Gardan. Vol. 5 No. 1, Oktober 2015
73
PENGARUH PEMAKAIAN ENERGI LISTRIK PADA WAKTU PROSES
ELEKTROLISA TERHADAP MANAJEMEN KUALITAS
HASIL PRODUKSI ELEKTROPLATING
Joko Suwignyo
Pendidikan Teknik Mesin Otomotif, IKIP Veteran Semarang Email : jokosuwignyu@gmail.com
Abstraksi
Proses pelapisan krom yang dilakukan oleh Industri dalam menghasilkan produknya adalah dengan melapiskan logam krom pada material dasar yang berasal dari besi keras, besi lunak atau bahkan sampai baja, dimana material dasar dihaluskan / dipoles kemudian langsung dilapisi dengan proses krom. Permasalahan yang sering dihadapi oleh industri dilapangan adalah bagaimana dalam memprediksi hasil suatu produk pelapisan krom didalam mendapatkan kualitas yang meliputi kekerasan dan ketebalan serta tampilan, agar efisien sehingga konsumen bisa terlayani dengan menyajikan mutu produk yang baik. Tujuan pelapisan krom pada penelitian ini adalah untuk meningkatkan kualitas mutu produk yang meliputi keindahan, ketebalan dan kekerasan permukaan logam dengan cara merubah tegangan listrik dan waktu pemakaian Pengaruh Pemakaian Energi Listrik pada waktu Proses Elektrolisa terhadap Menejemen kualitas hasil produksi elektroplating”, diharapkan mendapatkan data yang bisa diaplikasikan dalam penerapan pada menejemen kualitas untuk meningkatkan mutu hasil produksi krom (proses pelapisan krom yang paling optimal dan maksimal serta efisien dan dapat memperhatikan kondisi lingkungan dalam proses penanganan limbah), sesuai dengan waktu proses yang digunakan yang tampak terukur pada KWH meter, dan seberapa jauh beda pemakaian arus listrik dalam menentukan penerapkan menejemen kualitas produk dari suatu proses produksi krom dengan nilai efisiensi serta memperhatikan kondisi lingkungan.
Kata Kunci : Pengaruh Perubahan tegangan, Kekerasan, Ketebalan, Pelapisan Logam
I. PENDAHULUAN 1.1. Latar Belakang
Negara Indonesia adalah Negara kepulauan yang kebanyakan masyarakatnya membuka berbagai macam macam bentuk peluang usaha atau industri, baik sambilan maupun sumber mata pencaharian, dengan berdirinya dan berkembangnya suatu industri baik besar dan kecil akan sangat memberikan suatu kontribusi tertentu terhadap peluang usaha yang dijalankan, salah satu contoh dalam perkembangan teknologi pelapisan listrik telah banyak memberikan konstribusi yang cukup signifikan terhadap laju pertumbuhan industri kecil dan menengah termasuk meliputi: bengkel fabrikasi, jasa alat berat dan asesoris.
Pada saat ini proses pelapisan krom yang dilakukan oleh Industri dalam menghasilkan produknya adalah dengan melapiskan logam krom pada material dasar yang berasal dari besi keras, besi lunak atau bahkan sampai baja, dimana material dasar dihaluskan / dipoles kemudian langsung dilapisi dengan proses krom.
Produk hasil ketebalan lapisan krom agar bermutu dan berkualitas baik, harus memenuhi standart mutu dengan ASTM: 504, 555 dan 588 ( Purwanto,2005 ), dan daya adhesi kuat.
Gardan. Vol. 5 No. 1, Oktober 2015
74
Berdasarkan ulasan diatas maka penulis dalam melakukan penelitian membatasi permasalahan yang diteliti : tentang kualitas produksi krom pada proses pelapisan krom pada logam atau besi dengan judul :“Pengaruh Perubahan Tegangan Terhadap Kekerasan dan Ketebalan Pada Proses Pelapisan Logam ”1.2. Perumusan Permasalahan
Berdasarkan ulasan latar belakang agar penelitian dapat dilakukan terarah dan sesuai sasaran yang dikehendaki, maka masalah dapat diperinci sebagai berikut :
1. Pengaruh Pemakaian tegangan listrik dan lama waktu proses pelapisan krom, terhadap ketebalan
2. Pengaruh pemakaian tegangan listrik dan lama waktu proses pelapisan krom terhadap kekerasan.
3. Pada tegangan listrik dan lama waktu proses pelapisan manakah yang paling optimal dalam menghasilkan nilai kebutuhan pelapisan krom.
4. Mengetahui data hasil dari pengujian laboratorium dari proses pelapisan logam
5. Dapat mengetahui komposisi kimia proses produksi krom dan pemakaian rapat arus pada saat kondisi operasi proses elektroplating.
6. Sedapat mungkin dapat menyumbangkan pemikiran dalam mengantisipasi limbah dari proses elektroplating terhadap dampak lingkungan
1.3. Batasan Masalah
1. Bahan yang digunakan untuk dilapis krom memakai logam 2. Model pelapisan mmemakai chrome electroplating.
3. Tegangan listrik yang dipilih 4, 6, 8, 10 dan 12 volt.
4. Lama waktu proses electroplating yang dipilih 5, 10 dan 15 menit 5. Sumber tegangan dari arus listrik PLN melalui adaptor DC.
6. Dapat mengetahui perbedaan tegangan dan waktu yang dipakai pada roses pelapisan krom
1.4. Tujuan Penelitian Penelitian bertujuan untuk :
1. Mengetahui hasil ketebalan dan kekerasan pelapisan krom.
2. Mengetahui perbandingan ukuran ketebalan dan kekerasan dari tegangan yang dipakai. 3. Mengetahui nilai hasil pelapisan krom pada logam.
4. Mengetahui pemakaian arus listrik yang terukur pada KWH meter saat proses pelapisan krom. 5. Mengetahui kegunaan hasil pelapisan krom yang ada dilapangan selain untuk mencegah
korosi.
6. Mengetahui komposisi larutan kimia yang digunakan untuk proses pelapisan krom sesuai dengan kondisi operasi.
Gardan. Vol. 5 No. 1, Oktober 2015
75
II. TINJAUAN PUSTAKAPelapisan chrome merupakan rekayasa pelapisan pada logam dimana depositnya memiliki ketebalan dari fareasi waktu pelapisan serta dengan krom kecepatan pelapisan lebih cepat. Krom memiliki keunggulan sifat fisik dan mekanis: angka gesekan kecil, keras dan tahan terhadap korosi ( Tomijiro, 1992 ). Yaitu perlu penerapan menurut Poeton 100 chrome banyak digunakan secara luas di banyak industri meliputi bidang: farmasi, kimia, minyak dan gas, texstiles, printing, miling, moulding, aerospace dan automotive serta banyak lagi bidang penerapannya.
Krom (chrome) mempunyai ketebalan yang dapat mencapai 0,3 mm (µm ) dengan kekerasan lebih dari 600 HV, yang umumnya diaplikasikan untuk alat – alat industri yang bergerak dan memerlukan ketahanan goresan dan abrasi yang tingi (Purwanto, 2005 ), Krom diaplikasikan dengan cara melapis produk industri seperti, rol, bolt joint, sock asorber dan as power steering dengan sistem lapis menggunakan rectifier dengan suplai daya antara 4 hingga 12 volt dengan lama waktu yang telah ditentukan.
Didalam proses pelapisan krom komposisi larutan elektrolit sangat penting sebagai sumber ion krom, karena anoda yang digunakan berupa anoda pasif. Larutan plating krom yang digunakan oleh industri plating dapat disebut larutan standar atau konvensional. (Purwanto, 2005 : 85). Tabel 2.1 menyajikan data komposisi larutan elektrolit yang digunakan pada plating krom:
Tabel 1. Komposisi dan kondisi plating krom [ Purwanto, 2005 ] Larutan plating krom
Komponen dan kondisi operasi Asam kromat ( CrO3 ) Sulfat ( S04 ) Krom valensi 3 Krom/solfat Temperatur Rapat arus Efisiensi katoda 250 gr/I 0,87 gr/I 1 gr/l 100/l 43 - 55⁰C 14,3 – 43,0A/dm2 23 %
Untuk pelapisan chrome asam kromat merupakan salah satu sumber ion krom yang akan melapis pada katoda, karena anoda yang digunakan tidak aktif, maka berkurangnya konsentrasi ion krom perlu ditambahkan asam kromat untuk menjaga kadar krom dalam larutan. Asam kromat dalam larutan asam pekat didalam bak plating berada kebanyakan sebagai ion dikhromat. Pada katode setidaknya ada tiga reaksi berlangsung yaitu: deposisi khrom, pengeluaran hydrogen, pembentukan Cr. Dan pada anoda juga terjadi tiga reaksi serentak yaitu: pengeluaran oksigen, oksidasi ion khromat dan produksi timbel dioksida pada anoda.
Gardan. Vol. 5 No. 1, Oktober 2015
76
Gambar 1. Skema proses electroplating [ Purwanto,2005:21 ]III. METODOLOGI PENELITIAN
Metodologi penelitian merupakan suatu cara yang digunakan dalam penelitian sehingga pelaksanaan dan hasilnya dapat dipertanggungjawabkan, secara kajian ilmiah. Penelitian yang dilaksanakan ini menggunakan metode eksperimental yakni metode untuk mencari hubungan sebab akibat antara faktor-faktor lain yang sengaja ditimbulkan oleh penelitian, dengan mengurangi atau menambah faktor-faktor lain yang bisa pengganggu atau penyebab terjadinya sesuatu.
3.1. Peralatan Penelitian Alat Penelitian berupa
a. Peratalan Elektroplating dan rectifier) b. Mesin bubut
c. Mesin bor d. Mesin poles e. Mesin uji ketebalan f. Mesin uji kekerasan g. Mesin uji Kekasaran
3.2. Bahan Penelitian
a. Besi dengan diameter 30 cm dan tebal 5 mm b. Larutan kroic aced ( Cr03): 250 g/l
c. Asam sulfat ( H2SO4): 0,87 g/l d. Suhu proses pelapisan 46 - 67ºC e. Arus DC 33 A/dm²
Gardan. Vol. 5 No. 1, Oktober 2015
77
b. Larutan HCl untuk pencucian karat, bensin untuk pencucian minyak dan lemak, air kapur +sabun untuk pencucian basa/menghilangkan kesadahan dan air ledeng untuk pembilas. c. Vaselin untuk pendingin dan proses poles
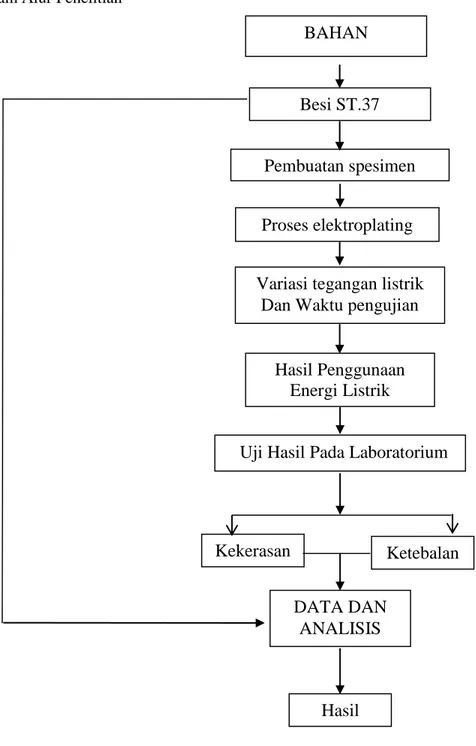
d. Resin bening Diagram Alur Penelitian
Gambar 2. Diagram Alir Penelitian
IV. HASIL DAN PEMBAHASAN
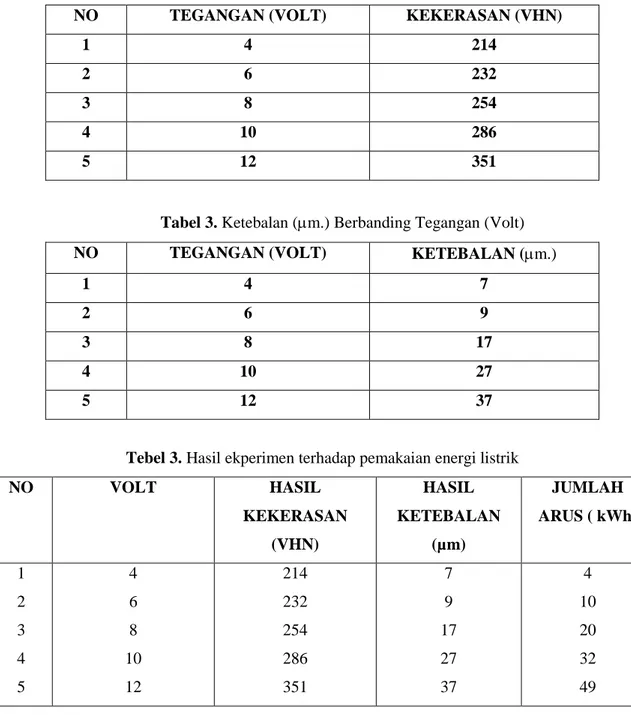
Dari hasil pengujian spesimen yang telah dilapis krom melalui proses Chrome Elektroplating, diperoleh data tercatat seperti ditunjukan pada tabel dibawah :
BAHAN
Variasi tegangan listrik
Dan Waktu pengujian
Besi ST.37
Pembuatan spesimen
Proses elektroplating
Hasil
DATA DAN
ANALISIS
Ketebalan
Kekerasan
Uji Hasil Pada Laboratorium
Hasil Penggunaan
Gardan. Vol. 5 No. 1, Oktober 2015
78
Tabel 2. Kekerasan (VHN) berbanding Tegangan (Volt)NO TEGANGAN (VOLT) KEKERASAN (VHN)
1 4 214
2 6 232
3 8 254
4 10 286
5 12 351
Tabel 3. Ketebalan (m.) Berbanding Tegangan (Volt)
NO TEGANGAN (VOLT) KETEBALAN (m.)
1 4 7
2 6 9
3 8 17
4 10 27
5 12 37
Tebel 3. Hasil ekperimen terhadap pemakaian energi listrik
NO VOLT HASIL KEKERASAN (VHN) HASIL KETEBALAN (µm) JUMLAH ARUS ( kWh) 1 2 3 4 5 4 6 8 10 12 214 232 254 286 351 7 9 17 27 37 4 10 20 32 49
Hasil eksperimen yang telah disajikan sesuai tabel dianalisa memakai perhitungan dalam menentukan kualitas hasil produksi electroplating sesuai dengan Tarif Dasar Listrik (TDL) yang berada dilapangan dapat dilihat pada lampiran.
TABEL ANALISIS EKONOMI
VOLT BAHAN BAKU PROSES TOTAL ENERGI KWALITA S (µm)
Rp/µm/Luas HARGA % SELISIH
4 Rp 12,000 Rp 5114 7 Rp 7,500 Rp 69,644 100% 0% 6 Rp 15,720 Rp 11445 9 Rp 7,500 Rp 90,945 131% 31% 8 Rp 27,600 Rp 20582 17 Rp 7,500 Rp 160,082 230% 130% 10 Rp 42,480 Rp 31943 27 Rp 7,500 Rp 246,934 354% 254% 12 Rp 57,840 Rp 46310 37 Rp 7,500 Rp 335,810 482% 382%
Gardan. Vol. 5 No. 1, Oktober 2015
79
V. PENUTUP5.1. Kesimpulan
Berdasarkan hasil Penelitian dapat disimpulkan pada variasi tegangan listrik dan lama waktu proses elektroplating adalah sebagai berikut:
1. Ketebalan yang dicapai adalah: 37,79 µm dan kekerasan mencapai 351VHN.
2. Nilai ketebalan dan kekerasan berbanding lurus dari perubahan kenaikan voltase yang dipakai 3. Dari data eksperimen didapat hasil seperti dibawah selema waktu 15 menit.
a. Tegangan 4 volt, dengan kekerasan 214 VHN ketebalan 7 µm b. Tegangan 6 volt, engan kekerasan 232 VHN ketebalan 9 µm c. Tegangan 8 volt, dengan kekerasan 254 VHN ketebalan 17 µm d. Tegangan 10 volt, dengan kekerasan 286 VHN ketebalan 27 µm e. Tegangan 12 volt, dengan kekerasan 351 VHN ketebalan 37 µm 4. Komposisi larutan kimia dan ukuran
a. Asam Kromat 250 – 280 gr/l b. Asam sulfat 2,5 – 2,8 gr/l c. Krom valensi 3 1 gr/l d. Krom / solfat 100 / 1 e. Efisiensi katoda 23 % Kondisi operasi
a. Rapat arus 14,3 – 43,0 A/dm2 b. Temperatur 43 – 55 ⁰C
5. Secara anilis Ekonomi di dapat prosentase bahan baku sebagai berikut : 4 volt ke 6 volt sebanyak 31%
6 volt ke 8 volt sebanyak 130% 8 volt ke 10 volt sebanyak 254% 10 volt ke 12 volt sebanyak 382%
5.2. Saran
a. Perlunya dilakukan perubahan rapat arus untuk memperoleh nilai ketebalan dan kekerasan proses pelapisan dengan mempertimangkan jenis dan kebutuhan logam yang akan dilapis. b. Kegiatan proses produksi elektroplating adalah jenis kegiatan aktifitas industri yang sangat
berbahaya kandungan limbahnya akan racun yang berdampak besar terhadap lingkungan, maka kegiatan ini tidak boleh lepas dari pengawasan pihak terkait sehubungan dengan kelangsungan kondisi lingkungan.
c. Analisis kelayakan tetap harus dilakukan pada setiap kegiatan proses produksi elektroplating dengan mengacu pada kualitas mutu hasil pelapisan dan memperhatikan timbulan limbah demi keberlanjutan terhadap kondisi lingkungan.
Gardan. Vol. 5 No. 1, Oktober 2015
80
d. Pengolahan limbah elektroplating secara khusus melalui 2 tahapan :1. Reduksi Kimia yaitu dengan menambah Sodium Bisolfit atau gas sulfur dioksida. 2. Pengendapan yaitu dengan menambah Sodium Hidroksida.
e. Limbah dan emisi merupakan hasil kegiatan produksi yang tidak diinginkan akan dampak dan pengaruhnya terhadap lingkungan, sehingga secara umum semua kegiatan dan aktifitas industri harus dapat menerapkan kajian daur hidup produk.
DAFTAR PUSTAKA
Anton J Hartono, Tomijiro Kaneko. (1992),” Mengenal Pelapisan Logam Elektroplating”, Yogyakarta: Andi Offset
Apticote 100 Hard Chrome Plating ( www.poeton.co.uk )
Akira Iwabuchi ( 2001 ), “ Effects of ambient pressure on fretting friction and wear behavior between SUS 304 steels”, accepted 22 february 2001
Arikunto Suharsini (1997),”Prosedur Penelitian”: Suatu Pendekatan Praktek. Edisi kelima- Jakarta: Aneka Cipta
Bettina Kerle, Mathias`Opper and Sirqudvock (2000), “Hexavalent Chromium”: Sur Tec 875 Dagun Save M (2005),”Kamus Besar Ilmu Pengetahuan”, Edisi keempat-Jakarta: Lembaga
Pengkajian Kebudayaan Nusantara
D. Ivanova, L. Fachikov (2007), “Phospating of Cold Galvanized Carbon Steel“: Vol. 42 No. 2 h 159 – 162.
Gordon E ( 2009 ), “Surface Engineering Forum”, The Journal www. Gordon Englang co.uk diakses 5/11/2009.
Gun Y. Lee ( 2003 ), “Abrasive Wear Behavior of Head-Treated ABC-Silicon Carbide”: The journal J.Am. Ceram Soc. 1370-78
Guofeng Zhou ( 2004 ). Wear Mechanism of Clutch Separating Ring in a Heavy Load Vehicle, Avaible online at www.sciencedirect.com
Hadromi (2000), Industri Elektroplating Kecil dan Menengah.
Kobayashi (2001), “Chrome Plated Parts and Chrome Plating Method” ; Vol.37 h 636 – 642 Lawrence H Van vlack (1992), “Ilmu dan teknologi Bahan”. Jakarta: Erlangga.
Nasser Kanani (2006), Elektro Plateng Basic Principles, process and practice: Publisher Elsevier Ltd.
Purwanto, syamsul huda, (2005), “Teknologi Industri Elektroplating”. Semarang: Universitas Diponegoro
Raharjo Samsudi ( 2008 ), “Pemilihan Jenis Larutan Elektrolit Sebagai Media Pelapis Krom Keras Pada Baja Karbon Rendah”: Traksi. Vol.8 No.1 h 1 – 7
Gardan. Vol. 5 No. 1, Oktober 2015
81
Sandi ( 2002 ), Pengaruh Temperatur, Rapat arus dan Waktu Proses pada Proses Hard ChromeElectroplating terhadap Kekerasan Permuakaan Baja ST-42: Master Thesis ITB.
Tomoko Hirayana, Noriaskihisika and Hiroshiyabe (2003), “Performances of Journal Bearing Arth Mos2 – Skot Coating for Spindle of Magnetic Recording Storage System “: Vol. 11 No. 8 – 10 h 751 – 757.
Valdas Kvedaras, Jonas Vilys and Vytantas Ciuplys (2006), “Fatique Strenght of Chromium – Plated Steel” ; Vol. 12 No. 1 h 1320 – 1392
Waraka ( 2002), Pengaruh lama Waktu Electroplating terhadap Ketebalan dan Kekerasan Permukaan Logam yang dilapis Krom: Master Thesis ITB.
![Tabel 1. Komposisi dan kondisi plating krom [ Purwanto, 2005 ] Larutan plating krom](https://thumb-ap.123doks.com/thumbv2/123dok/4368388.3189016/3.892.335.557.627.906/tabel-komposisi-kondisi-plating-krom-purwanto-larutan-plating.webp)