BAB I
PENDAHULUAN
1.1 Latar Belakang
PT. Indonesia Asahan Aluminium (INALUM) adalah perusahaan pertama di Indonesia bergerak dalam bidang industri peleburan aluminium. PT. INALUM didirikan pada tanggal 6 Januari 1976 di Jakarta, memproduksi aluminium batangan (ingot) dengan kualitas produk 99,70 % dan 99,90 %.
PT. INALUM memiliki 3 pabrik utama yaitu pabrik karbon, pabrik reduksi dan pabrik penuangan. Penelitian ini berfokus pada pabrik reduksi. Pabrik reduksi terdiri dari 3 bangunan dengan masing-masing dipasangi 170 pot (tungku). Setiap operator menangani 85 pot (tungku). Pot tersebut bertipe Preba ked Anode Furna ces (PAF), beroperasi pada suhu 9600C. Suhu antar pot sekitar 40-500C, suhu di tempat operator crane berkisar 31-320C.
Salah satu mesin utama yang digunakan pada pabrik reduksi yaitu Anode Cha nging Cra ne (ACC). Proses produksi dapat berjalan apabila mesin/peralatan dalam keadaan baik, sehingga perusahaan tidak mengalami kerugian. Menurut Nakajima (1998), mesin/peralatan dapat dikatakan baik apabila memiliki nilai a va ila bility > 90%, performance rate > 95% dan quality rate > 99% sehingga
akan menghasilkan keadaan efektifitas mesin/peralatan (OEE) yaitu ≥ 85%. Mesin
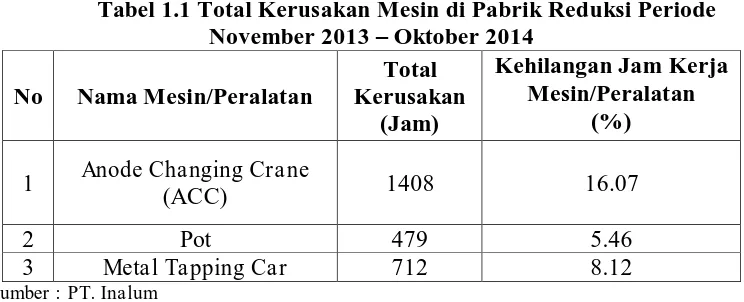
ACC sering mengalami kerusakan sehingga dapat menyebabkan kondisi ideal mesin tidak tercapai. Data total kerusakan mesin di pabrik reduksi dimulai dari bulan November 2013 hingga Oktober 2014 dapat dilihat pada Tabel 1.1.
Tabel 1.1 Total Kerusakan Mesin di Pabrik Reduksi Periode November 2013 – Oktober 2014
Sumber : PT. Inalum
Berdasarkan Tabel 1.1 diatas mesin ACC mengalami total kerusakan paling besar yaitu 1408 jam dengan kehilangan jam kerja mesin ACC sebesar 16.07% dari waktu tersedia mesin untuk beroperasi. Untuk mengatasi hal tersebut diperlukan pemeliharaan mesin/peralatan salah satunya dengan melakukan penerapan Total Productive Maintenance (TPM) dengan menggunakan metode Overa ll Equipment Effectiveness (OEE) agar efektifitas mesin/peralatan semakin meningkat dan menetapkan prioritas utama dari six big losses untuk tindakan perbaikan dengan menggunakan metode Failure Mode and Effect Analysis (FMEA)
Saiful (2014) pernah melakukan penelitian tentang pengukuran kinerja mesin dengan menggunakan overall equipment effectiveness (OEE) di PT. perkebunan. Dari penelitiannya didapatkan nilai OEE tidak ideal, yaitu hanya sebesar 76,89%. Penelitian yang hampir sama dilakukan oleh Habib (2012) yang mengukur nilai OEE mesin CNC cutting karena mesin tersebut memegang peranan penting dalam aktivitas produksi. Hasil penelitiannya menunjukkan OEE sebesar 61,8%. Kemudian FMEA digunakan untuk mencari aktifitas yang paling kritis dan selanjutnya dirumuskan alternatif solusinya. Faktor penyebab belum
optimalnya mesin adalah mengulang proses potong, menunggu ketersediaan material dan mengoperasikan mesin dengan kecepatan potong rendah.
Kedua penelitian tersebut menunjukkan bahwa metode Overall Equipment Effectiveness (OEE) dan Fa ilure Mode and Effect Analysis (FMEA) dapat digunakan untuk mengetahui tingkat efektivitas mesin dan faktor penyebab mesin belum optimal.
1.2 Rumusan Masalah
Rumusan masalah pada penelitian ini adalah besarnya jumlah kerusakan jam mesin ACC mengakibatkan output yang dihasilkan berkurang sehingga perlu ditelusuri penyebab permasalahan tersebut dan mencari solusi untuk mengatasinya.
1.3 Tujuan dan Manfaat Penelitian
1. Untuk mengetahui tingkat efektifitas mesin dengan menggunakan metode Overa ll Equipment Effectiveness (OEE)
2. Untuk mengetahui six big losses terbesar.
3. Untuk mengetahui rate priority number dari penyebab kegagalan terbesar dengan menggunakan Faillure Mode and Effect Analysis (FMEA)
Manfaat yang dapat diperoleh dari penelitian ini adalah:
1. Penelitian ini bermanfaat bagi mahasiswa untuk memberikan pengalaman dalam menerapkan teori yang diperoleh di perguruan tinggi dan ikut menyelesaikan masalah dalam lingkungan industri.
2. Hasil penelitian dapat dijadikan sebagai masukan bagi perusahaan untuk mengetahui faktor utama penyebab terjadinya kerusakan dan menemukan sistem perawatan yang tepat.
3. Sebagai tambahan referensi untuk memperkaya laporan penelitian Teknik Industri dan dapat digunakan sebagai acuan bagi penelitian selanjutnya.
1.4 Asumsi dan Batasan Masalah
Asumsi yang digunakan dalam penelitian ini adalah proses produksi dan mesin-mesin yang digunakan tidak mengalami perubahan selama penelitian.
Batasan masalah yang digunakan adalah:
1. Pengukuran efektivitas dilakukan pada mesin ACC di pabrik reduksi.
2. Pengukuran efektivitas mesin dilakukan untuk periode November 2013 - Oktober 2014.
3. Besarnya kerugian maupun biaya yang timbul karna mesin tidak beroperasi tidak dihitung dalam penelitian ini.
1.5. Sistematika Penulisan Tugas Sarjana
Sistematika penulisan laporan bertujuan untuk mempermudah dalam menyusun dan mempelajari bagian-bagian dari seluruh rangkaian penelitian. Adapun sistematika penulisan laporan hasil penelitian ini adalah:
BAB I Pendahuluan berisi tentang latar belakang penelitian, rumusan masalah, tujuan penelitian, manfaat penelitian, batasan dan asumsi penelitian, dan sistematika penulisan laporan tugas sarjana.
BAB II Gambaran Umum Perusahaan berisi tentang sejarah perusahaan, ruang lingkup bidang usaha, lokasi perusahaan, organisasi dan manajemen, dan proses produksi.
BAB III Landasan Teori mengenai tinjauan pustaka yang berisi teori-teori pemeliharaan mesin, Total Productive Maintenance (TPM), OEE, Six big losses, diagram sebab akibat, dan FMEA.
BAB IV Metodologi Penelitian memaparkan metodologi yang digunakan untuk mencapai tujuan penelitian meliputi tempat dan waktu penelitian, jenis penelitian, objek penelitian, variabel penelitian, instrumen penelitian, metode pengumpulan data, metode pengolahan data, dan analisis pemecahan masalah.
BAB V Pengumpulan dan Pengolahan Data berisi data yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah. Data tersebut berupa data historis dari perusahaan dan hasil pengamatan untuk pengukuran OEE. Pengolahan data OEE terdiri dari tahap perhitungan a va ila bility, performance efficiency, dan rate of quality product kemudian dilakukan perhitungan OEE six big losses untuk mendapatkan faktor terbesar.
Faktor tersebut diidentifikasi dengan diagram sebab akibat kemudian perhitungan FMEA.
BAB VI Analisis Pemecahan Masalah berisi analisis hasil pengolahan data dengan metode OEE dan FMEA, mengetahui penyebab utama six big losses dan pemberian usulan pada perusahaan dalam penerapan TPM agar kerugian perusahaan dapat dikurangi.
BAB VII Kesimpulan dan saran berisikan kesimpulan yang diperoleh dari hasil pemecahan masalah dan saran-saran yang diberikan kepada pihak perusahaan.