DAFT
DAFTAR I
AR ISI
SI
Hal. Hal. K KAATTAAPPEENNGGAANNTTAARR 11 D DAAFFTTAARRIISSII 22 BABBAB I I PENDAPENDAHULUAHULUANN 1
1..11 LLaattaarr BBeellaakkaanngg 33
1
1..22 TTuujjuuaann PPeenneelliittiiaann 33
1
1..33 SSiisstteemmaattiikka a LLaappoorraann 44
B
BAABB IIII LLAANNDDAASSAANN TTEEOORRII 55
B
BAABB IIIIII PPEENNGGOOLLAAHHAAN N DDAATTAA
IIIIII..11.. SSttuuddii KKaassuuss 1144
IIIIII..22.. KoKoeeffiissiieen n MMaassiinngg--MMaassiinng g WWCC 1155 IIIIII..33.. JJuummllaah h KKaannbbaan n MMaassiinngg--MMaassiinng g WWCC 1155 IIIIII..44.. WWaakkttu u MMeennuunnggggu u MMaassiinngg--MMaassiinng g WWCC 1177 IIIIII..55.. GaamG mbbaar r RRuuttee--RRuutte e KKaannbbaann 1199
BAB
BAB IV IV ANALISA ANALISA MASALAHMASALAH
IIVV..11. . AAnnaalliissa a RRuutte e KKaannbbaann 2200 IIVV..22. . AAnnaalliissa a WWaakkttu u TTuunngggguu 2200
B
BAAB B VV KKEESSIIMMPPUULLAANN V
BAB I
BAB I
PENDAHULUAN
PENDAHULUAN
1.1.
1.1. LataLatar Belar Belakangkang Pad
Pada a perperkemkembanbangangannyanya, , indindustustri ri mermerupaupakan kan salsalah ah satsatu u seksektor tor yanyang g menmengalagalamimi kemajuan sangat pesat. Dengan kemajuan teknologi yang sangat cepat industri-industri di kemajuan sangat pesat. Dengan kemajuan teknologi yang sangat cepat industri-industri di Indon
Indonesia esia menerapmenerapkan kan manajemmanajemen en produproduksi yang ksi yang memegmemegang ang peranaperanan n sangasangat t pentinpentingg adal
adalah ah syssystem tem proprodukduksi, si, karkarena ena syssystem tem proprodukduksi si mermerupaupakan kan ranrangkagkaian ian gabgabungunganan beberapa elemen yang saling menunjang dan berhubungan antara satu dengan yang lain beberapa elemen yang saling menunjang dan berhubungan antara satu dengan yang lain
untuk melaksanakan proses produksi dalam satu perusahaan. untuk melaksanakan proses produksi dalam satu perusahaan.
Konsep JIT muncul di Jepang yang disebut Kaizen (perbaikan terus menerus). Just Konsep JIT muncul di Jepang yang disebut Kaizen (perbaikan terus menerus). Just In
In TTime ime sensendirdiri i bukbukan an ististilah Jepanilah Jepang g tetatetapi pi ististilah dari ilah dari barabarat t yanyang g mammampu pu melmelihatihat fen
fenomeomena na manmanajemajemen en di di JepJepangang. . PriPrinsinsip p JIT JIT adaadalah lah menmenghighilanlangkagkan n pempemborborosaosann (eliminating waste) dan meningkatkan nilai tambah, yang akhirnya meningkatkan laba (eliminating waste) dan meningkatkan nilai tambah, yang akhirnya meningkatkan laba dan memperbaiki ROI (Return Of Invesment). ROI adalah laba dibagi dengan total asset. dan memperbaiki ROI (Return Of Invesment). ROI adalah laba dibagi dengan total asset. Sementara itu laba adalah pendapatan dikurangi biaya. Jika biaya turun, maka laba naik Sementara itu laba adalah pendapatan dikurangi biaya. Jika biaya turun, maka laba naik dan akibatnya ROI naik.
dan akibatnya ROI naik.
Untuk memenuhi jumlah permintaan pasar akan produk yang dihasilkan dan untuk Untuk memenuhi jumlah permintaan pasar akan produk yang dihasilkan dan untuk dapat mengendalikan produksi yang diperlukan pada waktu yang
dapat mengendalikan produksi yang diperlukan pada waktu yang diperlukan dalam setiapdiperlukan dalam setiap pr
proseoses s perperencencanaanaan an yanyang g baibaik k dardari i manmanajeajemen men proprodukduksi si berberupa upa penpeneraperapan an sysystemstem kanban.
kanban.
1.2.
1.2. TTujuan ujuan Penelitian.Penelitian.
Adapun tujuan dari Praktikum Sistem Produksi khususnya pada Bab I yaitu MRP adalah Adapun tujuan dari Praktikum Sistem Produksi khususnya pada Bab I yaitu MRP adalah sebagai berikut:
sebagai berikut: 1.
1. DapDapat memahat memahami keteami ketersersediadiaan kapaan kapasitsitas untuas untuk melakuk melakukankan MPS MPS ((Master ProductionMaster Production Schedule
Schedule) dengan menggunakan metode :) dengan menggunakan metode :
•
• CPOF CPOF ((Capacity Planning Using Overall FactorsCapacity Planning Using Overall Factors )) •
• BOL BOL (( Bill Of Labor Bill Of Labor )) •
2.
2. DaDapapat met memamahahami wmi wakaktutu set-up set-up yang akan dibutuhkan untuk melakukan suatu prosesyang akan dibutuhkan untuk melakukan suatu proses produksi.
produksi. 3.
3. DaDapapat memt memahaahami kmi kelaelayayalalakakann MPS MPS ((Master Production ScheduleMaster Production Schedule).).
1.3.
1.3. SisteSistematikmatika a PenuPenulisanlisan..
Dalam sistematika penulisan ini akan menguraikan secara umum setiap bab untuk Dalam sistematika penulisan ini akan menguraikan secara umum setiap bab untuk mendapatkan gambaran singkat mengenai laporan hasil praktikum untuk modul JIT, dengan mendapatkan gambaran singkat mengenai laporan hasil praktikum untuk modul JIT, dengan mengikuti urutan penyajian sebagai berikut :
mengikuti urutan penyajian sebagai berikut :
•
• Bab Bab I I PendahuluanPendahuluan
Dal
Dalam am bab bab ini ini penpenuliulis s memmembahbahas as tententantang g latalatar r belbelakaakang ng permpermasaasalahlahan, an, tujtujuanuan penelitian, pembatasan masalah dan sistematika laporan.
penelitian, pembatasan masalah dan sistematika laporan.
•
• Bab II Bab II Landasan TLandasan Teorieori
Dalam bab ini penulis mengemukakan mengenai landasan teori dari masalah yang Dalam bab ini penulis mengemukakan mengenai landasan teori dari masalah yang akan dibahas dalam laporan hasil praktikum.
akan dibahas dalam laporan hasil praktikum.
•
• Bab IBab III II Pengolahan Pengolahan DataData
Dalam bab ini penulis mengemukakan mengenai pengolahan data yang diperoleh Dalam bab ini penulis mengemukakan mengenai pengolahan data yang diperoleh yang sudah diketahui.
yang sudah diketahui.
•
• Bab IV Bab IV Analisa Hasil PAnalisa Hasil Pengolahan Daengolahan Datata
Dalam bab
Dalam bab ini penulis mengemukaini penulis mengemukakan mengenai analisa kan mengenai analisa hasil pengolahhasil pengolahan an data yangdata yang diperoleh dari bab III.
diperoleh dari bab III.
•
• Bab Bab V V KesimpulaKesimpulan n dan Sarandan Saran
Dalam bab terakhir ini penulis mengemukakan tentang kesimpulan dan saran setelah Dalam bab terakhir ini penulis mengemukakan tentang kesimpulan dan saran setelah mengamati permasalahan yang ada.
BAB II
BAB II
LANDASAN TEORI
LANDASAN TEORI
II
II.1
.1.. La
Land
ndas
asan
an T
Teo
eori
ri
Sistem Just in Time ( JIT )
Sistem Just in Time ( JIT )
Jus
Just t in in TiTime me adaadalah lah satsatu u penpendekdekatan atan yayang ng berberusausaha ha menmenghighilanlangkagkan n semsemuaua pemborosan,sesuatu yang tidak menambah nilai,di dalam kegiatan produksi denan pemborosan,sesuatu yang tidak menambah nilai,di dalam kegiatan produksi denan memproduksi berdasarkan atas jumlah barang yang benar-benar diperlukan secara memproduksi berdasarkan atas jumlah barang yang benar-benar diperlukan secara tepat waktu pada saat dibutuhkan.
tepat waktu pada saat dibutuhkan. Sistem
Sistem JITJIT ddikikemembbanangkgkan an ppadada a TToyoyoota ta MMototor or CoCompmpanany y ddi i JJepepanangg.. Meskipun,Schonberger ( 1982 ) mengindikasikan Bahwa
Meskipun,Schonberger ( 1982 ) mengindikasikan Bahwa JITJIT mungkin sudah ada 20mungkin sudah ada 20 tah
tahun un lalu lalu padpada a indindustustri ri galgalangangan an kapkapal al JepJepangang, , namnamun un penpeneraperapanan JITJIT modernmodern dip
dipopuopulerklerkan an padpada a perpertentengahgahan an dekdekade ade 1971970-a0-an n padpada a TToyooyota ta OleOleh h MrMr.T.Taiicaiichihi Ohno
Ohno,seor,seorang ang wakil wakil direktdirektur ur utama.utama.serta serta beberabeberapa pa teman teman sejawasejawatnya.Ktnya.Konseonsepp JITJIT kemudian secara nyata ditransfer pertama kali ke Amerika Serikat sekitar tahun 1980 kemudian secara nyata ditransfer pertama kali ke Amerika Serikat sekitar tahun 1980 pa
pada da KawKawasaasaki’ki’s s LinLincolcoln,pn,pabrabrik ik NebNebrasraska. ka. SejSejak ak ituitu,ba,banynyak ak dardari i perperusausahaahaan- n- perusahaan dalam industri mobil dan elektronik.
perusahaan dalam industri mobil dan elektronik.
Akar sistem JIT mungkin bisa ditelusuri ke lingkungan Jepang.Karena kurangnya Akar sistem JIT mungkin bisa ditelusuri ke lingkungan Jepang.Karena kurangnya ruang dan kurangnya sumber daya alam, orang Jepang telah mengembangkan suatu ruang dan kurangnya sumber daya alam, orang Jepang telah mengembangkan suatu sikap untuk tidak boros.Mereka memandang barang sisa dan
sikap untuk tidak boros.Mereka memandang barang sisa dan pengerjaan ulang sebagaipengerjaan ulang sebagai pemborosan dan karena itu berjuang untuk mendapatkan
pemborosan dan karena itu berjuang untuk mendapatkan mutu yang sempurna.Merekamutu yang sempurna.Mereka j
juguga a pepercrcayaya a babahwhwa a pepenynyimimpapananan n sesedidiaan aan memerurupapakakan n pempembobororosasan n ruruanang g dadann mengikat hal-hal yang bernilai. Sesuatu yang tidak menyumbang nilai bagi produk mengikat hal-hal yang bernilai. Sesuatu yang tidak menyumbang nilai bagi produk dia
dianggnggap ap sebsebagai agai pempemborborosaosan. n. SebSebalikaliknynya a perperususahaahaan-an-peruperusahsahaan aan AS,AS,dendengangan tersedianya ruang yang luas dan pask bahan baku yang berlimpah,tidak memandang tersedianya ruang yang luas dan pask bahan baku yang berlimpah,tidak memandang pemborosan dengan cara demikian. Akibatnya, sudah menjadi hakikat apabila filosofi pemborosan dengan cara demikian. Akibatnya, sudah menjadi hakikat apabila filosofi
JIT
Ciri-Ciri Khas JIT System
Ciri-Ciri Khas JIT System
Ciri-ciri khas dari sistem just in time ini antara lain:
Ciri-ciri khas dari sistem just in time ini antara lain:
a.
a. PemiPemindndahan ahan matmateriaerial denl dengan gan pulpull metl methodhod.. b.
b. KuaKualitalitas pros produkduksi hasi harus srus selalelalu bagu bagus.us. c.
c. JuJumlmlah peah pememesasananan harn harus reus rendndahah.. d.
d. BeBebaban kn kererja ja seseimimbabangng.. e.
e. StaStandandarisrisasi kasi kompomponeonen dan dan men metodtode kere kerja.ja. f.
f. HubHubungungan an dekdekat at dendengan gan susupplpplierier.. g.
g. SDSDM yM yanang fg flelexixiblble.e. h.
h. ProProdukduksi si berberfokfokus us padpada pa prodroduk.uk. i.
i. MainMaintenatenance nce dildilakuakukan kan secsecara ara PrePrevenventivtivee j
j.. DiDigugunanakakan aun autotomamatitisasasi psi proroduduk.k.
Tujuan Sistem JIT
Tujuan Sistem JIT
Adapun tujuan dari system produksi
Adapun tujuan dari system produksi JITJIT yaitu sebagai berikut :yaitu sebagai berikut :
Mengintegrasikan dan mengoptimumkan setiap langkah dalamMengintegrasikan dan mengoptimumkan setiap langkah dalam Proses manufacturing.
Proses manufacturing.
Menghasilkan produk berkualitas sesuai dengan kebutuhanMenghasilkan produk berkualitas sesuai dengan kebutuhan
Menurunkan produk hanya berdasarkan permintaanMenurunkan produk hanya berdasarkan permintaan
Mengembangkan fleksibilitas manufacturingMengembangkan fleksibilitas manufacturing
MempMempertertahaahankankan n komkomitmitmen en tingtinggi gi untuntuk uk bekbekerja erja samsama a dendengan gan pempemasoasok k dandan pelanggan
pelanggan
Sistem Kanban
Sistem Kanban
Sistem Kanban adalah
Sistem Kanban adalah suatu sistem informasi yang suatu sistem informasi yang secara serasi secara serasi mengmengendalikendalikanan p
proroduduksksi i prprododuk uk yayang ng didipeperlurlukakan n dadalalam m jujumlmlah ah yayang ng didipeperlurlukakan n papada da wawaktktuu d
dipipererlulukkan an ddalalam am sesetitiap ap lalantntai ai pproroddukuksi si ppadada a ppababririk k ddan an jujuga ga ddiaiantntararaa perusahaan.Sistem Kanban juga suatu alat untuk mencapai
perusahaan.Sistem Kanban juga suatu alat untuk mencapai JITJIT..
Kanban adalah suatu kartu mirip label yang berisi catatan-catatan tentang jumlah Kanban adalah suatu kartu mirip label yang berisi catatan-catatan tentang jumlah dan jenis unit yang diperlukan dan biasanya ditaruh dalam amplop vinil berbentuk dan jenis unit yang diperlukan dan biasanya ditaruh dalam amplop vinil berbentuk empat persegi panjang ata
empat persegi panjang atau bujur sangkar,yang dikirim pekerja dari suatu proses yangu bujur sangkar,yang dikirim pekerja dari suatu proses yang terdahulu.Akibatnya,banyak proses dalam pabrik akan saling berkaitan.
Ka
Kait it memengngaitaitnynya a beberbrbagagai ai prprososes es dadalam lam papabrbrik ik ititu u mememumungngkikinknkan an dadalamlam pengendalian yang lebih baik dalam jumlah hal yang diperlukan dalam berbagai pengendalian yang lebih baik dalam jumlah hal yang diperlukan dalam berbagai prod
produk. Dalam jit uk. Dalam jit ada yang menggunakada yang menggunakan 1 an 1 kartukartu, , ada pula ada pula yang mengguyang menggunakan duanakan dua kar
kartu. tu. KebKebanyanyakan akan pabpabrik rik seksekaranarang g menmengguggunaknakan an dudua a karkartu tu karkarena ena lebilebih h mudmudahah dil
dilaksaksanaanakankan, , mesmeskipkipun un kenykenyataaataanya nya akaakan n menymenyebaebapkapkan n sissistem tem ini ini tidtidak ak murmurnini zerolevel inventory,karena ada satu cadangan countainer barang yang siap dikirim. zerolevel inventory,karena ada satu cadangan countainer barang yang siap dikirim. T
Toyota menggunakan dua oyota menggunakan dua kartu.kartu.
Sistem kanban terdiri dari 2 jenis diantaranya adalah: Sistem kanban terdiri dari 2 jenis diantaranya adalah: 1.
1. PrPrododucuctition Kon Kananbabann 2.
2. WWitith Dh Drarawawal Kl Kananbabann
Sistem kanban didukung oleh hal – hal
Sistem kanban didukung oleh hal – hal berikut:berikut: 1.
1. PePelanlancacaran ran prprododukuksisi 2.
2. PemPembabakukuan an pepekekerjarjaanan 3.
3. PenPengurgurangangan an wakwaktu tu penypenyiapiapanan 4.
4. AkAktitivivitatas pers perbabaikikanan 5.
5. RaRancancangngan tan tata ata ruruanang meg mesisinn 6.
6. AutonAutonomasi omasi (sist(sistem pem pengenengendalian dalian cacat cacat secara secara otonootonom).m).
Jenis – jenis kanban yang sering
Jenis – jenis kanban yang sering digunakan :digunakan : 1.
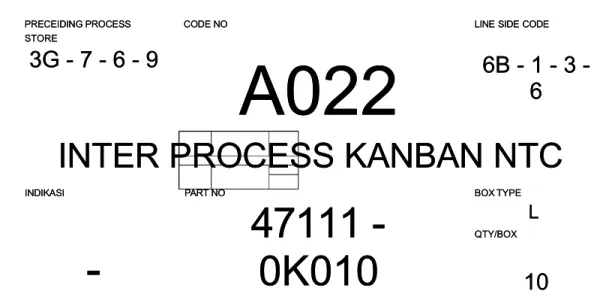
1. KanKanban ban penpengamgambil (bil (witwithdrhdrawl kawl kanbanban)an) sua
suatu tu kankanban ban penpengamgambil bil menmenspspesiesifikafikasiksikan an jenjenis is dan dan jumjumlah lah proproduk duk yanyang g harharusus diambil dari proses berikutnya.
diambil dari proses berikutnya.
P
PRREECCEEIIDDIINNG G PPRROOCCEESSSS CCOODDE E NNOO LINE SIDE CODELINE SIDE CODE STORE STORE 3G - 7 - 6 - 9 3G - 7 - 6 - 9
A022
A022
6B - 1 - 3 -6B - 1 - 3 -66INTER PROCESS KANBAN NTC
INTER PROCESS KANBAN NTC
IINNDDIIKKAASSII PPAARRT T NNOO BOX TYPEBOX TYPE
47111
47111
-0K010
0K010
L L QTY/BOX QTY/BOX 10 10 GAMBAR 3.2.2.
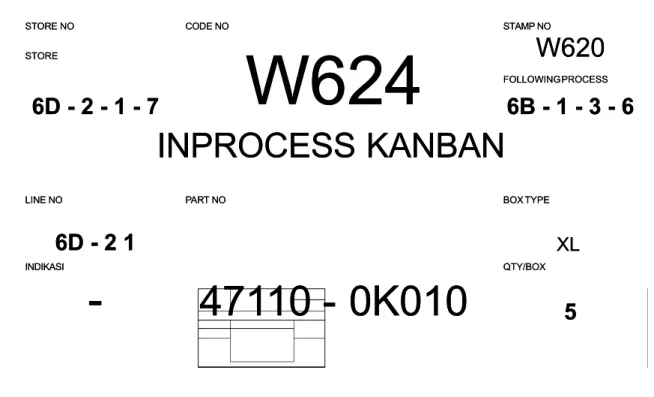
2. KanbaKanban pn perpinderpindahan ahan produproduksi ksi (in (in procesprocess ks kanbananban)) Kanba
Kanban n perpinperpindahan produksdahan produksi i mensmenspesifipesifikasikkasikan an jenis dan jenis dan jumlah produksjumlah produksi i yangyang har
harus us dihdihasiasilkalkan n proproses ses terdterdahuahulu. lu. KanKanban ban perperpinpindahdahan an proprodukduksi si sersering ing disdisebuebutt kanban dalam pengolahan atau secara
kanban dalam pengolahan atau secara sederhana,kanban produksi.sederhana,kanban produksi.
S STTOORREENNOO COCODDEENNOO STAMP NOSTAMP NO STORE STORE 6D - 2 - 1 - 7 6D - 2 - 1 - 7
W624
W624
W620
W620
FOLLOWING PROCESS FOLLOWING PROCESS 6B - 1 - 3 - 6 6B - 1 - 3 - 6INPROCESS KANBAN
INPROCESS KANBAN
LLIINNEENNOO PPAARRTTNNOO BOX TYPEBOX TYPE
6D - 2 1 6D - 2 1 XLXL INDIKASI INDIKASI
--
471
47110 -
10 - 0K010
0K010
QTY/BOX QTY/BOX 5 5 GAMBAR 3.3.GAMBAR 3.3. Contoh In ProcessContoh In Process
3.
3. KanKanban ban pempemasoasok (sk (suppupplielier kar kanbanban)n)
Kanban pemasok digunakan untuk melaksanakan pengambilan dari jumlah (pemasok Kanban pemasok digunakan untuk melaksanakan pengambilan dari jumlah (pemasok suku cadang atau bahan, juga disebut subkontraktor). Kanban pemasok berisi perintah suku cadang atau bahan, juga disebut subkontraktor). Kanban pemasok berisi perintah yang meminta pemasok atau subkontraktor untuk mengirimkan suku cadang.
yang meminta pemasok atau subkontraktor untuk mengirimkan suku cadang.
KANBAN MOTHER MATERIAL
KANBAN MOTHER MATERIAL
MODEL MODEL
1/1
1/1
N
NT T CCOODDEE SSPPEESSIIFFIIKKAASSII TTHHIICCKK SSIIZZEE
N NTT--008800 SSPPHH227700CC--00DD 11,,66 1111220 0 X X 11000000 S STTD D QQTTYY LLOOTT PPaarrt t NNoo MOMODDEELL CCYYCCLLEE SSUUPPPPLLIIEERR
1
12
23
3 1
13
30
0
58175-OB010 58175-OB010 58175-OR900 58175-OR900 58175-OD040 58175-OD040 65581-YZO10 65581-YZO10 66582-YZO10 66582-YZO105
51
10
0T
T 1
1,,2
2,,4
4 S
SC
CII
GAMBAR 3.4
GAMBAR 3.4. Contoh Kanban Supplier . Contoh Kanban Supplier
4.
4. KanKanban ban pempemberberi tani tanda (sda (signignal kaal kanbanban)n)
Kanban pemberi tanda digunakan untuk menerangkan spesifikasi produksi lot pada Kanban pemberi tanda digunakan untuk menerangkan spesifikasi produksi lot pada setiap proses terdahulu maupun
setiap proses terdahulu maupun sebelsebelumnyumnya. a. KanbKanban an pembpemberi eri tanda ditempelkatanda ditempelkann pa
pada da suasuatu tu kotkotak ak daldalam am lotlot. . KalKalau au penpengamgambilbilan an menmencapcapai ai kotkotak ak yanyang g ditditempempelieli kanba
kanban n ini instruksini instruksi i produproduksi harus ksi harus digeradigerakan. Dari kan. Dari dua jenis kanban pemberi dua jenis kanban pemberi tandatanda ini,yang pertama adalah kanban segitiga yang terbuat dari lembaran logam dan cukup ini,yang pertama adalah kanban segitiga yang terbuat dari lembaran logam dan cukup berat. Jenis kanban kedua yaitu kanban pembantu segi empat dan disebut kanban berat. Jenis kanban kedua yaitu kanban pembantu segi empat dan disebut kanban pemindahan bahan. pemindahan bahan.
3
3--1
16
6
0
08
80
0
1
1,,6
6
C COODDE E NNOO PPAARRT T NNOOP
P,,2
26
63
3
5
58
87
78
85
5--9
90
0P
P0
00
0
PART NAME PART NAMEBKT TOOL BAG BAND
BKT TOOL BAG BAND
S STTOOCCK K MMIINN SSTTOORRE E NNOO SSTTD D LLOOTT
3
3
4
4E
E--1
12
2--5
5
7
7
Q QTTY Y BBOOXX MMOODDEELLT
TP
P..3
33
31
1
2
20
00
0
5
51
10
0 T
T..
Gambar 3.5
Gambar 3.5. Contoh Signal Kanban. Contoh Signal Kanban
Jenis kanban yang lain antara lain adalah: Jenis kanban yang lain antara lain adalah: 1.
1. KanKanban Ekban Eksprspress adess adalah salah suatuatu kanbu kanban yanan yang digug digunaknakan jikan jika terjada terjadi kekui kekuranrangan gan susukuku cadang dan dikeluarkan jika dalam situasi yang luar biasa dan harus dikumpulkan segera cadang dan dikeluarkan jika dalam situasi yang luar biasa dan harus dikumpulkan segera setelah digunakan.
setelah digunakan. 2.
2. KaKanbnban an DaDarururat rat adadalaalah h susuatatu u kakanbnban an yayang ng didikekeluluarkarkan an ununtutuk k sesemementntara ara wawaktktu u bilbilaa b
bebeberaerapa pa pepersrsedediaaiaan n didipeperlurlukakan n ununtutuk k memempmpererbaibaiki ki ununit it yayang ng cacacatcat, , kekerurusasakakann mesin,sisipan ekstra atau tambahan mendadak dalam operasi akhir pekan.
mesin,sisipan ekstra atau tambahan mendadak dalam operasi akhir pekan. 3.
3. KaKanbnban an PePesasananan n – – PePekekerjrjaaaan n adadalalah ah susuatu kanbatu kanban an yayang ng didisisiapapkakan n ununtutuk k susuatu liniatu lini produksi pesanan – pekerjaan dan dikeluarkan
produksi pesanan – pekerjaan dan dikeluarkan untuk setiap pesanan pekerjaan.untuk setiap pesanan pekerjaan. 4.
4. KaKanbnban an TTeruerusasan n adadalaalah h susuatatu u kakanbnban an yayang ng didigugunanakakan n dadalalam m linlini i pepengngerjerjaaaan n memesisinn dimana tiap produk yang diproduksikan disuatu lini dapat dapat disampaikan dengan dimana tiap produk yang diproduksikan disuatu lini dapat dapat disampaikan dengan segera ke lini berikutnya oleh peluncur satu per satu.
segera ke lini berikutnya oleh peluncur satu per satu. 5.
5. KaKanbnban an BiBiasasa a adadalalah ah susuatu atu kakanbnban an yayang ng dadapapat t didigugunanakan kan sesebabagagai i kakanbnban an peperirintntahah produksi kalau jarak antara dua proses sangat dekat dan satu penyelia mengawasi kedua produksi kalau jarak antara dua proses sangat dekat dan satu penyelia mengawasi kedua proses tersebut.
SYSTEM DORONG (PULL SYSTEM) SYSTEM DORONG (PULL SYSTEM)
Si
Siststem em dodororong ng adadalaalah h susuatatu u prprososes es terterdadahuhulu lu mememamasosok k susuku ku cacadadang ng papada da prprososeses be
berikrikutnutnya ya dimdimana ana proproses ses suksuku u cadcadang ang menmenghaghasilksilkan an susuku ku cadcadang ang yanyang g sessesuai uai dendengangan jadwal.
jadwal.
SYSTEM TARIK (PUSH SYSTEM) SYSTEM TARIK (PUSH SYSTEM)
Sistem tarik adalah suatu proses berikutnya akan mengambil suku cadang dari proses Sistem tarik adalah suatu proses berikutnya akan mengambil suku cadang dari proses terdahulu.
terdahulu.
Peraturan Dasar Dari Sistem Kanban Peraturan Dasar Dari Sistem Kanban
Untuk merealisasikan maksud JIT dari Kanban,aturan-aturan
Untuk merealisasikan maksud JIT dari Kanban,aturan-aturan berikut harus diikuti:berikut harus diikuti: a.
a. PrPrososes “Does “Downwnststrereamam” ” mememimintnta a ititem darem dari i prprososes “Upes “Upststrereamam” ” papada jumda jumlalah h dadan n wawaktktuu yang tepat.
yang tepat. b
b.. PrPrososes es “U“Upspstrtreaeam” m” beberprproroduduksksi i hahanynya a dedengngan an pepermrminintataan an dadan n dedengngan an jujumlmlah ah yayangng diminta.
diminta. c.
c. KiKiririm m hahanynya pa proroduduk k yayang ng 10100% 0% bebebabas s cacacacat.t. d
d.. LLaakkuukkaann leveling leveling dalam produksidalam produksi e.
e. JaJangngan man menenerierima vma variariasasi demi demanand yd yang ang terterlalalu blu besesar dar dalalam sam sisistem Ktem Kananbaban.n. f.
f. MeMerurupapakakan inn indidikakatotor wor workrkshshop op (b(berergegerak rak bebersrsamama dea dengngan ban baraarangng).). g.
g. SeSeimimbabangngkakan n wawaktktu u sisiklklus untus untuk prouk produduksksi i yyanang g “s“smomoototh” h” dadan n sesecacara ra teterurus s memeneneruruss melakukan perbaikan pada sel stasiun kerja.
melakukan perbaikan pada sel stasiun kerja.
Fungsi Sistem Kanban Fungsi Sistem Kanban
Untuk menerapkan konsep Kanban secara efektif,kita perlu memahami fungsinya secara Untuk menerapkan konsep Kanban secara efektif,kita perlu memahami fungsinya secara jelas dan mendalam. Fungsi sistem Kanban adalah:
jelas dan mendalam. Fungsi sistem Kanban adalah: 1.
1. MeniadMeniadakan akan Muda,Muda,akibat akibat memprmemprodukoduksi si secara secara berlebiberlebihanhan
HanyHanya a memmemproprodukduksi si sebsebanyanyak ak yanyang g akaakan n damdambil bil dan dan yanyang g akaakan n digdigunaunakan kan oleolehh proses berikutnya.
proses berikutnya.
Memproduksi barang pada saat tidak diperlukan,melebihi jumlah diperlukanMemproduksi barang pada saat tidak diperlukan,melebihi jumlah diperlukan dan menambah stock,hanya akan menimbulkan bermacam-macam kerugian . dan menambah stock,hanya akan menimbulkan bermacam-macam kerugian . 2.
2. InfomasInfomasi pei pengambngambilan ilan dan dan informinformasi pasi perintah erintah produproduksiksi
DengaDengan n menggmenggunakaunakan n KanbKanban,Infan,Informasi ormasi mengemengenai nai part part apa,kaapa,kapan,bpan,berapa erapa banyabanyak k dip
diprodroduksuksi i dan dan bagbagaimaimana ana penpengangangkugkutantannya nya akaakan n menmengalgalir ir secsecara ara jelajelas s sebsebagaiagai perintah produksi.
3.
3. Alat untAlat untuk menuk mengontrgontrol secara vol secara visual ( Kaisual ( Kanban bnban bergerergerak bersak bersama baraama barang )ng )
Prinsip pengontrolan visual adalah dapat dilakukan judgement dengan cepat pada saatPrinsip pengontrolan visual adalah dapat dilakukan judgement dengan cepat pada saat normal dan abnormal,pada benda dan tempat dll,karena Kanban bergerak bersama normal dan abnormal,pada benda dan tempat dll,karena Kanban bergerak bersama barang,maka Kanban mempunyai fungsi yang penting sebagai alat
barang,maka Kanban mempunyai fungsi yang penting sebagai alat control visual.control visual. 4.
4. AlAlat at ununtutuk ik impmprorovevemementnt
JiJika ka KaKanbnban an flufluktktuauasisi,d,dapapat at didicarcari i pepenynyebebab ab ututamaamanynya,ka,kemuemudidian an didibubuatkatkanan countermeasure improvement-nya.
countermeasure improvement-nya.
Jika jumlah Kanban terlalu,stock akan meningkat,oleh karena itu jumlah KanbanJika jumlah Kanban terlalu,stock akan meningkat,oleh karena itu jumlah Kanban harus dikurangi.
harus dikurangi.
Perhitungan Kartu Kanban Perhitungan Kartu Kanban
Persamaan yang dapat digunakan untuk menghitung jumlah kartu
Persamaan yang dapat digunakan untuk menghitung jumlah kartu KanbanKanban adalah sebagai berikut :
adalah sebagai berikut : K =
K = rata-rata permintaan sepanjrata-rata permintaan sepanjan lead time an lead time dan safety stock dan safety stock ukuran kontainer ukuran kontainer K K = = d( d( w w + + p p ) ) (1 (1 + + a a )) C C Keterangan: Keterangan: K
K :: Jumlah Production Kanban/ Withdrawl Kanban untuk suatu Part.Jumlah Production Kanban/ Withdrawl Kanban untuk suatu Part. D
D :: Rata - rata permintaan harian untuk part ( dalam unit ).Rata - rata permintaan harian untuk part ( dalam unit ). W
W :: Rata - ratRata - rata waktu tunggu sepanjang proses produksi ditambah waktua waktu tunggu sepanjang proses produksi ditambah waktu penanganan bahan per kontainer ( dalam fraksi satu hari ).
penanganan bahan per kontainer ( dalam fraksi satu hari ). P
P :: Rata - rata waktu bahan per kontainer ( dalam fraksi satu hari ).Rata - rata waktu bahan per kontainer ( dalam fraksi satu hari ). C
C :: Kuantitas container standar untuk part.Kuantitas container standar untuk part. α
α :: Suatu variabel kebijaksanaan yang merefleksikan efiensi stasiunSuatu variabel kebijaksanaan yang merefleksikan efiensi stasiun kerja memproduksi atau menggunakan part.
Uji Keseragaman Data Uji Keseragaman Data
Seca
Secara ra teoteoritiritis, s, apa apa yanyang g dildilakuakukan kan daldalam am penpengujgujian ian keskeserageragaman aman datdata a ini ini adaadalahlah berdasarkan teori-teori statistik tentang peta-peta kontrol yang biasanya digunakan dalam berdasarkan teori-teori statistik tentang peta-peta kontrol yang biasanya digunakan dalam melakukan pengendalian kualitas di pabrik atau tempat kerja yang lain. Satu langkah yang melakukan pengendalian kualitas di pabrik atau tempat kerja yang lain. Satu langkah yang dil
dilakuakukan kan sebsebelum elum dildilakuakukan kan penpengukgukurauran n adaadalah lah mermerancancang ang suasuatu tu sissistem tem kerkerja ja yanyangg baik,yang terdiri dari kondisi kerja cara kerja yang baik.Jadi yang dihadapi adalah suatu baik,yang terdiri dari kondisi kerja cara kerja yang baik.Jadi yang dihadapi adalah suatu sistem yang dikerjakan sudah ada maka sistem ini dipelajari untuk kemudian diperbaiki.Jika sistem yang dikerjakan sudah ada maka sistem ini dipelajari untuk kemudian diperbaiki.Jika sistemnya belum ada maka yang dilakukan adalah merancang suatu sistem yang baru yang sistemnya belum ada maka yang dilakukan adalah merancang suatu sistem yang baru yang baik.
baik.
Keadaan sistem yang selalu berubah dapat diterima, asalkan perubahannya adalah yang Keadaan sistem yang selalu berubah dapat diterima, asalkan perubahannya adalah yang memang sepantasnya terjadi.Akibatnya waktu penyelesaian yang dihasilkan sistem selalu memang sepantasnya terjadi.Akibatnya waktu penyelesaian yang dihasilkan sistem selalu berubah-ubah namun juga harus dalam batas kewajaran.
berubah-ubah namun juga harus dalam batas kewajaran. Den
Dengan gan katkata a lain lain harharus us serseragaagam. m. TuTugas gas menmengukgukur ur adaladalah ah menmendapdapatkatkan an datdata a yanyangg seragam, karena ketidakseragaman dapat datang tanpa disadari maka diperlukan suatu alat seragam, karena ketidakseragaman dapat datang tanpa disadari maka diperlukan suatu alat yang dapat “mendeteksi”. Batas-Batas kontrol yang dibentuk dari data merupakan batas yang dapat “mendeteksi”. Batas-Batas kontrol yang dibentuk dari data merupakan batas seragam tidanya data. Data yang dikatakan seragam, yaitu berasal dari sistem sebab yang seragam tidanya data. Data yang dikatakan seragam, yaitu berasal dari sistem sebab yang sama, bila berada diantara kedua batas kontrol, dan tidak seragam, yaitu berasal dari sistem sama, bila berada diantara kedua batas kontrol, dan tidak seragam, yaitu berasal dari sistem sebab yang berbeda,jika berada diluar batas kontrol.
BAB III
BAB III
PENGOLAHAN DATA
PENGOLAHAN DATA
IIIII.I.11.. SStutudi Kdi Kasasusus
W
Waktu Proses + Menunggu ( dalaaktu Proses + Menunggu ( dalam detik )m detik ) W WCC 11 225566 228855 112255 226644 228800 W WCC 22 224455 335566 336622 228855 229900 W WCC 33 442255 440000 336666 226666 116666 W WCC 44 223355 332255 442255 337755 227755 W WCC 55 226600 336600 225522 224455 226655 W
Waktu Proses + Menunggu ( dalam aktu Proses + Menunggu ( dalam jam )jam ) W WC C 11 WWC C 22 WWC C 33 WWC C 44 WWC C 55 1 1..000000 00..007711 00..006688 00..111188 00..006655 00..007722 2 2..000000 00..007799 00..009999 00..111111 00..009900 00..110000 3 3..000000 00..003355 00..110011 00..110022 00..111188 00..007700 4 4..000000 00..007733 00..007799 00..007744 00..110044 00..006688 5 5..000000 00..007788 00..008811 00..004466 00..007766 00..007744 T TOOTTAALL 00..333366 00..442288 00..445511 00..445533 00..338844 R Raattaa--RRaattaa 00..006677 00..008866 0..00 09900 00..009911 00..007777 T T..tteerrbbeessaarr 00..007799 00..110011 0..10 11188 00..111188 00..110000 T T..tteerrkkeecciill 00..003355 00..006688 0..00 04466 00..006655 00..006688 C
C = = 7 7 ppccs s / / ccoonnttaaiinneer r D
D = = 550 0 ppccs s / / ppeerriiooddee 1
1 pepeririodode = e = 3737,5,54 m4 menenit = it = 0,0,010104 04 jamjam
T
Tabel waktu menunggu dan abel waktu menunggu dan waktu proses (dalam waktu proses (dalam detik)detik)
W WCC WWaakkttu u PPrroosseess W WC C 11 110000 W WC C 22 111100 W WC C 33 110077 W WCC44 9900 W WC C 55 110000
T
Tabel waktu menunggu dan waktu proses (dalam abel waktu menunggu dan waktu proses (dalam jam)jam)
W WCC WWaakkttu u PPrroosseess W WC C 11 00..002288 W WC C 22 00..003311 W WC C 33 00..003300 W WC C 44 00..002255 W WC C 55 00..002288 II
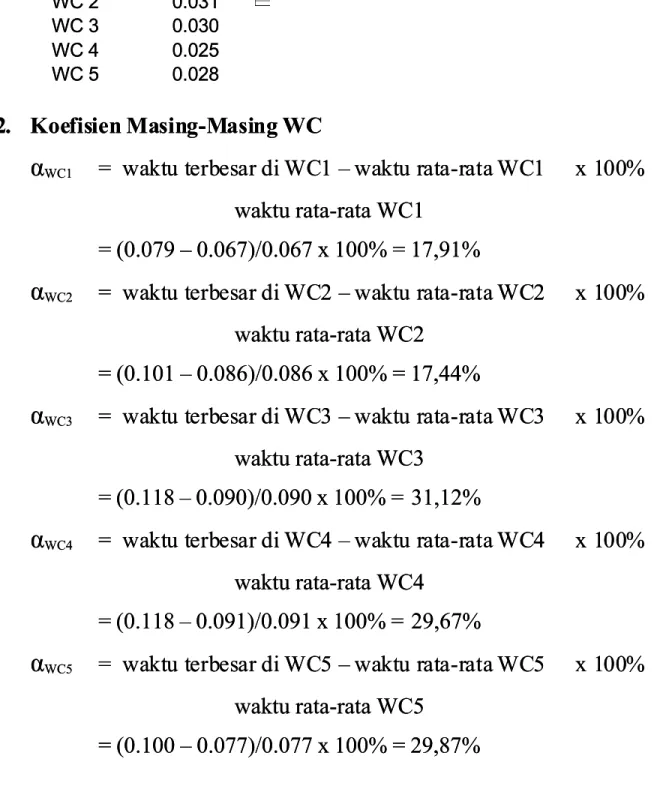
III.2I.2.. KoeKoefisfisien ien MaMasinsing-Mg-Masiasing ng WCWC
α
α
WC1WC1 = = wawaktktu tu terberbesesar ar di di WCWC1 – 1 – wawaktktu ru ratata-ra-rata ata WCWC11 x 1x 10000%%waktu rata-rata WC1 waktu rata-rata WC1
= (0.079 – 0.067)/0.067 x 100% = 17,91% = (0.079 – 0.067)/0.067 x 100% = 17,91%
α
α
WC2WC2 = = wawaktktu tu terberbesesar ar di di WCWC2 – 2 – wawaktktu ru ratata-ra-rata ata WCWC22 x 1x 10000%%waktu rata-rata WC2 waktu rata-rata WC2
= (0.101 – 0.086)/0.086 x 100% = 17,44% = (0.101 – 0.086)/0.086 x 100% = 17,44%
α
α
WC3WC3 = = wawaktktu tu terberbesesar ar di di WCWC3 – 3 – wawaktktu ru ratata-ra-rata ata WCWC33 x 1x 10000%%waktu rata-rata WC3 waktu rata-rata WC3 = (0.118 – 0.090)/0.090 x 100% =
= (0.118 – 0.090)/0.090 x 100% = 31,12%31,12%
α
α
WC4WC4 = = wawaktktu tu terberbesesar ar di di WCWC4 – 4 – wawaktktu ru ratata-ra-rata ata WCWC44 x 1x 10000%%waktu rata-rata WC4 waktu rata-rata WC4 = (0.118 – 0.091)/0.091 x 100% =
= (0.118 – 0.091)/0.091 x 100% = 29,67%29,67%
α
α
WC5WC5 = = wawaktktu tu terberbesesar ar di di WCWC5 – 5 – wawaktktu ru ratata-ra-rata ata WCWC55 x 1x 10000%%waktu rata-rata WC5 waktu rata-rata WC5
= (0.100 – 0.077)/0.077 x 100% = 29,87% = (0.100 – 0.077)/0.077 x 100% = 29,87%
II
III.3I.3.. JuJumlah mlah KanKanban ban MaMasinsing-Mg-Masiasing Wng WCC Data yang diperlukan
Data yang diperlukan C = 7 pcs / container C = 7 pcs / container D = 50 pcs / periode D = 50 pcs / periode Waktu siklus
Waktu siklus 1 p1 periode eriode = 37= 37,54 ,54 menitmenit Jumlah Kanban WC1
Jumlah Kanban WC1 1 pcs/container * (
((ww +−− + p p−− )) = 0,067/ (37,54/60)= 0,067/ (37,54/60) ==0,1070,107 K K = = D D (( −− w w ++ − − p p ) ( 1 +) ( 1 +
α
α
)) C C = 50 ( 0,107 ) ( 1 + 0,1791 ) = 50 ( 0,107 ) ( 1 + 0,1791 ) 7 7 = 0,901 = 0,901 ≈≈ 1 Kanban1 Kanban Jumlah Kanban WC2 Jumlah Kanban WC2 1 pcs/container * (1 pcs/container * (ww +−− + p p ) = 0,086 jam−− ) = 0,086 jam
((ww +−− + p p−− )) = 0,086/ (37,54/60)= 0,086/ (37,54/60) ==0,1370,137 K K = = D D ((ww +−− + p p ) ( 1 +−− ) ( 1 +
α
α
)) C C = 50 ( 0,137 ) ( 1 + 0,1744 ) = 50 ( 0,137 ) ( 1 + 0,1744 ) 7 7 = 1,149 = 1,149 ≈≈ 2 Kanban2 Kanban Jumlah Kanban WC3 Jumlah Kanban WC3 1 pcs/container * ( 1 pcs/container * ( −− w w ++ − − p p ) = 0,090 jam) = 0,090 jam ((ww +−− + p p−− )) = 0,090/ (37,54/60)= 0,090/ (37,54/60) ==0,1440,144 K K = = D D (( −− w w ++ − − p p ) ( 1 +) ( 1 +α
α
)) C C = 50 ( 0,144 ) ( 1 + 0,3112 ) = 50 ( 0,144 ) ( 1 + 0,3112 ) 7 7 = 1,349 = 1,349 ≈≈ 2 Kanban2 KanbanJumlah Kanban WC4 Jumlah Kanban WC4 1 pcs/container * ( 1 pcs/container * ( −− w w ++ − − p p ) = 0,091 jam) = 0,091 jam ((ww +−− + p p−− )) = 0,091/ (37,54/60)= 0,091/ (37,54/60) ==0,1450,145 K K = = D D ((ww +−− + p p ) ( 1 +−− ) ( 1 +
α
α
)) C C = 50 ( 0,145 ) ( 1 + 0,2967 ) = 50 ( 0,145 ) ( 1 + 0,2967 ) 7 7 = 1,343 = 1,343≈≈2 Kanban2 Kanban Jumlah Kanban WC5 Jumlah Kanban WC5 1 pcs/container * ( 1 pcs/container * ( −− w w ++ − − p p ) = 0,077 jam) = 0,077 jam ((ww +−− + p p−− )) = 0,077/ (37,54/60)= 0,077/ (37,54/60) ==0,1230,123 K K = = D D (( −− w w ++ − − p p ) ( 1 +) ( 1 +α
α
)) C C = 50 ( 0,123 ) ( 1 + 0,2987 ) = 50 ( 0,123 ) ( 1 + 0,2987 ) 7 7 = 1,141 = 1,141 ≈≈ 2 Kanban2 Kanban IIIII.4I.4.. WWaktaktu Menuu Menunggnggu Masiu Masing-ng-MasMasing WCing WC
− −
p
p = = waktu waktu prosesproses
− −
w
w = = waktu waktu menunggumenunggu
Waktu menunggu WC1 Waktu menunggu WC1 − − w w ++ − − p p = 0,067= 0,067 − − w w + 0,028+ 0,028 = 0,067= 0,067
− − w w = 0,067 – 0,028 = 0,039 jam= 0,067 – 0,028 = 0,039 jam Waktu menunggu WC2 Waktu menunggu WC2 − − w w ++ − − p p = 0,086= 0,086 − − w w + 0,031+ 0,031 = 0,086= 0,086 − − w w = 0,086 – 0,031 = 0,055 jam= 0,086 – 0,031 = 0,055 jam Waktu menunggu WC3 Waktu menunggu WC3 − − w w ++ − − p p = 0,090= 0,090 − − w w + 0,030+ 0,030 = 0,090= 0,090 − − w w = 0,090 – 0,030 = 0,060 jam= 0,090 – 0,030 = 0,060 jam Waktu menunggu WC4 Waktu menunggu WC4 − − w w ++ − − p p = 0,091= 0,091 − − w w + 0,025+ 0,025 = 0,091= 0,091 − − w w = 0,091 – 0,025 = 0,066 jam= 0,091 – 0,025 = 0,066 jam Waktu menunggu WC5 Waktu menunggu WC5 − − w w ++ − − p p = 0,077= 0,077 − − w w + 0,028+ 0,028 = 0,077= 0,077 − − w w = 0,077 – 0,028 = 0,049 jam= 0,077 – 0,028 = 0,049 jam
Rekapitulasi Waktu Menunggu Tiap Work Center : Rekapitulasi Waktu Menunggu Tiap Work Center : W
Woorrk k CCeenntteerr WWaakkttu u MMeennuunnggggu u ( ( ddaallaam m jjaam m )) W WCC 11 00..003399 W WCC 22 00..005555 W WCC 33 00..006600 W WCC 44 00..006666 W WCC 55 00..004499
II
III.I.5.5. GaGambmbar ar RuRute te KaKanbnbanan
WC WC 55 KONSUMEN KONSUMEN SUPPLIER SUPPLIER Kanban Kanban Tarik Tarik Kanban Kanban Tarik Tarik Kanban Kanban Produksi Produksi Kanban Kanban Produksi Produksi WC 4 WC 4 Kanban Kanban Tarik Tarik Kanban Kanban Tarik Tarik Kanban Kanban Produksi Produksi Kanban Kanban Produksi Produksi WC 3 WC 3 Kanban Kanban Tarik Tarik Kanban Kanban Tarik Tarik Kanban Kanban Produksi Produksi Kanban Kanban Produksi Produksi WC 2 WC 2 Kanban Kanban Tarik Tarik Kanban Kanban Tarik Tarik Kanban Kanban Produksi Produksi Kanban Kanban Produksi Produksi WC 1 WC 1 Kanban Kanban Tarik Tarik Kanban Kanban Produksi Produksi A A L L I I R R A A N N B B A A R R A A N N G G B B A A I I K K R R A A W W M M A A T T E E R R I I A A L L , , W W I I P P D D A A N N F F G G A A L L I I R R A A N N I I N N F F O O R R M M A A S S I I B B A A I I K K J J E E N N I I S S , , S S P P E E S S I I F F I I K K A A S S I I D D A A N N J J U U M M L L A A H H P P R R O O D D U U K K
BAB IV
BAB IV
ANALISA DATA
ANALISA DATA
IV
IV.1.1 AnAnalalisisa Ra Rutute Ke Kaanbnbaann Pro
Proses ses awaawal l konkonsumsumen en menmenginginginginkan kan suasuatu tu proprodukduk, , berberdasdasarkarkan an dardari i keikeinginginannan konsumen tersebut, maka pabrik melakukan proses di WC5, tetapi karena di WC5 konsumen tersebut, maka pabrik melakukan proses di WC5, tetapi karena di WC5 baha
bahan n yang dibutuhyang dibutuhkan belum kan belum ada maka ada maka dari WC5 dari WC5 memintmeminta a bahan yang dibutuhkbahan yang dibutuhkanan untuk dapat membuat produknya kepada WC 4 dengan menggunakan kanban tarik, untuk dapat membuat produknya kepada WC 4 dengan menggunakan kanban tarik, begitu juga dengan WC3 meminta ke WC2, WC2 meminta ke WC 1 dan WC1 begitu juga dengan WC3 meminta ke WC2, WC2 meminta ke WC 1 dan WC1 meminta bahan yang diperlukan terlebih dahulu kepada supplier untuk memperoleh meminta bahan yang diperlukan terlebih dahulu kepada supplier untuk memperoleh bahan baku dengan menggunakan kanban tarik. Setelah memperoleh bahan-bahan bahan baku dengan menggunakan kanban tarik. Setelah memperoleh bahan-bahan
yan
yang g dibdibutuutuhkahkan n dardari i supsuppliplierer, , makmaka a proproses ses pempembuabuatan tan pun pun dimdimulaulai i diadiawali wali dardarii WC1
WC1, , untuntuk uk WC1 WC1 proproses ses pempembuabuatan tan hanhanya ya dildilakuakukan kan proproses ses pempembuabuatan tan proproduk duk setengah jadi dalam artian belum menjadi produk asli. Setelah proses WC1 selesai, setengah jadi dalam artian belum menjadi produk asli. Setelah proses WC1 selesai, maka produk yang masih setengah jadi diberikan ke WC2 untuk diproses selanjutnya maka produk yang masih setengah jadi diberikan ke WC2 untuk diproses selanjutnya den
dengan gan menmengguggunaknakan an kankanban ban proprodukduksi. si. PadPada a WC2 WC2 ini ini proprodukduknya nya masmasih ih berberupaupa barang setengah jadi. Setelah selesai di WC2 diberikan ke WC3,dan begitu juga barang setengah jadi. Setelah selesai di WC2 diberikan ke WC3,dan begitu juga seterusnya sampai kepada WC5 dengan menggunakan kanban produksi. Pada WC5 seterusnya sampai kepada WC5 dengan menggunakan kanban produksi. Pada WC5 dil
dilakuakukan kan proproses ses kemkembalbali i menmenjadjadi i barbarang ang jadjadi,ki,kemuemudiadian n teraterakhikhir r dibdiberikerikan an keke konsumen. Berdasarkan perhitungan untuk WC1 didapat 1 kanban sedangkan untuk konsumen. Berdasarkan perhitungan untuk WC1 didapat 1 kanban sedangkan untuk WC2-WC5 didapat 2 kanban untuk masing-masing WC.
IV
IV.2.2 AnAnalalisisa Wa Wakaktu tu MeMenunungnggugu
Rekapitulasi Waktu Menunggu Tiap Work Center : Rekapitulasi Waktu Menunggu Tiap Work Center : W
Woorrk k CCeenntteerr WWaakkttu u MMeennuunnggggu u ( ( ddaallaam m jjaam m )) W WCC 11 00..003399 W WCC 22 00..005555 W WCC 33 00..006600 W WCC 44 00..006666 W WCC 55 00..004499
Dari Rekapitulasi waktu menunggu tiap work center dapat dilihat bahwa terdapat Dari Rekapitulasi waktu menunggu tiap work center dapat dilihat bahwa terdapat waktu menunggu yang cukup panjang, sehingga waktu menunggu yang ada harus waktu menunggu yang cukup panjang, sehingga waktu menunggu yang ada harus di
dimimininimamasi si ununtutuk k dadapapat t memeniningnggkgkatkatkan an lablaba a dedengngan an memengngururanangi gi bibiayaya a yayangng dikeluarkan akibat tingginya waktu menunggu. Oleh karena itu, waktu siklus dari dikeluarkan akibat tingginya waktu menunggu. Oleh karena itu, waktu siklus dari pengerjaan produk harus diperbaiki lagi, karena dengan memperbaiki waktu siklus pengerjaan produk harus diperbaiki lagi, karena dengan memperbaiki waktu siklus
yang ada, tingginya waktu menunggu akan dapat