Proceedings
International Symposium on 2
ndResource Eficiency
in Pulp and Paper Technology
Crowne Plaza Hotel, Bandung, November 15-17, 2016
EDITORIAL BOARD
Hiroshi Ohi, University of Tsukuba, Japan
Tanaka Ryohei, Forestry and Forest Products Research Institute, Japan Kunio Yoshikawa, Tokyo Institute of Technology, Japan Hongbin Liu, Tianjin University of Science & Technology, China Hongjie Zhang, Tianjin University of Science & Technology, Tianjin, China
Zuming Lv, China Cleaner Production Center of Light Industry, China Rusli Daik, Universiti Kebangsaan Malaysia, Malaysia
Leh Cheu Peng, Universiti Sains Malaysia, Malaysia Rushdan bin Ibrahim, Forest Research Institute Malaysia, Malaysia
Herri Susanto, Institut Teknologi Bandung, Indonesia
Subyakto, Research Center for Biomaterials-Indonesian Institute of Sciences, Indonesia Gustan Pari, Forest Product Research and Development Center, Indonesia
Farah Fahma, Bogor Agricultural University, Indonesia Eko Bhakti Hardiyanto, Gadjah Mada University, Indonesia
Agus Purwanto, Sebelas Maret University, Indonesia
Subash Maheswari, PT. Tanjungenim Lestari Pulp and Paper, Indonesia Sari Farah Dina, Center for Research and Standardization Industry Medan, Indonesia
Yusup Setiawan, Center for Pulp and Paper, Indonesia Lies Indriati, Center for Pulp and Paper, Indonesia Krisna Septiningrum, Center for Pulp and Paper, Indonesia
Andri Tauick Rizaluddin, Center for Pulp and Paper, Indonesia
Evi Oktavia, Center for Pulp and Paper, Indonesia Hendro Risdianto, Center for Pulp and Paper, Indonesia
Syamsudin, Center for Pulp and Paper, Indonesia
---Cover Design by Nadia Ristanti Layout by Wachyudin Aziz
CENTER FOR PULP AND PAPER
MINISTRY OF INDUSTRY - REPUBLIC OF INDONESIA Jalan Raya Dayeuhkolot No. 132, Bandung 40258
PREFACE
Proceedings of 2
ndREPTech
International Symposium on Resource Eficiency in Pulp and Paper Technology
After being prepared intensively by the Editorial Board consisted of distinguish Peer Reviewers, we are
proudly present the Proceedings of 2nd International Symposium on Resource Eficiency in Pulp and
Paper Technology (2nd REPTech). The symposium has been held in Crowne Plaza Hotel, Bandung, Indonesia during November 15-17, 2016. This symposium was organized by CENTER FOR PULP AND PAPER (CPP), Ministry of Industry, Republic of Indonesia.
In the symposium, a various effort in the development of green technology in pulp and paper production is presented including basic and fundamental aspects. This symposium also provides information on novel, and emerging industrial technologies in application of fundamental pulp and paper technology.
The symposium is attended by researchers and technical experts who are active in related ields as
plenary and invited speakers to enhance fruitful international exchange. In addition, research results and/or application from practitioners are also presented for more technical information and interactive discussion.
We are very much grateful to the Peer Reviewers, the esteemed members of the International Advisory Comittees and Steering Committee for their advices and guidance. The supports from the Agency for Research and Development of Industry - Ministry of Industry, Indonesian Pulp and Paper Association (IPPA), Ministry of Environment and Forestry and all parties for the successful of 2nd REPTech are truly appreciated. Thank you and hoping this proceedings provide an update information of pulp and paper technology development which are useful to the readers.
Bandung, December 2016
TABLE OF CONTENT
Proceedings of 2
ndREPTech
International Symposium on Resource Eficiency in Pulp and Paper Technology
EDITORIAL BOARD i
PREFACE ii
TABLE OF CONTENT iii
1. Regulation Around Water Environment Related to Japanese Pulp and Paper Industry 1 Kunitaka Toyofuku*, Hiroshi Ohi
*TOYOFUKU Paper Business Plan, Japan
2. Optimization of Polyester/Cellulose Carboxymethylation Process Using Pad-Bake and 11 Pad-Batch Methods
Koentari Adi Soehardjo
Center for Material and Technical Product, Indonesia
3. Challenges to Sustainable Wood Production of Short-Rotation Plantation Forests in Indonesia 27 Eko B. Hardiyanto
Faculty of Forestry, Universitas Gadjah Mada, Indonesia
4. Assessing the Role of Ratio of Syringil/Vanillin-Based Lignin Monomers, Density of Four 35 Plantation-Forest Wood Species, and H-Factor on Deligniication Intensity and Properties
of Kraft Pulp
Dian Anggraini Indrawan, Rossi Margareth Tampubolon, Gustan Pari, Saptadi Darmawan, Han Roliadi
Center for Forest Product Research and Development, Indonesia
5. Lignin Structure of Acacia and Eucalyptus Species and Its Relation to Deligniication 45 Deded S. Nawawi, Wasrin Syaii, Takuya Akiyama, Tomoya Yokoyama,Yuji Matsumoto*
*The University of Tokyo, Japan
6. A Novel Paper-Based Sensor for Colorimetric and Fluorescent Detection of Copper Ions in Water 51 Yinchao Xu, Toshiharu Enomae
University of Tsukuba, Japan
7. Performance of Geronggang (Cratoxylon arborescens) at 4.5 Years Old as Potential Substitute 59 for Acacia crassicarpa in Peat Land
Opik Taupik Akbar, Yeni Aprianis, Eka Novriyanti
Research and Development Institute for Forest Plant Fiber Technology, Indonesia
8. Kraft Pulping Condition for Sumatran Thorny Bamboo, Potential Material for Viscose Pulp 67 Kanti Rizqiania, Eka Novriyanti, Dodi Frianto
Research and Development Institute for Forest Plant Fiber Technology, Indonesia
9. The Damage of Paper-Based Archives in Four Archival Institutions 73 Sari Hasanah
ANRI, Indonesia
10. Energy Management in Paper Industry: A Case Study of PT X 83
11. Wood Supply and Sustainable Forest Management System in APRIL Group in the Province of Riau 89 Petrus Gunarso, Prayitno Goenarto
APRIL, Indonesia
12. Effect of Reynolds Number at Oriice Outlow and Flotation Zone on the Fatty Acid Dispersion in 93 Correlation with Deinking Flotation Performance
Trismawati, I. N. G. Wardana, Nurkholis Hamidi, Mega Nur Sasongko University of Brawijaya, Indonesia
13. Eco-friendly Material Science and Technology ― Paper in the Past, Present, and Future 99 Toshiharu Enomae
University of Tsukuba, Japan
14. Comparison of Wood Properties by Age on Eucalyptus pellita Clones Using Near Infrared (NIR) 109 Spectroscopy
Dian Apriyanti*, Miho Hatanaka, Ruspandi
*Research and Development, Sinarmas Forestry Indonesia, Indonesia
15. Growth of Agave Germplasm in Balittas, Malang East Java 113
Parnidi, Untung Setyo Budi, Marjani
Indonesian Sweetener and Fiber Crops Research Institute, Indonesia
16. Improved Oxygen Deligniication by Photo Pretreatment and Additive Reinforcement: A Comparison 119 Study Between Tropical Mixed Hardwood Kraft Pulp and Oil Palm Fibre Soda-Anthraquinone Pulp
Leh Cheu Peng, Chong Yin Hui, Wan Rosli Wan Daud, Mazlan Ibrahim, Poh Beng Teik Universiti Sains Malaysia, Malaysia
17. Green Technology in The Pulp Industry 127
Dominique Lachenal, Christine Chirat Grenoble INP-Pagora, France
18. Effect of Ratio Liquid Waste of Output Sedimentation and Fermentation Biogas from Palm Oil Mill 135 Efluent (POME) on Biofertilizer Production
Martha Aznury, Robert Junaidi, Jaksen M. Amin, Victor Alberto Valentino Politeknik Negeri Sriwijaya, Palembang, Indonesia
19. Preparation of Polypyrrole Graphite Composite Anode Materials for Lithium Battery by Solution 143 Casting Method
Jadigia Ginting, Sri Yatmani, Yustinus Purwamargapratala
Pusat Sains dan Teknologi Bahan Maju-BATAN PUSPIPTEK, Indonesia
20. Development of (Recombinant) Microbial Enzymes for Application in Pulp and Paper Industry 147 Is Helianti
Center for Bioindustrial Technology, Agency for Assessment and Application of Technology, Indonesia
21. The Manufacture of Bamboo Fibre Composite 155
Theresia Mutia*, Hendro Risdianto, Susi Sugesty, Teddy Kardiansyah, Henggar Hardiani *Center for Textile, Ministry of Industry, Indonesia
22. A Review: Recent Research in Paper Packaging for Food 169
Qanytah, Khaswar Syamsu, Farah Fahma, Gustan Pari* *Forest Products Research and Development Center, Indonesia
23. Study of Kinetics and Thermodynamics Adsorption Cu2+ Ion by Synthetic Zeolite From Coal Fly Ash 179
24. Synthesis Li4Ti5O12-Sn Anode Materials as Lithium Battery with Ultrasonometry 187 Yustinus Purwamargapratala, Jadigia Ginting, Mardianto
PSTBM-BATAN, Tangerang Selatan, Indonesia
25. Modiied Operation of a Laboratory Reiner for Obtaining Dried Thermomechanical Pulp from 193 Non-Wood Fibers
Lilik Tri Mulyantaraa, Roni Maryana, Vu Thang Do, Atanu Kumar Das, Hiroshi Ohi, Keiichi Nakamata
University of Tsukuba, Japan
26. Brightness Stability of Dissolving Pulps: Effect of The Bleaching Sequence 199 Jordan Perrin, Dominique Lachenal,Christine Chirat
Grenoble INP-Pagora, France
27. Building Innovation Technology Concept in Printing Industry into Printing Education 205 Muhammad Nurwahidin, Untung Basuki, Ponadi, Adi Susanto
Jurusan Teknik Graika, Politeknik Negeri Media Kreatif, Indonesia
28. Utilization of Paper Mill Rejects Waste as a Raw Material of Composite Particle Board (CPB) 215 Yusup Setiawan, Aep Surachman, Kristaufan Joko Pramono, Sri Purwati, Henggar Hardiani
Center for Pulp and Paper, Indonesia
29. Study for Characterization and Drying Sludge of Paper Mill: Its Potential as Energy Source 223 Sari Farah Dina, Himsar Ambarita, Yanto Lawi, Siti Masriani Rambe
Center for Research and Standardization Industry Medan, Indonesia
30. Cyan-Magenta-Yellow (CMY) Conversion Model on Digital Color Proof Printer 233 Wiwi Prastiwinarti, Noorbaity
Politeknik Negeri Jakarta, Indonesia
31. The Inluence of Density Tropical Hardwood to Fibers, Chemical and Pulp Quality 239 Wawan Kartiwa Haroen
Center for Pulp and Paper, Indonesia
32. The Effects of Alkaline Pre-Impregnation Prior Soda-Anthraquinone Pulping on Oil Palm 249 Empty Fruit Bunch Fibre
Chong Yin Hui, Ng Shi Teng, Leh Cheu Peng Universiti Sains Malaysia, Malaysia
33. Potential and Prospects of Renewable Energy Resources in Pulp and Paper Industry 257 Syamsudin
Center for Pulp and Paper, Indonesia
34. Recycling of Used Beverages Cartons as An Environmental Education Program 273 Ligia Santosa, Andri Tauick Rizaluddin
Center for Pulp and Paper, Indonesia
35. Utilisation of Oil Palm Biomass: Examples of Laboratory-scale and Feasibility Studies 279 Tanaka Ryohei
Forestry and Forest Products Research Institute, Tsukuba, Japan
36. Research on the Preparation and Activity Test Three Types of Dry Sorbent for Flue Gas 283 Desulfurization
37. Pulping of Oil Palm Trunk using Environmentally Friendly Process 291 Wieke Pratiwi*, Andoyo Sugiharto, Susi Sugesty
*Center for Material and Technical Product, Indonesia
38. Impact of the Internet on Consumption and Production of Paper Products 301 Kristaufan Joko Pramono, John Cameron
Erasmus University of Rotterdam, The Netherlands
39. Recovery of Acetic Acid from Prehydrolysate from A Canadian Hardwood Kraft 309 Dissolving Pulp Mill
Avik Khan, Laboni Ahsan, Xingye An, Baobin Wang, Jing Shen, Yonghao Ni University of New Brunswick, Canada
40. Substitution of BCTMP for Hardwood Kraft Pulp in Writing and Printing Paper 321 Lies Indriati*, Angga Kesuma, Juliani,
*Center for Pulp and Paper, Indonesia
41. Isolation and Screening of Thermophilic Xylanolytic Bacterial Strains from Indonesian 327 Hot Spring
Krisna Septiningrum, M. Khadai, Saepulloh Center for Pulp and Paper, Indonesia
42. High-Yield Pulp (HYP) Application in Fiber-based Products 335 Hongbin Liu
Tianjin University of Science and Technology, China
43. Biodegradable Polyesters from Biomass-Derived Monomers 337
Rusli Daik, Satriani Aga Pasma, Mohamad Yusof Maskat Universiti Kebangsaan Malaysia, Malaysia
44. Solid Fuel Production from Paper Sludge Employing Hydrothermal Treatment and its 339 Co-combustion Performance with Coal
Kunio Yoshikawa, Areeprasert Chinnathan Tokyo Institute of Technology
45. Energy Eficiency Improvement and Cost Saving Opportunities for Compressed Air Supply 341 Silvy Djayanti
Center of Industrial Pollution Prevention Technology
INDEX OF AUTHORS 351
LIST OF PARTICIPANT 353
REGULATION AROUND WATER ENVIRONMENT RELATED TO
JAPANESE PULP AND PAPER INDUSTRY
Kunitaka Toyofukua1, Hiroshi Ohib2
aTOYOFUKU Paper Business Plan, the former Exective Director of Japan TAPPI,
2-19-4 Yu-karigaoka ,Sakura, chiba 285-0858, Japan
bUniversity of Tsukuba, 1-1-1 Tennodai, Tsukuba Ibaraki 305-8572, Japan 1k-toyo@catv296.ne.jp
2oi.hiroshi.gm@u.tsukuba.ac.jp
ABSTRACT
An economy growth rate of the yearly average in Japan is less than 1% while the rate after 2000 in Indonesia is around 6%. The environmental problem called as pollution easily occurs for the period of the high growth of economy when the growth is given the priority to. Four major pollution cases
occurred from 1953 through 1965 in Japan. This paper briely reports Japanese environmental laws
system. Seven pollutions to be shown in “The Environmental Basic Law” are air pollution, water pollution, soil pollution, noise, vibration, subsidence and bad smell. The laws in conjunction with the paper manufacture are (1) “Law Concerning Special Measures Dioxins”, (2) “Law Concerning
Reporting, etc. of Releases to the Environment of the Speciied Chemical Substance and Promoting
Improvements in their Management” (so-called PRTR Law), (3) “The Basic Promotion Law of Formation Recycle Society”, (4) “Law Concerning Wastes Disposal and Public Cleaning”, (5) “Law for the Promotion of Effective Utilization of Resources”, (6) “Law for the Promotion of Sorted Collection and Recycling of Containers and Packing”. Regulation is not concentration regulation
but quantity regulation of discharge of industrial waste water (efluent amount × COD, nitrogen,
phosphorus) in the speciic designation area. In addition, this regulation is applied to a factory with
more than 50m3/day of efluent.
Keywords: environmental laws, water pollution, chemical oxygen demand, biological oxygen demand, air pollution
Introduction
Japan revived miraculously from the ruins of the end (1945) of the of World War II and was the period of the high growth of economy from 1955 through 1973. The growth rate of this period was higher than 9% a year. It was a plateau at an annual rate of 4% of growth rates until the next 1991. A growth rate of the yearly average is less than 1% after a bubble burst of 1991. The economic growth rate after 2000 in Indonesia is around 6%. The environmental problem to be said to be pollution is easy to occur for the period of the high growth of economy when economic growth is given priority to.
Four major pollution cases occurred from 1953 through 1965 in Japan, and the responsibility of the
cause outbreak company was investigated strictly. In addition, the conlict with ishermen by the efluent of the pulp mill in Tokyo, Edogawa occurred in 1958, and a nasty smell ish problem by the factory efluent in Mie, Yokkaichi-shi occurred in 1963. Furthermore, the issue of thick sludge (Hedoro) with the paper sludge included in the efluent of the paper mill in ishing port of Shizuoka, Tagonoura occurred in 1967. “Regulation Law such as Factory Efluent” and “Water Conservation Law of the Public Waters” were established in 1958 by the issue of efluent of the pulp mill of Edogawa. This leads to
Water Pollution Control Law established in 1970. “The Environmental Pollution Prevention Basic Law” (existing “The Environmental Basic Law”) was established in 1967 by many pollution issues such as four major pollution cases. Furthermore, it was established “the Air Pollution Control Law” and “Noise Regulation Law” in 1968. Laws for prevention of pollution occurrence were established rapidly with “the Offensive Odor Control Law” in 1971. In 1971, the Environmental Agency (it
becomes Ministry of the Environment in 2001) was established as the government ofice where was
System of Japanese Environmental Laws
Japanese environmental laws system is showed in Fig.1. Seven pollutions to be shown in “The Environmental Basic Law” are air pollution, water pollution, soil pollution, noise, vibration, subsidence and bad smell. For others, laws in conjunction with the paper manufacture are:
“Law Concerning special measures Dioxins”
“Law Concerning Reporting, etc. of Releases to the Environment of the Speciied Chemical Substance
and Promoting Improvements in Their Management” (so-called PRTR Law) “The Basic Promotion Law of Formation Recycle Society”
“Law Concerning Wastes Disposal and Public Cleaning” “Law for the Promotion of Effective Utilization of Resources”
“Law for the Promotion of Sorted Collection and Recycling of Containers and Packing
Furthermore, as duties such as companies, it is imposed on setting of the prevention of pollution
manager in the speciic factory (most paper mills correspond) and promoting environmental report and
the environmental education. In addition, as the standard that it is desirable to be maintained on protection of the health of the person and maintenance of the living environment, an environmental standard is determined. The environmental standard is the target that how much should keep the air, water, soil, noise, etc.. In addition, it is “the standard that it is desirable to be maintained”, and the environmental standard is an administrative policy objective. This is going to plan the achievement as the aim that it is desirable to be maintained as the lowest to maintain the health of the person more positively.
Environmental Laws to be Related to The Paper Manufacture
“Water Pollution Control Law”
“Water Pollution Control Law” regulates the efluent such as factories. Fig. 2 shows the main mill
industry is used mainly from the river. As Japan are surrounded in the sea like Indonesia, the efluent is
discharged into river or sea area.
As for the efluent regulation of the “Water Pollution Control Law”, density regulation is a basic to discharge into a public water area (general river and sea area), but in the speciic designation area, the efluent is regulated in both density and quantity. Speciic designation area is Tokyo Bay, Ise Bay
and Seto Inland Sea, these three areas are closed sea area and correspond to it. Furthermore, the rivers
lowing into these sea area correspond to it. Fig. 3 shows speciic designation area.
It is speciic workplace to receive efluent regulation. Speciic workplace is workplace having speciic
facilities discharging a toxic substance (all paper mills correspond). Furthermore, the workplace with more than 50 m3/day of interval discharge catches the regulation in the element related to environmental
living (BOD, COD) on a day. Japanese efluent regulation (density and quantity) system is shown in
Fig. 4.
Figure 2 Location of Main Mill of Paper Industry (●)
Figure 4 Japanese Efluent Regulation (Concentration and Quantity) System
Regulation Discharge into General River, Lake and Sea
(1) Environmental Standard
The environmental standard of the river is with less than 1 mg/L of BOD. The environmental standard of the sea area is with less than 2 mg/L of COD. The environmental standard is accomplished at about 80% of points.
(2) Uniform Standard
Other than pH, SS, in the case of river discharge, BOD level is regulated. On the other hand, in the case of the discharge to a sea area and a lake, COD level (Mn) is regulated. This difference is a traditional reason from the past. Each Uniform Standard of (BOD and COD) that country regulation is 160 mg/L. It is 120 mg/L on the day interval average.
However, there is the addition of the regulation level in the regulations and agreements. The regulation level is gradually added in the agreement with the prefecture and with the city next step. It takes severe regulation depending on a local area. Those examples are shown.
a. In the Oji Paper Co., Ltd. Kasugai mill in Aichi, BOD (day interval average) is regulated to 70 mg/L in the prefecture regulations. Furthermore, it is regulated to 45 mg/L in the agreement with the city. b. In the Hokuetsu Kishu Paper Co., Ltd. Niigata mill in Niigata, BOD (day interval average) is
regulated to 40 mg/L in the prefecture regulations. Furthermore, it is regulated to 24 mg/L in the agreement with the city.
c. In KITAKAMI PAPER Co., Ltd. in Iwate, BOD is regulated to 40 mg/L in the agreement with the city.
d. In the Lintec Corp. Kumagaya mill in Saitama, BOD (day interval average) is regulated to 20 mg/L in the agreement with the city.
e. In the Lintec Corp. Mishima mill in Ehime, COD (day interval average) is regulated to 65 mg/L in the agreement with the prefecture.
f. In the Daio Paper Corp. Mishima mill in Ehime, COD (day interval average) is regulated to 70 mg/L in the agreement with the prefecture.
g. In the Oji Paper Co., Ltd. Tomakomai mill in Hokkaido COD is regulated to up to 160 mg/L and regulated 120 mg/L on interval average on a day Only in uniform standard of the country,.
Total Amount Regulation of COD in The Speciic Designated Area (Closed Sea Area)
1. Establishment of the law
The law was entered into force in June, 1979. to improve the quality of the water in the closed sea area (Tokyo Bay, Ise Bay, Seto Inland Sea).
2. Present status
A change of the quantity of COD load in the closed sea area; Tokyo Bay, Ise Bay, Seto Inland Sea, Osaka Bay (a part of Seto Inland Sea) is shown in Fig. 5. In addition, the change of the COD level with the decrease in quantity of COD load is shown in Fig. 6. Including other systems, the quantity of COD load largely decreases both in life system and industrial system. However, a reduction effort will be continued more as the environmental standard has not been yet accomplished. It is understood from Fig. 6.
A country does not take severe regulation at a stroke like China in Japan, and the person concerned talks, and a method to gradually push forward regulation is often adopted as far as it is possible. Regulation
is not density regulation but quantity regulation of discharge of industrial waste water (efluent amount
× COD, nitrogen, phosphorus). In addition, this regulation is applied to a factory with more than 50 m3/
day of efluent.
Figure 5 Change of The Quantity of COD Load (t/day) in the Closed Sea Area
Correspondence of The Pulp and Paper Industry
The situation of the reduction in each next reduction plan in the pulp and paper mill in the closed
sea area is exempliied in Table 1. It is described the main capital spending carried out newly later to
perform these reduction. A mill, B mill, C mill are results values, and D mill is a regulation values.
Table1 Results Example of The COD Discharge Decrease of The Closing Practices 3 Sea Area (t/ day)
Tokyo Bay
• The main capital spending content is as follows.
- Tokyo Bay A mill: Reinforcement of efluent treatment such as activated sludge and catalytic oxidation; switch pulp to wastepaper pulp by CGP (1994): stopped two m/c (2000).
- Ise Bay B mill: KP generating source measures; oxygen bleaching facilities setting; reinforcement of creature ilm iltration facilities; reinforcement of cohesion deposition facilities; pulp switch to ECF.
- Seto Inland Sea C mill: KP generating source measures; oxygen bleaching facilities setting; reinforcement of activated sludge facilities; anaerobic waste water treatment equipment setting; reinforcement of cohesion deposition facilities; pulp switch to ECF.
- Seto Inland Sea D mill: KP generating source measures; oxygen bleaching facilities setting; reinforcement of activated sludge facilities and cohesion deposition facilities; anaerobic waste water treatment equipment and activated sludge facilities newly setting; pulp switch to ECF.
Table 2 Quantity of COD Reduction and Capital Spending Amount of Money of That Purpose
Tokyo Bay
• Table 1 and 2 are quoted from a document in the ifth total amount reduction specialized committee in Nov. 2009
Dioxin in a Closed Sea Area
Measuring a discharge of the dioxin from designated facilities and reporting, it was established
because dioxin was included in lue gas and the burned residue of the garbage incineration site. Bleaching
Figure 7 Baltic Sea and Neighboring Areas
Table 3 Change of The Dioxin Density in Sea Crow Egg of Baltic Sea
Year 1969 1980 1992
Dioxin (ppt) 3,500 2,300 1,000
PCB (ppt) 20,000 12,000 5,000
Use of Water of Pulp and Paper Industry
Japanese annual average precipitation is at the same level as it of Indonesia (1,706 mm) at 1,718 mm (as for the world average 880 mm), and there is much in comparison with Chinese 630 mm more. Therefore the limit of the water consumption is not severe. Of course we must always keep saving water in mind that we do not use the resources idly, but the limitation is not severe unless it becomes the extreme shortage of water.
The pulp and paper mill often uses water from the river, but often has the water intake right for a long time. A scramble with the agriculture water rarely occurs at shortage of water at growth time of the rice. Water consumption per 1 ton of paper is shown in Fig. 8. There is not a change at a little over 80 m3 recently.
“Air Pollution Control Law”
This law regulates exhaust gas and soot particle from a factory.
1. List of harmful air pollution material, approach materials given priority (May, 1996) a. Material which may correspond to a harmful air pollution material (234 materials)
b. A list of priority approach materials: The material that it is thought that a health risk is high: Mercury and mercury compound, chloroform, etc. (22 materials)
2. Correspondence to exhaust gas and soot particle regulation
a. SOx measures, Use of fuel with low content sulfur; the lue gas desulfurization equipment setting supports with regard to the scale of the factory and a local characteristic.
b. NOx measures; adoption of the low NOx burner; two steps of combustion adoption, etc. c. Soot particle measures; the soot particle which occurred from a recovery boiler became the
problem at one time, but it was settled by the reinforcement of a wet process scrubber and the electrostatic precipitator, etc.
3. Chloroform reduction
When chlorine is used in a bleaching process of the KP pulp, chloroform is by-produced. In a bleaching process, adoption of ECF and TCF without chlorine use can approximately completely prevent by-producing chloroform. Japanese papermaker almost switches it to ECF and TCF and does not use chlorine.
“Offensive Odor Control Law”
This law regulates the bad smell around the factory.The odor of sulfur compounds such as the methyl mercaptan in the KP process of manufacture is regulated.The measurement of the odor index (sense of smell) by the sensory of the person is effective for the thing which feels an odor with the very small amount
“Waste Management and Public Cleaning Law”
1. This law regulates disposal of waste generating in a factory. a. Manifesto system, prohibition of incineration in the backyard b. Preventive measures against illegal dumping, promotion of recycling 2. Measures concerning waste disposal
a. It is sludge to occupy most of the waste going out of the paper mill. In addition, small piece of wood and waste plastic are exhausted.
b. The discharges of the sludge increase by increase of the wastepaper, but the most are incinerated, and it is used as energy of the mill in some cases. In addition, the left combustion ash is made good use of as cement raw materials and roadbed materials.
c. It is a target that pulp and paper industry reduces quantity of last disposal to 350,000 tons by 2015, but the last disposal quantity has already decreased to 190,000 tons in 2013 and falls it approximately 86% more in comparison with 1990.
“Waste Management and Public Cleaning Law”
1. This law regulates disposal of waste generating in a factory. a. Manifesto system, prohibition of incineration in the backyard b. Preventive measures against illegal dumping, promotion of recycling 2. Measures concerning waste disposal
a. It is sludge to occupy most of the waste going out of the paper mill. In addition, small piece of wood and waste plastic are exhausted.
c. It is a target that pulp and paper industry reduces quantity of last disposal to 350,000 tons by 2015, but the last disposal quantity has already decreased to 190,000 tons in 2013 and falls it approximately 86% more in comparison with 1990.
Figure 9 Chang of Quantity of Waste Last Disposal (Quantity of Reclamation) (Source : Japan Paper Association HP data)
“Pollutant Release and Transfer Register” (PRTR)
This is a system based on the law (“Law for Concerning Reporting, etc. of Releases to the Environment
of Speciic Chemical Substances and Promoting Improvements in their Management”). When business
operator exhausts or transfer designated chemical substance, he grasps the quantity and has a duty to tell the country. Country publishes count data. Anyone can read data on the Internet. By publication, incentive of the reduction acts on business operator.
“Law Concerning Maintenance of Pollution Control Organization in Speciied Factory” (“Pollution
Control Manager Law”)
“Pollution Control Manager Law” thought to be Japan’s original system was promulgated in 1971 in the next year of the “Water Pollution Control Law”. The purpose is maintenance of pollution control
organization in speciied factory by the election of a pollution control superviser and various pollution control manager, and prevent an environmental pollution. A qualiied person (including an authorized
class) is approximately 500,000 people in the whole country.
This law is not a so-called regulation law such as “Water Pollution Control Law” or “Air Pollution Control Law”, but is the environmental law that plays a big role in environmental improvement of
Japan. Condition of the speciic factory:
a. The air: Soot generating facilities (more than exhaust gas 10,000 Nm3/h)
b. The water: Waste water discharging facilities (more than waste water 10,000 m3/day)
c. DXN: KP, SP bleaching facilities (only in the case of an incinerator, unnecessary)
Introduction of the OJI PAPER Nantung mill in China (Jiangsu Oji Paper Co., Ltd.)
It is consistency mill from pulp to paper latest built in the river bank of the Yangtze River of Nanchung City of China. Unique waste water treatment is carried out. Summary of the mill:
a. Pulp production 470,000 tons / year (the half quantity markets it) b. Coated paper production 300,000 tons / year
c. Bleaching process: oxygen - ozone - chlorine dioxide - hydrogen peroxide
The process of waste water treatment is shown in Fig.10. As China government does not admit
until ozone treatment is puriied enough to a drinkable level with special water treatment equipment
of Nanchung City government, and it is used as drinking water in the district of the neighborhood. An article of Xinhua News Agency which introduced this system.
OPTIMIZATION OF POLYESTER/CELLULOSE
CARBOXYMETHYLATION PROCESS USING BAKE AND
PAD-BATCH METHODS
Koentari Adi Soehardjo
Center for Material and Technical Product, Jl Sangkuriang 14 Bandung 40135,Indonesia koentariadisoehardjo@gmail.com
ABSTRACT
In the previous studies experiments on Carboxymethylation process optimization of polyester/ cellulose with Pad-Bake method has been conducted. The optimum condition was achieved using
sodium chloracetate 4N, sodium hydroxide 8N and baking temperature of 120oC. The process needs
a big investment because using thermosol machine that expensive and needs high energy. In order to be implemented in small scale industries, further research has been conducted by varying the same concentrations of sodium hydroxide and sodium chloracetate using the Pad-Batch method at room temperature (28oC) for 2, 4, 6, 8 and 10 hours. The experimental results were tested for polyester weight reduction, cellulose structure with an infrared spectrum using a solution of methylene blue, moisture absorption, tensile strength, crease recovery, dimensional stability and stiffness of the fabric. The optimum conditions of the two impregnation method are compared and the optimum conditions achieved in the use of pad-batch impregnation method, the use of 3N sodium chloracetate 8N sodium hydroxide and 2 hours of impregnation time at room temperature (28oC).The result showed that 7.5% weight reduction in the polyester, 94.32% absorption of methylene blue dye, 4.7% or increase 56.7% absorption of moisture, 25 kg or decrease 9.1%) tensile strength the warp direction of tensile strength and 17 , 9 kg or decrease 30.9% weft direction of tensile strength , 1580or increase 41.1% warp direction of crease recovery and in 1490 or increase 36.7% weft direction, of crease recovery, 1.02% or decrease 25% Warp direction of fabric dimensional stability and 0.44% or decrease 30.9% weft direction of fabric dimensional stability, 49 mg.cm or decrease 34.67% warp direction of fabric stiffness and 22 mg.cm or decrease 52.17% weft direction of fabric stiffness were obtained. In addition the process of polyester/cellulose Carboxymethylation using Pad Batch methods, can be done by small and medium industries because, the manufacture do not need expensive equipment investment, energy saving and lower cost for production.
Keywords: carboxymethylation, polyester/cellulose, sodium chloracetate, sodium hydroxide, pad-bake, pad-batch
Introduction
This study is a continuation of previous studies that is polyester /cellulose fabric modiication using
pad-bake method carboxymethylation process, which has obtained the optimal condition. The optimal condition can improve the quality of polyester/cellulose fabric by using 4N sodium chloracetate, 8N sodium hydroxide and baking temperature of 120oC. Test results showed that: 0.45% weight reduction,
94.32% methylene blue dyed absorption, 4.44% moisture regain, 21.50 kg warp direction of tensile strength and 16 kg weft direction of tensile strength, 1480 warp directions of crease recovery and 1450
weft direction of crease recovery, 0.14% warp direction of fabric dimensional stability and 0.17 of weft, 64 mg.cm warp direction of fabric dimensional stability, and 39 mg.cm of weft direction of fabric dimensional stability [1]. Processes mentioned above requires a huge investment, considering that the process carboxymethylation fabric of polyester/cellulose can be done by small and medium industries, therefore it is necessary to do further research that quality improvement Polyester/Cellulose fabric through a carboxymethylation process by comparing the pad-bake method that has previously been done before with pad-batch method, at advanced research that will be done. The purpose of this advanced research is
through the comparison ixation method between pad-baking that need investment in machinery and
energy with high costs compared with pad batching methods under squeeze impregnation, where the
ixation process just rolled, rotated at room temperature (batching time), investment is quite simple
with no energy for heating so that it can be done by small and medium industries. Polyester/cellulose (65/35%) fabric had lower moisture regains so it is not comfortable to wear. One way to overcome that is lacking by modifying the Carboxymethyl cellulose process to use sodium chloracetate and sodium hydroxide [2,5].The presence of sodium hydroxide will erode and diluting polyester fabric so that the
handle of fabric will be softer [3,4]. Chemical modiication by means carboxymethylation is one type of etheriication process aimed at cellulose groups [5,6]. In this experiment, optimization process using
pad batching method was carried out. The fabric impregnation on sodium chloracetate solution and then impregnation on sodium hydroxide solution with wet pick up 80%, rolled, rotated at room temperature
in deinite time of a particular ixation. The carboxymethylation process conditions will affect the degree
of substitution of hydroxyl groups on the anhydroglucose unit with carboxymethyl group. [6,7] The magnitude of the degree of substitution obtained will determine the physical properties of cellulose
ibers include tensile strength, crease recovery, dimensional stability and moisture regain. The presence
of sodium hydroxide in addition is cellulose swelling and will hydrolyze the polyester because erosion resulted in reducing weight. The process of erosion and a reduction in weight resulted fabric handle
becomes softer. Erosion polyester ibers by sodium hydroxide allows the addition of OH end groups of
ester hydrolysis can increase the degree of substitution of carboxymethyl [3,4]. The carboxymethylation cellulose (see Figure 1) is a derivative of cellulose formed from alkaline and chloracetate. The chemical
structure of carboxymethyl cellulose based on β- (1,4) -D-glucopyranose polymer of cellulose difference
in treatment will lead to different degrees of substitution, but in general, changes in the derivatives per monomer unit of about 0.6 to 0.95. The carboxymethyl cellulose molecule structure is as follows [9]
Figure 1 The Molecular Structure of Carboxymethyl cellulose
The presence of sodium hydroxide will degrade cellulose molecules that are means degree of
polymerization will decline, resulting in decreased tensile strength of the iber. The mechanism of cellulose iber degradations can be seen in Figure 2. [12] Oxygen will get in between the chains and
the amorphous molecules into the micelle. Effect of primary valence bonds between oxygen ions and
the iber is greater than the second valence bond molecular chains. Consequently valence bonds both molecular chain breaking, inally individual molecular chains are separated from each other [12].
The occurrence of chain termination is less than perfect, still bound at some point cause the chain
to change the way, this situation causes the iber orientation to be reduced and consequently the tensile
strength decrease. In the Carboxymethylation process, where the use of these types of reagents, each of which is acidic and alkaline often results in a decrease in the tensile strength of the fabric, due to the
breakdown or degradation of each iber [13]. Therefore, it is necessary to ind the optimal conditions that do not cause the iber damage, either polyester or cellulose ibers or in case of any damage as small
Figure 2. Chain Termination of Cellulose Molecular by Sodium Hydroxide
Further research that will be done is the carboxymethylation process method of the pad-batch method. The fabrics is impregnation in sodium chloracetate solution corresponding variations: 2N, 3N and 4N and impregnation in 6N, 8N, 10N and 12 N sodium hydroxide solution , wet pick up 80%, rolled and rotated process at room temperature (28oC). with batching time variations of: 2 hours, 4 hours, 6 hours,
8 hours and 10 hours, respectively. The result was then washed, dried, tested, evaluation and analysis of data.
Materials and Method
Materials and Equipment
Polyester/cellulose (65%/35%) fabrics with construction: woven: plain; Warp Yarn No Tex: 13.43 and Weft Yarn No Tex 14.00, Pick Density (Number of Yarn/cm): warp density: 35 and weft density: 24; the dry weight of fabric/m2 78.798 grams Sodium chloracetate (CH
2ClCOONa) as etheriication
substance, sodium hydroxide (NaOH) as sodium cellulose substances forming and reducing weight of polyester. Carboxymethylation process experiment used laboratory scale pad-batch machine
Research Methods
Preparation:
Raw material of Polyester/cellulose fabric was scouring and starch removing, cut according to the testing size needs, then prepared for Carboxymethylation processing.
Solution preparation for Carboxymethylation process: Sodium Chloracetate solution: 2 N, 3N, and 4N and Sodium Hydroxide solution: 6N, 8N, 10N and 12N.
Carboxymethylation process Pad –Batching methods
rotated in batching process at room temperature (28oC). with time variations: 2 hours, 4 hours, 6 hours,
8 hours, 10 hours. The result was washed, dried, tested evaluation and analysis of the data, to ind
optimal conditions. Furthermore, the results were compared to the optimal conditions for obtained from the results carboxymethylation process Pad-baking method: Polyester Cellulose Fabric impregnation in sodium chloracetate solution corresponding variations: 2N, 3N and 4N and impregnation in sodium hydroxide solution 6N, 8N, 10N and 12N wet pick up 80 %, rolled, rotated at temperature variation: 120oC, 130oC, 140oC, 150oC, 160oC within 5 minutes. The result was washed, dried, tested. The optimal
conditions have been obtained in previous studies that the use of 4N sodium chloracetate, 8N sodium hydroxide and baking temperature of 120oC [1].
Testing
• Fabrics Construction are woven type, Yarn Number (Tex), Pick density (number of yarn/cm): warp density and Weft Density, and dry weight of the fabric.
• Infrared spectrum: FTIR characterization is performed to determine the formation of carboxymethyl groups and carboxyl expressed as a carbonyl functional group and changes the intensity of the hydroxyl functional groups of polyester.
• The content of polyesters (composition): According to SNI 08-0264-89 / ISO: 1833: 2011[15]
• Moisture Content /Moisture Regain: According to SNI 08-0263-1989 [16]
• Tensile Strength: According to ISO 0276 – 2009 [17]
• Crease Recovery: According to ISO 2313: 2011 [18]
• Dimensional Stability: According to ISO 5077 – 2011 [19]
• Stiffness: According to SNI 08 - 0314 - 1989 [20]
Results and Discussion
1. Identiication of Carboxymethyl, Carboxyl and Carbonyl Structure Using Infra Red Spectrum.
Characteristics structure tested using FTIR has been done on cellulosic fabrics blanks/before carboxymethylation process and after Carboxymethylation process in optimal conditions.
At polyester fabric and polyester/cellulose fabric 65%/35% was not necessary to be tested because
the polyester has a peak absorption at carbonyl group (C = 0) which absorbs strongly in λ 1700 cm-1,
so that the curves have a polyester group can not be used for determine the effect Carboxymethylation.
Spectrograms generated curve turns that cause the infrared absorption peak at λ area 3300 cm-1 is a
hydroxyl group in 1700 cm-1 is an area of carboxyl groups. Testing Results infrared spectrum from
cellulose fabric blank (before) and after Carboxymethylation optimal conditions can be seen in Figures 3 and 4.
From spectrograms on cellulose fabric which has Carboxymethylation in optimal condition indicated there are additional absorption peak at a wavelength of 1720 cm-1 and 840 cm-1, group carbonyl of the
aldehyde group of compounds ketones having absorption peaks at wavelengths between 1720 cm-1 to
1740 cm-1[8].
Carboxymethylation process is a process of substitution of carboxymethyl groups to replace hydroxyl
groups on the cellulose ibers. With the change of the spectrum of infrared note of wavelengths indicated
by the strain group C = O in the presence of absorption peak at a wavelength of 1720 cm-1 at cellulose
which Carboxymethylation can be said that there has been a substitution of the hydroxyl group with a group carboxymethyl on cellulosic fabrics . In the area of 3300 cm-1 good fabric or fabric at the
beginning of the modiication gives absorption peaks. This occurs because not all the hydroxyl groups
experienced Carboxymethylation process, so that other hydroxyl groups still have absorption peaks.
Thus the chemical modiication of the fabric through a process of Carboxymethylation partial has
Figure 3. Infrared Spectrum of Cellulose Fabric (Blanks)
Figure 4. Infrared Spectrum of Cellulose Fabric in Optimal Carboxymethylation Condition
2. The Methylene Blue Absorpted by the Carboxyl Group
To determine the presence of carboxyl groups in the cellulose chain is doing by dyeing process with
methylene blue dyestuff, this solution does not have an afinity for pure cellulose, but with the formation
of carboxylate groups causing the cellulose can absorb methylene blue dyes [14]
In Table 1 show that the entire treatment variations stain with methylene blue solution. It is identiied
Table 1. The Absorption of Methylene Blue Dyestuff (%)
From the test results shown that the concentration of sodium chloracetate up to 3N, sodium hydroxide to 8N and batching time up to 2 hours, with the use of higher concentration of sodium hydroxide and the longer time of batching in a certain extent, the absorption of methylene blue dye is higher.
The amount of the dye absorbed on cellulose, not only indicate carboxymethylation reactions that occur, but also showed the presence of cellulose damage. Degradation of cellulose molecules in the
presence of oxygen in sodium hydroxide (see igure 2), will enter the molecular chains of cellulose on
the bond between the hydrogen and carbon atoms in position 1 glucose groups, consequently glucose circle will open and a hydrogen atom at position 1 will migration to the carbon atom at position 5, forming acid group at position 1 but remain bound to the glucose group next to it. The presence of sodium ions in solution resulting ester hydrolyzed form,thus breaking the ester bond resulting in damage
oxycellulose (igure 2) which also absorb the methylene blue dyes. [1]
3. Tensile Strength
The Results of tensile strength warp and weft direction fabric can be seen in table 2. The test results shown that the Carboxymethylation process occurs the shrinkage of fabric, that means pick of yarn/cm warp and weft of fabric increased thereby increasing the tensile strength of the fabric, the highest tensile strength test results obtained on the use of a combination of 3N chloroacetate and 8N sodium hydroxide and batching time of 2 hours. The result showed: Warp direction of tensile strength 25 kg or increase of 8.2% from the beginning and the weft direction of tensile strength fabric 17.9 kg or increase 4.1%. The analysis of variances turns out, that the variations of sodium hydroxide, sodium chloroacetate concentration and batching time process have effected on the tensile strength of the fabric. At the optimal
The increasing of tensile strength after carboxymethylation process caused by the increase of the hydrogen bond and Van der walls bond, that affecting to shrinkage of fabric dimensional. , consequently pick of fabric density (warp density and weft density) will be increased [2, 12].
On the use of sodium chloracetate, the longer of batching time tensile strength tends decreased. This is because the use of sodium chloracetate which is an acid salt, cellulose can be damaged by acid is forming hydrocellulose and will be produced a shorter molecular chain. The outbreak of some glucosidal bond between units, will cause hydrolysis of cellulose, reduced unit of glucose in the chain of cellulose can occur tensile strength decrease.
The sodium hydroxide is a strong alkaline, the erosion of polyester fabric turns out that the tensile strength decline and loosed the weight. At the pore where the hydrolysis happen, the polymeric molecules are not compact, molecular bonds weakened so that the tensile strength of the fabric will decreases [3],
4. Polyester Weight Reduction
The results of weight reduction polyester can be seen in Table 3.The test results shown that the use greater concentration of sodium hydroxide and the longer batching time to a certain extent occurs that weight reduction increases. The greater concentration of sodium chloracetate usage in a certain extent, the weight reduction polyester reduced, because sodium chloracetate will inhibit erosion of polyester
ibers by sodium hydroxide [3, 4]. From the analysis of variance turns out that the concentration of
sodium hydroxide, sodium chloroacetate concentration, and batching time effected on the test results of weight reduction
Table 2. Tensile Strength of Warp and Weft Direction Fabric (Kg)
Batching
6 20.50 21.41 20.20 15.17 17.25 16.75
8 23.00 25.00 22.33 17.16 17.90 17.32
10 20.91 22.75 17.83 17.00 17.70 14.25
12 19.50 21.42 16.66 16.00 17.66 13.58
4
6 20.00 20.86 19.80 15.00 16.17 16.00
8 21.30 22.00 21.75 17.08 17.75 16.92
10 18.60 20.95 15.50 16.40 16.75 14.24
12 17.56 19.55 15.50 15.07 16.00 13.15
6
6 19.83 20.00 19.50 14.75 14.87 14.25
8 20.66 21.83 20.20 16.75 16.91 16.80
10 18.00 19.44 14.41 16.25 16.50 14.00
12 16.60 19.40 13.64 13.47 15.50 13.00
8
6 19.00 19.75 19.10 13.50 14.67 13.30
8 20.21 21.75 20.00 16.50 16.50 16.05
10 17.25 19.06 13.64 15.00 16.32 13.18
12 16.14 18.00 13.00 13.00 15.42 12.83
10
6 17.17 19.30 18.50 13.42 14.33 12.95
8 20.17 20.25 18.86 16.41 16.10 15.55
10 17.00 18.75 11.66 14.50 16.00 12.14
12 14.87 17.93 11.66 12.00 15.00 11.25
Table 3. Polyester Weight Reduction (%)
The magnitude of weight reduction depends on the duration of batching, abrasion (hydrolysis)
the iber surface by sodium hydroxide, the dissolution process leading to the iber core, the longer of
batching time, the greater of polyester erosion, so that the content of the polyester is reduced. The greater of sodium hydroxide concentration, then the bond molecular chains breaking are accompanied
by dissolution in the greater part of the iber surface, resulting in the iber cross section of the smaller
(thinner) so that the handle would be a softer fabric. Sodium chloroacetate is an acidic salt; polyester has a good resistance to acids. The impregnation polyester fabric in sodium chloroacetate will inhibited the erosion process caused by the sodium hydroxide. As a result, the higher the of sodium chloracetate used the erosion will be reduce. .The test results shown that the smallest weight reduction of the polyester obtained at combination treatment 4N sodium chloracetate, 6N sodium hydroxide and batching time of 2 hours which is 4.3% reducing weight, while the largest weight reduction of the polyester at the combined treatment of 2N sodium chloroacetate, 12N sodium hydroxide and 10 hours batching time is equal to 16.2% reducing weight. This is happen because the resulting of smaller reducing weight of fabric, carboxymethylation processed with the solution of 4N sodium chloroasetat further with 6 N sodium hydroxide 6N, this fabric has a pH of atmospheric more acidic when compared with the combination of 2N sodium chloracetate and 12 N sodium hydroxide, more acidic atmosphere prevents
an erosion, because the polyester iber is resistant to acids. So that, the weight reduction is becomes
5. Moisture Regains
The results of moisture regain testing can be seen in Table 4. The percentage of moisture regain in polyester cellulose fabric depends on the amount of cellulose component, the greater the cellulose components of the greater value of moisture regain. This is happen because the polyester is hydrophobic and cellulose is hydrophilic and this phenomenon related to the dimensional stability and crease recovery of the fabric properties. To increase the moisture regain of the minimum cellulose component necessary to change the physical and chemical structure with increase the absorption properties of cellulose to water. Therefore the process carboxymethyl cellulose can improve moisture regains value. Improvements moisture regains the cellulose polyester fabric depends not only on the reduction of polyester due to strong alkaline usage , but also depends on the number of carboxymethyl groups that exist and changes the cellulose molecular structure is the following:
Table 4 showa the moisture regains carboximethylation processes test results, it can be seen that the process can increase the moisture regain of polyester cellulose fabric, the use of higher concentrations of sodium hydroxide up to 8N and sodium chloroacetate until 3N will be increasing the moisture regain. At the higher concentrations the moisture regains will be decreased, the increasing moisture regain is possible due to the reduction of the content of polyester is being eroded by the sodium hydroxide. The use of strong alkaline cellulose will cause a decrease in the degree of crystalline of the cellulose
ibers, when the use of alkali concentration not to damage the cellulose, the degradation of cellulose ibers crystalline will lead swollen and become more open. Another thing that causes moisture regain
increased is formed free hydrogen groups, carboxymethyl (-CH2COOH-) and carbonyl (-C = O) groups that are hydrophilic., Cellulose molecular structure changes due to substitution Carboxymethylation cause increased humidity [12], thus becoming more hygroscopic cellulose and cellulose resulted in an
increased afinity to chemicals. It can also be demonstrated in Table 1 The absorption of Methylene Blue
Dye obtained at the highest moisture regain combination in concentration 2N sodium chloroasetat, 12N sodium hydroxide and 10 hours batching times, the percentage of 5,9% moisture regain .
6. Crease Recovery
The Result of crease recovery warp and weft direction can be seen in Table 5. Crease recovery a fabric
(is ability fabric to return from tangling) is iber bending because of the pressure, due to the derailment of
a molecular chain, thus changing the composition of the bonds between the molecular chains into a new arrangement. If bending is released back then the molecular chain can not be returned at the beginning position. Because the new position maintained by the arrangement of the bonds between new molecular chains. The analysis of variance it turns out that concentration of sodium chloracetate, sodium hydroxide, and batching time are affected to the crease recovery of warp and weft direction the fabric. Table 5 it is seen that the Carboxymethylation process on polyester cellulose fabrics can improve the crease recovery fabric.The highest crease recovery of warp and weft directions fabric obtained by using concentration of 3N sodium chloracetate, 8 N sodium hydroxide and 2 hours batching time, resulted 149oC warp direction
and 158oC weft direction. The use of batching time up until 2 hours crease recovery fabric increase, but
the longer of batching time used the crease recovery of fabric will be decreases. The use of concentration 8N sodium hydroxide and up to 3N sodium chloracetate the crease recovery increase, but using higher concentration the crease recovery will be reduced. This can be explained as follows: crease recovery fabric affected by the construction of the fabric in this case number (Tex) of yarn, pick density and stiffness of fabric. Use of sodium chloracetate cause the fabric becomes denser and treatment with sodium hydroxide
causing erosion (hydrolysis) on the surface of a polyester iber, yarn surface consequently becomes uneven (rough). Because of erosion polyester, the fabric [3,4]., becomes more reined, the woven into more rarely,
and pick density reduces. Fabrics that more rarely, such as cellulose polyester fabrics processed with sodium hydroxide when folded is still possible slip. That then the crease recovery fabric becomes larger. When pick density of fabric is higher and consists of a coarse thread that makes the fabric thicker and
denser, if the fabric is folded dificult to slip, then the outside of the folded fabric greater elongation than
the inside. The outer fabric changes shape great. Because of a large elongation, the elasticity of the fabric decreases so that the crease recovery is decrease anyway.
Table 5. The Crease Recovery of Warp and Weft Direction Fabric (0)
Batching
6 143.5 148.0 134.0 144.8 157.0 134.5
8 148.5 149.0 144.0 147.0 158.0 142.0
10 135.8 135.7 128.5 142.7 146.0 133.0
12 134.9 135.5 112.0 135.5 142.5 127.0
4
6 143.0 146.0 129.0 142.3 156.0 132.2
8 146.0 148.5 144.0 146.0 156.0 140.0
10 129.3 134.0 127.7 141.5 144.5 130.0
12 127.6 133.9 106.5 135.0 141.0 124.0
6
6 142.5 143.0 128.0 132.2 147.0 124.8
8 145.1 148.0 142.3 145.0 153.0 140.0
10 123.8 133.3 126.5 140.0 141.0 124.0
12 123.1 132.8 95.8 134.5 139.9 124.0
8
6 142.0 142.5 121.0 127.8 140.0 124.6
8 145.0 147.5 139.8 142.5 150.0 139.0
10 122.3 131.5 125.4 139.0 130.3 123.0
12 121.7 131.0 93.2 130.0 130.2 124.0
10
6 141.0 142.0 116.0 122.8 137.5 124.0
8 144.0 147.0 139.5 139.5 145.5 135.5
10 122.0 120.3 116.5 139.0 124.5 120.0
12 120.0 120.1 90.5 123.8 124.1 113.0
7. Dimensional Stability
The test results of dimensional stability can be seen in Table 6, from the analysis of variance it turns out that the concentration of sodium chloracetate, sodium hydroxide, and the batching time of impregnation effect on dimensional change in washing and dimensional stability of fabric
The higher of sodium chloracetate and sodium hydroxide concentration and the longer batching time of impregnation, the dimensional stability change (% shrinkage) produced is greater. In Table 6, it appears the polyester/cellulose fabric carboxymethylation process, that have been done can increasing dimensional stability of the fabric, that means the fabric is increasingly shrinkage towards the warp and weft direction fabric, so that the fabric more stable [13].It is because cellulose and polyester degraded, sodium chloracetate is an acidic salt and sodium hydroxide is a strong alkaline. The degradation caused initial modulus of the fabric is reduced, resulting in dimensional change increased. Beside this sodium hydroxide
treatment will cause cellulose iber swollen and shrink after washing and shrink again after drying, the iber becomes more stable. The increasing concentrations of sodium chloracetate, sodium hydroxide and batching time of impregnation are causing degradation of the iber. Substitution of the hydroxyl group by
Carboxymethylation group can add hydrogen bonds that would be increasing the hydrogen bonding in amorphous. Furthermore, the dimensional stability testing, the resulting shrinkage smaller means the fabric more stable. Highest dimensional stability results obtained in the use of a concentration of 2N sodium chloracetate, 8N sodium hydroxide and 2 hours batching time of impregnation the result are 0.58% warp direction to 0.16% weft direction dimensional stability of the fabric.
8. Stiffness
The stiffness of warp and weft direction fabric can be seen in Table 7; from the analysis of variance it turned out that the concentration of sodium chloracetate, sodium hydroxide, batching time of impregnation effect on the stiffness of the fabric.
Table 6. Dimensional Stability of Warp and Weft Direction Fabric (%)
Table 7. Stiffness of Warp and Weft Direction Fabric (mg.cm)
On the table 7 shown that the polyester/cellulose carboxymethylation process has inluenced to fabric stiffness. The higher of sodium chloracetate concentration, the fabric stiffness is getting higher and the higher of sodium hydroxide concentration, the fabric stiffness is getting lower than before treatment. The smallest fabric stiffness in the use concentration of 2N sodium choracetate, 8N sodium hydroxide and 2 hours batching time of impregnation is 48 mg.cm to the warp direction and the combination of the use of 2N sodium chloroasetat, 10N sodium hydroxide and 2 hours batching time of impregnation, the result 19 mg.cm of weft direction of fabric stiffness. As previously explained that the treatment with sodium chloracetate cause the fabric becomes denser and stiffer, while the treatment with sodium hydroxide causing erosion/hydrolysis on the surface of the polyester iber so that the iber cross-section is thinner so that the fabric becomes softer [2, 3], because the fabric is getting soft then the fabric is easier and faster to make curved, that means the fabric stiffness will be decreased.
Besides that, the stiffness of the fabric is also determined by the fabric construction include pick density (number of yarn/cm). Polyester surface abrasion on the fabric by a sodium hydroxide solution will cause the thread diameter gets smaller and pick of Warp/ weft density of fabrics declined, so the construction of the fabric becomes rarer, the consequence fabric stiffness will be decreased. [13]. Polyester-cellulose iber blends 65% -35% were processed Carboxymethylation processed, on the part of the polyester iber and cellulose has a degree of crystalline different. In the process of erosion of the amorphous iber partspolyester will be attacked by sodium hydroxide so that the degradation becomes more and more, while the amorphous cellulose ibers will be attacked by the sodium chloracetate that is increasing iber damage, therefore the higher the concentration of chemical substances stiffness of the fabric will tend to decline.
9. Determination for Optimal Conditions of Carboxymethylation Process with Pad Batch Method
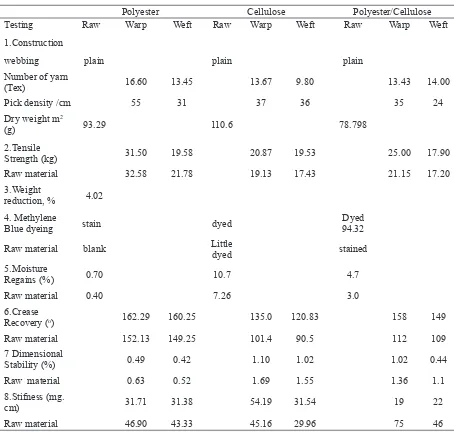
Table 8. The Chemical and Physical properties of Polyester, Cellulose and Polyester/ Cellulose in Optimal Condition Carboxymethylation Processes of Pad-Batching Method
Polyester Cellulose Polyester/Cellulose
Testing Raw Warp Weft Raw Warp Weft Raw Warp Weft
1.Construction
webbing plain plain plain
Number of yarn
(Tex) 16.60 13.45 13.67 9.80 13.43 14.00
Pick density /cm 55 31 37 36 35 24
Dry weight m2
(g) 93.29 110.6 78.798
2.Tensile
Strength (kg) 31.50 19.58 20.87 19.53 25.00 17.90
Raw material 32.58 21.78 19.13 17.43 21.15 17.20
3.Weight
Recovery (o) 162.29 160.25 135.0 120.83 158 149
Raw material 152.13 149.25 101.4 90.5 112 109
7 Dimensional
Stability (%) 0.49 0.42 1.10 1.02 1.02 0.44
Raw material 0.63 0.52 1.69 1.55 1.36 1.1
8.Stifness (mg.
cm) 31.71 31.38 54.19 31.54 19 22
Raw material 46.90 43.33 45.16 29.96 75 46
The main objective to determine the quality of polyester/cellulose Carboxymethylation process is raising the moisture regain; lack characteristic of cellulose is low crease recovery and dimensional stability of fabric. Therefore, an important parameter is given 10 weighting value, which are moisture regain crease recovery and tensile strength fabric. While the test parameters stiffness and dimensional stability of polyester/cellulose fabric has a value lower than the initial value to determine the optimal conditions are given a weighting value 5. By multiplying the value of the weighting and ranking the calculation result Newman-Keuls analysis will be obtained values to determine the optimal conditions point. The results of these calculations on table 8 showed that the optimal conditions on a treatments are: 3N sodium chloroacetate, 8N sodium hydroxide and 2 hours batching time of impregnation at room temperature (28oC)., With test results: 7 5% reduction in weight of the polyester, 94.32% absorption of
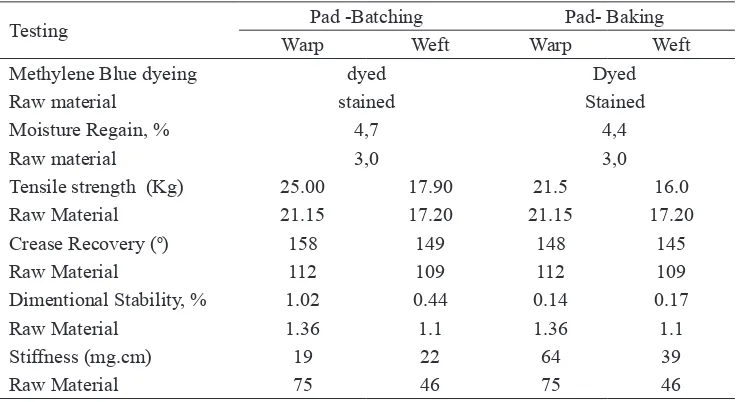
11. Determination of Optimal Condition by Comparing Polyester/Cellulose Carboxymethylation Process using Pad-Batch Method that have been done and Pad Bake Method that have been done at Previous Research
The results of chemical and mechanical properties testing of polyester/cellulose fabric after carboxymethylation process using pad-batch method and pad-bake method can be seen in Table 9. From the previous research results, that has been done on optimal condition polyester/cellulose Carboxymethylation process of pad bake method reached at: concentration of 4N sodium chloroasetat, 8N sodium hydroxide and baking temperature 120oC. with the test results as follows: 0.45% weight
reduction of polyester, 94.32% absorption of methylene blue dyes, 4.44% (increase 48%) moisture regains, 21,50 kg (decrease1,65%) tensile strength of warp direction, 16 kg ( decrease 6,97%) tensile strength of weft direction, 1480 (increase 32.14%) crease recovery of warp direction and 1450 (increase
33.02%) of weft direction, 0.14% (increase 89.7%) the dimensional stability fabric of warp direction and 0.17% (increase 84.54%) of weft direction, 64.0 mg.cm (decrease 14.6%) the stiffness fabric of warp direction and 39 mg.cm (decrease 15.2%)of weft directions [1].
In this study that have been done the optimal conditions polyester/cellulose fabric Carboxymethylation process using pad-batch method are: 3N sodium chloracetate, 8N sodium hydroxide and 2 hours batching time at room temperature (28oC)., with test results as follows: 7.5% weight reduction, 94.32% the absorption of methylene blue dyes, 4.7% (increase 56.7%) moisture regains 25 kg (decrease 9.1%) tensile strength of the warp direction and 17.9 kg (decrease 30.9%) of weft direction, in 1580 (increase
41.1%) crease recovery of warp direction and 1490 (increase 36.7% ) of weft direction, 1.02% (decrease
25%) the dimensional stability fabric of warp direction and 0.44% (decrease 30.9%) of weft direction , 49 mg.cm (decrease 34.67%) the stiffness fabric of warp direction and 22 mg.cm (decrease 52.17%) of weft direction. When viewed from the characteristics of the results of testing the chemical and mechanical properties in table 9 , after comparable between the two methods optimal conditions it is best of polyester/ cellulose Carboxymethylation process using pad-batch compare with pad-bake method, which in the process has result: crease recovery higher so that the fabric does not easy to crease, the stiffness is lower so that the fabric has softer handle, tensile strength of the fabric is higher because the
batching process at room temperature, so it is not to cause damage for polyester or cellulose ibers, as
Table 9. The Chemical and Physical Properties of Polyester/Cellulose on Optimal Condition Carboxymethylation Process using Pad-Batch and Pad Bake Method
Testing Pad -Batching Pad- Baking
Warp Weft Warp Weft
Methylene Blue dyeing dyed Dyed
Raw material stained Stained
Moisture Regain, % 4,7 4,4
Raw material 3,0 3,0
Tensile strength (Kg) 25.00 17.90 21.5 16.0
Raw Material 21.15 17.20 21.15 17.20
Crease Recovery (o) 158 149 148 145
Raw Material 112 109 112 109
Dimentional Stability, % 1.02 0.44 0.14 0.17
Raw Material 1.36 1.1 1.36 1.1
Stiffness (mg.cm) 19 22 64 39
well as the value of moisture regain higher, so that the fabric absorbs sweat better thus the fabric is more comfortable to wear. Besides this, the polyester/cellulose Carboxymethylation process–batch method, can be done by small and medium industries because they do not need expensive equipment investment and energy saving.
Conclusion
The optimal condition by comparing the polyester/cellulose Carboxymethylation process using the pad batch method and pad bake method, obtained at combination treatment: 3N sodium chloroasetate 8N sodium hydroxide and 2 hours time impregnation at room temperature (28oC), The test result
showed that: 7.5% weight reduction, 94.32% absorption of methylene blue dye, 4.7% or increase 56.7%, moisture absorption, 25 kg or decrease 9.1% warp direction of tensile strength and 17.9 kg or decrease 30.9%) of direction of tensile strength, 1580 or increase 41.1% warp direction of crease recovery and
1490 increase 36.7% weft direction of crease recovery, 1.02% or decrease 25% warp direction of fabric
dimensional stability and 0.44% or decrease 30.9% weft direction of the fabric dimensional stability, 49 mg.cm or decrease 34.67% warp direction of fabric stiffness and 22 mg.cm or decrease 52.17% weft direction of fabric stiffness. When viewed from the characteristics and mechanical properties of the test result at optimal conditions showed that: has higher crease recovery, higher tensile strength, higher moisture regain compare than Polyester/Cellulose Carboxymethylation process using pad-bake method. In addition the process Carboxymethylation polyester/cellulose using Pad Batch methods, can be done by small and medium industries because, the manufacture do not need expensive equipment investment, energy saving and lower cost for production than pad-bake method.
Ackknowledgements
The author would like to thank and acknowledge profusely to Mrs..Gati Wibawaningsih S.Teks, MA as, Director General of Small and Medium Industry, Ministry of Industry, for all her help so that this article can be resolved.
References
1. Kuntari Adi Suhardjo, Setio Legowo 2015, Modiications fabric polyester / cellulose using a process
karboksimetilasi pad-bake method “Journal of Materials Science Indonesia Vol 17 No: 3 June 2015. ISSN 1411-1098, Accreditation No. 263 / AU1 / P2MBI / 05/2010, the Center of Technology of material and Industry Nuclear Industry, BATAN, Indonesia
2. A. Hebeish et al. 2009 “Chemical Modiication of Polyester/Cotton Blends Partial
carboxymethylation“. American Dyestuff Reporter NewYork,
3. Addly A.M Gorravan 1980“Caustic Treatment of Polyester Filament Fabric”’ Textile Chemist and Colourist London AATCC, Volume 12 no 4, 1980
4. PT Inkali Technical Information.2009 “Alkali process, reduction of Polyester textile materials
weight”
5. S. Pitchai, J. J. Moses, S. Natarajan.2014 “Study On the Improvement of Hydrophilic Character On
Polyvinylalcohol Treated Polyester Fabric”.Polish Journal of Chemical Technology vol.16, no 4,
pp. 21-27, 2014.
6. K. M. Hong 2013“Preparation and Characterization of Carboxymethyl Cellulose from Sugarcane
Bagasse”. A project report submitted to the Department of Chemical Science, Faculty of Science,
Universiti Tunku Abdul Rahman,May 2013.
7. M. Gibis, V. Schuh, J. Weiss 2015. “Effect of Carboxylmethyl Cellulose (CMC) And Microcrystalline
Cellulose As Fat Replacers OnThe Microstructure And Sensory CharacteristicsOf Fried Beef
Patties”. Food Hydrocolloids,vol. 45, pp. 236-246, 2015.
8. A. H. Saputra, L. Qadhayna, and A. B. Pitaloka. 2014“Synthesis and Characterization of
Carboxymethyl Cellulose (CMC) from Water Hyacinth using Ethanol-Isobutyl Alcohol Mixture as
![Table 2. H-factors as obtained by manipulating cooking duration and temperature as single variable [5,8]](https://thumb-ap.123doks.com/thumbv2/123dok/2571143.1287368/45.595.72.524.400.490/table-factors-obtained-manipulating-cooking-duration-temperature-variable.webp)
![Figure 2. Relationship of H-factor consecutively with deligniication intensity (A), with total (unscreened) pulp yield (B), with screened-pulp yield (C), and with pulp reject (D) [8]](https://thumb-ap.123doks.com/thumbv2/123dok/2571143.1287368/46.595.93.499.462.725/figure-relationship-consecutively-deligniication-intensity-unscreened-screened-reject.webp)