BAB II
MESIN INJECTION MOLDING
2.1. Mesin Injection Molding
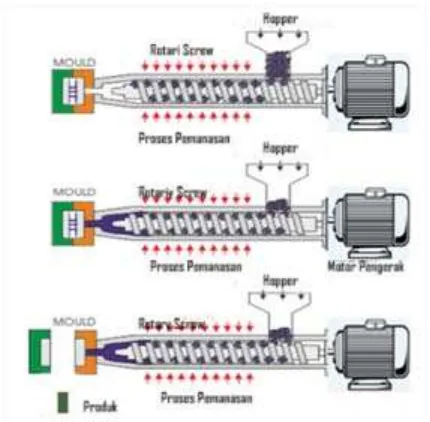
Injection Molding adalah metode material termoplastik dimana material yang meleleh karena pemanasan diinjeksikan oleh plunger ke dalam cetakan yang
didinginkan oleh air dimana material tersebut akan menjadi dingin dan mengeras sehingga bisa dikeluarkan dari cetakan. Sedangkan injection molding machine adalah mesin yang digunakan untuk membuat plastik dengan sistem cetakan injeksi.Mesin injection molding tercatat telah dipatenkan pertama kali pada ta dikembangkan mesin injection molding namun masih dioperasikan secara manual di mana pencekam macam resin tersedia dikembangkan mesin injection molding yang dioperasikan secar single stage plunger.Pada tahun 1946 James Hendry membuat mesin injection molding tipe single-stage reciprocating screw yang pertama. Mulai tahun
Proses injection memiliki beberapa proses sebagai berikut: • Persiapan bahan
• Pemanasan bahan hingga titik lumer
• Material yang dilumerkan dikirim ke ujung injector untuk disuntikkan kedalam
cetakan
• Material masuk kedalam cetakan • Penahanan hingga plastik membeku
• Cetakan dibuka untuk melepaskan hasil produksi • Pembersihan hasil produksi dari runner.1
1
Gambar 2.1 Proses mold
2.1.1. Langkah-langkah Injection Molding
Adapun langkah-langkahnya adalah: 1. Pengapitan
Suatu mesin injeksi memiliki tiga bagian utama, yaitu cetakan, pengapit dan unit penyuntik. Unit pengapit adalah pemegang cetakan yang mengalami tekanan selama proses penyuntikan dan pendinginan. Pada dasarnya, pengapit ini memegang kedua belah cetakan bersama-sama.
2. Suntikan
Pada saat penyuntikan, material plastik umumnya dalam bentuk butiran/pellet, diisi kedalam suatu wadah saluran tuang (hopper) yang terdapat bagian atas unit mesin. Butir/pellet ini disuap ke dalam silinder untuk dipanaskan hingga mencair. Di dalam silinder (barrel) terdapat mesin screw (berputar) yang mencampur bahan butiran/pellet cair dan mendorong campuran ke bagian ujung
silinder.
suatu nozzle injector, ketika tekanan dan kecepatan diatur oleh screw tersebut. Sebagian mesin injeksi menggunakan suatu pendorong sebagai pengganti screw. 3. Penenangan
Tahap ini adalah waktu penenangan sesaat setelah proses penyuntikan. Plastik cair telah disuntik kedalam cetakan dan tekanan dipertahankan untuk meyakinkan segala sisi rongga cetakan telah terisi secara sempurna.
4. Pendinginan
Plastik didinginkan didalam cetakan untuk mendapatkan bentuk padatnya didalam cetakan. Pada proses ini sekaligus pengisian ulang bahan plastik dari hopper ke dalam barrel dengan screw yang berputar.
5. Cetakan Dibuka
Unit pengapit dibuka, yang memisahkan keduabelah cetakan. 6. Pengeluaran
Pena dan plat ejector mendorong dan mengeluarkan hasil cetakan dari dalam cetakan. Geram dan sisa pada sisi-sisi hasil cetakan yang tidak dipakai dapat didaur ulang untuk digunakan pada pencetakan berikutnya.
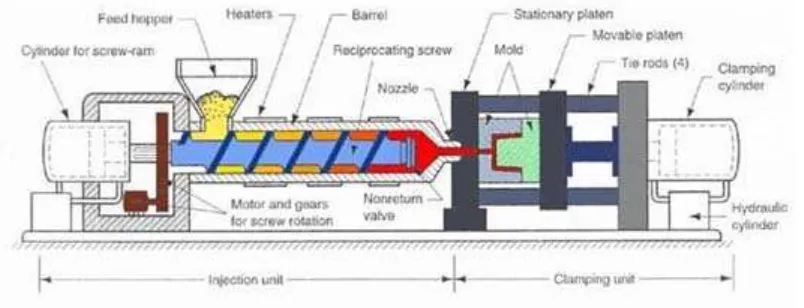
2.1.2. Komponen Utama Sistem Injection Molding
Gambar 2.2 Injection unit dan clamping unit
2.1.2.1 Mold Clamp Unit [Unit Pencekam Cetakan].
Clamping unit digunakan untuk memegang dan mengatur gerakan dari mold unit, serta gerakan ejector saat melepas benda dari molding unit, pada clamping unit lah kita bisa mengatur berapa panjang gerakan molding saat di buka dan berapa panjang ejektor harus bergerak.Clamping unit ini adalah tempat mold berada. Fungsi dari clampingunit ini adalah untuk menahan mold bersatu ketika material di injeksikan
sampai material terbentuk dan mengeluarkan produk setelah benda kerja jadi. Clamping unit ini terdapat stationary plate, movable plate, mold, tie rod, clamping
cylinder, dan hydraulic cylinder.
a. Stationary Plate
Stasionary plate adalah plat tempat untuk pemasangan mold bagian cavity .Pada bagian atas stasionari plate ini terdapat tempat dudukan untuk robot. Plate ini mempunyai lubang lingkaran untuk location ring. Fungsi dari locating ring pada mold adalah untuk memudahkan pemasangan mold agar center dengan lubang nozzle.
b. Movable Plate
Moving plate adalah plat tempat untuk pemasangan mold bagian core. Disebut moving plate karena plate tersebut dapat bergerak menutup atau membuka dan kecepatan serta pressurenya dapat kita atur sesuai dengan kebutuhan.
c. Mold
Mold (cetakan) adalah rongga tempat material leleh dalam mold terdapat jalur saluran pendingin. Sebagian besar mold dibuat dari dan sebagian kecil terbuat dari aluminium (untuk produksi styrofoam). Untuk mold yang membutuhkan transfer panas yang tinggi memakai bahan paduan
Secara umum mold atau cetakan untuk proses plastik terdiri dari dua tipe, yaitu:
Tipe dua plate
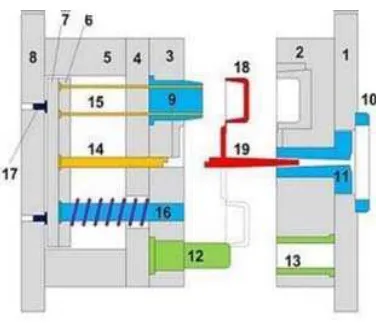
1. Tipe dua plate
Pada 2 Plate Type Mold. Cavity Plate digabung dengan Mold Mounting Plate, dan diantara keduanya terdapat Sprue Bush, dan pada Mold Mounting Plate terdapat Locating Ring. Mold Mounting Plate akan diikat dengan Baut kepada Stationery Plate dari Mesin Injeksi. Locating Ring harus dapat dipasang secara pass dengan locating pada Stationery Platen, sehingga ketika Nozle Mesin bersentuhan dengan Sprue Bush, lubang Nozle dan lubang Sprue Bush berada pada garis tengah yang sama. Masalah akan timbul bila tidak segaris. Terdapat beberapa ketentuan tertentu antara Sprue Bush dan Nozle Mesin yang harus dipenuhi selain lubang Nozle dan lubang Sprue Bush harus segaris.Sprue Bush sendiri berfungsi sebagai lubang awal ketika material plastik pertama kali mengalir ke dalam Mold (pada saat Proses Injeksi).Tipe dua plat ini terdiri dari dua bagian besar yaitu bagian sisi core dan bagian sisi cavity.
Umumnya 2 Plate Type Mold menghasilkan Produk yang masih menyatu dengan Runner (aliran material dari Sprue Bush dan setelahnya), sehingga kita harus memisahkan antara Produk dan Runner dengan Nipper Cutting atau Tang Potong untuk mendapatkan hasil potongan yang halus dan rapi.
Gambar 2.3 Mold tipe dua plate Keterangan:
4 Acepting plate 14 Sprue Lock Pin 5 Spacer Block 15 Ejector Pin 6 Ejector Retainer Plate 16 Return Pin 7 Ejector Plate 17 Stoper Pin 8 Bottom Plate on movable 18 Produk Plastik 9 Insert Core Plate 19 Runner 10 Locating Ring
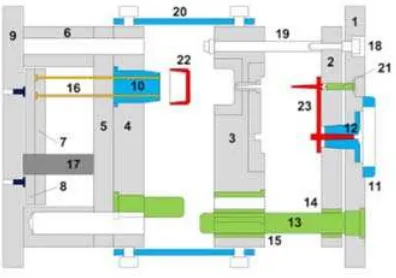
2. Tipe tiga plate
Pada 3 Plate Type Mold.Cavity Plate berdiri sendiri, namun ketika Mold Terbuka Cavity Plate masih bergantung pada Mold Mounting Plate (tepatnya pada Support Pin).Sprue Bush terpasang diantara Runner Plate dan Mold Mouting Plate.Mold Mounting Plate pun terdapat Locating Ring, untuk menjamin posisi sprue Bush dan Nozle mesin injeksi.Tipe tiga plat ini terdiri dari tiga bagian besar yaitu bagian sisi core, bagian sisi cavity dan bagian runner plate.
Secara umum 3 Plate Type Mold menghasilkan Produk yang sudah terpisah dengan Runner (aliran material dari Sprue Bush dan setelahnya).Tentunya dengan aplikasi Gate yang biasa disebut Pin Point Gate.Pada saat Mold Terbuka, posisi Runner harus tetap melekat pada Runner Plate dengan jaminan Runner Lock Pin pada setiap Gate nya.
Keterangan:
1. Mold Mounting Plate, yang diikat dengan Baut kepada Injection Machine Stationery Plate
2. Runner Stripper Plate 3. Cavity Plate
4. Core Plate
5. Core Back-Up Plate 6. Spacer Block 7. Ejector Plate
8. Ejector Retainer Plate
9. Mold Mounting Plate, yang diikat dengan Baut kepada Injection Machine Moving Platen
10. Core Block, tergantung jumlah produk yang akan dibuat 11. Locating Ring
12. Sprue Bush
13. Support Pin, berjumlah 4 buah pada posisi diagonal simetris 14. Guide Pin Bushing, mengikuti jumlah Support Pin
15. Guide Pin Bushing, mengikuti jumlah Support Pin
16. Ejector, jumlah dan bentuk sesuai kebutuhan dan design produk 17. Support, berjumlah 4 buah pada posisi diagonal simetris
18. Stopper Bolt, mengikuti jumlah Puller Bolt
19. Puller Bolt, berjumlah 4 buah pada posisi diagonal simetris 20. Chain, berjumlah 4 buah pada posisi seimbang
21. Runner Lock Pin, mengikuti jumlah Gate yang digunakan 22. Product
23. Runner
d. Tie Rod
e. Clamping Cylinder
Clamping cylinder berfungsi sebagai silinder yang digunakan untuk mencekam moving plate. Dengan kata lain yang mengatur pergerakan dari moving plate adalah silinder pencekam (clamping cylinder).
f. Hydraulic cylinder
Sistem hidrolik adalah suatu system pemindah tenaga dengan menggunakan zat cair atau fluida sebagai perantara.Hydraulic cylinder berfungsi sebagai pemindah tenaga untuk clamping cylinder, sehingga clamping cylinder dapat bekerja dengan baik.
2.1.2.2 Injection Unit [Unit Injeksi].
Disinilah pengolahan Polimer Plastik berlangsung, yang dimulai dengan masuknya Polimer dalam bentuk Pellet [Granule], kemudian dipanaskan didalam Tungku [Barrel] dengan suhu lumer Plastik yang bersangkutan sambil diperlakukan adukan [Mixing] oleh bentuk Screw di dalam Tungku. Dengan bentuk yang sedemikian rupa sehingga Screw ini berfungsi sebagai Feeder dan juga Sebagai Mixer Plastik cair agar pencampuran warna plastik menjadi rata dan seimbang [konstant]. Bagian dari injection unit adalah :
a. motor dan transmission gear unit
Bagian ini berfungsi untuk menghasilkan daya yang digunakan untuk memutar screw pada barel, sedangkan tranmisi unit berfungsi untuk memindahkan daya dari
putaran motor ke dalam secrew, selain itu transmission unit juga berfungsi untuk mengatur tenaga yang di salurkan sehingga tidak pembebanan yang terlalu besar.
b. Cylinder screw ram
Bagian ini berfungsi untuk mempermudah gerakan screw dengan menggunakan momen inersia sekaligus menjaga perputaran screw tetap konstan, sehingga di dapat di hasilkan kecepatan dan tekanan yang konstan saat proses injeksi plastik dilakukan.
c. Hopper
penyimpanan khusus yang dapat mengatur kelembapan, sebab apabila kandungan air terlalu besar pada udara, dapat menyebabkan hasil injeksi yang tidak bagus.
d. Barrel
Adalah tempat screw, dan selubung yang menjaga aliran plastik ketika di panasi oleh heater, pada bagian ini juga terdapat heater untuk memanaskan plastik sebelum masuk ke nozzle.
e. Screw
Reciprocating screw berfungsi untuk mengalirkan plastik dari hopper ke nozzle, ketika screw berputar material dari hopper akan tertarik mengisi screw yang selanjutnya di panasi lalu di dorong ke arah nozzle.
f. Nonreturn valve
Valve ini berfungsi untuk menjaga aliran plastik yang telah meleleh agar tidak kembali saat screw berhenti berputar.
g. Heater
Heater ini berfungsi sebagai pemanas material (resin dan blues). Pemanasan dilakukan pada material yang dibawa screw dari hopper. Pemanasan yang dilakukan pada resin berkisar 280 C.
h. Nozzle
Nozzle berfungsi sebagai pemindah bahan yang sudah dipanaskan dari injection unit ke clamping unit. Dengan kata laindari unit inilah di Injeksikan atau disuntikkan ke dalam cetakan (mold). Unit Injeksi akan melakukan proses Injeksi Plastik setelah
ada konfirmasi dari unit mold clamp, kemudian Unit Injeksi akan menyentuhkan nozzle ke sprue bush mold dengan tekanan minimum 100 kg/cm². Tekanan ini untuk mencegah terjadinya kebocoran material plastik cair dari celah antara nozzle dan sprue bush mold2
2
Markus Hasto.Plastic injection molding.http://myplasticinjectionmolind.blogspot.co.id/ diakses 24 Mei 2016
.
Gambar 2.5 Bagian – bagian injection molding
2.1.3 Komponen Pendukung Mesin Injeksi
Pada bagian ini terdapat sebuah panel control yang bertugas mengatur tekanan injeksi saat menginjeksi bahan plastik. System control yang digunakan adalah sistem penjamin bahwa urutan cara kerja mesin harus benar dan sesuai dengan program yang sudah dibuat oleh pembuat mesin. Sehingga setiap gerakan, setiap perubahan, sinyal-sinyal sensor yang bisa ratusan jumlahnya bisa saling mengikat, saling berhubungan dan saling mengunci dan sehingga kinerja mesin tetap terjaga.
Bagian tersebut berfungsi untuk:
Mengakomodasi tekanan yang diperlukan berdasarkan rancangan cetakan. Setiap
cetakan yang dibuat memiliki sifat yang berbeda-beda. Karena itulah bagian ini sangat membantu ketika harus berhadapan dengan rancangan cetakan yang membutuhkan tenaga yang berbeda-beda dalam memasukkan material plastik.
Mengatur waktu injeksi material. Material yang akan dimasukkan ke dalam
cetakan tidak bisa seragam untuk semua jenis cetakan. Pada bagian cetakan mungkin memerlukan 2-3 detik untuk memasukkan material, tetapi pada cetakan yang lain mungkin memerlukan 4-5 detik.
Mengatur lamanya waktu pembekuan. Setelah plastik dimasukkan ke dalam
cetakan, plastik tersebut tidak langsung beku. Diperlukan waktu tunggu beberapa detik untuk kembali membeku. Bagian panel juga bertugas mengatur hal ini. Waktu penahanan inilah yang disebut dengan holding time pada proses costing nantinya.
Waktu pembukaan. Bagian ini juga dapat dipergunakan untuk mengatur waktu
pembukaan cetakaan terutama jika pengambilan hasil produksi sudah menggunakan robot3
2.1.4 Parameter-parameter Proses Injection Molding
Paramater yang mempengaruhi jalannya proses produksi tersebut. Parameter-parameter suatu proses tentu saja ada yang berperan sedikit dan adapula yang
mempunyai peran signifikan dalam hasil produksi yang diinginkan. Biasanya orang perlu melakukan beberapa kali percobaan hingga ditemukan parameter-parameter apa saja yang cukup berpengaruh terhadap produk akhir benda cetak.
Adapun parameter-parameter yang berpengaruh terhadap proses produksi plastik melalui metode injection molding adalah:
a. Temperatur Leleh (Melt Temperature)
.
3
Adalah batas temperatur dimana bahan plastik mulai meleleh kalau diberikan energi panas. Pada pelelehan plastik ini perlu diperhatikan jenis material plastik yang dilelehkan, karakteristik mesin cetakan, shot size (berat material dalam sekali injeksi) yang akan diekstrusikan.
b. Batas Tekanan (Pressure Limit)
Adalah batas tekanan udara yang perlu diberikan untuk menggerakkan piston guna menekan bahan plastik yang telah dilelehkan. Terlalu rendah tekanan, maka bahan plastik kemungkinan tidak akan keluar atau terinjeksi ke dalam cetakan. Akan tetapi jika tekanan udara terlalu tinggi dapat mengakibatkan tersemburnya bahan plastik dari dalam cetakan dan hal ini akan berakibat proses produksi menjadi tidak efisien.
c. Waktu Tahan (Holding Time)
Adalah waktu yang diukur dari saat temperatur leleh yang di-set telah tercapai hingga keseluruhan bahan plastik yang ada dalam tabung pemanas benar-benar telah meleleh semuanya.Hal ini dikarenakan sifat rambatan panas yang memerlukan waktu untuk merambat ke seluruh bagian yang ingin dipanaskan. Dikhawatirkan jika waktu tahan ini terlalu cepat maka sebagian bahan plastik dalam tabung pemanas belum meleleh semuanya, sehingga akan mempersulit jalannya aliran bahan plastik dari dalam nozzle.
d. Tekanan Tahan (Holding Pressure)
Adalah tekanan yang diperlukan untuk memberikan tekanan pada piston yang mendorong plastik yang telah leleh setelah proses injection pressure selesai.
Pengaturan holding pressure bertujuan untuk meyakinkan bahwa bahan plastik telah benar-benar mengisi ke seluruh rongga cetak.Oleh karenanya holding pressure ini sangat tergantung dengan besar kecilnya dimensi cetakan (mold).Makin besar ukuran cetakan makin lama dan besar penekan yang diperlukan.
e. Temperatur Cetakan (Mold Temperature)
agar hasil produk lebih baik seharusnya kedua temperatur tersebut perlu untuk dikontrol.
f. Kecepatan Injeksi (Injection Rate)
Yaitu kecepatan lajunya bahan plastik yang telah meleleh keluar dari nozzle untuk mengisi rongga cetak.Untuk mesin-mesin injeksi tertentu kecepatan ini dapat terukur, tetapi untuk mesin-mesin injeksi sederhana kadang-kadang tidak dilengkapi dengan pengukur kecepatan ini.
g. Ketebalan Dinding Cetakan (Wall Thickness)
Menyangkut desain secara keseluruhan dari cetakan (molding).Semakin tebal dinding cetakan, semakin besar kemungkinan untuk terjadinya cacat shrinkage.
2.1.6. Pengertian Plastik dalam Desain Plastik Molding
Plastik ialah salah satu bahan baku yang diperoleh melalui proses sistesis dari berbagai bahan mentah, yaitu: minyak bumi, gas bumi dan batu bara. Plastik juga dapat dinamakan bahan organik karena terdiri dari persenyawaan karbon, kecuali plastik silikon.Plastik disebut sebagai bahan berstruktur makro molekuler karena bahan tersebut terdiri dari molekul-molekul yang besar.
Jenis plastik pada dasarnya ada tiga jenis, yaitu: a. Thermoplast
Jenis plastik ini mempunyai susunan molekul benang ruwet dan tanpa
ikatan. Molekul-molekul makro bersatu karena adanya gaya yang berasal dari gesekan dan belitan antar molekul. Plastik semacam ini sangat mudah mengalami deformasi.
b. Duroplast
Jenis plastik ini terdiri dari molekul makro yang membentuk susunan jala yang rapat. Susunan tersebut terbentuk karena gaya sambung kimiawi tetapi apabila mengalami kenaikan temperature akan mengecil.
Jenis plastik ini terdiri dari molekul makro yang membentuk susunan jala yang renggang. Susunan tersebut terbentuk karena gaya fisik seperti gaya gesek dan belitan serta gaya sambung kimiawi yang terdapat pada ikatanikatan antara dua molekul makro.
2.1.7. Prinsip Umum Desain Mold
Dalam desain cetakan, ada beberapa aturan yang harus perhatian. Aturan tersebut antara lain:
(1) Gunakan ketebalan dinding seragam di seluruh bagian. Tebal dinding yang seragam akan meminimalkan penyusutan, bengkok, tegangan sisa, dan meningkatkan efisiensi proses pengisian cetakan dan waktu siklus.
(2) Gunakan profil radius pada semua ujung produk. Dimensi radius sudut di dalam minimal satu kali ketebalan material.
(3) Pilih ketebalan produk sesuai dengan persyaratan proses, material, atau desain produk. Pemilihan ketebalan dinding yang tepat menunjang waktu pendinginan yang relatif lebih cepat dan waktu siklus pendek. Semua hasil ini dapat menghasilkan biaya produksi relatif lebih rendah.
(4) Gunakan penguat berupa rib untuk meningkatkan kekakuan pada bagian lentur. Hal ini untuk menghindari penggunaan ketebalan berlebih pada bagian produk, sehingga dapat menghemat berat total, biaya material, dan biaya waktu siklus.
2.1.8. Cacat Produksi Pada Proses Injeksi Plastik
a. Penyusutan (Shrinkage)
Setelah diamati lebih teliti ternyata perbedaan penyusutan ini disebabkan oleh kurang sempurnanya pendinginan mold(cooling).
Faktor lain yang bisa mempengaruhi besarnya penyusutan adalah jumlah dan penempatan gate,ada tidaknya rib penguat pada benda kerja, besarnya tekanan injeksi dan tekanan penahan injeksi (holding pressure), penguat material (reinforcement) serta masih banyak faktor lainnya.
b. Short Shot
Short Shot adalah suatu kondisi dimana plastik leleh yang akan diinjeksikan kedalam cavitytidak mencapai kapasitas yang ideal atau sesuai settingan mesin. Sehingga plastik yang diinjeksikan kedalam cavity mengeras terlebih dahulu sebelum memenuhi cavity. Penyebab cacat ini karena karakteristik viskositas dan fluiditas dari plastik. Desain gate dan keberadaan venting udara serta kontruksi bushing juga dapat berpengaruh.
c. Flashing (Flash)
Flashing adalah jenis minor defect pada material, artinya material masih bisa dikatakan bagus tetapi harus dilakukan pembersihan (finishing) pada produk. Flashing sendiri berarti terdapat material lebih yang ikut membeku di pinggirpinggir produk. Flashingterjadi karena kurangnya pressure clampingpada moldsehingga mold menjadi kurang rapat pada pertemuan antara dua plate dan pada saat injeksi material ada yang keluar lewat celah. Desain produk yang kurang sesuai dan kurangnya viskositas material juga dapat menyebabkan terjadinya
flashing.
d. Sink-mark
sink-mark. Temperatur resin, temperature die, injection speedyang terlalu tinggi atau rendah dan kurangnya kemampuan pendinginan dari dieserta peningkatan suhu karena putaran screwterlalu cepat berpengaruh juga terhadap cacat ini
e. Flow-mark
Kondisi flow-markdigunakan untuk menggambarkan fenomena dimana terdapat pola bergaris, terbentuk di sekitar gate pada saat material mengalir memasuki cavity. Dalam hal ini, plastik yang telah didinginkan sprue dan runner yang selanjutnya didinginkan oleh cavity dan mengisi dalam viskositas tinggi, akibatnya plastik yang kontak dengan permukaan mold bertekanan dalam kondisi semi-padat dan garis-garis tegak lurus terhadap arah aliran material terbentuk pada permukaan produk yang dicetak. Ada beberapa faktor yang mempengaruhi terjadinya flow-mark. Kecepatan alir material yang terlalu lambat atau kecepatan pendinginan yang terlalu cepat dapat menyebabkan flow-mark selain karena perubahan tekanan yang terjadi pada mold.
f. Colour Streaks
Fenomena colour streaksterjadi karena adanya dua campuran atau lebih warna padasuatu produk yang menyebabkan warna produk tersebut menjadi belang. Biasanya colour streaksterjadi sehabis pergantian material, dimana masih ada sisa-sisa material lama yang masih terperangkap di dalam manifold atau nozzle. Material yang tidak bercampur dengan baik pada saat proses mixing juga dapat menyebabkan
colour streaks.
g. Bubbles
Bubbles dapat dibilang sebagai gelembung udara yang terperangkap dalam produk. Biasanya terjadi pada saat proses injeksi material kedalam cavity ketika udara tidak sempat keluar melalui air venting. Cacat ini juga dapat dipengaruhi oleh gas yang masih terperangkap dengan material cair dalam cylinder.
h. Jetting
rendah diinjeksikan kedalam nozzle selama tahap awal molding, setelah bersentuhan dengan cetakan, material ini menjadi sangat kental dan terdorong terus kedalam cetakan yang akhirnya meninggalkan bekas aliran. Penyebabnya bisa karena ukuran gateyang terlalu kecil sehingga speedmaterial yang diinjeksikan menjadi cukup cepat atau temperatur material yang terlalu rendah dan viskositas material menjadi tinggi yang mengakibatkan resistensi terhadap material menjadi besar.
i. Weld - line
Weld-lineterjadi ketika dua atau lebih aliran lelehan material yang bertemu dan membeku dengan tidak sempurna. Fenomena ini terjadi pada saat menggunakan sisipan atau multi-point gate. Secara teori, cacat ini tidak dapat dihilangkan tetapi hanya dapat diminimalisir atau dipindahkan. Weld-line kadang terlihat seperti crackdan kehadiran weld-linepada daerah konsentrasi tegangan dapat menyebabkan masalah kekuatan.
j. Black Spot
Black spotatau bintik hitam atau goresan pada permukaan produk terjadi karena kerusakan thermal. Adanya material sisa yang terjebak dalam heater atau kontaminasiproduk oleh zat yang tidak diperlukan yang menyebabkan black spot. Kecepatan screw yang terlalu tinggi sehingga menyebabkan degradasi material juga mempengaruhi cacat ini.
k. Stringing
Stringing adalah fenomena dimana bagian string-line pada plastik terbentuk pada saat mold open, kemudian sisa material yang tertarik tersebut terjebak didalam mold dan pada saat shot selanjutnya menyebabkan ketidakrataan hasil produk. Biasanya disebabkan oleh temperatur nozzleyang terlalu tinggi.
l. Warpage