rincian yang tertuang dalam standar kompetensi.•
I si perencanaan merupakan kaitan antara criteria unjuk kerja dengan pokok-pokok keterampilan dan pengetahuan.K U K
I ndikator Kerja
Tahapan
Belajar
Sumber
1 2
3
4 5
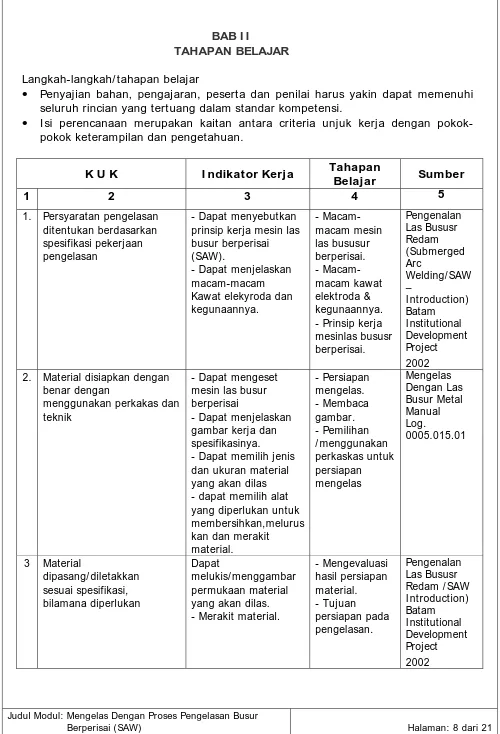
1. Persyaratan pengelasan ditentukan berdasarkan spesifikasi pekerjaan pengelasan
- Dapat menyebutkan prinsip kerja mesin las busur berperisai (SAW).
- Dapat menjelaskan macam-macam Kawat elekyroda dan kegunaannya.
- Macam-macam mesin las bususur berperisai. - Macam-macam kawat elektroda & kegunaannya. - Prinsip kerja mesinlas bususr berperisai.
Pengenalan Las Bususr Redam (Submerged Arc
Welding/ SAW –
I ntroduction) Batam I nstitutional Development Project
2002 2. Material disiapkan dengan
benar dengan
menggunakan perkakas dan teknik
- Dapat mengeset mesin las busur berperisai
- Dapat menjelaskan gambar kerja dan spesifikasinya. - Dapat memilih jenis dan ukuran material yang akan dilas - dapat memilih alat yang diperlukan untuk membersihkan,melurus kan dan merakit material.
- Persiapan mengelas. - Membaca gambar. - Pemilihan / menggunakan perkaskas untuk persiapan mengelas
Mengelas Dengan Las Busur Metal Manual Log.
0005.015.01
3 Material
dipasang/ diletakkan sesuai spesifikasi, bilamana diperlukan
Dapat
melukis/ menggambar permukaan material yang akan dilas. - Merakit material.
- Mengevaluasi hasil persiapan material. - Tujuan persiapan pada pengelasan.
Pengenalan Las Bususr Redam / SAW I ntroduction) Batam I nstitutional Development Project
1 2
3
4
5
4 Mesin las dan barang-barang yang digunakan diidentifikasi berdasarkan prosedur pengelasan yang telah ditentukan dan spesifikasi dan/ atau gambar-gambar teknik
-Memeriksa jenis ukuran material yang akan dilas
-Menentukan jenis dan ukuran kawat
elektroda.
-Menentukan jenis mesinlas yang akan digunakan.
-Pengetahuan bahan.
-Pengetahuan kawat elektroda dan fluksi Pengenalan mesin las busur berperisai (SAW)
Pengenalan Las Bususr Redam (Submerged Arc
Welding/ SAW –
I ntroduction) Batam I nstitutional Development Project
2002 5 Peralatan pengelasan
dihubungkan dan diset dengan aman dan benar berdasarkan Prosedur operasi standar
-Dapat menyiapkan peralatan yang akan digunakan untuk menghubungkan rangkaian las
-Memeriksa komponen yang akn dirangkai. -menghubungkan merangkai komponen las dengan
menggunakan peralatan sesuai prosedur. tentang cara memesang kawat elektroda untuk mesin las busur
berperisai.
Pengenalan Las Bususr Redam (Submerged Arc
Welding/ SAW –
I ntroduction) Batam I nstitutional Development Project
2002
6 Percobaan dilakukan dan diperiksa berdasarkan spesifikasi.
Mencoba Mesin las sesuai prosedur yang benar.
7 Metoda pencegahan
distorsi ditentukan
- mengindentifikasi jenis-jenis distorsi.
- mengindentifikasi metoda setiap jenis distorsi.
- Dapat menginden-tifikasi cara mencegah distorsi.
Mendemontrasikan pencegahan distorsi.
-Mempelajari teknik dan perkakas pencegahan distorsi. - Pencegahan beberapa bentuk distorsi.
Mengelas Dengan Las Busur Metal Manual Log.
1 2
3
4
5
8 Tindakan yang tepat dilakukan untuk mengurangi dan memperbaiki distorsi.
Melakukan las catat pada material yang akan dilas.
Tujuan lmembuat las catat
Mengelas Dengan Las Busur Metal Manual Log.
0005.015.01 9 Las pengisi (pad),
horizontal (butt) dan vertikal (fillet) dilakukan dengan benar pada posisi datar), dan las vertikal (fillet) pada posisi horizontal sesuai dengan spesifikasi
-Dapat
mendemontrasi kan pengelasan posisi horizontal sesuai spesifikasi. - Dapat
mendemontrasi kan pengelasan posisi vertical sesuai spesifikasi
Teknik
mengelas posisi horizontal.
Teknik
mengelas posisi vertical.
Mengelas Dengan Las Busur Metal Manual Log.
0005.015.01
10 Sambungan las
dibersihkan menurut spesifikasi dengan
menggunakan teknik dan peralatan yang tepat.
Membersihkan hasil pengelasan
menggunakan perkakas dan teknik yang benar.
teknik perkakas dan yang benar.
Mengelas Dengan Las Busur Metal Manual Log.
0005.015.01
11 Sambungan las
diperiksa secara visual sesuai spesifikasi
-Dapat
mengindentifikasi kerusakan/ cacat las bagian luar.
-Menyiapkan alat ukur untuk mengukur hasil las.
-Mameriksa hasil las secara visual.
Mempelajari dan mengkaji perkakas dan teknik
pemeriksaan cacat las. -Mempelajari alat ukur untuk mengukur hasil las.
-macam-macam peperiksa hasil las.
Mengelas Dengan Las Busur Metal Manual Log.
0005.015.01
12 Cacat pengelasan diidentifikasi
-Menunjukan cacat las bagian luar yang terdapat pada beberapa hasil las. -Menentukan jenis cacat las.
Mempelajari macam-macam cacat las.
Mengelas Dengan Las Busur Metal Manual Log.
1 2
3
4 5
13 Melakukan tindakan
perbaikan bilamana diperlukan
Melakukan perbaikan bilamana diperlukan. -menentukan teknik perbaikan cacat las.
Teknik memperbaiki cacat las. -Peralatan dan mengoprasikan peralatan untuk perbaikan cacat las.
Mengelas Dengan Las Busur Metal Manual Log.
0005.015.01
14
Cacat pengelasan dihilangkan dengan meminimalkan kerugian kekuatan logam dengan menggunakan teknik dan peralatan yang tepat
Mendemontrasikan perbaikan cacat las.
Cara
memperbaiki cacat-cacat las
Mengelas Dengan Las Busur Metal Manual Log.
0005.015.01
15 Catatan pengelasan dibuat sesuai dengan prosedur operasi standar
-Dapat menjelaskan jenis mesin las yang digunakan.
-Dapat menjelaskan langkah kerja pengelasan
-Dapat menjelaskan teknik perbaikan cacat las
-Dapat menjelaskan alat/ perkakas yang digunakan.
Mengelas Dengan Las Busur Metal Manual Log.
BAB I I I
TUGAS TEORI DAN UNJUK KERJA
TUGAS UNJUK KERJA
Tugas 1
Pengelasan Sambungan Tumpul Kampuh V
1 Tujuan
Setelah mempelajari dan berlatih tugas ini, peserta diharapkan mampu membuat serta mengerti bentuk pengelasan sambungan tumpul kampuh V dengan menggunakan Backing Plat pada posisi Flat dengan kriteria sebagai berikut :
-
Tidak ada retak pada sisi-sisi pengelasan-
Alur las lurus dan ketinggian Capping las rata ( 3-5 mm )-
Porosity, under cut maximum 10% .-
Tidak terjadi deformasi , maximum 5% dari panjang benda kerja2 Alat – alat dan Bahan.
-
1 Unit SAW Mesin.-
Kawat Elektroda 1 Roll dengan Diameter 3 mm.-
Plat baja carbon rendah dengan ukuran 1000 x 200 x 12,5 mm tebal.-
Fluksi tipe Union S32.-
Backing plat dari bahan Tembaga dengan ukuran 1000 x 300 x 10 mm tebal-
Peralatan Bantu.-
Peralatan Keselamata dan Kesehatan Kerja.2 Keselamatan dan Kesehatan Kerja.
-
Rapikan serta haluskan sisi-sisi plat dengan kikir atau gerinda.-
Gunakan pakaian kerja praktek yang sesuai.-
Lakukan prosedur persiapan Pengelasan sesuai dengan Welding Prosedureyang ada.
-
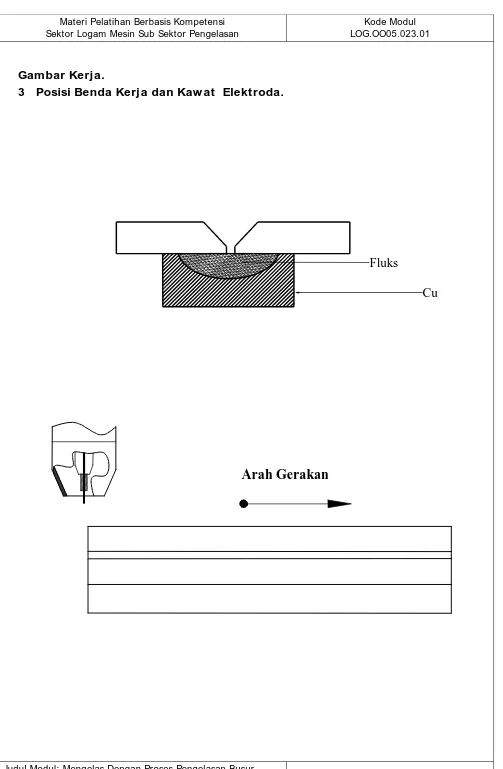
Tanyakan ke Pembimbing praktek jika belum mengerti benar apa yang akan dilakukan.Gambar Kerja.
3 Posisi Benda Kerja dan Kaw at Elektroda.
Fluks
Cu
4 Langkah Kerja.
-
Persiapan benda kerja sesuai gambar kerja didalam Welding Prosedur.-
Pengaturan benda benda kerja sesuai dengan posisi yang ditentukan.-
Pengaturan parameter mesin las sesuai Welding Prosedure.-
Melakukan pengelasan.-
Pembersihan terak dan kotoran las.-
Memeriksakan hasil pengelasan setiap jalur kepada Pembimbing.Tugas 2
PENGELASAN SAMBUNGAN SUDUT POSISI 1 F
1. Tujuan
Setelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat serta mengerti bentuk pengelasan sudut pada posisi datar (1F) dengan kriteria sebagai berikut :
-
Tidak ada retak pada sisi-sisi pengelasan.-
Ketinggian las (Throat ) 10 mm serta alur las lurus dan rata.-
Tidak ada Porosity, under cut maximum 10% dari panjang benda kerja.-
Tidak terjadi deformasi (5% dari panjang benda kerja)2. Alat – alat dan Bahan.
-
1 Unit mesin SAW .-
Kawat Elektroda 1 Roll dengan Diameter 5 mm.-
Plat baja carbon rendah dengan ukuran 1000 x 200 x 20 mm tebal.-
Fluksi tipe Union S32.-
Peralatan Bantu.-
Peralatan Keselamata dan Kesehatan Kerja.3. Keselamatan dan Kesehatan Kerja.
-
Rapikan serta haluskan sisi-sisi plat dengan kikir atau gerinda.-
Gunakan pakaian kerja praktek yang sesuai.-
Lakukan prosedur persiapan Pengelasan sesuai dengan Welding Prosedure yang ada.-
Tanyakan ke Pembimbing praktek jika belum mengerti benar apa yang akan dilakukan.4. Gambar Kerja
5. Langkah Kerja.
-
Persiapan benda kerja sesuai gambar kerja didalam Welding Prosedur.-
Pengaturan benda benda kerja sesuai dengan posisi yang ditentukan.-
Pengaturan parameter mesin las sesuai Welding Prosedure.-
Melakukan pengelasan.-
Pembersihan terak dan kotoran las.-
Memeriksakan hasil pengelasan setiap jalur kepada Pembimbing.-
Menyererahkan / memberitahukan hasil benda kerja kepada Pembimbing untuk diperiksa.Arah Gerakan
1
Tugas3
PENGELASAN SAMBUNGAN SUDUT POSI SI HORI ZONTAL ( 2 F)
1. Tujuan
Setelah mempelajari dan berlatih tugas ini, peserta diharapkan mampu
membuat serta mengerti bentuk pengelasan sambungan sudut posisi horizontal (2F) dengan kriteria sebagai berikut :
-
Tidak ada retak pada sisi-sisi pengelasan.-
Ketinggian las (Throat ) 10 mm serta alur las lurus dan rata.-
Tidak ada Porosity, under cut maximum 10% dari panjang benda kerja.-
Tidak terjadi deformasi (5% dari panjang benda kerja)2. Alat – alat dan Bahan.
•
1 Unit mesin SAW .•
Kawat Elektroda 1 Roll dengan Diameter 5 mm.•
Plat baja carbon rendah dengan ukuran 1000 x 200 x 20 mm tebal.•
Fluksi tipe Union S32.•
Peralatan Bantu.•
Peralatan Keselamata dan Kesehatan Kerja.3. Keselamatan dan Kesehatan Kerja.
•
Rapikan serta haluskan sisi-sisi plat dengan kikir atau gerinda.•
Gunakan pakaian kerja praktek yang sesuai.•
Lakukan prosedur persiapan Pengelasan sesuai dengan Welding Prosedure yang ada.•
Tanyakan ke Pembimbing praktek jika belum mengerti benar apa yang akan dilakukan.4. Posisi Benda Kerja dan Wire Elektroda.
5. Langkah Kerja.
•
Persiapan benda kerja sesuai gambar kerja didalam Welding Procedur.•
Pengaturan benda benda kerja sesuai dengan posisi yang ditentukan.•
Pengaturan parameter mesin las sesuai Welding Procedure.•
Melakukan pengelasan.•
Pembersihan terak dan kotoran las.•
Memeriksakan hasil pengelasan setiap jalur kepada Pembimbing.•
Menyererahkan / memberitahukan hasil benda kerja kepada Pembimbing untuk diperiksa.Tugas 4
PENGELASAN SAMBUNGAN TUMPUL KAMPUH X POSI SI 1 G
1. Tujuan
Setelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat serta mengerti bentuk pengelasan sambungan tumpul kampuh X posisi Flat (1G) dengan kriteria sebagai berikut :
-
Tidak ada retak pada sisi-sisi pengelasan-
Alur las lurus dan ketinggian Capping las rata ( 3-5 mm )-
Porosity, under cut maximum 10% .-
Tidak terjadi deformasi , maximum 5% dari panjang benda kerja2. Alat – alat dan Bahan.
•
1 Unit mesin SAW.•
Kawat Elektroda 1 Roll dengan Diameter 5 mm.•
Plat baja karbon rendah dengan ukuran 1000 x 200 x 20 mm tebal.•
Fluksi tipe Union S32.•
Peralatan Bantu.•
Peralatan Keselamata dan Kesehatan Kerja.3. Keselamatan dan Kesehatan Kerja.
•
Rapikan serta haluskan sisi-sisi plat dengan kikir atau gerinda.•
Gunakan pakaian kerja praktek yang sesuai.•
Lakukan prosedur persiapan Pengelasan sesuai dengan Welding Procedure yang ada.•
Tanyakan ke Pembimbing praktek jika belum mengerti benar apa yang akan dilakukan.4. Gambar Kerja
5. Langkah Kerja.
•
Persiapan benda kerja sesuai gambar kerja didalam Welding Procedur.•
Pengaturan benda benda kerja sesuai dengan posisi yang ditentukan.•
Pengaturan parameter mesin las sesuai Welding Procedure.•
Melakukan pengelasan.•
Pembersihan terak dan kotoran las.•
Memeriksakan hasil pengelasan setiap jalur kepada Pembimbing.•
Menyererahkan / memberitahukan hasil benda kerja kepada Pembimbing untuk diperiksa.90°
8
30
70°
18
4
1
2
3
5
4
6
8
7
Buku –buku Refrensi :
Pengenalan Las Bususr Redam (Submerged Arc Welding/ SAW – I ntroduction) BATAM I NSTI TUTI ONAL DEVELOPMENT PROJECT2002
Buku I nformasi :