Budiono, et al. Perhitungan Overall Equipment Effectiveness (OEE) di PT. ABC / Jurnal Titra, Vol. 3, No. 2, Juli 2015, pp. 253-256
253
Perhitungan
Overall Equipment Effectiveness
(OEE) di PT. ABC
Giovanni Adrian1, Tanti Octavia2
Abstract: PT. ABC would like to know the effectiveness of each production machines. The
company wants to calculate the effectiveness of each production machines everyday, so that can be evaluated monthly. Therefore, this project is conducted to design the tools for calculating the level of machines effectiveness using Overall Equipment Effectiveness (OEE). Result of data processing shown that the average of effectiveness for all moulding machines is 43%. The quality indicator became one of the causes of the low value of the average OEE for moulding machines. The ways to increase quality indicator are to make an additional tools on bandsaw machine, grouping the timber at unstacking on KD process, and to increase the operator’s utility when downtime occurs. After implementating, the OEE becomes 45%. The tools for calculating the OEE are also designed for the company. Those are moulding production data form, OEE calculator, and OEE calculation module.
Keywords: Overall Equipment Effectiveness, Effectiveness, Quality
Pendahuluan
PT. ABC merupakan perusahaan yang bergerak di
bidang pengolahan kayu dengan pasar
mancanegara. Berbagai macam jenis produk dari berbagai macam jenis kayu diproduksi di perusahaan ini. Produk dari PT. ABC adalah decking, flooring, beam dan poles. Decking dan flooring menjadi produk utama yang diproduksi oleh perushaan ini. Motif atau profile serta ukuran dari setiap produk juga bermacam-macam sesuai dengan permintaan customer.
PT. ABC ingin mengetahui seberapa besar efektifitas dari mesin produksi yang selama ini digunakan karena perusahaan belum pernah melakukan evaluasi mesin produksi yang mereka gunakan. Evaluasi untuk efektifitas mesin dapat dilakukan dengan menggunakan metode Overall Equipment Effectiveness (OEE). Perusahaan belum pernah melakukan evaluasi tingkat efektifitas
mesin sehingga perlu adanya rancangan
perhitungan. Rancangan perhitungan yang dibuat nantinya akan diguakan dalam menghitung serta memonitor kemampuan dan efektifitas mesin. Hasil
perhitungan OEE tersebut nantinya dapat
digunakan oleh manajemen untuk mengetahui efektifitas mesin produksi hanya dengan melihat hasil perhitungan OEE. Hasil perhitungan tersebut juga dapat dijadikan bahan anailsa secara berkala olehp perusahaan.
1,2, Fakultas Teknologi Industri, Program Studi Teknik Industri,
Universitas Kristen Petra. Jl. Siwalankerto 121-131, Surabaya 60236. Email: [email protected], [email protected]
Perhitungan OEE fokus untuk mesin moulding karena moulding merupakan proses yang cukup krusial. Moulding dikatakan proses krusial karena pada proses ini adalah proses yang menentukan motif atau profile serta ukuran kayu sesuai permintaan customer. Pemilihan mesin moulding untuk dilakukan perhitungan OEE juga karena produk yang dihasilkan dari mesin moulding merupakan produk yang hampir jadi. Kualitas dari produk hasil moulding tersebut sangat perlu diperhatikan sebelum barang tersebut siap untuk dipasarkan. Mesin moulding terdiri dari dua jenis merk yaitu Weinig dan Sheng Yuan sehingga dari perhitungan OEE tersebut perusahaan nantinya dapat mengetahui mesin mana yang lebih efektif.
Metode Penelitian
Penelitian ini akan menunjukan hasil perhitungan tingkat efektifitas mesin moulding dengan
menggunakan metode Overall Equipment
Effectiveness (OEE) dan rancangan perhitungan yang nantinya dapat digunakan oleh perushaan dalam menghitung OEE.
Overall Equipment Effectiveness (OEE)
Budiono, et al. Perhitungan Overall Equipment Effectiveness (OEE) di PT. ABC / Jurnal Titra, Vol. 3, No. 2, Juli 2015, pp. 253-256
254
%Availability = (1)
Perhitungan indikator performance memperhitung-kan nilai Total Finished Good, Net Operaitng Time dan Ideal Speed. Total Finished Good adalah total output hasil produk yang yang dapat diproduksi oleh mesin. Rumus yang digunakan dalam menghitung persentase performance adalah sebagai berikut:
%Performance = (2)
Indikator Quality merupakan indikator yang dipengaruhi oleh kualitas dari output produk yang dihasilkan. Perhitungan persentase indikator Quality adalah rasio dari selisih Total Finished Good dengan Reject Amount terhadap Total Finished Good. Rumus yang digunakan dalam menghitung persentase quality adalah sebagai berikut:
%Quality = (3)
Perhitungan OEE dilakukan dengan rumus sebagai berikut:
OEE = %Availability x %Performance x %Quality (4)
Pareto Chart
Pareto chart merupakan salah satu tools untuk mengetahui prioritas kecacatan yang terbesar. Prinsip dari pareto chart ini adalah dengan hanya memperhatikan 20% penyebab yang menyebabkan 80% masalah. Pareto chart ini menampilkan data kecacatan yang dirutkan dari frekuensi terbesar hingga terkecil. Pareto Chart ini akan digunakan
dalam menganalisa jenis kecacatan yang
menyebabkan 80% masalah hasil output mesin moulding.
Hasil dan Pembahasan
Hasil Perhitungan OEE Mesin Moulding
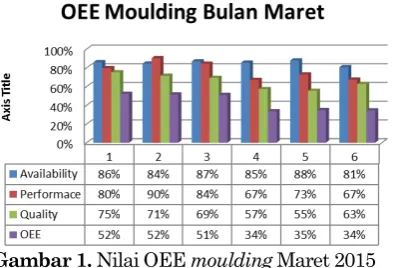
Perhitungan OEE digunakan untuk mengetahui tingkat efektifitas mesin moulding nomer 1 sampai mesin nomer 6. Hasil perhitungan OEE mesin moulding Bulan Maret dapat dilihat Gambar 1. Mesin merk Weinig merupakan mesin nomer 1 sampai mesin nomer 3. Mesin merk Sheng Yuan merupakan mesin nomer 4 sampai mesin nomer 6. Nilai OEE ditunjukkan dengan warna ungu pada Gambar 1. Rata-rata nilai OEE mesin Weinig yaitu sebesar 52% sedangkan untuk mesin Sheng Yuan sebesar 34%. Rata-rata nilai OEE untuk semua mesin moulding sebesar 43%.
Gambar 1. Nilai OEE moulding Maret 2015
Hal ini menunjukkan bahwa selama bulan Maret mesin moulding kurang efektif ketika digunakan untuk produksi. Salah satu penyebabnya adalah rendahnya nilai indikator quality. Gambar 1 juga
menggambarkan bahwa indikator quality
merupakan indikator yang paling rendah untuk semua mesin dibandingkan indikator OEE lainnya. Hal ini dapat menunjukkan bahwa indikator quality yang menyebabkan nilai OEE semua mesin moulding tidak optimal. Nilai indikator quality perlu dianalisa dan ditingkatkan sebagai upaya peningkatan nilai OEE.
Analisa Jenis Kecacatan Produk
Identifikasi jenis kecacatan produk dilakukan sebagai langkah awal untuk mengetahui jenis kecacatan apa saja yang ada pada produk hasil mesin moulding. Data jenis kecacatan untuk jenis kayu Bangkirai, Torem, dan Merbau dapat dilihat pada Tabel 1.
Tabel 1. Jenis Kecacatan Jenis Kayu
Data pada Tabel 1 mengenai jenis kecacatan kayu kemudian diolah menggunakan Pareto Chart untuk mengetahui jenis kecacatan terbesar yang menyebabkan produk cacat dari output mesin moulding. Analisa mengenai penyebab jenis kecacatan terbesar untuk kayu Bangkirai dapat dilihat pada Gambar 2.
Budiono, et al. Perhitungan Overall Equipment Effectiveness (OEE) di PT. ABC / Jurnal Titra, Vol. 3, No. 2, Juli 2015, pp. 253-256
255 Kecacatan kedua terbesar yaitu adanya lubang pada kayu atau pin hole dengan persentase sebesar 34,7%. Kecacatan ketiga terbesar yaitu retak pada kayu dengan persentase sebesar 11,3%.
C
Pareto Chart of Bangkirai
Gambar 2. Diagram Pareto Kecacatan Kayu
Bangkirai
Gambar 3 menunjukkan bahwa jenis kecacatan yang terbesar untuk jenis kayu Torem. Gambar 3 menunjukkan jenis kecacatan lubang atau pin hole memiliki persentase terbesar yaitu sebesar 42,7%. Kecacatan kedua terbesar yaitu adanya hit miss dengan persentase sebesar 13,3%. Kecacatan ketiga terbesar yaitu retak pada kayu dengan persentase sebesar 12%. Kecacatan keempat terbesar yaitu pecah pada kayu dengan persentase sebesar 10%.
C
68,0 78,0 87,3 96,0 100,0
20 18 15 14 13 6
Pareto Chart of Torem
Gambar 3. Diagram Pareto Kecacatan Kayu Torem
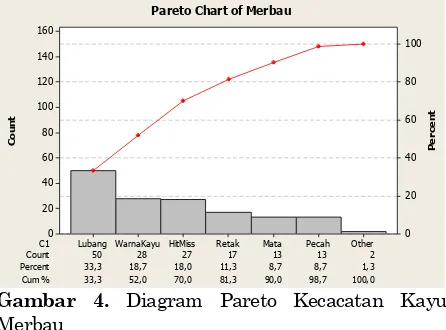
Gambar 4 menunjukkan bahwa jenis kecacatan yang terbesar untuk jenis kayu Merbau yaitu adanya lubang atau pin hole dengan persentase sebesar 33,3%. Kecacatan kedua terbesar yaitu adanya warna kayu dengan persentase sebesar 18,7%. Kecacatan ketiga terbesar yaitu hit miss pada kayu dengan persentase sebesar 18%. Kecacatan keempat yaitu retak sebesar 11,3%.
C
70,0 81,3 90,0 98,7 100,0
28 27 17 13 13 2
Pareto Chart of Merbau
Gambar 4. Diagram Pareto Kecacatan Kayu
Merbau
Jenis kecacatan yang perlu dilakukan perbaikan berdasarkan Pareto Chart pada Gambar 2 sampai Gabar 4 untuk jenis kayu Bangkirai, Merbau dan Torem adalah lubang, warna kayu, pecah, retak dan hit miss. Jenis kecacatan tersebut merupakan jenis kecacatan yang memiliki proporsi paling besar untuk jenis kayu Bangkirai, Merbau dan Torem. Semua jenis kecacatan itu, kecuali hit miss, disebabkan oleh alam sehingga kecacatan tersebut tidak dapat dikontrol.
Usulan untuk Meningkatkan Indikator
Quality
Budiono, et al. Perhitungan Overall Equipment Effectiveness (OEE) di PT. ABC / Jurnal Titra, Vol. 3, No. 2, Juli 2015, pp. 253-256
256 Gambar 5 menunjukkan tentang spesifikasi ukuran alat bantu pada proses bandsaw. Gambar yang ada pada lingkaran merah pada Gambar 5 merupakan perbaikan yang dilakukan yaitu dengan menambah-kan roller. Hal yang menyebabmenambah-kan kayu tidak rata adalah arah dorongan kayu oleh operator menuju mesin bandsaw yang tidak konstan karena tidak ada semacam penahan pada alat bantu meja tersebut. Penahan yang tidak ada sebelumnya menyebabkan terkadang kayu dapat mengarah ke kanan dan ke kiri (tidak stabil) ketika masuk ke mesin bandsaw. Hal inilah yang menyebabkan potongan kayu menjadi tidak rata. Perbaikan dengan membuat roller yang sebagai penahan agar arah dorongan kayu oleh operator dapat stabil dan diharapkan dapat mengurangi potongan kayu yang tidak rata.
Pengelompokkan kayu saat unstacking yang dimaksud adalah dengan menyingkirkan kayu yang ukurannya menyusut sampai ukurannya dibawah standar akibat proses KD. Misalnya ukuran kayu yang keluar dari proses KD adalah 23 mm x 97 mm, namun seharusnya 23 mm x 100 mm. Kayu tersebut seharusnya tidak dimasukkan ke proses selanjutnya.
Peningkatan utilitas operator ketika terjadi downtime adalah salah satu usulan yang digunakan untuk meningkatkan nilai indikator kualitas untuk produk cacat yang berasal dari alam. Caranya adalah dengan melakukan finishing untuk produk-produk yang cacat. Keuntungannya adalah tidak ada penambahan biaya dan dengan melakukan kegiatan finishing pada produk yang cacat maka otomatis produk yang cacat tersebut langsung dapat masuk ke proses packing.
Ketiga usulan tersebut dapat diestimasikan mampu meningkatkan nilai OEE sekitar 2% menjadi 45,062% dari angka 43%.
Usulan Pembuatan Rancangan Perhitungan OEE
Rancangan perhitungan dibutuhkan oleh PT. ABC untuk menghitung nilai OEE secara mandiri agar dapat dilakukan evaluasi secara berkala mengenai efektifitas mesin. Usulan yang diberikan untuk membantu perusahaan dalam mengatasi per-masalahan tersebut adalah dengan Form Data OEE, Kalkulator OEE, dan modul OEE. Form Data OEE digunakan untuk memudahkan operator
produksi dalam pengumpulan data yang
dibutuhkan dalam perhitungan OEE. Kalkulator OEE menggunakan software microsoft excel yang bertujuan untuk memudahkan admin dalam menghitung efektifitas mesin berdasarkan data dari Form Data OEE. Modul OEE merupakan panduan yang mudah dan sistematis untuk perusahaan melakukan perhitungan OEE.
Simpulan
Hasil perhitungan tingkat efektifitas rata-rata mesin moulding secara keseluruhan adalah sebesar 43%. Mesin moulding dapat dikatakan masih kurang efektif karena menurut World Class OEE nilai OEE dikatakan baik jika nilainya sebesar 85%. Indikator quality menjadi salah satu penyebab rendahnya nilai OEE mesin moulding karena indikator quality memiliki nilai rata-rata terendah dibanding indikator lainnya. Oleh karena itu fokus peningkatan nilai OEE adalah dengan meningkat-kan nilai indikator quality. Usulan untuk peningkat-an indikator quality adalah pemberian alat bantu pada mesin bandsaw, pengelompokkan kayu saat unstacking pada proses KD dan peningkatan utilitas operator ketika terjadi downtime. Usulan peningkat-an indikator OEE dapat meningkatkpeningkat-an nilai OEE sebesar 2% yaitu menjadi 45 %. Rancangan perhitungan yang dibuat adalah form data rekap produksi moulding, kalkulator OEE dan modul perhitungan OEE. Ketiga rancangan perhitungan tersebut dibuat untuk memudahkan perusahaan dalam menghitung tingkat efektifitas mesin dengan mudah secara berkala.
Daftar Pustaka
1. Breyfogle, F. W. (2003). Implementing six sigma (2nd ed.). United States of America: John Wiley & Sons, Inc.
2. Hansen, Robert. Overall Equipment Effectiveness: A powerfull production/maintenance tool for increased profits Chapter 2. 2002 from www.knovel.com.offcampus.lib.washington.edu/w eb/portasl/basic_search/display?display?_EXT_K NOVEL_DISPLAY_bookid=2421 on 17 February 2015.
3. Montgomery, D.C. (2009). Introduction to Statistical Quality Control Sixth Edition. Canada: Johm Wiley & Sons, Inc.
4. Vorne Industries Inc. (2008). The Fast Guide to OEE. USA: Vorne Industries Inc.