49
APLIKASI OPTIMAL PREVENTIVE REPLACEMENT AGE MODEL UNTUK
MENENTUKAN JADWAL PENGGANTIAN KOMPONEN DUMPING GRATE
PADA MESIN KETEL UAP
(Studi Kasus di PG Rejo Agung Baru Madiun)
Application of Optimal Preventive Replacement Age Model to Determine
Replacement Schedule For Dumping Grate Component on Boiler Machine
(Case Study at Rejo Agung Baru Sugar Factory Madiun)
Wike Agustin Prima Dania, Isti Purwaningsih, dan Fajar Andy AristionoJurusan Teknologi Industri Pertanian-Fak. Teknologi Pertanian-Universitas Brawijaya Jl. Veteran – Malang
ABSTRACT
Rejo Agung Baru Madiun is one of big sugar companies in East Java. One of the problems in this factory is delayed of production process caused by machine damaged. Based on preliminary survey, it showed that boiler machine is regularly damage and has the highest downtime. Moreover, component that influences the damage of boiler machine is dumping grate component. The main purpose of this research is to determine optimal replacement schedule that has minimum downtime and maximum availability of dumping grate component. Method that is used to solve the problem is optimal preventive replacement age model. Furthermore, it also determines and compares replacement cost before and after scheduling. From the result, it shows that the replacement interval for dumping grate is 555 hours or 23.125 days with the minimum downtime value is 0.010018182 and the availability value is 0.989981818. Total cost of optimal replacement scheduling is Rp 3,341,078,529.00. The cost comparison before replacement scheduling and after replacement scheduling is Rp 3,517,399,429.00 and Rp 3,341,078,529.00 respectively or saving about 5.013%.
Keywords: dumping grate, minimum downtime, maximum availability, optimal preventive replacement age model
PENDAHULUAN
Pabrik Gula Rejo Agung Baru Ma-diun merupakan salah satu pabrik gula milik swasta yang cukup besar di Jawa Timur. Pabrik Gula ini memiliki rata-rata kapasitas giling sebesar 5.800 TCD dan dengan rata-rata produksi gula sebesar 42.000 ton per tahun (Anonymous, 2010). Dalam mempertahankan produktivitas dan mencapai target produksi, mesin dan peralatan merupakan salah satu faktor utama. Oleh karena itu kehandalan mesin dan peralatan harus terjaga dengan baik.
Mesin yang mempunyai pengaruh pada keberlangsungan proses produksi salah satunya adalah mesin ketel uap. Jika mesin ketel uap mengalami gangguan maka akan berpengaruh terhadap mesin
dan peralatan lain. Kondisi seperti ini akan menghambat proses produksi gula sehingga dapat merugikan perusahaan.
Berdasarkan survei pendahuluan, komponen pada mesin ketel uap yang sering mengalami kerusakan adalah komponen dumping grate. Hal ini me-nyebabkan downtime mesin ketel uap mencapai 50,5 jam atau sekitar 55.6% dari total downtime mesin ketel uap. Laggoune et al. (2009) menyatakan bah-wa pada sistem yang berjalan secara kontinyu, berhentinya mesin menyebab-kan biaya yang lebih besar dibandingmenyebab-kan biaya pembelian komponen untuk peng-gantian. Oleh karena itu penjadwalan penggantian secara berkala diperlukan untuk meminimumkan biaya.
Selama ini perusahaan tidak mela-kukan perawatan preventif tetapi hanya melakukan perawatan korektif. Kompo-nen dumping grate perlu dilakukan pera-watan preventif berupa penggantian ka-rena komponen ini tidak dapat diperbaiki ketika rusak, selain itu kerusakan yang terjadi dapat dilakukan pemodelan. Me-nurut Nakagawa dan Mizutani (2009), terdapat dua model penentuan jadwal optimal penggantian berdasarkan mini-masi downtime yaitu Optimal Preventive Replacement Interval (Block Replace-ment) dan Optimal Preventive Replace-ment Age (Age ReplaceReplace-ment).
Model penggantian yang digunakan di dalam penelitian ini adalah dengan menggunakan Optimal Preventive Repla-cement Age. Pada age replacement policy, komponen akan diganti pada saat usia sistem mencapai T. Wang (2002) menyatakan bahwa age replacement policy lebih efisien dibandingkan dengan block replacement karena dalam block replacement ada kemungkinan komponen diganti sebelum mencapai umur maksimal sehingga terjadi pemborosan. Dengan menentukan jadwal penggantian yang op-timum diharapkan dapat meminimasi downtime dan meminimasi biaya peng-gantian komponen dumping grate pada mesin ketel uap.
Tujuan penelitian adalah menentu-kan jadwal optimal dengan kriteria mi-nimasi downtime dan maksimasi availa-bility penggantian komponen dumping grate pada mesin ketel uap berdasarkan Model Optimal Preventive Replacement Age. Hasil dari penjadwalan tersebut ke-mudian dihitung biayanya serta diban-dingkan dengan kebijakan perusahaan sebelum adanya penjadwalan.
BAHAN DAN METODE
Penelitian dilaksanakan di PG Rejo Agung Baru Madiun. Batasan masalah dalam penelitian adalah:
1. Penelitian hanya dibatasi pada penen-tuan jadwal optimal penggantian
kom-ponen dumping grate pada mesin ketel uap.
2. Perhitungan biaya penggantian kom-ponen hanya dibatasi pada biaya teknisi, biaya pengadaan komponen, biaya operator menganggur dan biaya kehilangan kesempatan untuk menda-patkan keuntungan.
3. Tidak dibahas aspek teknis pada penggantian komponen dumping grate pada mesin ketel uap.
Asumsi yang digunakan di dalam pene-litian adalah:
1. Kondisi komponen pengganti adalah komponen yang benar-benar baru, kondisi sesuai dengan spesifikasi alat. 2. Komponen pengganti tersedia pada
saat dibutuhkan.
3. Harga komponen tidak berubah selama periode penelitian.
4. Jam kerja produksi dan kapasitas me-sin dalam keadaan normal dan tetap. 5. Perencanaan dalam penggantian
kom-ponen ini adalah satu musim giling. Penentuan Variabel
Variabel yang terkait dengan pene-litian ini adalah:
1. Variabel interval waktu antar keru-sakan komponen dumping grate. 2. Variabel waktu kegagalan komponen
(downtime) yang memerlukan peng-gantian komponen (pengpeng-gantian kare-na kerusakan dan penggantian secara preventif).
3. Variabel biaya seperti biaya teknisi, biaya pengadaan komponen, biaya operator menganggur dan biaya kehi-langan kesempatan untuk mendapat-kan keuntungan.
Analisis Data
Tahapan analisis data penelitian ini adalah menentukan rata-rata waktu keti-ka alat tidak dapat digunaketi-kan (downtime), menentukan distribusi kerusakan yang ditinjau dari data interval kerusakan komponen. Selanjutnya adalah menentu-kan probabilitas kumulatif (F(tp)) dan ke-handalan (R(tp)). Kemudian menentukan jadwal optimal dengan melihat nilai
mi-51 nimasi downtime dengan formulasi mate-matika sebagai berikut:
Tahapan selanjutnya adalah menetukan nilai availability. Penentuan nilai availa-bility terbaik ditinjau dari nilai yang pa-ling maksimum. Perhitungan biaya peng-gantian dilakukan setelah mengetahui jadwal optimal penggantian komponen dumping grate dan kemudian dilakukan perbandingan biaya sebelum dan sesudah penjadwalan. Berdasarkan perbandingan tersebut dapat dilihat perubahan biaya yang terjadi pada penggantian dumping grate.
HASIL DAN PEMBAHASAN
Kondisi Perawatan Komponen Dumping Grate
Komponen terpenting di dalam me-sin ketel uap adalah dumping grate. Dumping grate berfungsi sebagai proses pembakaran ampas tebu. Panas yang berasal dari pembakaran ampas tersebut digunakan sebagai energi pada ketel uap, sedangkan sisa pembakaran ampas tebu tersebut akan dibuang melalui cerobong asap dalam bentuk debu. Jika ampas ter-sebut tidak dapat terbuang dalam bentuk debu, akan dibuang menuju conveyor de-ngan cara rotasi plat yang dilakukan oleh komponen dumping grate. Komponen dumping grate tersebut bersifat panas,
sehingga dalam prosesnya akan ter-jadi pemuaian komponen. Pemuaian kompo-nen ini disebabkan oleh pengaruh suhu yang menyebabkan komponen tersebut rusak dan patah sehingga tidak dapat digunakan lagi.
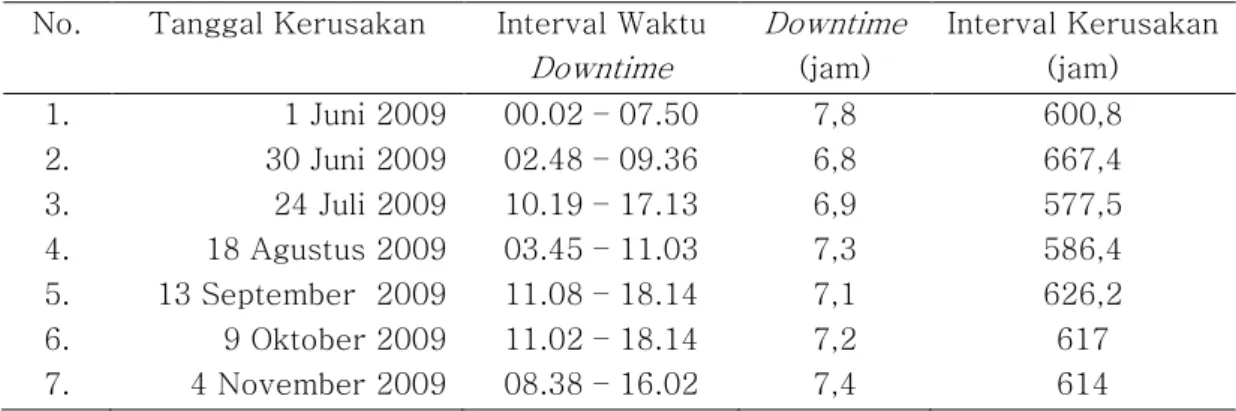
Perawatan berupa penggantian komponen dumping grate dilakukan jika komponen ini mengalami kerusakan. Ke-giatan penggantian komponen dumping grate memerlukan waktu rata-rata ku-rang lebih selama 5,52 jam. Selain itu, penggantian komponen ini melibatkan teknisi perbaikan sebanyak 4 (empat) orang yang bertugas membongkar kom-ponen, memasang komponen dan mela-kukan instalasi komponen. Menurut Pas-cual et al. (2008), kegiatan korektif dila-kukan tepat pada saat komponen meng-alami kerusakan dan diganti dengan yang baru, dan hal ini menyebabkan terjadinya downtime. Data mengenai downtime dan interval kerusakan pada komponen dum-ping grate tercantum pada Tabel 1. Analisis Distribusi Kerusakan Komponen Dumping Grate
Hasil analisis kerusakan komponen dapat dilihat pada Tabel 2. Berdasarkan Tabel 2 diketahui bahwa distribusi kerusakan pada komponen dumping grate yang paling sesuai adalah distribusi lognormal. Hal ini dapat diketahui dari nilai Uji Anderson-Darling sebesar 1,943 pada Software Minitab 14. Usman (2009) menyatakan bahwa Uji Anderson-Darling digunakan sebagai parameter pemilihan
Tabel 1 Data kerusakan, downtime dan interval kerusakan komponen dumping grate pada mesin ketel uap
No. Tanggal Kerusakan Interval Waktu Downtime Downtime (jam) Interval Kerusakan (jam) 1. 1 Juni 2009 00.02 – 07.50 7,8 600,8 2. 30 Juni 2009 02.48 – 09.36 6,8 667,4 3. 24 Juli 2009 10.19 – 17.13 6,9 577,5 4. 18 Agustus 2009 03.45 – 11.03 7,3 586,4 5. 13 September 2009 11.08 – 18.14 7,1 626,2 6. 9 Oktober 2009 11.02 – 18.14 7,2 617 7. 4 November 2009 08.38 – 16.02 7,4 614
Tabel 2. Hasil analisis distribusi kerusakan
Distribusi Uji Anderson-Darling Parameter MTTF (jam)
Lognormal 1,943 s= 0,04415 612,752
Weibull 2,069 610,838
Normal 1,963 612,757
Eksponensial 4,099 ℷ 612,757
distribusi yang sesuai jika analisis data tersebut menggunakan Software Minitab. Pemilihan distribusi kerusakan yang se-suai adalah yang paling rendah nilai Uji Anderson-Darling. Analisis pemilihan distribusi kerusakan komponen juga de-ngan menggunakan Software Easy Fit. Hasil yang sama juga ditunjukkan pada grafik pada hasil analisis yang menye-butkan bahwa distribusi kerusakan kom-ponen adalah distribusi lognormal.
Penentuan Probabilitas Kumulatif (F(t)) dan Kehandalan (R(t))
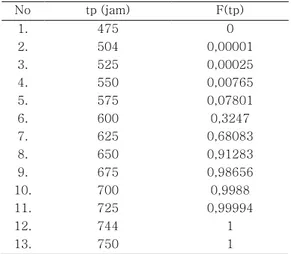
F(tp) adalah nilai probabilitas ku-mulatif pada saat tp. Parameter log-normal berupa m -rata) dan s (standar deviasi) yang ada pada analisa sebelumnya digunakan sebagai perhi-tungan nilai probabilitas. Rentang nilai probabilitas adalah diawali dengan nilai 0 dan diakhiri dengan nilai 1. Nilai pro-babilitas dari kerusakan komponen dum-ping grate dapat dilihat pada Tabel 3.
Berdasarkan analisis yang dilaku-kan, diketahui bahwa nilai probabilitas kerusakan komponen semakin lama se-makin meningkat. Nilai probabilitas ke-rusakan komponen dumping grate terus naik dari waktu ke waktu. Nilai proba-bilitas mencapai nilai 1 pada jam ke-744. Hal ini berarti peluang kejadian kerusak-an komponen dumping grate pasti terjadi pada jam ke-744. Hartono (2003) dalam penelitiannya mengenai penentuan jad-wal optimal penggantian komponen hid-rolik pada mesin injeksi juga menyatakan bahwa nilai probabilitas komponen se-makin lama sese-makin naik sehingga dapat dipastikan peluang kerusakan komponen akan semakin besar.
Tabel 3. Nilai probabilitas kumulatif F(tp) kerusakan komponen dumping grate
No tp (jam) F(tp) 1. 475 0 2. 504 0,00001 3. 525 0,00025 4. 550 0,00765 5. 575 0,07801 6. 600 0,3247 7. 625 0,68083 8. 650 0,91283 9. 675 0,98656 10. 700 0,9988 11. 725 0,99994 12. 744 1 13. 750 1
Analisis yang dilakukan selanjutnya adalah mengukur nilai kehandalan kom-ponen dumping grate. Nilai kehandalan komponen dumping grate dapat dilihat pada Tabel 4.
Tabel 4. Nilai Kehandalan/Reliability (R(tp)) Komponen Dumping Grate
No tp (jam) R(tp) 1. 475 1 2. 504 0,99999 3. 525 0,99975 4. 550 0,99235 5. 575 0,92199 6. 600 0,6753 7. 625 0,31917 8. 650 0,08717 9. 675 0,01344 10. 700 0,0012 11. 725 0,00006 12. 744 0 13. 750 0
Berdasarkan Tabel 4 diketahui bahwa nilai kehandalan/reliability kom-ponen dumping grate semakin lama semakin menurun. Turunnya nilai
kehan-53 dalan sebuah komponen dapat terjadi di-karenakan komponen tersebut beropera-si secara terus menerus sehingga me-nyebabkan komponen tersebut rusak. Makin rendah nilai kehandalan menun-jukkan bahwa kerusakan dari komponen makin akan sering terjadi yang akan mengakibatkan terganggunya proses pr duksi (Grosh, 1999).
Penentuan Jadwal Optimal Penggantian Komponen Dumping Grate Berdasarkan
Model Optimal Preventive Replacement
Age
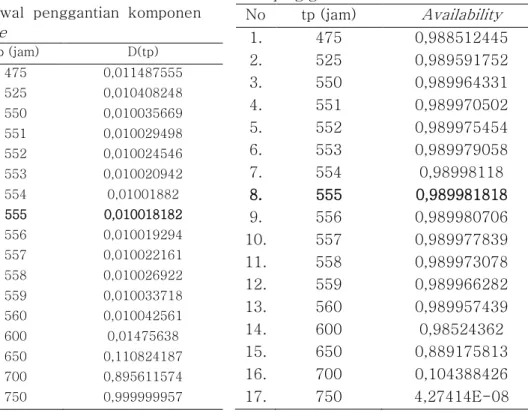
Penentuan jadwal optimal peng-gantian pencegahan komponen ini dila-kukan perhitungan yang sifatnya trial and error hingga diperoleh nilai downtime yang optimal. Nilai downtime yang opti-mal disini adalah menggunakan nilai yang paling rendah diantara nilai downtime yang lain pada saat tp (Djunaidi, 2007). Berdasarkan formulasi matematika untuk penggantian maka diperoleh solusi opti-mal penggantian pencegahan komponen dumping grate dengan kriteria minimasi downtime. Hasil optimal jadwal peng-gantian pencegahan komponen dumping grate dapat dilihat pada Tabel 5.
Tabel 5. Jadwal penggantian komponen dumping grate No tp (jam) D(tp) 1. 475 0,011487555 2. 525 0,010408248 3. 550 0,010035669 4. 551 0,010029498 5. 552 0,010024546 6. 553 0,010020942 7. 554 0,01001882 8. 555 0,010018182 9. 556 0,010019294 10. 557 0,010022161 11. 558 0,010026922 12. 559 0,010033718 13. 560 0,010042561 14. 600 0,01475638 15. 650 0,110824187 16. 700 0,895611574 17. 750 0,999999957
Berdasarkan perhitungan yang te-lah dilakukan, dapat diketahui bahwa jadwal optimal penggantian pencegahan komponen dumping grate dilakukan se-tiap interval waktu 555 jam atau sese-tiap 23,125 hari dengan nilai minimasi down-time sebesar 0.010018182. Hal ini sesuai dengan pendapat Jung et al. (2008) yang menyatakan bahwa tujuan model optimal preventive replacement age adalah me-nentukan umur optimal komponen sehingga penggantian pencegahan harus dilakukan untuk meminimasi downtime.
Berdasarkan nilai D(tp) pada tabel penentuan jadwal optimal dapat dihitung nilai availability komponen dumping gra-te segra-telah dilakukan penjadwalan. Ava-ilability merupakan probabilitas suatu komponen dapat beroperasi sesuai fung-sinya dalam suatu waktu tertentu. Angka probabilitas availability menunjukkan ke-mampuan komponen untuk berfungsi se-telah dilakukan tindakan perawatan ter-hadapnya. Semakin tinggi nilai availabi-lity maka kemampuan komponen semakin bagus. Nilai availability secara lengkap dilihat dapat ditinjau pada Tabel 6.
Tabel 6. Nilai availability komponen dumping grate No tp (jam) Availability 1. 475 0,988512445 2. 525 0,989591752 3. 550 0,989964331 4. 551 0,989970502 5. 552 0,989975454 6. 553 0,989979058 7. 554 0,98998118 8. 555 0,989981818 9. 556 0,989980706 10. 557 0,989977839 11. 558 0,989973078 12. 559 0,989966282 13. 560 0,989957439 14. 600 0,98524362 15. 650 0,889175813 16. 700 0,104388426 17. 750 4,27414E-08
Dari Tabel 6 dapat diketahui bahwa nilai yang paling besar yaitu pada inter-val ke 555 jam dengan nilai 0,989981818. Semakin besar nilai avai-lability maka kemampuan komponen untuk dapat berfungsi setelah mendapat-kan tindamendapat-kan perawatan adalah semakin baik. Hal ini sesuai dengan yang di-kemukakan Jiang dan Ji (2002) bahwa tujuan dari perawatan preventif adalah untuk meningkatkan availability dari me-sin. Djunaidi (2007) juga menyatakan bahwa semakin besar nilai availability menunjukkan semakin tinggi kemampuan komponen tersebut, atau dapat dikatakan semakin nilai availability mendekati nilai satu, maka semakin baik keadaan kom-ponen tersebut untuk dapat beroperasi sesuai fungsinya.
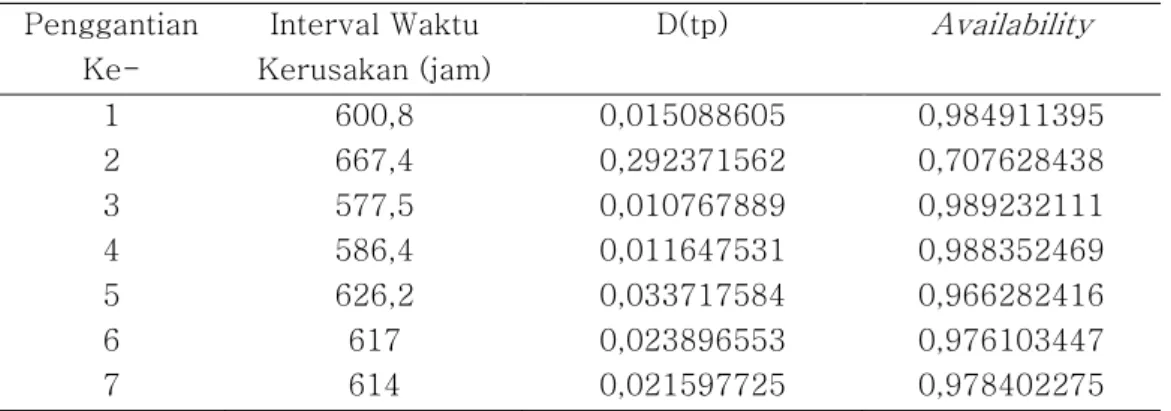
Nilai downtime dan availability komponen dumping grate dapat diketahui pada saat perusahaan menerapkan sis-tem perawatan korektif. Hal ini dapat diketahui pada Tabel 7. Setelah dilaku-kan penjadwalan penggantian optimal maka downtime dapat diminimasi se-dangkan availability dapat ditingkatkan. Untuk mengetahui nilai downtime dan availability setelah dilakukan penjad-walan optimal dapat dilihat pada Tabel 8. Berdasarkan nilai downtime dan avai-lability di atas dapat diketahui bahwa penjadwalan penggantian optimal
kom-ponen dumping grate dapat meminimasi downtime kerusakan dan secara lang-sung dapat meningkatkan nilai availa-bility dari komponen. Hal ini dapat terjadi dikarenakan penggantian dilakukan ber-dasarkan umur komponen tersebut. Penggantian ini dilakukan sebelum kom-ponen tersebut mencapai umur kerusak-annya. Hal ini sesuai dengan pendapat Jiang dan Ji (2002), bahwa idealnya pe-rawatan preventif dilakukan tepat sebe-lum kerusakan terjadi.
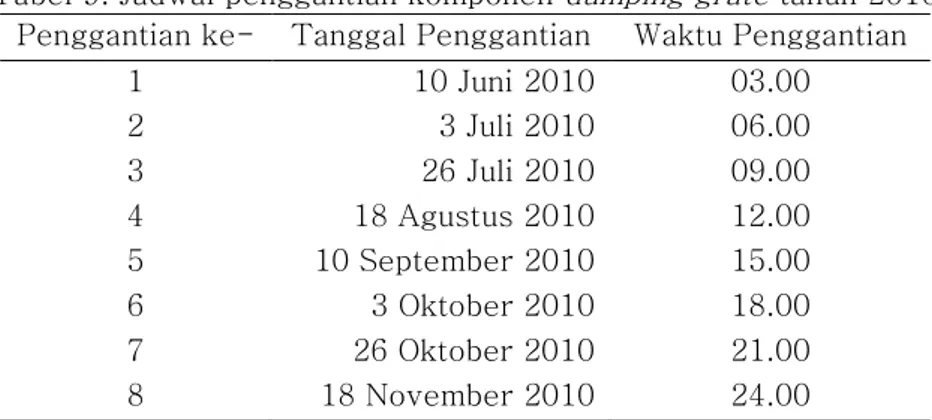
Setelah dilakukan penjadwalan op-timal komponen dumping grate, maka dapat dilakukan agenda penggantian komponen selama 1 musim giling pada tahun 2010. Asumsi jumlah hari dalam musim giling pada tahun 2010 sama de-ngan jumlah hari musim giling pada tahun 2009 yaitu selama 192 hari. Untuk me-ngetahui kalender penjadwalan penggan-tian komponen dapat dilihat pada Tabel 9.
Berdasarkan Tabel 9 dapat diketa-hui bahwa penggantian komponen dum-ping grate pada musim giling 2010 ada-lah sebanyak 8 kali. Penggantian kompo-nen hanya dilakukan 8 kali dikarenakan musim giling berakhir pada tanggal 26 November 2010 sedangkan rata-rata se-lang waktu penggantian komponen dum-ping grate adalah selama 555 jam atau 23,125 hari.
Tabel 7. Nilai downtime dan availability pada perawatan korektif Penggantian Ke- Interval Waktu Kerusakan (jam) D(tp) Availability 1 600,8 0,015088605 0,984911395 2 667,4 0,292371562 0,707628438 3 577,5 0,010767889 0,989232111 4 586,4 0,011647531 0,988352469 5 626,2 0,033717584 0,966282416 6 617 0,023896553 0,976103447 7 614 0,021597725 0,978402275
Tabel 8. Nilai downtime dan availability sesuai penjadwalan optimal Interval
Penggantian (jam)
D(tp) Availability
55
Tabel 9. Jadwal penggantian komponen dumping grate tahun 2010 Penggantian ke- Tanggal Penggantian Waktu Penggantian
1 10 Juni 2010 03.00 2 3 Juli 2010 06.00 3 26 Juli 2010 09.00 4 18 Agustus 2010 12.00 5 10 September 2010 15.00 6 3 Oktober 2010 18.00 7 26 Oktober 2010 21.00 8 18 November 2010 24.00
Perhitungan Biaya Penggantian Sebelum dan Sesudah Penjadwalan
Penentuan biaya total penggantian komponen dilakukan dengan mengum-pulkan data biaya teknisi penggantian, biaya pengadaan komponen, biaya ope-rator menganggur dan biaya kehilangan kesempatan untuk mendapatkan keun-tungan. Perbandingan biaya-biaya peng-gantian sebelum dan sesudah penjadwal-an dapat dilihat pada Tabel 10.
Tenaga kerja teknisi ini berasal dari bengkel tempat pembelian kompo-nen dumping grate. Biaya teknisi di-anggap sama antar teknisi karena keah-lian yang diperlukan untuk melakukan penggantian sama. Jumlah teknisi yang diperlukan untuk melakukan penggantian adalah sebanyak 4 orang teknisi.
Biaya pengadaan komponen hanya terdiri dari tiga macam biaya yakni biaya pembelian komponen dumping grate, biaya penyimpanan, dan biaya pemesan-an. Biaya pembelian komponen adalah
sebesar Rp 141.120.000,00 per sekali pembelian. Biaya penyimpanan adalah sebesar 5% dari biaya keseluruhan pe-nyimpanan barang di gudang. Biaya pemesanan sebesar Rp 10.000,00 per sekali pesan. Biaya tersebut digunakan untuk memesan komponen melalui tele-pon.
Biaya operator menganggur dihi-tung berdasarkan lama penggantian komponen. Operator tersebut mengang-gur dikarenakan adanya proses peng-gantian komponen yang dilakukan oleh teknisi sehingga biaya keluar tanpa ada-nya kinerja dari seorang operator yang mengakibatkan kerugian biaya.
Biaya kehilangan kesempatan untuk mendapatkan keuntungan pada saat penggantian dihitung berdasarkan ka-pasitas giling selama waktu produksi yang terhenti karena penggantian. Kapa-sitas giling yang digunakan di PG Rejo Agung Baru selalu sama. Kapasitas giling PG Rejo Agung Baru Madiun selama 1 Tabel 10. Total Biaya Penggantian Komponen Sebelum dan Sesudah Penjadwalan
Biaya Sebelum Penjadwalan (Rp)
Sesudah Penjadwalan (Rp)
Biaya Teknisi 5.534.800 4.839.936
Biaya Pengadaan Komponen 988.960.257 1.130.080.257
Biaya Operator Menganggur 292.648 255.904
Biaya Kehilangan Kesempatan Untuk Mendapatkan
Keuntungan 2.522.611.724 2.205.902.432
Total Biaya Penggantian
jam sebesar 241.666,67 kg. Besarnya rendemen sebesar 6,89% dengan keun-tungan gula per kg sebesar Rp 3.000,00. Berdasarkan Tabel 10 dapat dike-tahui bahwa biaya teknisi, biaya operator menganggur dan biaya kehilangan ke-sempatan untuk mendapatkan keuntung-an sebelum dkeuntung-an sesudah penjadwalkeuntung-an terdapat perbedaan. Ketiga biaya terse-but menurun setelah dilakukan penjad-walan optimal karena waktu yang digu-nakan dalam proses penggantian lebih cepat. Biaya pengadaan komponen sete-lah penjadwalan lebih tinggi karena jum-lah penggantian komponen yang bertam-bah banyak sehingga menyebabkan pem-belian komponen ikut bertambah. Hal ini sesuai dengan penelitian Pascual et al. (2008) yang menyatakan bahwa dengan penetapan penjadwalan penggantian yang tepat, biaya perawatan akan mencapai titik minimum.
Perbandingan Biaya Penggantian Sebelum dan Sesudah Penjadwalan
Berdasarkan perhitungan biaya penggantian sebelum penjadwalan dan sesudah penjadwalan dapat dilakukan perbandingan biaya tersebut, sehingga dapat diketahui selisih total biaya penggantian tersebut. Perbandingan total biaya dan selisihnya dapat dilihat pada Tabel 11.
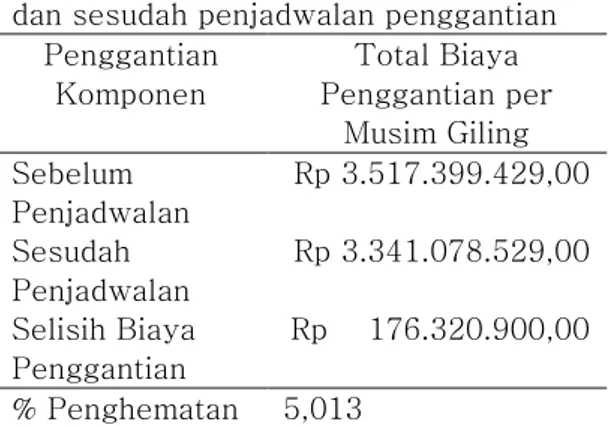
Tabel 11. Perbandingan biaya sebelum dan sesudah penjadwalan penggantian
Penggantian Komponen Total Biaya Penggantian per Musim Giling Sebelum Penjadwalan Rp 3.517.399.429,00 Sesudah Penjadwalan Rp 3.341.078.529,00 Selisih Biaya Penggantian Rp 176.320.900,00 % Penghematan 5,013
Berdasarkan Tabel 11 dapat dike-tahui bahwa waktu penggantian sebelum penjadwalan adalah penggantian korektif
yang dilakukan PG Rejo Agung Baru Ma-diun pada tahun 2009, sedangkan peng-gantian komponen sesudah adanya pen-jadwalan optimal dianjurkan diterapkan pada musim giling 2010 dengan interval waktu penggantian komponen setiap 555 jam. Biaya total yang dikeluarkan oleh perusahaan sebelum penjadwalan adalah sebesar Rp 3.517.399.429,00. Adapun biaya yang dikeluarkan perusahaan se-suai dengan usulan yang dapat diterap-kan pada musim giling berikutnya adalah sebesar Rp 3.341.078.529,00 Biaya total penggantian apabila dibandingkan antara sesudah penjadwalan dengan sebelum penjadwalan (perawatan korektif) memi-liki selisih sebesar Rp 176.320.900,00. Dari selisih biaya penggantian ini peru-sahaan dapat menghemat biaya sekitar 5,013%.
Berdasarkan perbandingan biaya pada Tabel 11 diketahui bahwa total bia-ya penggantian komponen setelah pen-jadwalan lebih rendah dibandingkan de-ngan sebelum penjadwalan walaupun jumlah penggantian komponen lebih ba-nyak. Hal ini dapat terjadi karena adanya penggantian yang terjadwal di tengah proses produksi gula. Jika perusahaan menerapkan sistem penggantian secara terjadwal maka saat proses penggantian terjadi, persiapan yang berhubungan de-ngan proses penggantian akan lebih ma-tang seperti persiapan komponen atau-pun dalam kedatangan teknisi perbaikan.
Berbeda dengan kondisi perusaha-an yperusaha-ang hperusaha-anya melakukperusaha-an penggperusaha-antiperusaha-an pada saat komponen tersebut telah mengalami kerusakan, maka persiapan yang berhubungan dengan proses peng-gantian akan mengalami hambatan. Kon-disi seperti ini akan berdampak terhadap downtime mesin. Penggantian secara terjadwal dapat meminimasi downtime mesin daripada yang tidak terjadwal. Downtime mesin yang lama akan meng-akibatkan proses produksi terhambat. Hal ini sesuai dengan pernyataan Wang (2002) bahwa biaya yang dikeluarkan ji-ka terjadi downtime yang tidak terduga
57 jumlahnya lebih besar dibandingkan bia-ya penyediaan komponen untuk peng-gantian.
SIMPULAN
Penjadwalan penggantian kompo-nen dapat dioptimalkan dengan menerap-kan metode preventive replacement age model, untuk meminimasi downtime dan biaya penggantian. Solusi optimal pen-jadwalan penggantian komponen dumping grate diperoleh pada interval waktu 555 jam atau 23,125 hari dengan nilai mini-masi downtime sebesar 0,010018182 dan nilai availability sebesar 0,989981818 pada satu musim giling.
Besarnya biaya total penggantian komponen berdasarkan hasil penjadwal-an optimal adalah sebesar Rp 3.341.078.529,00. Perbandingan biaya penggantian komponen sesudah dilaku-kan penjadwalan optimal penggantian dengan penggantian komponen secara korektif yang dilakukan perusahaan pada musim giling 2009 adalah sebesar Rp 176.320.900,00 atau terjadi penghematan sebesar 5,013%.
DAFTAR PUSTAKA
Anonymous. 2010. PT. PG Rajawali I. (http://www.pgrajawali1.co.id). Tanggal akses 5 April 2010
Djunaidi, M. dan M.F. Sufa. 2007. Usulan interval perawatan kompo-nen kritis pada mesin pencetak botol (mould gear) berdasarkan kriteria minimasi downtime. J. Teknik Gelagar 18(01): 33-41
Grosh, D.L. 1999. A Primer of Reliability Theory. John Willeys & Sons Inc., New York
Hartono, G. dan S. Dewi. 2003. Analisis penerapan total preventive main-tenance untuk meningkatkan availa-bility dan reliaavaila-bility pada mesin injeksi melalui minimasi downtime. J. INESIA 04(01):1-11
Jiang R. and P. Ji. 2002. Age replacement policy: a multi-attribute value model. J. Reliability Engineer-ing and Safety System 76:311-318
Jung, K.M., S.S. Han, and D.H. Park. 2008. Optimization of cost and downtime for replacement model following the expiration of warranty. J. Reliability Engineering and Safety System 93: 995-1003
Laggoune, R., A. Chateauneuf, and D. Aissani. 2009. Opportunistic policy for optimal preventive maintenance of a multi-component system in continuous operating units. J. Computers and Chemical Engineer-ing 33: 1499-1510
Nakagawa, T. and S.A. Mizutani. 2009. A summary of maintenance policies for a finite interval. J. Reliability Engineering and Safety System 94:89-96
Pascual, R., V. Meruane, and P.A. Rey. 2007. On the effect of downtime costs and budget constraint on preventive and replacement policies. J. Reliability Engineering and Safety System 93:144-151
Usman, H. dan N. Sobari. 2009. Teknik Analisis Data Life Time Dalam Riset Marketing. Salemba Empat, Jakarta
Wang, H. 2002. A survey of maintenance policies of deteriorating systems. European Journal of Operational Research 139: 469-489