1
ANALISA EFISIENSI DAN KUALITAS PROSES PENGECATAN PART PLASTIK COVER FRONT TOP BLACK TIPE KWWX DI PT. X DENGAN MENGGUNAKAN
METODOLOGI LEAN SIX SIGMA
Silvie Valensia, Wilson Kosasih, Laricha Solomon
Program Studi Teknik Industri, Jurusan Teknik Mesin Fakultas Teknik, Universitas Tarumanagara Jl. Letjen S. Parman No. 1, Jakarta Barat 14440
e-mail: silvie_valensia@yahoo.com
ABSTRACT
Company X is a motorcycle manufacture company which produce Brand A motorcycle. This company has produced motorcycle for more than 30 years. Despite that, they still found some defects in the process that needs some continuous improvement, as their philosophy said, “Operational Excellent”. One of the problems that happens in company X is high defect rate for plastic product in paint process. This defect rate represents waste and inefficient of production.
This research was expected to give a contribution to the company, through reduction of production defect rate, production efficiency repair, and waste minimization.
This research uses Lean Six Sigma Method, used problem definition with SIPOC Diagram and Voice of Customer. Measure stage was done with process speed calculation and product quality calculation. From those calculation, process cycle efficiency with amount of 42,40% and sigma level of 3,75. Based on pareto diagram, the most dominan defect is thin defect, sagging and dirty. For those, in analyze stage, it focused on this three defects, using cause and effect diagram and FMEA. Improve stage was done by giving advices to decrease production defect and minimalize waste.
Keywords : lean six sigma, process cycle efficiency, quality, FMEA, waste
1. PENDAHULUAN 1.1 Latar Belakang
Proses produksi yang cepat disertai dengan kualitas produk sesuai standar yang ditetapkan merupakan keinginan setiap perusahaan yang bergerak di bidang manufaktur. Metode lean six
sigma dapat diterapkan untuk menjawab kebutuhan tersebut, terutama bagi PT. X yang
merupakan perusahaan manufaktur motor dunia, dimana perusahaan tersebut dituntut untuk memproduksi motor dalam jumlah massal dan dalam waktu singkat guna mencukupi kebutuhan konsumen. Lean six sigma adalah sebuah metode yang mengkombinasikan dan mengintegrasikan dua konsep, yakni konsep Lean Manufacturing dan Six Sigma. Dalam pengertian singkatnya, Lean adalah metode untuk memunculkan (mengetahui) pemborosan yang terjadi dari sebuah sistem produksi dan six sigma adalah metode untuk menghilangkan pemborosan tersebut dengan konsep DMAIC (Define, Measure, Analyze, Improve, dan Control). Ada 4 kategori pemborosan (people, quantity, quality, information) yang terbagi menjadi 7+1 jenis pemborosan (over production, delays, transportation, processes, inventories, motions,
defective products, defective design). Dilihat dari KPIs (Key Performance Indicators) nya, proses
pembuatan part painting plastic mempunyai nilai yang lebih kecil dibandingkan dengan proses pembuatan part lainnya, untuk itu penelitian difokuskan pada proses pembuatan part painting
plastic.
1.2 Identifikasi Masalah
Dari hasil pengamatan dan wawancara, jumlah part reject yang sangat banyak menjadi masalah utama pada proses pembuatan part painting plastic. Part reject tersebut tidak hanya ditemukan
2
pada hasil akhir proses produksi part painting plastic, tetapi juga ditemukan pada proses assembly unit selaku konsumen dari produk tersebut. Selain itu terjadi pemborosan pada pemakaian bahan baku cat, dan masih menggantungkan sebagian proses produksinya kepada subcon. Untuk mengurangi bahkan menghilangkan pemborosan tersebut, akan diambil satu jenis part painting plastic sebagai contoh penerapan metode lean six sigma. Part tersebut adalah Cover Front Top Black tipe KWWX yang diproduksi di Line F. Cover Front Top Black tipe KWWX diambil sebagai contoh karena mempunyai jumlah reject paling banyak pada periode Maret 2011-Mei 2011.
1.3 Tujuan Penelitian
Penelitian ini bertujuan untuk:
1. Mendapatkan nilai PCE (Process Cycle Efficiency) dan level sigma dari proses produksi part CFT Black Tipe KWWX di Line F.
2. Mengidentifikasikan penyebab persentase jumlah reject part CFT Black Tipe KWWX melebihi target KPI-Q (Key Performance Indicator of Quality) dan memberikan usulan untuk mengurangi jumlah reject tersebut.
3. Mengidentifikasi penyebab masih banyaknya produk dari Painting Plastic yang tidak memenuhi standar kualitas, lolos/tetap dikirim ke customer (assembly unit).
4. Mengidentifikasi penyebab terjadinya pemborosan pada pemakaian bahan baku cat dan menerapkan usulan untuk mengatasi masalah tersebut.
2. Metodologi Penelitian
Metodologi penelitian merupakan landasan atau acuan agar proses penelitian berjalan secara sistematis, terstruktur, dan terarah. Metodologi penelitian merupakan tahapan-tahapan proses penelitian atau urutan langkah-langkah yang harus dilakukan oleh peneliti dalam melakukan penelitian. Diagram alir metodologi penelitian ini dapat dilihat pada Gambar 1.
Mulai Studi Pendahuluan dan
Identifikasi masalah
Tujuan Penelitian
Studi Pustaka
Define adalah tahap pertama dari proses DMAIC, bertujuan untuk
menentukan ruang lingkup, tujuan, dan target dari proyek yang akan dilakukan. Tahapan dalam Define:
Membuat Diagram Alir Proses Produksi untuk mengetahui sistem kerja proses produksi.
Menentukan ruang lingkup proyek menggunakan diagram SIPOC
Mengumpulkan data mengenai VOC (Voice of Customers)
Measure, untuk mengetahui proses yang sedang terjadi,
mengumpulkan data mengenai kecepatan proses dan kualitas untuk mengetahui penyebab masalah yang sebenarnya. Metode yang dipakai:
Melakukan perhitungan waktu proses produksi dengan pengumpulan data untuk perhitungan value add and non value
add analysis, membuat value stream mapping dan PCE (Process Cycle Efficiency)
Melakukan pengukuran kualitas produk dengan penentuan CTQ (Critical To Quality), pembuatan peta P, perhitungan DPMO, dan level sigma
Analyze, untuk memverifikasi penyebab yang mempengaruhi
input kunci dan output kunci. Tahapan pada Analyze : Menyusun prioritas akar penyebab permasalahan dengan
Pareto Chart
Menentukan akar penyebab masalah dengan Cause and
Effect Diagram
Melakukan analisa data dan analisa proses dengan Failure
Modes and Effects Analysis (FMEA)
Improve adalah menemukan solusi yang tepat untuk mengatasi
masalah. Tahapan yang dilakukan pada Improve : Mencari solusi potensial
Memilih dan menyusun prioritas terhadap solusi
Melakukan pengujian terhadap solusi dengan membuat value
stream baru dan diagram alir proses produksi baru
Melakukan implementasi solusi
Control adalah untuk melengkapi semua kerja proyek dan
menyampaikan hasil proses perbaikan kepada up management. dan memastikan bahwa setiap orang bekerja telah dilatih untuk melakukan prosedur perbaikan yang baru. Tahapan pada Control :
Mengadakan pemantauan terhadap hasil implementasi Mendokumentasikan standard operating procedure baru Membuat rencana pengendalian proses
Membuat peta perjalanan/ histori proyek
Melakukan proses transisi dan pengalihan tanggung jawab pada pemilik proses
Selesai
3
3. Hasil dan Pembahasan
Penerapan metode lean six sigma terdiri dari 5 tahapan, yaitu DMAIC (Define, Measure,
Analyze, Improve, Control). Tahapan-tahapan tersebut dilakukan untuk membantu dalam
memperbaiki kecepatan proses kerja dan menurunkan reject produk Painting plastic.
3.1 Tahap Define
Define adalah tahapan pertama untuk mengidentifikasi masalah yang terjadi agar didapat tujuan
dan target dari penelitian yang dilakukan. Perlu diketahui terlebih dahulu bagaimana proses produksi di Painting Plastic. Proses produksi di Painting Plastic dapat dilihat pada Gambar 2.
Part Mentah Loading
Unloading Cek Buffing Finish Good Sanding Sanding Cek NG OK NG Gagal Buffing OK Repaint Finish Good Cek Spoilage
Wipping B Wipping A Air Blow Undercoat Flash Off
Setting Room Bake Oven Topcoat Sanding Paint Undercoat OK >20% Sudah R3 <R3 <20% Touch Up NG OK Data Part Loading Data Buffing OK Data Repaint Data Gagal Buffing Data Part OK Masking Unmasking Conveyor Masking Area Sanding Area Buffing Area Touch Up Area Unmasking Area
Gambar 2 Current Diagram Alir Proses Produksi Painting Plastic
Ruang lingkup penelitian juga diperlukan untuk mengidentifikasi pihak-pihak yang terkait dengan penelitian ini dan akan merasakan dampak dari penelitian ini. Untuk mengetahui ruang lingkup penelitian ini, digunakan diagram SIPOC (Suppliers, Input, Process, Output, Customer). Diagram SIPOC pada penelitian ini dapat dilihat pada Gambar 3.
Suppliers Input Process Output Customer
Plastic Injection
Subcon
Part Mentah Loading
Wipping B Wipping A Air Blow Undercoat Flash Off Top Coat Setting Room Bake Oven Cat Siap Pakai Cat Siap Pakai Mixing Painting Mixing Painting Part Painting Plastic Assembly Unit Unloading
4
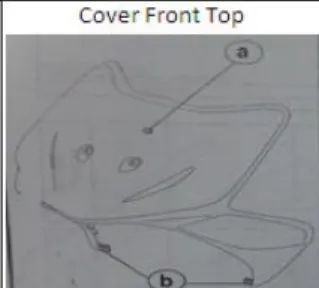
Data VOC (Voice Of Customer) pada Part Painting Plastic Cover Front Top Black tipe KWWX adalah Standard Visual Painting Plastic, yang dapat dilihat pada Gambar 4. Keterangan
Standard Visual Painting Plastic Cover Front Top Black tipe KWWX pada Gambar 4 dapat
dilihat pada Tabel 1.
Gambar 4 Standard Visual Painting Plastic Cover Front Top Black tipe KWWX
Tabel 1 Keterangan Standard Visual Painting Plastic
No Area Standard
1 Grade a Tidak diizinkan: retak, gloss tidak rata, mengelupas, pudar, buram, pinhole, gores, gelombang, tipis.
Orange peels, deformasi, keriput, cacat permukaan diizinkan bila tidak terlihat dari jarak 0,5m dengan penerangan 300 lux.
Belang, meler, bintik, diizinkan bila tidak terlihat dari jarak 0,5m, dibawah penerangan 500 lux.
Dust particle diizinkan 2 buah, dengan diameter <0,3mm. Serat diizinkan, bila tidak mencolok.
2 Grade b Tidak diizinkan: Retak, mengelupas, pudar, buram, pinhole, gores, gelembung. Tipis tidak diizinkan, kecuali tidak mencolok di sekitar daerah bending. Gloss tidak merata diizinkan bila tidak mencolok.
Orange peels, deformasi, keriput, kasar, cacat permukaan, diizinkan bila tidak terlihat 1m, dibawah penerangan 300 lux.
Belang, meler, bintik, diizinkan bila tidak terlihat dari jarak 1m, dibawah penerangan 500 lux.
Dust particle diizinkan 2 buah, dengan diameter <0,5mm.
Serat diizinkan, panjang <3mm, dengan interval antar serat minimal 100mm. * Note 1. Dust particle berada dalam area 300mm²
2. Dust particle dilihat dari jarak 0,5m, dibawah penerangan 1000lux. 3. Bagian parting line harus terkena cat.
3.2 Tahap Measure
Tahap measure bertujuan untuk mengetahui proses yang sedang terjadi, mengumpulkan data mengenai kecepatan proses, dan kualitas yang akan digunakan untuk mengetahui apakah proses produksi Painting Plastic part CFT (Cover Front Top) Black tipe KWWX di Line F sudah lean atau belum. Proses produksi Painting Plastic di PT. X telah menggunakan sistem conveyor berupa hanger yang digantung pada rel. Dengan kecepatan konveyor (v) = 1450 mm/menit dan jarak antar hanger (s)= 750 mm, didapat waktu perpindahan tiap hanger (t) = = 31 detik. Dalam 1 hanger, terdapat 2 buah CFT Black tipe KWWX. Dalam perhitungan waktu proses produksi hingga waktu baku, dihitung per 1 buah part.
3.2.1 Perhitungan waktu proses produksi
Pada pengukuran waktu proses produksi, akan dilakukan perhitungan waktu siklus, uji kenormalan data, uji keseragaman, dan uji kecukupan data. Jika data tidak mencukupi, maka
5
dilakukan perhitungan ulang waktu siklus, sedangkan jika data telah mencukupi, maka dilanjutkan ke perhitungan waktu normal dan perhitungan waktu baku. Setelah didapatkan perhitungan waktu baku, dilanjutkan perhitungan proses cycle efficiency untuk mengetahui sejauh mana efisiensi proses painting plastic mulai dari proses loading sampai proses Unloading. Kemudian dilanjutkan dengan perhitungan lead time process dan kecepatan proses pada painting
plastic.
Sebelum melakukan pengukuran data perhitungan waktu, perlu ditentukan tingkat ketelitian dan tingkat keyakinan. Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya. Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan bahwa pada hasil yang diperoleh telah memenuhi syarat ketelitian. Dalam penelitian ini ditetapkan tingkat ketelitian sebesar 5% dan tingkat keyakinan 95%. Tingkat ketelitian 5% menunjukkan persentase penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya adalah 5% dan tingkat keyakinan sebesar 95% menunjukkan besarnya persentase keyakinan bahwa hasil yang diperoleh memenuhi syarat ketelitian adalah 95%.
Dari waktu baku yang didapat, dapat dihitung jumlah waktu yang bernilai tambah (value added
time) dan waktu yang tidak bernilai tambah (non value added time). Data tersebut dapat dilihat
pada Tabel 2. Dari data pada Tabel 2, dapat digambarkan Value Stream Map Painting Plastic Part CFT Black tipe KWWX di Line F pada Gambar 5.
Tabel 2 Data Value Added dan Non Value Added Time pada Proses Produksi Painting Plastic Part CFT Black tipe KWWX di line F
No Nama Proses Waktu
Tersedia Waktu Baku (detik) Jumlah MP/Part Waktu Terpakai Waktu Tidak Terpakai Value Add Time Non Value Add Time 1 Loading 31 13,05 1 13,05 17,95 13,05 17,95 2 Transportasi ke Wipping b 2883 2883 0 2883 0 0 2883 3 Wipping b 31 14,77 0,5 29,54 1,46 29,54 1,46 4 Transportasi ke Wipping a 93 93 0 93 0 0 93 5 Wipping a 31 13,1 0,5 26,2 4,8 26,2 4,8 6 Transportasi ke Airblow 155 155 0 155 0 0 155 7 Airblow 31 13,09 0,5 26,18 4,82 26,18 4,82 8 Transportasi ke Undercoat 124 124 0 124 0 0 124 9 Undercoat 31 27,32 1 27,32 3,68 27,32 3,68
10 Transportasi ke Flash off 217 217 0 217 0 0 217
11 Flash off 310 310 0 310 0 310 0
12 Transportasi ke Topcoat 124 124 0 124 0 0 124
13 Topcoat 31 29,83 1 28,83 2,17 28,83 2,17
14 Transportasi ke Setting room 217 217 0 217 0 0 217
15 Setting room 837 837 0 837 0 837 0 16 Bake oven 1612 1612 0 1612 0 1612 0 17 Transportasi ke Unloading 124 124 0 124 0 0 124 18 Unloading 31 14,19 1 14,19 16,81 14,19 16,81 19 Transportasi ke Loading 496 496 0 496 0 0 496 Total 7409 - - - - 2924,31 4484,69
6 LOADING C/T = 13,05“ 2MP, 2PART V/AT = 13,05“ A/T = 1H / 31“ NV/AT = 17,95“ Supplier WIPPING B C/T = 14,77“ 1MP, 2PART V/AT = 29,54“ A/T =1H / 31“ NV/AT = 1,06“ WIPPING A C/T = 13,1" 1MP, 2PART V/AT = 26,2" A/T =1H / 31" NV/AT = 4,8" AIRBLOW C/T = 13,09" 1MP, 2PART V/AT = 26,18" A/T = 1H / 31" NV/AT = 4,82" UNDERCOAT C/T = 27,32" 2MP, 2PART V/AT = 27,32" A/T =1H / 31" NV/AT = 3,68" FLASHOFF C/T = 310" 0MP, 1PART V/AT = 310" A/T = 10H / 310" NV/AT = 0" Supplier TOPCOAT C/T = 29,83" 2MP, 2PART V/AT = 29,83" A/T = 1H / 31" NV/AT = 1,17" Supplier 3H 93" SETTING ROOM C/T = 837" 0MP, 1PART V/AT = 837" A/T = 27H / 837" NV/AT = 0" BAKE OVEN C/T = 1612" 0MP, 1PART V/AT = 1612" A/T = 52H / 1612" NV/AT = 0" UNLOADING C/T = 14,19" 2MP, 2PART V/AT = 14,19" A/T = 1H / 31" NV/AT = 16,81" 93H 2883" 5H 155" 4H 124" 7H 217" 4H 124" 7H 217" 4H 124" 16H 496" 13,05" 512,81" 29,54" 2900,95" 26,2" 94,06" 26,18" 159,8" 27,32" 128,82" 220,68" 310" 124" 28,83" 218,17" 2449" 124" 14,19" PRODUCTION CONTROL daily Customer daily Teknisi
Gambar 5 Current Value Stream Map Painting Plastic Part CFT Black Tipe KWWX di Line F
PCE (Process Cycle Efficiency) adalah suatu ukuran untuk melihat sejauh mana efisiensi waktu dari proses terhadap waktu siklus proses secara keseluruhan. Perhitungan PCE untuk proses produksi Painting Plastic part CFT Black tipe KWWX adalah:
Dari hasil perhitungan, diperoleh bahwa efisiensi proses produksi Painting Plastic part CFT
Black tipe KWWX adalah 42,40%. Dapat disimpulkan bahwa Proses Painting Plastic di PT. X
bila dibandingkan dengan World Class PCE (Gambar 6) masih berada pada kisaran level Low
End PCE for Assembly Continous/one piece flow.
Gambar 6 World Class Cycle Efficiency Benchmarks
3.2.2 Pengukuran Kualitas Produk
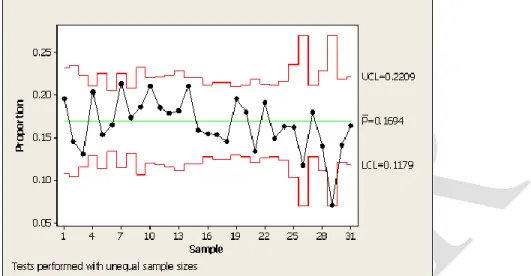
Pada pengukuran kualitas produk, dimulai dengan penentuan CTQ (Critical To Quality) yang bertujuan untuk menentukan karakteristik kualitas yang mempengaruhi suatu produk. Kemudian dilakukan pengamatan dan dibuat peta kendali P (Gambar 7) untuk mengetahui apakah
7
pengerjaan pada proses produksi Painting Plastic part CFT Black tipe KWWX sudah berada dalam batas kendali. Setelah semua data berada dalam batas kendali, dilanjutkan dengan menghitung DPMO (Defect Per Million Opportunities) dan Level Sigma yang bertujuan untuk mengetahui sejauh mana kemampuan yang dimiliki oleh proses produksi Painting Plastic PT. X.
Gambar 7 Peta Kendali P pada Proses Produksi Painting Plactic part CFT Black tipe KWWX di Line F periode Maret 2011 – Mei 2011
Perhitungan DPMO dan level sigma bertujuan untuk mengetahui dan mengukur sejauh mana kemampuan proses yang dimiliki oleh Line F dalam menghasilkan part Painting Plactic CFT
Black tipe KWWX. Dari perhitungan, didapat bahwa nilai DPMO pada Line F untuk part CFT Black tipe KWWX adalah 12.101. Jadi tingkat sigma pada Painting Plastic Line F untuk part
CFT Black tipe KWWX adalah 3,7539. Berdasarkan hasil perhitungan DPMO dan level sigma, maka dapat dikatakan bahwa Line F untuk part CFT Black tipe KWWX perlu melakukan perbaikan dan peningkatan kualitas, sehingga dapat mengurangi jumlah produk reject atau jumlah reject mendekati zero defect.
3.3 Tahap Analyze
Setelah melakukan tahap measure, maka tahapan selanjutnya adalah tahap analyze. Tahap
analize ini dilakukan untuk menganalisa permasalahan yang berkaitan dengan kualitas dan
kecepatan proses, yang sebelumnya telah dilakukan perhitungan di tahap measure.
Untuk menentukan prioritas penanganan masalah terhadap produk reject, maka dibuat diagram pareto. Diagram pareto adalah alat yang digunakan untuk membandingkan berbagai kategori kejadian yang disusun menurut ukurannya, serta untuk menentukan pentingnya atau prioritas kategori kejadian-kejadian atau sebab-sebab kejadian yang akan dianalisis. Part CFT Black tipe KWWX yang tidak sesuai dengan spesifikasi terdiri dari beberapa jenis reject. Untuk memperbaiki Line F, jenis-jenis reject yang terdapat pada part CFT Black tipe KWWX diurutkan dari jenis reject yang memiliki jumlah terbesar sampai jenis reject yang memiliki jumlah terkecil, sehingga dapat diketahui prioritas jenis reject yang akan dianalisis dan diperbaiki. Perbaikan dilakukan pada jenis reject yang memiliki jumlah terbesar. Persentase reject part CFT
8
Gambar 8 Diagram Pareto Reject part CFT Black tipe KWWX di Line F bulan Maret 2011- Mei 2011
3.3.1 Diagram Sebab Akibat (Cause and Effect Diagram)
Seperti terlihat pada Gambar 8, diketahui bahwa jenis reject yang terbesar adalah reject tipis, meler, DLL, dan kotor. Untuk itu, tahap analisis ini difokuskan pada akar penyebab masalah dari ketiga jenis reject tersebut. Untuk menemukan akar penyebab permasalahan, akan dibuat diagram sebab akibat.
Diagram sebab akibat digunakan untuk menganalisis masalah dan faktor-faktor penyebab masalah tersebut. Berdasarkan hasil pengamatan dan wawancara di lapangan, didapat penyebab dari reject tersebut yang dilihat dari 5 faktor (manusia, mesin, material, metode, dan lingkungan).
3.3.1.1 Diagram Sebab Akibat Reject Meler/Tipis
Berdasarkan hasil pengamatan dan wawancara, reject meler dan tipis mempunyai penyebab yang sama, untuk itu diagram sebab akibat dari reject meler dan tipis digambarkan menjadi satu diagram yang dapat dilihat pada Gambar 9.
Tipis / Meler Metode Mesin Manusia Material Lingkungan Keterampilan MP baru belajar/belum ahli
Tidak ada OS dalam pengaturan keluaran spraygun
Viskositas Cat Viskositas cat berubah saat
terjadi perubahan suhu Disfungsi tools
&equipment Penerangan
membelakangi MP MP tidak dapat melihat Dengan jelas hasil pengecatan
MP tidak mengecek kembali Hasil pengecatan
Gambar 9 Diagram Sebab Akibat jenis Reject Meler / Tipis
3.3.1.2 Diagram Sebab Akibat Reject Kotor
Untuk mengetahui faktor-faktor yang menyebabkan jenis reject kotor pada part, maka dibuat diagram sebab akibat yang dapat dilihat pada Gambar 10.
Kotor Metode Mesin Manusia Material Lingkungan Kotor MP masuk ke ruang kerja Dalam keadaan kotor Pembersihan Selang
Selang belum benar-benar bersih Tetapi sudah digunakan kembali
Pembersihan Part Wipping tidak bersih
Penyaringan Cat
Cat lembab Penyaringan cat tidak sempurna/
saringan berlubang
Banyak kotoran yang menempel pada Part saat proses pengeringan R2/R3 Yang membutuhkan waktu beberapa hari Cap Spray
gun kotor Udara dari airblow kortor
Hanger, jig, dan sub jig Kotor
9
3.3.2 FMEA (Failure Mode and Effect Analysis)
FMEA merupakan suatu alat yang digunakan untuk mengidentifikasi permasalahan potensial yang mungkin terjadi dan menghilangkan atau meminimumkan permasalahan itu melalui deteksi atau pencegahan. Melalui FMEA akan ditentukan nilai-nilai pengaruh buruk (severity), kemungkinan kejadian (likelihood), dan efektivitas, serta nilai RPN (Risk Priority Number) yang merupakan perkalian antara severity, likelihood, dan efektivitas.
3.3.2.1 FMEA Untuk Jenis Reject Tipis/Meler
Jenis Reject tipis/meler merupakan jenis cacat visual dari part. Untuk menganalisa penyebab-penyebab dari jenis reject tipis/meler, akan dijelaskan dengan menggunakan FMEA yang didasarkan pada diagram sebab akibat Gambar 9. Tabel FMEA untuk jenis reject tipis/meler dapat dilihat pada Tabel 3.
Tabel 3 FMEA untuk jenis reject tipis/meler Item dan Fungsi Mode Kegagalan Potensial Akibat Potensial dari Kegagalan Severity Penyebab Potensial dari Kegagalan Kemungkinan Kejadian Pengendalian Sekarang Efektivitas Metode Deteksi dan Pencegahan RPN Part plastik Meler/Tipis Cacat Visual 3
Viskositas cat tidak
sesuai standar 3
melalukan pengentalan/ pengenceran jika viskositas cat tidak
sesuai OS
1 9
Nozzle mampet 2 TPM Equipment 4 24
Penerangan
membelakangi MP 2
Pengetesan dengan Lux
meter 3 36 Tidak ada OS dalam pengaturan keluaran spraygun 5 MP mengatur sendisi keluaran spraygun 5 75 MP belum terampil 5 Mengidentifikasi skill operator berdasar tes
kompetensi tertulis
4 60
MP tidak mengecek
hasil pengecatan 4
Peneguran MP oleh
Quality Control Line 3 36
3.3.2.2 FMEA Untuk Jenis Reject Kotor
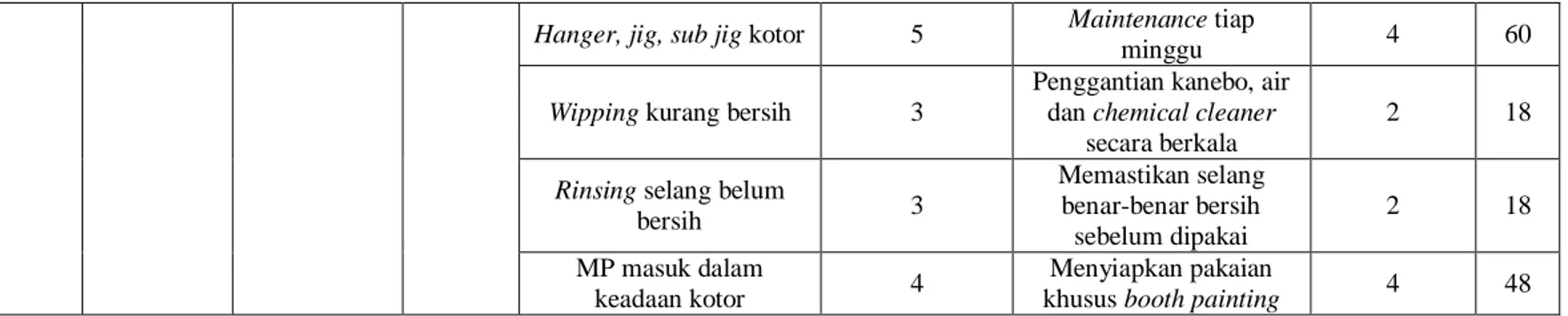
Jenis reject kotor merupakan jenis cacat visual dari part. Untuk menganalisa penyebab-penyebab dari jenis reject kotor, akan dijelaskan dengan menggunakan FMEA yang didasarkan pada diagram sebab akibat yang sebelumnya telah dijelaskan. Tabel FMEA untuk jenis reject kotor dapat dilihat pada Tabel 4.
Tabel 4 FMEA untuk jenis reject kotor Item dan Fungsi Mode Kegagalan Potensial Akibat Potensial dari Kegagalan
Severity Penyebab Potensial dari Kegagalan
Kemungkinan Kejadian
Pengendalian Sekarang Efektivitas Metode Deteksi dan Pencegahan
RPN
Part
plastik Kotor Cacat Visual 3
Penyaringan cat tidak
sempurna 3
Pengecekan saringan
tiap penambahan cat 1 9
Pengeringan part lembab
yang lama 5 - 5 75
Cap spraygun kotor 3 Diganti tiap pergantian
shift 3 27
10
Hanger, jig, sub jig kotor 5 Maintenance tiap
minggu 4 60
Wipping kurang bersih 3
Penggantian kanebo, air dan chemical cleaner
secara berkala
2 18
Rinsing selang belum
bersih 3 Memastikan selang benar-benar bersih sebelum dipakai 2 18 MP masuk dalam keadaan kotor 4 Menyiapkan pakaian
khusus booth painting 4 48
3.3.2.3 Analisis Risk Priority Number (RPN)
Berdasarkan analisis dengan menggunakan FMEA, maka didapatkan nilai RPN untuk masing-masing penyebab potensial dari jenis-jenis reject yang memiliki jumlah terbesar. Berdasarkan nilai RPN yang diperoleh, maka dapat diketahui urutan permasalahan yang dihadapi perusahaan, guna menurunkan reject, khususnya pada CFT Black tipe KWWX. Nilai RPN dari penyebab
reject potensial dapat dilihat pada Tabel 5.
Tabel 5 Nilai RPN dari penyebab potensial
Mode Kegagalan Potensial Penyebab Potensial RPN
tipis/meler
Viskositas cat tidak sesuai standar 9
Nozzle mampet 24
Penerangan membelakangi MP 36
Tidak ada OS dalam pengaturan keluaran spraygun 75
MP belum terampil 60
MP tidak mengecek hasil pengecatan 36
Kotor
Penyaringan cat tidak sempurna 9
Pengeringan part lembab yang lama 75
Cap spraygun kotor 27
Udara dari ai rblow kotor 27
Hanger, jig, sub jig kotor 60
Wipping kurang bersih 18
Rinsing selang belum bersih 18
MP masuk dalam keadaan kotor 48
Berdasarkan Tabel 5, maka dapat disimpulkan bahwa penyebab potensial pada jenis reject meler/tipis adalah tidak ada OS dalam pengaturan keluaran spraygun, dan man power yang belum terampil. Sedangkan untuk jenis reject kotor, penyebab potensial yang terjadi adalah pengeringan part lembab yang lama dan hanger, jig, sub jig yang kotor.
3.4 Tahap Improve
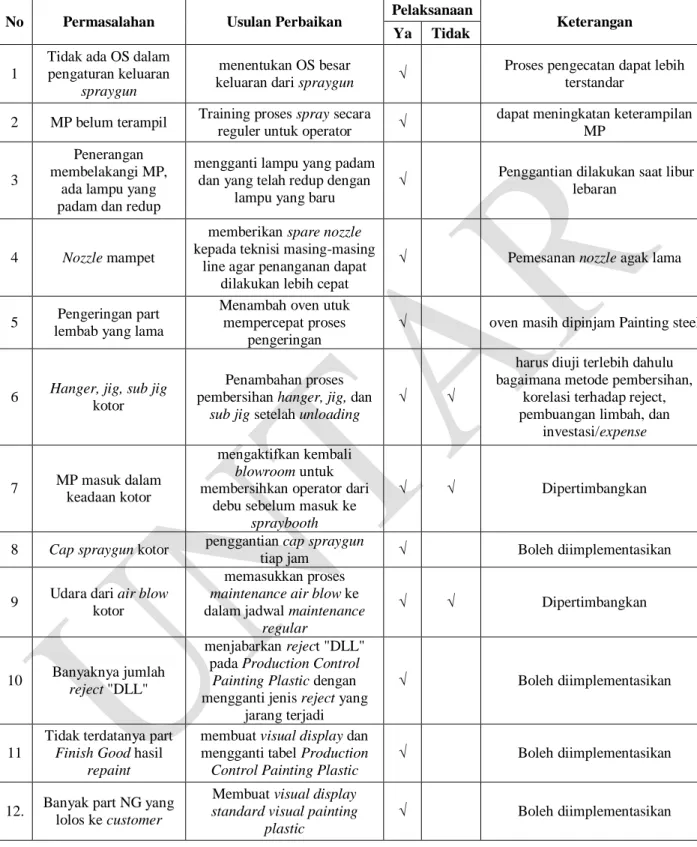
Tahap improve bertujuan untuk menemukan solusi yang tepat untuk mengatasi masalah. Tahapan yang pertama dari improve adalah mencari solusi yang potensial untuk mengurangi pemborosan. Usulan dan pelaksanaan dirangkum pada Tabel 6.
11
Tabel 6 Usulan Perbaikan untuk Mengurangi Pemborosan di Paintng Plastic PT.X
No Permasalahan Usulan Perbaikan Pelaksanaan Keterangan
Ya Tidak
1
Tidak ada OS dalam pengaturan keluaran
spraygun
menentukan OS besar
keluaran dari spraygun √
Proses pengecatan dapat lebih terstandar
2 MP belum terampil Training proses spray secara
reguler untuk operator √
dapat meningkatan keterampilan MP
3
Penerangan membelakangi MP,
ada lampu yang padam dan redup
mengganti lampu yang padam dan yang telah redup dengan
lampu yang baru
√ Penggantian dilakukan saat libur lebaran
4 Nozzle mampet
memberikan spare nozzle kepada teknisi masing-masing
line agar penanganan dapat dilakukan lebih cepat
√ Pemesanan nozzle agak lama
5 Pengeringan part lembab yang lama
Menambah oven utuk mempercepat proses
pengeringan
√ oven masih dipinjam Painting steel
6 Hanger, jig, sub jig
kotor
Penambahan proses pembersihan hanger, jig, dan
sub jig setelah unloading
√ √
harus diuji terlebih dahulu bagaimana metode pembersihan,
korelasi terhadap reject, pembuangan limbah, dan
investasi/expense
7 MP masuk dalam keadaan kotor
mengaktifkan kembali
blowroom untuk
membersihkan operator dari debu sebelum masuk ke
spraybooth
√ √ Dipertimbangkan
8 Cap spraygun kotor penggantian cap spraygun
tiap jam √ Boleh diimplementasikan
9 Udara dari air blow kotor
memasukkan proses
maintenance air blow ke
dalam jadwal maintenance
regular
√ √ Dipertimbangkan
10 Banyaknya jumlah
reject "DLL"
menjabarkan reject "DLL" pada Production Control
Painting Plastic dengan
mengganti jenis reject yang jarang terjadi
√ Boleh diimplementasikan
11
Tidak terdatanya part
Finish Good hasil repaint
membuat visual display dan mengganti tabel Production
Control Painting Plastic
√ Boleh diimplementasikan
12. Banyak part NG yang lolos ke customer
Membuat visual display
standard visual painting plastic
12
Tabel 7Analisis QCDSME pada penambahan proses pembersihan hanger, jig, dan sub jig yang kotor setelah
unloading
Jig Stripper Sikat Kawat Sikat Plastik Paint Remover Keterangan
Quality membersihkan paling bersih 8 mengurangi ketebalan cat, tetapi akan membuat kutikel pada permukaan 3 hanya menghilangkan gram 4 dapat membersihkan cat dengan bersih 7 1 - 10 = low Quality to high Quality Cost Investasi : 1M Expense : expensive
3 Cheap 8 Cheap 9 Middle 6
1 - 10 = high invest to low
invest Delivery
(Kapasitas) Butuh 5 orang 5 Butuh 1 orang 8 Butuh 1 orang 8 Butuh 2 orang 7
1 -10 = low capacity to high capacity Safety memungkinkan terjadi kecelakaan kerja 4 kemungkinan kecil terjadi kecelakaan kerja 6 akan sangat jarang terjadi kecelakaan kerja 7 kemungkinan kecil terjadi kecelakaan kerja 6 1 - 10 = low safety to high safety
Moral pekerjaan cukup
berat 4
pekerjaan cukup ringan 7
pekerjaan cukup
ringan 7 pekerjaan ringan 6
1 - 10 = low morale to high
morale Environment debu cat
terkontrol 8
debu cat tidak terkontrol 4
debu cat tidak
terkontrol 5 debu cat terkontrol 7
1 - 10 = low controlled to high controlled
Total 32 36 40 39
Jika usulan untuk menambah proses pembersihan hanger, jig, dan sub jig diimplementasikan, maka didapat Value Stream Map yang baru. Value Stream Map yang baru dapat dilihat pada
Gambar 11. LOADING C/T = 13,05“ 2MP, 2PART V/AT = 13,05“ A/T = 1H / 31“ NV/AT = 17,95“ Supplier WIPPING B C/T = 14,77“ 1MP, 2PART V/AT = 29,54“ A/T =1H / 31“ NV/AT = 1,06“ WIPPING A C/T = 13,1" 1MP, 2PART V/AT = 26,2" A/T =1H / 31" NV/AT = 4,8" AIRBLOW C/T = 13,09" 1MP, 2PART V/AT = 26,18" A/T = 1H / 31" NV/AT = 4,82" UNDERCOAT C/T = 27,32" 2MP, 2PART V/AT = 27,32" A/T =1H / 31" NV/AT = 3,68" FLASHOFF C/T = 310" 0MP, 1PART V/AT = 310" A/T = 10H / 310" NV/AT = 0" Supplier TOPCOAT C/T = 29,83" 2MP, 2PART V/AT = 29,83" A/T = 1H / 31" NV/AT = 1,17" Supplier 3H 93" SETTING ROOM C/T = 837" 0MP, 1PART V/AT = 837" A/T = 27H / 837" NV/AT = 0" BAKE OVEN C/T = 1612" 0MP, 1PART V/AT = 1612" A/T = 52H / 1612" NV/AT = 0" UNLOADING C/T = 14,19" 2MP, 2PART V/AT = 14,19" A/T = 1H / 31" NV/AT = 16,81" 93H 2883" 5H 155" 4H 124" 7H 217" 4H 124" 7H 217" 4H 124" 6H 186" 13,05" 279" 29,54" 2900,95" 26,2" 94,06" 26,18" 159,8" 27,32" 128,82" 220,68" 310" 124" 28,83" 218,17" 2449" 124" 14,19" PRODUCTION CONTROL daily Customer daily Teknisi PEMBERSIHAN HANGER C/T = X 1MP, 2PART V/AT = 2X A/T = 1H/ 31" NV/AT = 31"-2X 31" 202,81" 9H 279"
13
3.4.1 Penambahan Proses Pembersihan Hanger Setelah Proses Unloading
Dari Future Process Map Painting Plastic Part CFT Black Tipe KWWX di Line F yang baru, PCE tetap sebesar 42,40% karena penambahan proses pembersihan hanger meskipun berada di dalam konveyor, bukan termasuk dalam pemrosesan part. Pembersihan hanger dengan CT: ±30 detik (perkiraan waktu proses) termasuk dalam investasi jangka panjang, karena meskipun menambah MP baru, pembersihan hanger ini dapat mengurangi jumlah part repair karena kotor yang masuk ke proses buffing dengan CT: 2 menit 50 detik (data dari PT. X).
3.4.2 Penggantian Cap Spraygun Tiap Jam
Setelah melakukan analisis dengan menggunakan FMEA, salah satu penyebab reject kotor adalah cap spray gun yang kotor. Pengendalian sebelumnya terhadap hal ini adalah penggantian
cap spraygun kotor dengan cap spraygun yang bersih tiap pergantian shift (8jam). Namun
kotoran di cap spraygun yang menjadi gumpalan-gumpalan kecil dapat tersemprot ke part. Dari wawancara dengan seorang yang ahli dalam bilang pengecatan part plastik, perusahaan lain telah melakukan penggantian cap spray gun tiap 20 hanger untuk part plastik mobil, sehingga pada part plastik sepeda motor, diusulkan penggantian tiap jam. Sebagai pengingat ditempelkan Visual
Display pada ruang Undercoat dan Topcoat, dapat dilihat pada Gambar 12.
Gambar 12 Pemasangan Visual Display pada Undercoat dan Topcoat
3.4.3 Menjabarkan reject "DLL"
Banyaknya jenis reject DLL menimbulkan pertanyaan, jenis reject apakah yang termasuk dalam
reject DLL. Dari pengamatan dan wawancara di lapangan, didapat bahwa banyaknya reject
karena popping dan dry spray. Sehingga reject tersebut dimasukkan ke dalam data Production
Control Painting Plastic dengan menghilangkan jenis reject weld line dan air. Checkman
seringkali menyalah artikan weld line sebagai reject yang terjadi karena pinggiran part yang tidak tercat, padahal reject weld line seharusnya diidentifikasi oleh cek raw material/ supplier (Plastic Injection). Untuk reject air, sangat jarang terjadi, sehingga jenis reject tersebut dimasukkan dalam jenis reject DLL. Untuk reject yang bersifat kombinasi, tetap dimasukkan ke dalam jenis DLL.
3.4.4 Membuat Visual Display dan Mengganti Tabel Production Control Painting Plastic
Dari pengamatan yang didapat, tidak terdatanya jumlah part repaint dikarenakan prosedur dan instruksi kerja yang tidak jelas (Pemborosan dalam lini produksi), dan kertas laporan proses produksi yang tidak mendukung dalam pendataan jumlah FG untuk hasil repaint. Tidak terdatanya jumlah part Finish Good Painting plastic yang mengalami repaint, membuat pemakaian cat tidak terkontrol. Seringkali jumlah stok yang dalam perhitungan lebih banyak daripada aktual, karena perusahaan hanya menghitung jumlah FG dikali dengan jumlah pemakaian cat per part. Jadi meskipun part FG itu adalah hasil repaint, tetap dihitung satu kali pemakaian cat. Perhitungan jumlah pemakaian cat setelah part FG diketahui sejarah repaint-nya, menjadi:
14 1. Jumlah Pemakaian Cat di Line =
((jumlah in murni + jumlah TU) x volume cat) + ((jumlah FG R1 + TU R1) x volume cat x 2) + ((jumlah FG R2 + TU R2) x volume cat x 3) + ((jumlah FG R3 + TU R3 + jumlah spoilage) x volume cat x 4)
2. Jumlah Pemakaian Cat di TU =
(jumlah TU + TU R1 + TU R2 + TU R3) x volume cat
Selain itu, tidak terdatanya jumlah repaint dari part menyebabkan dalam proses sanding untuk mengetahui part sudah repaint 3x atau belum hanya memakai perkiraan saja. Untuk itu, pembuatan visual display pada proses sanding untuk memarking belakang part, perlakuan untuk part selanjutnya, apakah repaint 1x, repaint 2x, atau repaint 3x, dapat dilihat pada Gambar 13.
Gambar 13 Visual Display pada proses Sanding
Production Control Painting plastic yang sebelumnya tidak terdapat tabel untuk mengisi data
jumlah part FG hasil repaint, sehingga dalam Production Control Painting plastic yang baru, tabel part FG dibagi menjadi 4 kategori, yaitu in murni, untuk part yang langsung ok, R1 untuk part yang telah repaint 1x, R2 untuk part yang telah repaint 2x, dan R3 untuk part yang telah
repaint 3x.
Gambar dari penempatan Production Control baru yang harus diisi dapat dilihat pada
Gambar 14.
Part Mentah Loading
Unloading Cek Buffing Finish Good Sanding Sanding Cek NG OK NG Gagal Buffing OK Repaint Finish Good Cek Spoilage
Wipping B Wipping A Air Blow Undercoat Flash Off
Setting Room Bake Oven Topcoat Sanding Paint Undercoat OK >20% Sudah R3 <R3 <20% Touch Up NG OK Data Part Loading Data Buffing OK dan Gagal Buf Data Repaint Data Part OK Masking Unmasking Conveyor Masking Area Sanding Area Buffing Area Touch Up Area Unmasking Area Data TU
15
3.4.5 Membuat Visual Display Standard Visual Painting Plastic
Dari hasil penelitian dan wawancara, banyaknya part belum sesuai standar yang telah ditentukan lolos ke customer karena part tergores saat pengiriman, checkman kurang teliti dalam pengecekan, dan standard visual painting plastic di painting plastic berbeda dengan standard
visual painting plastic yang berada di assembly unit. Berdasar pengujian kepada 4 orang checkman, 1 orang tidak menjawab, dan 3 orang menjawab dengan banyak hasil jawaban yang
salah.
Standard Visual Painting Plastic sebelumnya terdapat 17 lembar dirasa tidak efisien, sehingga checkman yang lupa isi dari standar tersebut mengecek part berdasarkan ingatan mereka saja
bagian part yang masuk grade a, grade b, grade c, atau grade d karena malas membuka lembaran tersebut. Visual display Standar Visual Painting Plastic dibuat menjadi 1 lembar A3 dan dipasang pada ruang Unloading, sehingga checkman dapat melihat dan digunakan sebagai pengingat. Visual display tersebut dapat dilihat pada Gambar 15.
Gambar 15 Visual Display Standard Visual Painting 3.5 Tahap Control
Tahap control merupakan tahap pengukuran dan pengendalian terhadap implementasi yang telah dilakukan. Pada tahap control akan diketahui apakah tindakan perbaikan (improve) yang telah dilakukan dapat berjalan dengan baik atau tidak. Karena keterbatasan waktu, nilai KPI-Q setelah diadakan perbaikan tidak dihitung. Pemarkingan part di sanding sudah dapat berjalan, tetapi dalam perekapan datanya belum dapat dilaksanakan dengan baik karena MP harus tetap mengisi data rekap yang lama. Untuk pemecahan jenis reject DLL ke dalam beberapa jenis reject telah mengurangi jumlah reject DLL dalam 30 kali sampel, jadi dapat dikatakan pemecahan jenis
reject DLL menjadi beberapa jenis reject dapat berfungsi dengan baik.
4.1 Kesimpulan
Berdasarkan hasil pengolahan data dan analisa yang dilakukan, maka dapat disimpulkan bahwa: 1. Process Cycle Efisiency (PCE) pada proses produksi Painting Plastic part CFT Black tipe
KWWX di Line F adalah 42,40% dengan level sigma 3,75.
2. Penyebab utama persentase jumlah reject part CFT Black Tipe KWWX melebihi target KPI-Q (Key Performance Indicator of KPI-Quality) adalah reject tipis, reject meler, reject lainnya,dan reject kotor.
3. Penyebab masih banyaknya produk dari Painting Plastic yang belum memenuhi standar kualitas yang ditentukan, lolos/tetap dikirim ke customer (assembly unit) adalah:
16
a. Part menjadi reject saat di perjalanan misalnya terjadi benturan.
b. Checkman kurang teliti dalam pengecekan sehingga part reject lolos ke customer. c. checkman tidak hafal isi dari standar visual painting plastic.
4. Penyebab terjadinya pemborosan pada pemakaian bahan baku cat adalah tidak terdatanya part Finish Good yang pernah direpaint.
4.2 Saran
Adapun saran-saran yang diberikan yaitu:
1. Menstandarisasi dan mensosialisasikan Production Control Painting Plastic dan visual
display yang baru pada semua Line produksi dan semua shift.
2. Penataan layout Painting Plastic untuk penempatan oven baru.
3. Melakukan uji coba usulan penambahan proses pembersihan hanger, jig, dan sub jig setelah
unloading, dan melakukan analisa data sebelum dan sesudah melakukan uji coba tersebut.
5. DAFTAR PUSTAKA
1. Gasperz, Vincent. 2007. Lean Six Sigma For Manufacturing And Services Industries. Jakarta: Penerbit Gramedia Pustaka Utama.
2. Gasperz, Vincent. 2007. The Executive Guide To Implementing Lean Six Sigma. Jakarta: Penerbit Gramedia Pustaka Utama.
3. George, Michael L. 2002. Lean Six Sigma For Service: How To Use Lean Speed And Six
Sigma Quality To Improve Service And Transaction. New York: Mc Graw-Hill.
4. Hendradi, C. Tri. 2006. Statistik Six Sigma Dengan Minitab: Panduan Cerdas Inisiatif
Kualitas. Yogyakarta: Penerbit Andi.
5. http://qualityengineering.wordpress.com/2008/06/30/tahapan-lean-six-sigma-dmaic/. Diunduh tanggal 12 Februari 2011.
6. Liker, J.K. dan David Meier. 2007. The Toyota Way Fieldbook: Paduan Untuk
Mengimplementasikan Model 4p Toyota. Jakarta: Penerbit Erlangga.
7. Ratri, Nurjanah Puspita. 2009. Perbaikan Sepatu Olah Raga Nike Pada Proses Assembling
Berdasarkan Metode Lean Six Sigma di PT. Nagasakti Paramashoes Industry. Skripsi