1. Jelaskan mengenai definisi dari “Standar, Kode dan Spesifikasi” dan berilah beberapa contoh untuk ke tiga istilah tersebut diatas.
Defenisi dari standard :
Standard adalah kumpulan dokumen-dokumen bersikan kode dan spesifikasi. recommended practice, klasifikasi, dan petunjuk yang telah dipersiapkan oleh suatu
instusi organisasi dan disahkan sesuai dengan prosedur yang berlaku. Contoh:
ASME (American Society of Mechanical Engineers) EN (European Norm)
ISO (International Standard Organization)
Defenisi dari Code:
Kode adalah suatu standar yang berisikan kondisi dan persyaratan yang berhubungan dengan bidang khusus dan mengindikasikan bahwa prosedur yang digunakan telah sesuai dengan persyaratannya. Kode ini harus diikuti karena menyangkut kepentingan umum yang menunjuk kepada kebijakan otoritas pemerintah.
Contoh:
Structural Welding Code-Steel (AWS D1.1) Boiler and Pressure Vessel Code (ASME) Welded Pipeline and Vessel (APD)
Defenisi dari Spesifikasi:
Spesifikasi adalah suatu standar yang berisikan penjelasan yang rinci dan akurat tentang persyaratan teknis dari material, produk, sistem atau jasa.
Contoh:
Filler Metal Specification (AWS A5.X)
Material Consumable of Welding (ASME sec.IIC)
2. Sebutkan beberapa Standar yang mengatur tentang “Kualitas Pengelasan” menurut Standar USA maupun Standar Eropa, serta sebutkan Jenis (type) dan Batasan (restriction) yang ditetapkan dalam standar tersebut.
ASME (American Society of Mechanical Engineers)
a) ASME Sec IX (Qualification Standard for Welding and Brazing Procedure,
b) ASME Sec II C (Standard for Material and Consumable of Welding).
Quality of Welds
Basic Construction Code/Standards: · ASME sec I, ASME B31.1, ASME
B31.3
· ASME sec VIII Div 1&2
Examination and Testing · ASME V
Welding Personal and Welding Procedure · ASME IX
Welding Material · ASME IIC
EN (European Norm) / European Standard
a) EN 288 (Standard & Qualification Welding Procedure) b) EN 287 (Standard & Qualification of Welder)
c) EN 1418 (Standard & Qualification of Welding Operator)
Quality of Welds · Quality manual and
certificate EN ISO 9000 · Quality requirements for
welding EN 720 Welding Personal · EN 237 · EN 1418 · EN 719 Welding procedure · EN 288 · EN ISO 15607-5614 Materials · Metal 10025 · Consumable EN 440, EN 449 Examination and testing
· ISO 5817 · ISO 30042 · EN 970 Safety in welding · EN 60074 · EN 50078
3. Sebutkan contoh aplikasi dilapangan (misalnya untuk Boiler & PV, dll) yang diatur menurut standar USA dan Eropa, serta sebutkan Kode Nomor Standar yang mengatur Prosedurnya maupun Juru lasnya (welder).
4. Apa yang dimaksud WPS? Mengapa WPS harus dibuat dalam pengelasan? serta sebutkan beberapa isi dari WPS.
WPS adalah alat komunikasi dan merupakan alat komunikasi utama untuk semua bagian yang mencakup bagaimana melakukan proses pengelasan. WPS (Welding Procedure
Specification) digunakan untuk memberitahukan kombinasi variabel-variabel yang
digunakan untuk membuat lasan tertentu. Secara garis besar, WPS mengatur langkah-langkah yang diperlukan dalam membuat lasan pada kondisi khusus.
Isi yang diatur dalam WPS: Proses (SMAW, FCAW)
Spesifikasi elektroda (AWS A5.1, A5.20) Klasifikasi elektroda (E7018, E71T-1)
Application Application code / standard
Welding standard
Procedure approval Welder approval Pressure vessel BS 5500 ASME VIII BS EN 288 ASME IX BS EN 287 ASME IX Process pipe-work BS 2633 BS 4677 ANSI/ASME B31.3 BS 2971 BS EN 288 (part 3) BS EN 288 (part 4) ASME IX ASME IX BS EN 288 (part 3) BS EN 287 (part 3) BS EB 287 (part 2) ASME IX ASME IX BS 4872/BS EN 287 Structural fabrication AWS D1.1 AWS D1.2 BS 5135 BS 8118 AWS D1.1 AWS D1.2 BS EN 288 (part 3) BS EN 288 (part 4) AWS D1.1 AWS D1.2 BS EN 287 BS EN 287 BS 4872 Storage tanks BS 2654 BS 2594 API 620/650 BS EN 288 (part 3 & 4) BS EN 288 (part 3 & 4) ASME IX BS EN 287 BS EN 287 ASME IX
Diameter elektroda (1
/8 in, 5/32 in)
Karakteristik listrik yang digunakan (AC, DC+, D -) Spesifikasi logam dasar (A36, A572, Gr50)
Temperatur minimum preheat dan interpass Arus pengelasan
Kecepatan kawat umpan Tegangan busur listrik Kecepatan pengelasan Posisi pengelasan
5. Apa yang dimaksud dengan PQR? Mengapa PQR harus dibuat? dan sebutkan isi dari dolumen PQR.
PQR adalah dokumen data pengelasan yang digunakan untuk mengelas coupon. PQR (Procedure Qualification Record) berisi tentang rekam jejak dari parameter untuk menguji TWPS (Temporary/Trial/Test Welding Procedure Specification). TWPS dapat diartikan sebagai parameter yang belum diuji kebenarannya karena belum melawati pengujian. Dalam PQR, semua nilai aktual pengujian yang digunakan dicatat dalam dokumen ini. Ketika PQR telah melewati tes dengan berhasil, WPS dapat ditulis dari PQR tersebut.
Isi yang diatur dalam PQR: Proses
Spesifikasi elektroda Klasifikasi elektroda Diameter elektroda
Karakteristik listrik yang digunakan Spesifikasi logam dasar
Temperatur minimum preheat dan interpass Arus pengelasan
Kecepatan kawat umpan Tegangan busur listrik Kecepatan pengelasan Posisi pengelasan
Detail joint design
Type and remove of line-up clamp Cleaning and/or grinding
6. Jelaskan 3 (tiga) variabel yang ada di WPS dan sebutkan contoh dari masing variable-variabel tersebut.
1. Essential Variabel
Merupakan variabel-variabel dasar yang sangat mempengeruhi proses pengelasan. QW-401.1 Essential variable (procedure)
Perubahan kondisi pengelasan akan mempengaruhi sifat-sifat mekanik (daripada ketangguhan notch) dari weldment.
QW-401.2 Essential variable (performance)
Perubahan kondisi pengelasan akan mempengaruhi kemampuan welder untuk mendeposit atau menempatkan weld metal.
2. Nonessential Variabel
Semua variabel yang apabila berubah dapat dibuat dalam WPS tanpa kualifikasi ulang (QW-251.3)
3. Additional Variabel (Supplemental Essential Variable)
Merupakan variabel-variabel tambahan yang sifatnya mempengaruhi proses pengelasan.
7. Jelaskan mengenai persyaratan Pengujian Impak hasil lasan di WPS. Kapan variable tersebut masuk di “Essential Variabel” dan Kapan harus masuk di “Additional Variable”.
Syarat dari pengujian impak hasil lasan :
· Temperatur yang digunakan. · Engergy yang dikeluarkan · Design yang sesuai standard
Variabel tersebut dapat berubah dari additional variable masuk kedalam essential
variable ketika pada proses pengelasan mensyaratkan impact test atau notch-toughness test. Begitu juga sebaliknya.
8. Apa yang dimaksud dengan F-Number, A-Number dan Number? Berapa P-Number untuk baja austenitik 316 sesuai dengan standar USA.
P-Number adalah penandaan oleh ASME Boiler and Pressure Code untuk
mengkategorikan komposisi kimia dan kemampulasan dari logam yang digunakan untuk fabrikasi dari barang penahan tekanan.
P-Number untuk Baja Austenitic 316:
F-Number adalah klasifikasi untuk logam pengisi.
9. Bandingkan pengkodean untuk posisi pengelasan berdasarkan standar USA dan Eropa serta gambarkan skematis nya, menggambar gambar skematik
Pengkodean Posisi Las Eropa:
Spec Grade UNS P G KSI D1.1 group
Pengkodean Posisi Las Amerika :
10. Buatlah RESUME (ringkasan) mengenai artikel “WHAT EVERY ENGINEER SHOULD KNOW ABOUT WELDING PROCEDURES" written by Duane K. Miller, Sc.D., P.E. Seperti terlampir dalam Folder Kuliah 08.
Variabel-variabel yang terdapat pada Welding Procedure Specification (WPS):
Proses (SMAW, FCAW)
Spesifikasi elektroda (AWS A5.1, A5.20) Klasifikasi elektroda (E7018, E71T-1) Diameter elektroda (1
/8 in, 5/32 in)
Karakteristik listrik yang digunakan (AC, DC+, D -) Spesifikasi logam dasar (A36, A572, Gr50)
Temperatur minimum preheat dan interpass Arus pengelasan
Tegangan busur listrik Kecepatan pengelasan Posisi pengelasan
Tipe gas pelindung dan kecepatan alir Detail joint design
Pengaruh dari Variabel-variabel pada Pengelasan
WPS adalah penguraian langkah-langkah yang diperlukan untuk pengelasan dengan menggunakan variabel tertentu dalam kondisi tertentu agar menghasilkan sesuai dengan yang diinginkan
Pengaruh/efek dari pengelasan dari variabel tersebut bergantung kepada proses pengelasan yang dilakukan, tetapi secara umum efek ini terjadi pada semua proses pengelasan. Hal ini penting untuk membedakan antara sistem electric welding dengan arus konstan (CC) dan tegangan konstan (CV). Pada CC welding dilakukan pertahanan metal arc welding, sedangkan pada CV welding dilakukan bijih fluks welding dan gas metal arc welding. Berikut adalah beberapa variabelnya:
1. Amper / Arus
Amper merupakan variabel utama dalam menentukan berapa heat yang ingin di berikan.
· CC welding : Arus yang digunakan diatur pada mesin, perubahan arus dipengaruhi perubahan panjang busur. Semakin meningkatnya panjang busur maka akan mengurangi arusnya.
· CV welding : Arus dipengaruhi oleh meningkatnya kecepatan wire feed 2. Tegangan busur
Tegangan busur akan mempengaruhi panjang dari busur tersebut. Semakin meningkatnya tegangan maka panjang busur juga akan semakin meningkat.
· CC welding : Tegangan ditentukan oleh panjang busur.
· CV welding : Tegangan ditentukan pada penganturan pada mesin yang digunakan, sehingga di dapatkan panjang busur yang tetap pada prosesnya. Tegangan pada welding circuit tidak konstan, tetapi terdapat tegangan yang hilang. Cara yang paling akurat untuk menentukan tegangan adalah dengan mengukur tegangan yang hilang antara ujung kontak dan benda yang digunakan.
Satuan dari kecepatan pada welding yaitu inchi per menit. Kecepatan adalah tingkat dimana elektroda relatif berpindah ke ujung kontak.
· Kecepatan wire feed t : Menentukan tingkat elektroda yang melewati welding gun dan berpindah ke busur.
4. Electroda extension / ESO
ESO adalah jarak antara ujung kontak dengan akhir dari elektroda dan hanya berlaku pada proses wire feed. ESO digunakan untuk mendapatkan tingkat deposisi yang lebih tinggi saat ada pemberian arus, ketika ESO meningkat tanpa adanya perubahan kecepatan, arus akan berkurang.
5. Diameter Electroda
Elektroda dengan diameter yang besar akan memberikan arus yang lebih tinggi pada proses pengelasan. Sedangkan, pada arus yang tetap penggunaan elektroda dengan diameter yang kecil akan menghasilkan tingkat deposisi yang tinggi. Hal terebut karena efek dari kepadatan arus yang terjadi.
6. Polaritas
Polaritas adalah arah arus.
· Polaritas positif, terjadi jika elektroda terhubung ke terminal positif yang biasa disebut juga arus searah (DC).
· Polaritas negatif, terjadi jika elektroda terhubung ke terminal positif dan mengalir ke arah terminal positif.
7. Medan magnet
· Medan magnet yang mengelilingi konduktor DC dapat menyebabkan fenomena arc blow, dimana busur secara fisik akan di belokkan oleh medan magnet.
· Pada konduktor AC tidak rentan terhadap arc blow bahkan terkadang konduktor AC dapat digunakan untuk mengatasi fenomena tersebut.
8. Heat input
Heat input yang tinggi akan mempengaruhi daerah weld cross sectional yang juga akan s
emakin besar dan juga heat affected zones yang semakin besar yang pada akhirnya akan berpengaruh tidak baik pada sifat mekanik dari daerah tersebut.
Current density dapat ditentukan dengan cara membagi arus yang digunakan saat pengelasan dengan luas penampang elektroda. Saat current densitynya meningkat, deposisi dan penetrasi juga akan meningkat.
10. Preheat dan Suhu interpass
Biasanya digunakan untuk mengontrol kemungkinan terjadinya retak yang terdapat pada dasar bahan yang digunakan.
Kualifikasi Awal WPS:
Prequalified WPS merupakan hal-hal yang dibuat oleh komite AWS D1 sebagai acceptable performance dan tidak memasukkannya ke pengujian kualifikasi apa prosedur pengelasan. Persyaratan kode yang dibebaskan oleh prequalifikasi adalah nondestructuive testing dan mechanical testing. Agar WPS dapat diprekualifikasi, haru dipenuhi kondisi berikut ini :
o Prosedur pengelasan yang harus diprekualifikasi hanya SMAW, SAW, GMAW (kecuali GMAW-s) dan FCAW (D1.1-96, paragraph 3.2.1).
o Kombinasi dari base metal/filler metal harus diprekualifikasi sebagaimana pada D1.1-96, paragraph 3.3, tabel 3.1
o Temperatur minimum preheat dan interpass harus sesuai dengan D1.1-96, paragraph 3.3, tabel 3.2
o Persyaratan khusus untuk setiap jenis pengelasan harus dikontrol. Pengelasan fillet harus sesuai dengan D1.1-96, paragraph 3.9, pengelasan plug dan slot harus sesuai dengan 96, paragraph 3.10, dan pengelasan groove harus sesuai dengan D1.1-96, paragraph 3.11, 3.12 dan 3.13. Preparasi dari dimensi groove diatur pada D1.1-D1.1-96, gambar 3.3 dan 3.4.
Meskipun detail prekualifikasi sambungan telah ditentukan, prosedur pengelasan harus dikualifikasi dengan pengujian apabila kondisi prekualifikasi tidak diperoleh. Misalnya prekualifikasi yang digunakan untuk baja yang belum diketahui maka prosedur pengelasan harus dikualifikasi dengan pengujian.
Status kualifikasi awal harus sesuai dengan parameter procedural sebagaimana terdapat pada D1.1-96, tabel 3.7, dan termasuk diameter maksimum elektroda, arus maksimum, root pass thickness maksimum, fill pass thickness maksimum, single-pass filler weld size maksimum dan single pass weld layer maksimum (D1.1-96, table 3.3).
Kontraktor bertanggung jawab untuk memastikan bahwa parameter khusus dari prekualifikasi WPS sesuai dengan aplikasi khusus. Misalnya WPS yang diajukan untuk membuat ¼ inchi fillet weld pada 3/8 inchi A36 steel pada posisi mendatar. Jenis lasan dan steel diprekualifikasi. Filler metal yang dipilih adalah F7 A2-EM12K, sesuai dengan persyaratan pada D1.1-96, tabel 3.1. Tidak ada preheat khusus, diameter elektroda yang dipilih 3/32 inch, spesifikasi maksimum ditentukan pada D1.1-96, tabel 3.2. Single pass weld size maksimum tidak diatur pada D1.1-96, table 3.7 sehingga ¼ inchi ukuran fillet bisa diprekualifikasi. Arus yang dipilih adalah 800A, yaitu lebih rendah dari kuat arus maksimum yang ditentukan pada D1.1-96, tabel 3.7.
Panduan untuk Menyiapkan Kualifikasi Awal WPS
Langkah awal saat membuat prequalified WPSs adalah membuat welding parameter yang sesuai untuk aplikasi umum. Ketebalan material yang digunakan menentukan ukuran elektroda dan kuat arus. Filler metal spesifik yangdipilih akan menunjukan persyaratan kekuatan dari sambungan. Bila parameter yang diharapkan telah diperoleh, maka perlu dilakukan penilaian bedasarkan kode pada D1.1-96 yang mengandung persyaratan-persyaratan bagi prekualifikasi. Apabila ada parameter yang menyimpang dari persyaratan ini, seorang kontraktor dapat melakukan dua hal :
1) Prosedur persiapan disesuaikan dengan batasan pada prekualifikasi, atau 2) Melakukan pengujian kualifikasi terhadap WPS
Langkah selanjutnya adalah menulis dokumen dari syarat-syarat WPS yang telah diprekualifikasi.
Pengujian Untuk Mengkualifikasi Prosedur Pengelasan
Pelaksanaan pengujian kualifikasi.
Prosedur pengelasan harus diuji karena dua alasan, pertama karena adanya kontrak dan kedua karena pada kondisi tertentu dapat menyebabkan penyimpangan terhadap kualifikasi awal. Langkah pertama dalam mengkualifikasikan prosedur pengelasan adalah prosedur yang ingin diuji misalnya proses pengelasan, logam pengisi, kualitas baja, jenis sambungan, ketebalan material, temperatur preheat, minimum interpass temperature level, kuat arus, potensial dan kecepatan pengelasan.
Parameter-parameter tersebut dicatat pada Prosedure Qualification Record (PQR). Jenis-jenis pengujian kualifikasi terdapat pada D1.1-96, paragraph 4.4.
Membuat WPS dari PQR yang baik
Dari sebuah PQR yang baik dapat dibuat lebih dari satu macam WPS yang sesuai dengan persyaratan pengujian. Perubahan yang cukup signifikan untuk menjamin pengujian tambahan sebagai variabel esensial terdapat pada D1.1-96, tabel 4.5, 4.6 dan 4.7. Tabel 4.1 dalam D1.1-96 berisi tentang jenis-jenis dan posisi pengelasan yang disyararkan untuk berbagai pengujian.
1. Jelaskan definisi kemampulasan dan faktor apa saja yang mempengaruhi sifat tersebut.
Kemampulasan (weldability) didefinisikan sebagai kemampuan material untuk dapat dilas di bawah kondisi perakitan khusus sehingga sesuai dengan desain struktur dan dapat menunjukkan performa yang memuaskan di lapangan. Dengan kemampulasan yang tinggi material dapat dilas di bawah kondisi perakitan khusus sehingga dapat menghasilkan hasil las sesuai dengan desain struktur dan dapat menunjukan performa maksimal di lapangan. Faktor-faktor yang mempengaruhi kemampulasan adalah:
Desain dari lasan.
Kondisi lapangan (services). Pemilihan proses pengelasan.
Sifat-sifat material, antara lain: temperatur titik lebur dan titik uap, sifat listrik dan panas, afinitas lasan terhadap O, N, dan H, keberadaaan lapisan film di permukaan logam induk.
2. Jelaskan kemampulasan dari baja karbon. Jenis baja karbon yang mana yang memiliki
kemampulasan terbaik.
Kemampulasan dari baja karbon sangat tergantung pada kadar karbon yang terkandung dalam baja karbon. Dimana berdasarkan kadar karbonnya, baja karbon terbagi menjadi: - low carbon steel
- mild steel
- medium carbon steel - high carbon steel
Untuk menentukan kemampulasan baja karbon, kita harus mempertimbangkan nilai CE (Carbon Equivalent). Dimana untuk nilai CE < 0,4 maka weldability dari baja karbon tersebut excellent.
3. Jelaskan hubungan antara komposisi logam yang akan dilas dengan sensitifitas retak. Ukuran atau parameter apa yang dipakai untuk menentukan sensitifitas retak lasan. Sebutkan beberapa rumusan yang saudara ketahui.
Hubungan antara komposisi logam yang akan dilas dengan sensitifitas retak dengan meningkatnya kadar karbon maka akan mempermudah terbentuknya martensit. Dengan terbentuknya struktur martensite pada hasil las akan membuat hasil las menjadi getas.
Namun bila CE < 0.4 maka tidak terjadi adanya retak. Hal ini dapat terlihat pada diagram di bawah:
Ukuran atau parameter yang dipakai untuk menentukan sensitifitas retak lasan ialah Carbon Equivalent (CE) dan ketebalan (kedua faktor tersebut menentukan preheat diperlukan atau tidak).
Beberapa rumusan yang diketahui :
4. Jelaskan hubungan antara peak temperature dengan cooling rate logam yang dilas apabila material tsb hasil canai (rolling). Jelaskan juga daerah mana yang mengalami degradasi properties (kekuatan, impak & keuletan).
Pada produk hasil canai, saat peak temperature, butir akan terekristalisasi pada daerah HAZ, sehingga keuletan meningkat, namun jika panas ditahan lama maka akan terjadi grain growth. Cooling rate yang cukup tinggi akan menahan terjadinya grain growth sehingga butir yang didapatkan tetap kecil & material jadi ulet. Sementara based material karena tidak terkena panas, tidak akan terjadi rekritalisasi sehingga sifatnya masih kuat dan keras, dibanding hasil lasan & HAZ-nya.
5. Jelaskan secara skematis weldability baja karbon medium yang dilakukan pengerasan dengan perlakuan panas (heat treatment). Jelaskan juga daerah mana yang mengalami degradasi properties (kekuatan, impak & keuletan).
Jawab:
Gambar di atas merupakan skema pengelasan material hasil heat treatment dan hubungannya terhadap sifat mekanis hasil lasan. Grafik pada bagian bawah menunjukkan bahwa pada daerah HAZ akan mengalami peningkatan kekuatan dan keuletan, namun kekuatan dan keuletan tersebut akan menurun drastis pada batas daerah dekat fine grain (memasuki daerah α + martensit).
Gambar di atas merupakan skema pengelasan material hasil heat treatment dan hubungannya terhadap sifat mekanis hasil lasan. Grafik pada bagian bawah menunjukkan bahwa pada daerah HAZ akan mengalami peningkatan kekuatan dan keuletan, namun kekuatan dan keuletan tersebut akan menurun drastis pada batas daerah dekat fine grain (memasuki daerah α + martensit).
6. Jelaskan hubungan antara besar butir di daerah HAZ dengan kekuatan impak material yang di las. Daerah mana yang mengalami penurunan nilai impak khususnya untuk baja karbon.
Kekuatan impak didasarkan pada nilai ketangguhan suatu material. Material dikatakan tangguh jika dia memiliki kekuatan tinggi, namun tetap ulet, sehingga dapat menyerap energi dengan baik tanpa terjadinya perpatahan. Butir pada daerah HAZ sebaiknya merupakan gabungan antara yang coarse dan yang fine, seperti pada hasil lasan yang dianil,
dimana terdapat kesetimbangan antara kekuatannya dan keuletannya. Pada baja karbon umumnya penurunan nilai impak terjadi pada daerah yang keuletannya rendah, yaitu pada daerah HAZ.
7. Jelaskan fungsi t-8/5 dalam menentukan struktur mikro daerah HAZ dn diagram apa yang saudara harus gunakan khususnya untuk baja karbon.
Siklus temperatur-waktu hal penting untuk menentukan sifat mekanis dari sambungan lasan setelah pengelasan. Hal ini dipengaruhi oleh bentuk lasan, energi yang digunakan, temperature preheat. Biasanya siklus temperatur-waktu selama pengelasan ditentukan oleh t8/5 dimana waktu pendinginan terhitung pada temperature 800 hingga 500oC. Kekerasan HAZ berkurang jika cooling time 800-500 besar. Namun meningkatkan cooling time akan menurunkan ketangguhan dari HAZ, menurunkan nilai impak.
8. Jelaskan hubungan hardenability dengan weldability untuk baja karbon.
Hubungan antara Hardenability dan Weldability semakin tinggi hardenability dari suatu material (makin mudah terkeraskan karena terbentuknya martensit) maka weldability material tersebut semakin buruk (kemampulasannya rendah). Hal ini terjadi karena dengan semakin tinggi hardenability akan semakin mudah terbentuknya struktur martensite yang keras tapi getas.
9. Pemanasan awal (preheating) dan pemanasan akhir (PWHT) merupakan suatu keharusan pada pengelasan baja karbon tinggi untuk mencegah terjadinya retak las.
a. Jelaskan secara prinsip, tujuan utama ke dua treatment tersebut dalam mencegah terjadinya retak las.
Preheating
Prinsip memanaskan benda las sebelum dilakukan pengelasan untuk mengurangi kekerasan HAZ dan cacat-cacat lain yang bisa terjadi karena perbedaan temperature solidifikasi.
Tujuan:
memperkecil kecepatan pendinginan pada logam induk & logam lasan, sehingga membuat lebih ulet dan tahan terhadap retakan.
memperkecil kecepatan pendinginan untuk memberi kesempatan hydrogen keularm sehingga memperkecil retakan.
memperkecil tegangan sisa akibat penyusutan pada logam lasan yang berbatasan dengan logam induk.
meningkatkan ketahan terhadap kegetasan yang terjadi pada fabrikasi.
PWHT
Prinsip perlakuan panas yang dilakukan setelah pengelasan untuk meningkatkan sifat fisik lasan
Tujuan:
mereduksi stress karena proses manufaktur. meningkatkan ketahanan terhadap brittle fracture. meminimalkan potensial hydrogen induced cracking.
b. Sebutkan parameter apa saja yang digunakan dalam menentukan besar kecilnya pemanasan tersebut baik secara metalurgi maupun aturan kode pengelasan.
Preheat ditentukan berdasarkan nilai Carbon Equivalent.
Kemudian, nilai CE dicocokkan pada tabel, Sehingga didapatkan temperature preheat yang dibutuhkan.
Preheating Requirement Based on CE
CE (%) Preheating Required
Up to 0.45 Preheat optional
0.45 to 0.60 Preheat to 93 – 205 deg C
Over 0.60 Preheat to 205 to 370 deg C
PWHT hasil lasan dipanaskan pada temperature 600-650 C dan ditahan selama 1 jam/25mm.
10. Suatu baja konstruksi (carbon steel) dengan tipe A515 grade 70 untuk bejana tekan (pressure vessel) memiliki komposisi kimia 0.35% C, 1.2% Mn, 0.4% Si, 0.25%Cr, 0.1%Ni, 0.2%Cu, 0.1%V. Hitunglah karbon ekivalen (CE) menurut IIW dan jelaskan kemampulasan dari baja tersebut serta treatment apa saja yang menurut saudara harus dilakukan pada pengelasan material tersebut. Gunakan data tabel dibawah untuk analisa saudara.
Preheating Requirement Based on CE
CE (%) Preheating Required
Up to 0.45 Preheat optional
0.45 to 0.60 Preheat to 93 – 205 deg C
% 64 , 0 15 ) 2 . 0 1 . 0 ( 5 ) 1 . 0 0 25 . 0 ( 6 ) 2 , 1 ( 35 , 0 15 ) ( 5 ) ( 6 ) ( CE CE Cu Ni V Mo Cr Mn C CE
Sehingga, preheat yang harus dilakukan adalah pada temperature 205-370oC. Berdasarkan kandungan karbonnya, baja tersebut termasuk ke dalam kategori medium carbon steel dimana dalam hal kemampulasannya diperlukan preheat dan postheat pada temperatur 205 - 3700C. Kemudian harus menggunakan elektroda yang rendah hidrogen, adanya pengontrolan temperatur pada saaat perubahan antarfasa, dan dilakukan post weld heat treatment setelahnya untuk menghilangkan tegangan.
11. Jelaskan Baja Paduan Rendah (Low Alloy Steel) dan jenis baja mana yang memiliki kemampulasan yang baik serta faktor apa saja yang digunakan untuk menentukan weldability baja tsb. Sebutkan penggunaan baja tsb (aplikasinya) di lapangan!
Baja paduan rendah biasanya digunakan untuk mencapai hardenability lebih baik, yang pada gilirannya akan meningkatkan sifat mekanis lainnya. Mereka juga digunakan untuk meningkatkan ketahanan korosi dalam kondisi lingkungan tertentu. Dengan menengah ke tingkat karbon tinggi, baja paduan rendah sulit untuk las. Menurunkan kandungan karbon pada kisaran 0,10% menjadi 0,30%, bersama dengan beberapa pengurangan elemen paduan, meningkatkan weldability dan sifat mampu bentuk baja dengan tetap menjaga kekuatannya. Seperti logam digolongkan sebagai baja paduan rendah kekuatan tinggi.
Faktor yang mempengaruhi kemampulasan suatu baja adalah unsur paduan yang dikandungnya, semakin banyak unsur paduan khususnya karbon maka akan semakin menurun kemampulasan suatu baja.
Baja HSLA pada saat ini banyak banyak digunakan dalam perencanaan konstruksi las, oleh karena itu perlu diketahui ketangguhan yang dimiliki sambungan las pada baja HSLA.
12. Jelaskan Klasifikasi Baja menurut standard Jepang (JIS). Berikan penjelasan jenis jenis baja apa saja yang dapat di las menurut kode tsb.
Dalam klasifikasi JIS baja dibagi berdasarkan klasifikasi berikut: o Berdasarkan penggunaan
o Baja struktural: seri SS o Struktur yang di las: seri SM o Baja konstruksi bagunan: seri SN
o High strength steel, yaitu baja dengan tensile strength > 490Mpa: HT, HW, SPV o Baja untuk aplikasi pada tempratur rendah: SLA-series, Al, Ni, Austenite stainless
steel
o Baja untuk aplikasi pada tempratur tinggi: SB-series o Baja dengan ketahanan korosi atmosfir: SMA
13. Jelaskan secara singkat beberapa penguatan baja paduan rendah. Jelaskan peran/fungsi paduan rendah (low alloys) dalam penguatan baja tsb.
Secara umum terdapat lima metode penguatan baja, yaitu :
Solid solution strengthening, yaitu penguatan baja dengan penambahan unsur paduan seperti Mn, Ni, dll.
Grain size/grain refinement strengthening, yaitu penguatan baja dengan menghaluskan ukuran butir baja tersebut.
Strain hardening/pengerasan kerja, yaitu penguatan dengan melakukan pengerjaan dingin pada baja sehingga dicapai dislocation interlocking.
Quench/age hardening, yaitu dengan menghasilkan fase martensite atau tamper martensite.
Secara umum baja dikeraskan dengan cara meningkatkan kandungan karbon, namun peningkatan kandungan karbon akan menurunkan weldability dari baja, dengan
menggunakan paduan rendah dan melakukan pengerasan melalui metode-metode yang disebutkan diatas dapat dicapai baja dengan kekuatan yang tinggi namun kandungan karbon yang rendah.
14. Pada proses TMCP pada baja, faktor apa saja yang dikontrol diproses tsb agar diperoleh baja dengan kekuatan yang tinggi.
Faktor-faktor yang harus dalam proses TMCP antara lain adalah sebagai berikut: o Tempratur proses.
o Laju pendinginan. o Proses pencanaian o Tekanan yang diberikan. o Kecepatan proses pencanaian.
15. Jelaskan metoda pendekatan (approach) apa yang dilakukan dalam mengurangi cacat (problem) “Cold Cracking” pada baja paduan rendah, Beri contohnya
Beberapa pendekatan yang dapat dilakukan untuk mencegah cold craking antara lain adalah :
Mengurangi kadar hidrogen, dengan cara sebagai berikut Menggunakan elektroda rendah hidrogen
Pemanggangan elektroda
Melakukan pengelasan tanpa flux Melakukan preheating
Modifikasi mikrostruktur, dengan cara : Melakukan preheating
Memvariasikan parameter pengelasan Menjalankan rule of thumb berikut :
Lakukan preheating jika carbon equivalent < 0.4 ketebalan <0.3mm.
Material menjadi tidak rentang terhadap HAC/cold cracking jika kekerasan HAZ < 350 VHN.
16. Jelaskan metoda pendekatan (approach) apa yang dilakukan dalam mengurangi cacat (problem) “Reheat Cracking” pada baja paduan rendah. Beri contohnya.
Reheat cracking merupakan jenis retak yang terjadi pada baja HSLA. Hal ini desebabkan oleh sifat logam yang cendrung getas dari HAZ. Metode yang dapat dilakukan untuk mencegah reheat cracking antara lain adalah :
Pemilihan material dengan kandungan pengotor yang rendah Mengurangi CGHAZ dengan teknik pengelasan berikut
Buttering
Temper-bead technique Two stage PWHT
17. Jelaskan penyebab terjadinya ”temper embrittlement” pada lasan baja paduan rendah.
Temper embrittlement terjadi akibat adanya impurity yang mengalami segregasi pada batas
butir pada range tempratur 350-600oC hal ini mengkaibatkan baja kehilangan ketangguhannya dan mudah mengalami perpatahan.
18. Jelaskan weldability baja Cr-Mo Steel, probelem apa saja yang terjadi dan cara mengatasinya.
Baja Cr-Mo umumnya mengandung 1-12%Cr dan 0.5-1%Mo. Dengan melihat relatif tingginya kandungan unsur paduan baja jenis ini, kemampulasan dari baja ini cukup rendah namun masih dapat dilas dengan pretreatment dan posttreatment yang sesuai. Masalah yang
umumnya terjadi pada baja jenis ini adalah cold cracking dan reheat cracking, untuk
mencegah hal tersebut perlu dilauukan PWHT pada tempratur antara 650-760oC.
19. Jelaskan weldability baja HSLA dan probelem yang terjadi dan jelaskan cara mengatasinya.
Baja HSLA memiliki kandungan karbon dan elemen paduan yang rendah sehingga memiliki kemampulasan yang baik. Hal yang menjadi masalah adalah sebagai berikut:
o Paduan seperti niobium, titanium, vanadium, dll dapat mengalami dilusi dari logam dasar ketika pengelasan terjadi.
o Rentan terhadap grain growth pada area CGHAZ o Pelunakan pada HAZ.
o Rentan mengalami HAC.
Pencegah permasalahan pada pengelasan umumnya dilakukan cara berikut ini: o Preheat dan dilakukan pengaturan interpass temperature.
o Perhitungan kebutuhan preheat dan interpass didasarkan pada sucepptibility index,
carbon equivalent, dan compositional parameter.
20. Jelaskan weldability baja galvanis (Galvanized Steels) , probelem apa saja yang terjadi dan cara mengatasinya.
Umumnya baja galvanis sulit untuk dilas dan membutuhkan perlakuan khusus dalam pengelasannya, hal ini umumnya disebabkan oleh lapisan zink yang menjadi pelasi dari inti baja. Masalah utama yang sering terjadi pada pengelasan baja galvanis adalah zinc penetration cracking yaitu retak akibat adanya intergranular penetration zink kedalam
logam las. Penetrasi ini terjadi aibat rendahnya temperatur lebur dari seng sehingga seng cair dapat menyerang llogam las baja disepanjang batas butir dan menghasilkan senyawa yang berisfat rapuh. Untuk mencegah atau mengurangi retak ini dapat dilakukan metode single
atau double bavel¸ menghilangkan lapisan dan menjaga root opening yang sesuai, dan
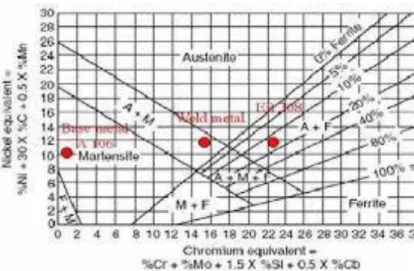
1. Jelaskan Jenis baja tahan karat dan perbedaan masing-masing. Tunjukkan lokasi baja tersebut di dalam diagram Schaefler.
Baja (steel) merupakan material yang sering digunakan dan dijumpai pada kehidupan kita sehari-hari. Kandungan utama dalam baja adalah ferrous atau iron. Selain ferrous, ada kandungan lain yang selalu ada pada baja. Kandungan lain yang selalu ada dalam baja adalah karbon dan manganese
Berdasarkan jenis fasa baja dibagi menjadi ferritik, austenitik, martensitik, dan duplex. Perbedaaan pada kandungan unsur tambahan yang digunakan.
a. Ferritik
SS 430 (16-18% Cr) dan 407 (10-12% Cr) Masalah yang dapat terjadi :
Pengkasaran butir dan ketangguhan HAZ rendah karena laju difusi Fe tinggi sehingga menyebabkan HI rendah
Kemungkinan terbentuk martensit dari austenit (keras dan getas)
Sensitasi : pembentukan endapan karbida atau nitrida akibat proses pemanasan b. Austenitik(Ni>7%)
Paling mudah dilas dan yang paling umum dipakai SS304, cacat yang mungkin terjadi adalah solidification cracking, weld decay, liquation cracking.
c. Ferritik-Austenitik (duplex)
Terdiri dari dua fasa yaitu ferrit dan austenit. Perbandingan fasa idealnya 50:50. Masalah yang dapat terjadi :
Low arc energy menyebabkan kandungan ferrit meningkat sedang sebaliknya akan terbentuk fasa sigma.
Sulit mendapat austenit 50% sehingga perlu ditambahkan nickel (over matching).
Kemungkinan pertumbuhan butir (grain growth) dari full-ferrit pada HAZ menyebabkan ketangguhan menurun, sehingga masukan panas perlu dikontrol.
Martensitik SS (AISI 400/UNS S 40000 series) paling sulit dilas
Aplikasinya adalah untuk material tahan aus
Masalah yang sering muncul adalah retak las yang dapat dihindari dengan melakukan preheating.
Diagram Schauffer
2. Jelaskan weldability dari baja tahan karat. Dan urutan tertinggi hingga terendah dalam hal kemampulasannya.
Weldability adalah kekampuan baja tahan karat untuk dilakukan proses pengelasan atau
tidak. Semakin tinggi weldability baja tahan karat, kemampuan untuk dilasnya semakin mudah. Weldability baja tahan karat tergantung kadar karbon. Makin tinggi kadar karbon makin sulit dilas.
Urutannya dari yang paling mudah dilas (weldabilitynya tinggi) : 1. Austenitic SS
2. Ferritic SS 3. Duplex SS 4. Martensitic SS
3. Jelaskan mekanisme terjadinya weld decay (korosi batas butir) dan cara pencegahannya.
Mekanisme terjadinya weld decay berawal dari baja tahan karat yang mengalami pengelasan pada suhu 500oC – 800oC. Pada suhu ini, akan terjadi endapan karbida Cr23C6
pada batas butir. Endapan ini membuat ada daerah yang miskin oleh kromium sehingga daerah yang miskin kromium ini menjadi mudah terkorosi.
Cara pencegahannya :
Menambahkan unsur Ti dan Nb yang berfungsi sebagai stabilizer
Penghilangan endapan karbida dengan metode solution treatment pada suhu 1050oC lalu diikuti pendinginan cepat.
Menggunakan SS yang kandungan karbonnya rendah
4. Jelaskan mekanisme terjadinya solidification cracking dan cara pencegahannya.
Solidification cracking terjadi jika logam las membeku sebagai fasa tunggal gamma (γ),
full austenit, dimana cenderung untuk mengalami segregasi dengan unsur-unsur yang rendah titik leburnya seperti sulfur dan fosfor.
Terjadinya retak tersebut tergantung pada :
Geometri sambungan dan rigiditasnya yang menentukan derajat restraint sebagai faktor penentu level tegangan yang ditimbulkan.
Rentang suhu material Komposisi kimia
Pencegahannya :
o Menciptakan 5-10% δ-ferrite pada logam las melalui pemilihan kawat las yang tepat.
o Memastikan SS yang dilas tidak mengandung pengotor serta menggunakan fluks saat mengelas untuk melindungi SS dari impurities.
5. Jelaskan problem yang umumnya terjadi pada pengelasan baja tahan karat feritik.
Masalah yang sering terjadi :
Pengkasaran butir dan ketangguhan HAZ yang rendah. Hal ini disebabkan oleh laju difusi Fe yang tinggi
Kemungkinan terbentuknya fasa selain ferrite, seperti : martensite dari austenite yang bersifat sangat kers dan getas
Terjadinya sensitasi, dimana terbentuknya endapan karbida atau nitrida akibat dari proses pemanasan pada suhu 500oC – 800oC
6. Jelaskan problem yang umumnya terjadi pada pengelasan baja tahan karat dupleks.
Masalah yang sering terjadi :
Sulit mendapatkan fasa austenite 50% sehingga perlu ditambahkan nikel yang akan menyebabkan over-matching
Kemungkinan pertumbuhn butir dari full-ferrite pada daerah HAZ yang menyebabkan ketangguhan menurun, sehingga memasukkan panas perlu dikontrol
Energi busur rendah menyebabkan kandungan ferrite meningkat sedangkan jiga energi terlalu tinggi akan terbentu fasa sigma yang sangat keras.
7. Jelaskan problem yang umumnya terjadi pada pengelasan baja tahan karat martensitik.
Masalah yang sering terjadi :
Keretakan las akibat struktur yang sangat keras dan getas didaerah HAZ
Diperlukan Post Weld Heat Treatment untuk meningkatkan sifat mekanis dan mengurangi tegangan sisa pada struktur martensite
Kandungan hidrogen harus rendah dan pakai austenitic filler metal.
8. Proses finishing yang dilakukan pada pengelasan baja tahan karat austenitic dan apa yang terjadi bila hal tersebut tidak dilakukan.
Proses pickling : dengan larutan asam atau pasta untuk mencegah atau menghilangkan besi oksida, untuk menghilangkan tanda terbakar (heat tint) maupun scale yang terbentuk akibat pemanasan pada temperatur tinggi.
Proses pasivasi : untuk menghilangkan tanda terbakar dan menghilangkan besi pada permukaan SS agar tidak terjadi korosi pitting. Degreasing merupakan proses penghilangan lemak, minyak, oli dari permukaan SS. Jika proses degreasing tidak dilakukan maka akan menimbulkan korosi pada daerah las (misalnya Stress Corrosion
Cracking karena adanya tegangan yang diakibatkan oleh adanya tegangan yang
ditimbulkan oleh karbon yang terkandung dalam minyak), bila tidak dilakukan maka akan terjadi korosi.
9. Jelaskan metoda pengelasan ”dissimilar metal” antara baja karbon dan baja tahan karat austenitik. Jelaskan pengaruh kawat las bila :
a) Kawat las tidak diberikan (tanpa filler metal/autogeneous)
b) Bila kawat las diberikan dengan menggunakan ER390. Gambar secara skematis di diagram schaeffler.
Untuk melakukan pengelasan beda logam antara baja karbon dengan baja tahan austenitik maka digunakan proses pengelasan SMAW dengan arus sebesar 60 amper. Masukan panas dijaga rendah untuk menghindari crack atau embrittlement. Elektroda yang dapat digunakan antara lain (tergantung jenis baja) E 304 and R 990.
a) Kawat Las Tidak Diberikan Filler Metal
Penggunaan kawat las akan berpengaruh terhadap besarnya daerah dilusi. Dilusi adalah perbandingan daerah base metal yang berfusi dibagi seluruh daerah kampuh las. Berikut merupakan diagram Schaeffler untuk pengelasan dissimiliar baja tahan karat austenitik dengan baja karbon tanpa filler.
b) Kawat Las E309
Berikut merupakan diagram Schaeffler untuk pengelasan dissimilar baja tahan karat austenitik dengan baja karbon menggunakan kawat las E309 :
10. Apa yang dimaksud dengan dillution dalam pengelasan dissimilar metal dan sarat-sarat dalam mengelas dissimilar metal agar dicapai struktur mikro dan kekuatan yang baik. Ambil kasus 9 b diatas.
Dilusi ialah perbandingan daerah base metal yang berfusi dibagi dengan seluruh daerah kampuh las. Dilusi pada dissimilar metal adalah perbandingan daerah base metal yang berfusi dibagi dengan seluruh daerah kampuh las.
Syarat-syarat dalam mengelas dissimilar metal agar dicapai struktur mikro dan kekuatan yang baik antara lain:
Analisis diagram Schaffler menunjukkan bahwa penggunaan elektroda jenis E 308 sudah memenuhi syarat untuk menyambung bahan dissimilar metal antara baja stainless SUS 304 dengan baja karbon rendah.
Heat input yang tepat
Masukan panas dijaga rendah untuk menghindari crack atau
embrittlement
11. Jelaskan sifat (properties) dasar aluminium yang sangat berpengaruh dalam pengelasan melalui metoda las fusi (fusion welding).
Sifat aluminium:
Tahan korosi
Ringan
Kekuatan tinggi
Kemampulasan baik
Beberapa paduan Al memiliki kekuatan yang sama dengan baja Syarat agar kualitas las terpenuhi yaitu:
1. Harus dihindari terbentuknya retak las (forming cracks). 2. Harus memenuhi kekuatan sesuai standar.
3. Kemampuan untuk dideformasi 4. Ketahanan korosinya harus baik 5. Kesamaan warna setelah di anodizing
6. Cacat porositas maupun inklusi seminimum mungkin dan sesuai dengan standar penerimaan (acceptance criteria)
Sehingga selama proses pengelasan pengaruh pada material aluminium perlu diperhatikan sbb:
Saat pembekuan banyak unsur yang terbakar (burn-off) sehingga perlu dieliminir dengan menggunakan logam pengisi (filler metal). Akibat proses pemanasan dan pendinginan selama pengelasan, akan terjadi pelunakan/pelemahan (weakening) di
daerah HAZ. Untuk itu perlu diatur masukan panas (heat input) las agar hal tsb terhindari (sebagai akibat solution heat treatment, recrystallisation, ageing atau
recovery annealing).
12. Jelaskan mengapa pada pengelasan Aluminium dengan las TIG lebih disukai menggunakan arus AC dengan frekuensi tinggi dibandingkan dengan arus DCEN (DCSP) maupun DCEP DCRP).
Pengelasan Al dengan metode pengelasan TIG lebih disukai menggunakan arus AC dengan frekuensi tinggi, hal ini disebabkan karena dengan menggunakan arus AC berfrekuensi tinggi, akan didapatkan heat balance pada busur yaitu 50% pada benda kerja dan 50% pada elektroda. Sehingga dihasilkan pembersihan terhadap permukaan benda kerja (alumunium mudah membentuk lapisan oksida Al2O3), selain itu elektroda juga
tidak cepat habis digunakan. Penetrasi yang dihasilkan juga cukup baik
13. Jelaskan faktor yang mempengaruhi pemilihan jenis kawat las yang dipakai untuk menghindari terjadinya solidification cracking maupun liquation cracking dalam mengelas aluminium dan paduannya. Beri contoh untuk pelat AA6061 dan A5052.
• Solidification cracking, terjadi didaerah leburan (weld metal) dan tergantung dari karakteristik pembekuan.
• Liquation cracking, umumnya terjadi didaerah HAZ dan disebabkan saat peleburan oleh adanya fasa eutektik unsur pengotor yang memiliki titik lebur rendah dengan dibarengi oleh adanya tegangan termal.
Faktor yang mempengaruhi pemilihan jenis kawat las: a. Komposisi kimia dari logam induk.
b. Weldability dari logam induk.
c. Syarat kekuatan, keuletan, dan sifat mekanis lainnya. d. Ketahanan terhadap korosi.
e. Anodic coating untuk kesamaan warna.
f. Kebutuhan sesuai aplikasi terutama untuk mencegah solidificatian cracking.
Solidification cracking (kiri) dan liquation cracking (kanan)
Contoh :
1. Pelat AA6061
Pengelasan alumunium dengan paduan Mg < 3% seperti EN AW-5052 dengan logam pengisi sejenis akan menyebabkan solidification cracking. Sesuai dengan gambar diatas yang ditunjukan dengan example 1, logam pengisi yang dibutuhkan adalah logam pengisi dengan kandung Mg tinggi sesuai gambar, yaitu ER 5556 (AlMg5Mn)
sehingga pengelasan dapat dilakukan secara efisien.
Pengelasan pada alumunium seri 6061 dapat menyebabkan liquation cracking jika menggunakan kawat las sejenis. Seperti gambar diatas yang ditunjukan dengan example 2, kawat las yang dibutuhkan adalah mengandung silicon (Si) untuk menghindari retakan di Heat Affected Zone (HAZ) seperti ER 4043 (AlSi5).
14. Jelaskan penyebab utama terjadinya cacat porositas pada aluminium dan paduannya dan cara penanggulangannya.
Penyebab utama terjadinya cacat porositas pada alumunium dan paduannya adalah karena adanya gas hidrogen yang larut di leburan alumuniun. Adanya gas yang terperangkap selama proses pembekuan oleh akibat pelindung gas yang terkontaminasi oleh udara luar yang terakumulasi didaerah leburan. Berikut adalah cara penanggulangannya adalah:
a. Logam induk dan logam pengisi harus dihindari dari sumber-sumber hidrogen dan gas pelindungnya harus murni.
b. Adanya oli atau gemuk dipermukaan material harus dihilangkan sebelum pengelasan.
15. Jelaskan mengapa kekuatan las di HAZ maupun Weld metal di lasan Aluminium paduan, baik yang Heat-treatable maupun Non-Heat-treatable, mengalami penurunan yang sangat signifikan akibat proses lasan Fusi.
Pada pengelasan paduan aluminium non-heat treatable dan telah di cold deforming maka akan terjadi pelunakan (softening) sebagai akibat dari penggunaan masukan panas (heat
input) selama las sehingga terjadi recrystallisation dan recovery. Selain itu terjadi pula
pembesaran butir (coarse grain). Oleh sebab itu, pengelasan dalam kondisi O-temper akan lebih kecil pengaruh pelunakannya selama pengelasan.
Pada pengelasan paduan aluminium heat treatable akan terjadi kehilangan / penurunan kekuatan akibat pertumbuhan dan kelarutan presipitat (growing or dissolving of phase
precipitations). Untuk meminimalisir perlu dikontrol proses pendinginan khususnya
masalah “the quenching sensitivity of the material” agar proses aging terjadi sewaktu pendinginan setelah las.
16. Jelaskan proses pengelasan aluminium dan paduannya saat ini banyak digunakan
Friction Stir Welding (FSW). Skematis gambarnya dan keuntungan serta kerugian
dari proses tsb dibandingkan dengan pengelasan TIG atau MIG.
Prinsip kerja friction stir welding:
a. Pin diputar dengan kecepatan 3000-4000 rpm dan diletakkan pada material yang akan disambungkan
b. Material dipanaskan karena adanya friksi
c. Material yang telah dipanaskan akan mencapai temperatur plastisasi (800 F untuk material aluminium)
d. Material yang telah ter-plastisasi tersampir kembali ke pin
e. Material tersebut mengalami pendinginan dengan terbentuknya butir-butir yang lebih halus (efek rekristalisasi) dibandingkan dengan material induknya.
Material logam yang digunakan untuk aplikasi FSW: a. Aluminium dan aluminium paduan
b. Magnesium c. Copper d. Zinc e. Lead, dll
Keuntungan dari proses FSW:
a. Hasil sambungan yang diperoleh lebih kuat dan lebih bersih bila dibandingkan dengan fusion welds
b. Memiliki keuletan tinggi pada las c. Energi efisiensi yang baik
d. Simpel dan bersih (no fume, arcs, spatter)
e. Tidak diperlukan treatment lanjut dan stengthening lanjut f. Low distortion and shringkage
g. Tidak ada porosity, lack of fusion, perubaan komposisi pada material
17. Jelaskan jenis besi tuang dan perbedaan masing-masing dan Jelaskan weldability dari besi tuang (cast iron) serta Jenis yang paling buruk weldability-nya.
Besi tuang dalah paduan besi (Fe) dengan kandungan karbon (C)1.7 s/d 4.5% dan silikon (Si) 0.5 s/d 3%. Memiliki titik lebur yang rendah dan fluiditas yang baik dibandingkan dengan baja (better castability). Selain itu besi tuang merupakan material yang cukup murah dan umumnya diproduksi dengan cetakan pasir (sand casting). Besi tuang dapat dibedakan berdasarkan komposisi kimia, perilaku pendinginan, serta perlakuan panas yang diberikan.
Jenis-jenis besi tuang: a. Besi Tuang Putih
Besi tuang ini didapatkan dengan cara pendinginan cepat pada saat proses pengecoran, sehingga tidak terbentuk grafit bebas namun masih berupa fasa cementite (Fe3C). Besi tuang jenis ini tidak dapat dilakukan pengelasan karena sangat getas.
Gambar 1. Mikrostruktur besi tuang putih
b. Besi Tuang Kelabu
Besi tuang kelabu didapatkan dengan cara pendinginan lambat hingga sedang pada saat pengecoran, sehingga didapatkan grafit berbentuk flakes (seperti cacing).
Gambar 2. Mikrostruktur besi tuang kelabu
Besi tuang malleable memiliki grafit berbentuk kapas/aggregate atau bisa disebut dengan rosette.Besi tuang ini didapatkan dengan cara perlakuan temper besi tuang putih kira-kira 50 jam. Fe3C 3Fe + C grafit pada 9500C. Temper grafit hasil cor
(merubah struktur Fe3C menjadi temper grafit).
Gambar 3.Mikrostruktur besi tuang malleable
d. Besi Tuang Nodular
Besi tuang nodular didapatkan dengan cara menambahkan unsur pembulat grafit/nodulizer berupa Mg, atau Ce sebanyak 0,04-0,08 % sehingga grafit yang terbentuk menjadi bulat. Namun hal tersebut harus dibarengi dengan pengurangan kadar sulfur dengan cara desulfurisasi. Jika tidak dilakukan maka grafit akan tetap berbentuk flakes namun menebal (compacted graphite).
Gambar 4. Mikrostruktur besi tuang nodular
Besi tuang ini didapatkan dengan cara melakukan proses austempering pada besi tuang nodular sehingga didapatkan matrisk berupa aussferrite yaitu austenite dengan acicular ferrite dan ditambah dengan grafit bebas berbentuk nodule. Sehingga besi tuang jenis ini memiliki kekuatan yang paling tinggi dan dapat menggantikan baja cor/tempa pada aplikasi tertentu.
Gambar 5. Mikrostruktur ADI (Perbesaran 500X)
f. Compacted Graphite Cast Iron
Besi tuang ini didapatkan jika pada proses pembuatan besi tuang nodular tidak dilakukan desulfurisasi terlebih dahulu sehingga menghasilkan grafit dengan bentuk pita pendek yang tebal dan tak teratur (seperti cacing). Sifat mekanis besi tuang ini yaitu antara besi tuang kelabu dan besi tuang nodular.
Besi tuang nodular merupakan besi tuang yang paling mudah dilas dari seluruh jenis besi tuang yang ada. Makin rendah kekuatan tariknya, maka semakin mudah dilas. Sedangkan besi tuang putih dinyatakan sebagai jenis besi tuang yang tidak dapat dilas dengan metode pengelasan konvensional, artinya weldability-nya buruk. Hal tersebut dikarenakan adanya struktur cementite (karbida) yang amat keras pada besi tuang putih.
Weldability dari besi tuang umumnya rendah dan bergantung pada tipe material,
ketebalan, kompleksitas casting,dan permesinan. Weldability besi cor dapat dilihat dari gambar dibawah ini:
Sehingga dapat disimpulkan yang paling buruk weldability-nya adalah besi tuang putih (white cast iron)
18. Jelaskan mengapa unsur nikel umumnya dipakai untuk pengelasan besi tuang.
Unsur nikel biasanya dipakai untuk pengelasan besi tuang sebagai elektroda karena elektroda dengan unsur nikel tidak berikatan dengan karbon. Hal tersebut dapat mencegah terbentuknya logam las yang keras dan getas hasil dilusi logam induk apabila memakai elektroda baja. Nikel mempunyai karakteristik yaitu:
a. Meningkatkan kekuatan fasa pearlite
b. Meningkatkan hardenability (2,5-4,5 % Ni-hard irons) c. Mencegah pembentukan karbida (promotes graphite) d. Penstabil austenite
19. Jelaskan hubungan antara morfologi grafit dan struktur mikro besi tuang dengan kemampulasannya.
Hubungan antara morfologi grafit besi tuang dengan kemampulasannya adalah sebagai berikut:
a. Bentuk serpih (flake) pada besi tuang kelabu menciptakan takikan tajam yang kontinyu disekeliling setiap serpih. Hal ini dapat menurunkan plastisitas material secara drastis.
b. Bentuk rosette memiliki plastisitas dengan elongasi sebesar 10%. Bentuk ini dimiliki oleh besi tuang malleable yang terbentuk dengan presipitasi dan aglomerisasi grafit dari besi tuang putih (sementit).
c. Bentuk grafit yang memberikan nilai plastisitas yang paling baik, juga mampu las yang paling baik adalah bentuk bulat seperti pada besi tuang nodular karena memberikan efek takik minimal.
d. Kandungan karbon pada besi tuang dalam bentuk grafit mempengaruhi kemampu lasannya. Semakin tinggi, maka semakin sulit dilakukan pengelasan (weldability-nya rendah/buruk). Sebaliknya, semakin rendah kuat tariknya, maka weldability semakin baik.
20. Jelaskan bagaimana cara menentukan besarnya preheating & post heating pada pengelasan besi tuang.
Siklus termal pada pengelasan besi tuang menghasilkan struktur mikro yang tidak diinginkan seperti terbentuknya karbida pada logam las dan martensit dengan kadar karbon yang tinggi pada HAZ. Oleh sebab itu, pre-heat sebaiknya dilakukan terhadap seluruh komponen yang akan dilas, merupakan prosedur yang disarankan dalam mengelas besi tuang yang bertujuan untuk menurunkan laju pendinginannya. Sehingga kemungkinan retak pada HAZ dapat dihindari.
1. Jelaskan meknisme terjadinya tegangan sisa pada pengelasan dan resiko dari adanya tegangan sisa tersebut.
Jawab :
Tegangan sisa merupakan tegangan yang muncul pada struktur akibat adanya pelakuan panas atau mekanik atau keduanya. Proses pemanasan yang tidak merata, menyebabkan terjadinya ekspansi panas yang terbatas. Pada akhir siklus panas, akan terjadi distorsi atau terjadi restrain yang menyebabkan munculnya tegangan sisa pada daerah tersebut. Resiko yang muncul akibat adanya tegangan sisa ini adalah terjadinya distorsi dan kegagalan prematur pada daerah lasan.
2. Jelaskan beberapa metoda untuk mengurangi tegangan sisa pada pengelasan. Jawab:
a. PWHT Post Weld Heat Treatment
Dengan pemanasan kembali setelah pengelasan b. Penempaan
Logam las dan daerah disekitarnya ditempa atau dipukul selama atau setelah pengelasan
c. Peregangan
Sambungan ditarik sampai terjadi perubaha nbentuk plastic d. Getaran
Kepada konstruksi diberikan getaran yang dapat memberikan resonansi frekuensi rendah. Karena getaran ini, akan terjadi perubahan bentuk plastic setempat
e. Anil
Lasan dari jenis baja ferit dipanaskan samapai 600 atau 7000C dan yang dari jenis austenite sampai 9000 C. Setelah ditahan beberapa waktu pada suhu ini kemudian didinginkan pelan – pelan.
f. Anil suhu tinggi
Lasan dari jenis baja konstruksi umum dipanaskan sampai 900 atau 9500C. Setelah ditahan beberapa lama pada suhu ini kemudian didinginkan pelan – pelan.
Kedua permukaan daerah lasan selebar 60 sampai 130 mm dipanaskan sampai 150 atau 2000°C, yang diikuti dengan pendinginan dengan air.
3. Jelaskan mekanisme terjadinya Hydrogen Induced Cracking (HIC) pada pengelasan dan persyaratan untuk terjadinya HIC. Sumber Hydrogen & metoda untuk mengurangi larutnya H2 pada pengelasan.
Jawab :
Hidrogen Induce Cracking terjadi karena pada saat pengelasan, logam cair melarutkan
hidrogen dalam jumlah yang tinggi sehingga ketika pendinginan, kelarutan hidrogen turun dan dilepaskan dengan cara difusi. Akibatnya, terjadi retakan akibat tekanan hidrogen yang ingin keluar. HIC terjadi di daerah terpengaruh panas.
Persyaratan terjadinya HIC antara lain adalah : a. Adanya hidrogen ketika proses pengelasan
b. Adanya struktur yang rentan terhadap retak dan memiliki kekerasan tinggi seperti martensit, dan
c. Adanya tegangan sisa
Beberapa sumber hidrogen pada pengelasan antara lain adalah : a. Fluks yang mengandung air dan zat organik
b. Atmosfer yang lembab
c. Minyak, zat organik, dan air yang melekat pada rongga – rongga dan permukaan pelat atau kawat las
Metode untuk mengurangi larutnya H2 pada pengelasan :
a. Penggunaan fluks yang mengandung karbonat, karena akan menghasilkan gas CO2
yang menurunkan tekanan uap
b. Dilakukan penurunan kecepatan pendinginan dengan memberikan pemanasan mula pada temperature antara 50 sampai 3000°C atau memberikan pemanasan kemudian pada temperature antara 2000°C sampai 3000°C
4. Jelaskan mekanisme terjadinya Solidification Cracking (Hot Crack) pada pengelasan dan persyaratan apa saja untuk terjadinya Hot Cracking. Sumber penyebab hot cracking & metoda untuk menguranginya pada pengelasan Baja.
Jawab :
Solidification cracking terjadi dengan pembentukan shrinkage saat pendinginan metal
setelah pengelasan. Cracking terjadi saat logam yang mencair tidak mengisi bagian yang kosong antara solidifying metal yang terbuka oleh regangan shrinkage. Alasan terbentuknya
cracking karena :
Regangan pada weld pool terlalu tinggi
Logam cair tidak mempu mengisi bagian yang kosong pada pengelasan Cara mencegah terjadinya solidification cracking adalah :
Mengatur komposisil ogam las Mengatur regangan yang terjadi Mengatur arah pendinginan
5. Jelaskan mekanisme terjadinya Lamelar Tearing pada pengelasan dan penyebab utama Lamelar Tearing & metoda untuk menguranginya pada pengelasan.
Jawab :
Lamelar tearing terjadi karena inklusi MnS yang berbentuk flat akibat proses rolling atau
jenis inklusilainnya yang kemudian mengalami perpatahan pada antar muka antara matriks dengan inklusi. Pertumbuhan retak terjadi pada arah vertikal ataupun bersudut, ductile tearing terjadi pada arah parallel pada celah antara matriks dan inklusi mengakibatkan terbentuknya retak yang menyerupai anak tangga.
Penyebab utama lamelar tearing adalah:
a. Pelat baja yang memiliki keuletan yang rendah pada arah tebal atau vertikal b. Batas lebur yang mendekati sejajar dengan permukaan pelat
c. Level tegangan sisa yang tinggi
Metode yang dapat dilakukan untuk mengurangi lamelar tearing pada pengelasan : a. Pengurangan kadar sulfur
b. Penambahan Ce dan Ca yang menghasilkan butir bukan logam yang berbentuk bulat sehingga mengurangi kepekaan terhadap lamellar tearing.
6. Jelaskan faktor apa saja yang harus saudara (i) perhatikan bila terjadi kekerasan yang tinggi di HAZ.
Jawab :
Ketangguhan batas las
Komposisi kimia logam induk Kecepatan pendinginan
7. Jelaskan metoda (cara-cara) untuk mengurangi kekerasan yang tinggi di HAZ. Jawab :
Penggunaan baja yang kurang peka terhadap penggetasan HAZ Bertujuan untuk mengurangi kadar paduan dan karbon dalam baja dan mempertinggi kadar nikel. Pembatasan masukan panas
Penurunan penggetasan melalui cara pengelasan Bertujuan untuk memperbaiki struktur mikro yang terjadi dengan cara pemanasan kembali melalui panas las, menghindari terjadinya retak dan distorsi , mengurangi tegangan sisa dsb yang dapat diusahakan dengan cara – cara pengelasan.
8. Jelaskan tujuan pemanasan awal (preheating) dan pemanasan akhir (PWHT) pada proses pengelasan.
Jawab :
Tujuan pemanasan awal ( preheating ) adalah memperlambat laju pendinginan sehingga mencegah terjadinya retak tumit (toe crack) dan retak manik (underbead crack) pada baja yang memiliki hardenability yang tinggi (mengandung paduan). Tujuan pemanasan akhir ( PWHT ) adalah untuk menghilangkan tegangan sisa
sehingga dapat mencegah terjadnya distorsi pada logam las.
9. Bila ada cacat dibawah ini, analisa menurut saudara apakah cacat tsb diterima (accept) atau ditolak (reject) dengan merefer ke ISO 5817 dengan Quality level C. Jawab :
Lack of side wall sepanjang 5 mm ( Tidak Diterima) Surface porosity diameter 1,5 mm (Diterima)
10. Jelaskan cacat las (weld defect) di bawah ini serta sebutkan penyebabnya serta penanggulangannya.
Jawab :
a. Cacat yang terjadi pada gambar (a) adalah cacat inklusi slag, yakni slag yang terperangkap dalam logam hasil lasan.
Cacat inklusi slag diakibatkan karena: Shielding gas yang inadequate Elektroda yang kotor
Parent metal yang kotor
Oksida atau air yang menempel pada parent metal Cara penanggulangan cacat adalah:
Meningkatkan gas flow
Mengganti gas nozzle yang berbahaya Memperkecil sudut gun
Membersihkan permukaan sebelum mengelas
b. Cacat yang terjadi pada gambar (b) adalah cacat porositas. Cacat ini berupa lubang halus yang terjadi akibat adanya udara atau gas yang terperangkap dalam deposit las. Penyebab porositas antara lain adalah elemen pengotor, kelembaban atmosfir dan kontaminasi bahan lain seperti minyak, pelumas atau kotoran lain.
Cara penanggulangannya adalah:
Menggunakan fluks yang mengandung banyak karbonat. Dengan fluks ini akan dihasilkan gas karbondioksida yang dapat menurunkan tekanan parsial hidrogen didalam busur listrik dengan sendirinya akan mengurangi difusi hidrogen. Dilakukan penurunan kecepatan pendinginan dengan memberikan pemanasan
mula pada temperatur antara 50 sampai 3000C atau memberikan pemanasan kemudian pada temperatur antara 2000C sampai 3000C.
Sebelum mengelas, pada daerah di sekitar kampuh dibersihkan dari air, karat, debu, minyak dan zat organik yang dapat menjadi sumber hidrogen.
Menggunakan elektroda dengan fluks yang mempunyai kadar hidrogen rendah. Penggunaan CO2 sebagai gas pelindung.
Menghindari pengelasan pada waktu hujan atau di tempat di mana daerah las dapat basah
11. Jelaskan beberapa tahapan dalam melakukan inspeksi pada pengelasan dan tujuan masing-masing.
Jawab :
a) Kepastian dari standar yang digunakan: jika dalam standar yang dipilih ada hal yang kurang pasti, harus ditentukan terlebih dahulu.
b) Kepastian tentang jadwal dan lingkungan pemeriksaannya: harus diperhitungkan kemungkinan adanya pekerjaan yang tidak memenuhi syarat yang akan memerlukan waktu tambahan untuk perbaikannya.
c) Pemilihan inspektor dan alat yang digunakan harus sesuai standar yang ada. d) Persiapan pemeriksaan konstruksi las dan hasil las.
e) Pembicaraan yang mendalam antara pembeli dan pembuat atau wakil-wakil yang berhubungan dengan konstruksi dan penggunaannya. Dilakukan agar pengambilan keputusan untuk pre-inspection, bentuk dari laporan dan hal-hal lainnya menjadi lebih baik.
12. Jelaskan dengan skematis klasifikasi pengujian hasil lasan.
Pengujian Merusak
Pengujian Tak Merusak
Uji Tarik Uji Tekuk Uji kekerasan Uji Impak Uji mekanik Analisa kimia Metalografi Uji Busur Uji amatan Uji Ultasonik Uji radiografi Uji serbuk magnet Uji cairan penembus Pemancara n suara Pengukuran regangan Pengujian makro Pengujian mikro Getaran tegak Getaran miring Getaran datar Getaranredam Getaran permukaan Radiografi langsung Fluoroskopi
Cara dengan garpu magnet Cara dengan magnet lurus
Cara aliran listrik Cara lilitan kumparan
Cara uliran fluks Cairan fluorescense Cairan berwarna Teremulsi sendiri Teremulsi kemudian Dengan pelarut
13. Jelaskan tujuan pengujian merusak (DT) dan jenis pengujian yang dilakukan pada produk lasan.
Jawab:
Tujuannya untuk dapat melihat struktur mikro benda, antara logam induk dengan logam pada dearah lasan yang mungkin mempengaruhi cacat yang terbentuk.
Pengujiannya antara lain: uji mekanik meliputi uji tarik, uji tekuk, uji kekerasan, uji retak, uji impak; uji metalografi secara makroskopis dan mikroskopis; uji komposisi kimia.
14. Jelaskan tujuan pengujian tidak merusak (NDT) dan jenis pengujian yang dilakukan pada produk lasan.
Jawab:
Tujuannya untuk mengetahui cacat-cacat yang terbentuk pada permukaan dan sub-permukaan benda. Pengujiannya antara lain: uji radiografi, uji ultrasonik, uji partikel magnetik, uji dye penetrant, uji elektromagnetik, pengamatan kasat mata, uji pancaran suara.
15. Sebutkan beberapa metoda uji yang digunakan untuk melihat cacat pada bagian dalam (internal defect).
Jawab :
a. Ultrasonic testing b. Radiografi
16. Sebutkan beberapa metoda uji yang digunakan untuk melihat cacat pada bagian permukaan (surface defects).
Jawab:
a. Uji kasat mata,
b. Magnetic particle testing c. Dye penetrant testing.
17. Jelaskan prinsip pengujian penetrant test (PT) pada lasan. Jawab :
Cairan disemprotkan ke permukaan benda kerja, biasanya cairan ini berwarna terang sehingga dapat mudah diamati. Setelah itu, tunggu beberapa saat agar cairan dapat mengalir sesuai dengan sifat kapilaritasnya, masuk ke bagian cacat dari benda kerja tersebut. Kemudian, dibersihkan dengan air dan cacat-cacat seperti voids dan cracks dapat jelas terlihat.