TECHNOLOGIC, VOLUME 7, NOMOR 2
Politeknik Manufaktur Astra DESEMBER 2016
MENINGKATKAN PHYSICAL AVAILABILITY (PA) SCANIA P380 DENGAN
PROGRAM CUSTOMER SOLUTION MANAGEMENT DI PT TSP
CUSTOMER PT UNITED TRACTORS SITE SATUI – SUNGAI DANAU
Vuko A.T Manurung, Aidhanis Kusuma Praja, Yohanes C Sutama
1. Program Studi Mesin Otomotif Politeknik Manufaktur Astra Jl. Gaya Motor Raya no 8 Sunter II Jakarta
E-mail : [email protected]
1, [email protected]
2;
[email protected]
Kualitas perawatan (maintenance) yang buruk dan kurangnya kelengkapan data monitoring unit 14 Unit Scania P380 PT TSP menjadikan proses pemantauan kinerja dan performa unit menjadi tidak maksimal. Akibatnya Key Performance Indicator (KPI) keberhasilan dari fleet tersebut menjadi rendah. Setelah dilakukan transformasi melalui data monitoring unit, didapatkan rata-rata data Physical Avaibility (PA) 14 unit Scania P380 sebesar 71% sehingga tidak tercapainya target produksi yang sudah ditetapkan. Sedangkan standar PA untuk suatu fleet adalah 80%.
Setelah dilakukan pengamatan, dan implementasi program Customer Solution Management (CSM) terhadap 14 unit Scania P380 tersebut, dengan tujuan untuk meningkatkan presentase Physical Avaibility 14 unit Scania P380 menjadi 80%. Program Customer Solution Management ini dilakukan dengan menerapan 13 program kerja yang sudah disesuaikan dengan masalah-masalah di lapangan.
Penerapan ke 13 program kerja tersebut telah menaikkan PA dari 14 unit Scania P380 meningkat dari 71% menjadi 80% sesuai dengan target.
Kata kunci:
Physical Avaibility, Scania P380, Customer Solution Management
I. PENDAHULUAN
.
Physical Availability (PA) adalah presentase atas kesiapan mesin atau unit untuk beroperasi dalam melakukan pekerjaan. Selain itu Physical Availabilty merupakan suatu cara yang digunakan sebagai informasi atau indikator atas kinerja alat berat yang bekerja berdasarkan waktu atau target yang ditentukan, cara ini umumnya digunakan pada departemen service dalam menganalisis kegunaan unit alat berat. Dasar rumus perhitungan Physical Availability (PA) sebagai berikut:
Scania P380 dengan type spesifik P 380 CB6x4EHZ merupakan truck dengan wheel configuration 6 x 4 atau dengan kata lain memiliki 4 roda penggerak belakang. Menggunakan engine DC 12 17 L02 menjadikan unit Scania P380 emiliki level emisi gas buang Euro 3. Dalam dunia pertambangan, Scania P380 lebih banyak dioperasikan dalam pengerjaan pengangkutan baik batubara maupun OB (Over Burden). Kapasitas maksimal pada vessel yang digunakan oleh Scania P380 dengan type vessel VT17 adalah 17 BCM.
Berikut adalah arti kode penamaan Scania 380 CB6x4EHZ:
380 : Menunjukan ukuran horse power
C : Type of Transport = High durability, Heavy Load
B : Chasis adaptation = Basic, chasis without any special adaptation
6 x 4 : Wheel configuration E : Duty Class = Extra Heavy H : Chasis high = High
Z : Suspension = Leaf suspension in front and rear
II. DATA KERUSAKAN UNIT
Tabel 1. merupakan tabel data kerusakan (trouble) 14 unit Scania P380 milik PT TSP selama bulan Januari 2015 – Maret 2016. Pengelompokan jenis kerusakan diatas antara lain AC, attachment, Brake system, cabin, cooling system, electrical/battery, engine, fuel system, hydraulic/pneumatic, lamp, lower structure, power train, dan tyre.
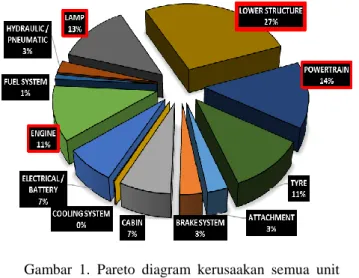
system, attachment, tyre, powertrain, dan lower structure. Dari data tersebut terlihat bahwa sektor lampu, engine, powertrain, dan lower structure menjadi penyumbang kerusakan terbesar pada unit Scania P380 dengan rincian Lamp: 13 %, Engine: 11%, Powertrain: 14%, dan yang paling besar adalah Lower structure: 27%.
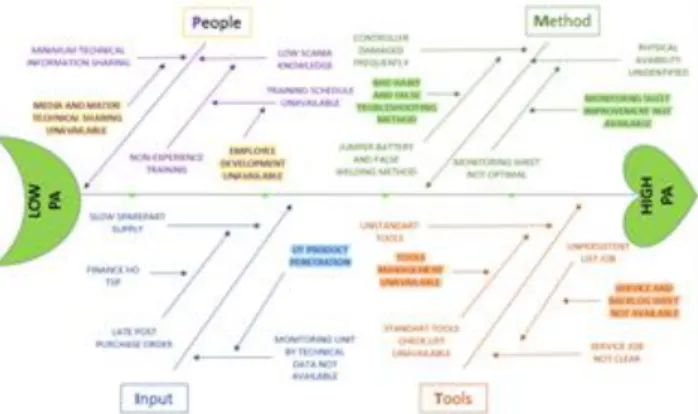
Untuk mencari penyebab permasalahan maka menggunakan alat (tool) diagram tulang ikan (fishbone diagram). Seperti yang terlihat pada tabel 1, akar masalah ada pada rendahnya Physical Availability dibagi menjadi 4 sektor yaitu, People, Method, Input, dan Tools.
Pada sektor sumber daya manusia, terdapat beberapa masalah yang mempengaruhi rendahnya Physical Avaibility. Dari pengamatan terlihat bahwa masalah sumber daya manusia di PT TSP adalah tidak adanya pengembangan pengetahuan bagi pekerja. Hal ini juga didukung dengan data di lapangan bahwa tidak adanya jadwal training yang pasti ataupun sarana dan materi dalam transfer ilmu pengetahuan.
Sedangkan dari sektor metode terdapat 2 akar masalah yang dapat dilakukan upaya perbaikan yaitu kesalahan proses penelusuran masalah yang terjadi (troubleshooting) yang sudah menjadi kebiasaan dan juga monitoring sheet unit yang belum maksimal. Contoh kesalahan proses proses penelusuran masalah yang sering dilakukan adalah ketika unit mengalami kerusakan mesin tidak dapat dihidupkan (can’t start), yang sering dilakukan oleh mekanik dan operator adalah melakukan jumper battery yang tidak sesuai standart. Hal ini akan menyebabkan terjadinya kerusakan controller ICL dan dikhawatirkan controller COO pun menyusul kemudian. Sedangkan monitoring
yang berkaitan dengan internal PT TSP yang tidak dapat melakukan pelunasan sistem pembayaran sehingga proses datangnya suku cadang menjadi tertunda. Selain itu, data monitoring yang berkaitan langsung dengan data teknikal pun tidak tersedia. Informasi ini didukung dengan tidak adanya program predictive maintenance di PT TSP.
Akar masalah pada sektor selanjutnya yaitu sektor peralatan (tool) yang tidak boleh disepelekan. Hal ini berkaitan dengan sarana penunjang proses maintenance yang menjadi kegiatan utama di bagian maintenance PT TSP. Tidak adanya sheet backlog dan kurang optimalnya sheet service menjadi masalah utama di sektor ini. Mekanikpun dibuat bingung akibat tidak adanya yang panduan jelas dalam melakukan proses perawaatan berkala (periodic service). Tak hanya itu, sarana penunjang proses inipun dinilai kurang cukup dan kurang memadai.
III. IMPLEMENTASI PROGRAM
Pada proses implementasi akan dibagi menjadi 4 bagian karena proses pemecahan masalah dibagi menjadi 4 sektor yaitu People, Method, Input, dan Tools.
3.1 Implementasi Pada Sumber Daya Manusia (SDM).
Pada bagian ini ada 2 kegiatan utama yaitu pelatihan sebagai upaya development, dan penyediaan sarana bertukar informasi berupa data-data teknis yang akan berfungsi sebagai media transfer ilmu pengetahuan antar karyawan PT TSP.
Pelatihan operator dan mekanik menggunakan metode OJI (On the Job Instruction) dan In class. Metode OJI ini dilakukan dengan cara melakukan pendampingan langsung saat melakukan pekerjaan. Sedangkan metode in class akan dilakukan kegiatan belajar mengajar di dalam ruangan secara konvensional. Semua materi yang akan diberikan bersifat as of case atau sesuai dengan kebutuhan. Penyesuaian materi yang dipilih akan disesuaikan dengan indikator penilaian. (Indikator penilaian gambar 3).
Hasil dari kegiatan OJI mekanik ini akan dijelaskan melalui data observasi berikut :
Gambar 1. Pareto diagram kerusaakan semua unit Scania P380 Januari 2015 – Maret 2016
TECHNOLOGIC, VOLUME 7, NOMOR 2
Politeknik Manufaktur Astra DESEMBER 2016
Gambar 3. Indicator penilaian training
Disamping itu juga dilakukan juga technical
information sharing mengenai kesulitan dalam
penentuan kapasitas semua oli dan cairan yang ada di dalam unit Scania P380. Masalah lain yang dikeluhkan juga adanya kesulitan mekanik PT. TSP untuk menentukan lokasi greasing sehingga mereka jarang untuk melakukan aktivitas penting tersebut.
Setelah materi siap, maka dilakukan sounding terhadap pihak TSP mengenai rencana pemasangan serta sosialisasi inovasi ini. Pertama, pihak UT menginformasikan kepada pihak TSP bahwa masing-masing unit akan diberikan satu paket technical information Scania P380 yang berisi informasi semua oli dan cairan pada unit Scania P380 dan juga greasing point beserta deskripsinya. Selanjutnya, tersedia master informasi yang akan ditempel di Technical Information Dashboard yang berlokasi di workshop.
3.1 Implementasi Pada Sektor Metode.
Pada bagian ini dilakukan perbaikan rec-up data kerusakan yang belum lengkap diantaranya penyediaan informasi berupa data Physical Availability (PA) dan juga rekapitulasi data kerusakan yang berupa grafik sehingga penanggulangannya akan lebih mudah untuk dilakukan.
Pembaruan data rec-up trouble ini dilakukan karena tidak lengkapnya data rec-up trouble PT TSP dan masih memiliki potensi untuk dilakukan perbaikan. perbaikan yang dilakukan antara lain penyediaan informasi berupa data Physical Availability dan juga rekapitulasi data kerusakan (breakdown) yang berupa grafik agar pengamatan lebih mudah untuk dilakukan. Untuk lebih jelasnya, informasi mengenai pembaruan data Rec-Up trouble terlihat pada gambar 5.
Perbaikan lain di sektor metode adalah pada kebiasaan mekanik dan operator dalam melakukan jumper battery yang tidak sesuai standart dan sangat sering dilakukan. Hal ini terlihat di lapangan bahwa mekanik dan operator sering melakukan jumper battery karena tidak mengetahui SOP yang jelas.
Tak hanya itu, kesalahan dalam proses pengelasan juga kerap dilakukan pihak welder PT TSP yang tidak melakukan pelepasan kabel baterei (disconnecting battery). Dari kedua masalah diatas implikasi yang dapat terjadi salah satunya adalah kerusakan pada connector ICL. Informasi ini diperkuat dengan adanya data bahwa ada beberapa controller yang mengalami kerusakan dan setelah dilakukan analisa, jawabannya tertuju pada 2 masalah diatas. Gambar 4. Materi sharing technical data yang
akan ditempel dan disosialisasikan
Sedangkan untuk proses welding, yang harus dilakukan terdiri dari 3 tahapan yaitu: melakukan disconnecting Battery; melepas connector controller ICL; dan Melepas connector controller COO
Dengan melakukan 2 poster diatas, diharapkan tidak ada kerusakan connector controller ICL karena kesalahan proses troubleshooting dan proses welding.
Perbaikan berikutnya yaitu pada katalog, diawali dengan adanya kesulitan PT TSP yang selalu mengalami kesulitan atas kerusakan yang memunculkan error code, namun disini tidak bisa diartikan dan didefinisikan oleh pihak TSP karena tidak memiliki tools yang memadai. Selain itu, jika harus melakukan panggilan kepada mekanik United Tractors, tentunya membutuhkan waktu dan akan memperpanjang waktu breakdown unit Scania P380.
Buka program “SDP3” dan masuk ke mode demo yang ada di menu bar File > Demo > Start Demo Mode
Pilih Show All Fault Codes yang ada pada menu bar Show hingga muncul jendela seperti gambar di samping
Pilih jenis controller dan klik pada salah satu error code hingga di bagian bawah daftar error muncul deskripsi atas error tersebut dan lakukan copy.
Paste data deskripsi tadi di software pengolah kata dan lakukan pengulangan atas semua error code sesuai dengan semua controller yang ada pada Unit Scania P380.
Setelah semua data deskripsi error code sudah terkumpul dan sudah dirapikan, selanjutnya adalah merubah file dengan format pengolah kata menjadi format PDF agar lebih memudahkan dalam penggunaannya. Sedangkan untuk cara penggunaan tools ini tentu sudah tersedia di dalam file Error Code Catalogue Scania P380 ini. (Guidance Error Code catalogue Scania P380 gambar 8)
Gambar 8. Error Code Catalogue Scania P380 Guidance
Gambar 7. Poster prosedur Welding
Gambar 6. Poster penggantian battery untuk menanggulangi masalah emesin tidak dapat
TECHNOLOGIC, VOLUME 7, NOMOR 2
Politeknik Manufaktur Astra DESEMBER 2016
Langkah selanjutnya adalah melakukan sosialisasi kepada pihak PT. TSP atas alat ini dan memberikan pengarahan cara penggunaan alat tersebut melalui panduan yang ada di dalam Error Code Catalogue Scania P380.
Perbaikan berikutnya adalah melakukan aktivitas bersama (join activity) dalam bentuk pendampingan. Aktivitas ini merupakan kegiatan keikutsertaan team CSM UT ke dalam proses periodic service PT TSP untuk memetakan pengetahuan dan memonitoring kualitas maintenance dan SDM yang bersangkutan. Kegiatan CSM yang dilakukan oleh team CSM UT dilakukan dalam 2 sesi yang selanjutnya akan disebut dengan Join Activity I dan Join Activity II. Secara garis besar, Join Activity I bertujuan untuk melakukan pemetaan dan monitoring kualitas maintenance PT TSP. Sedangkan Join Activity II lebih menitik beratkan pada proses perbaikan dan peningkatan kualitas maintenance PT TSP.
Untuk melakukan identifikasi data ini, diperlukan suatu alat yang berisikan indikator-indikator yang harus dipenuhi dalam sebuah kriteria SDM dan maintenance yang berkualitas baik. Masing-masing kegiatan Join Activity memiliki satu paket data informasi identifikasi kualitas SDM dan maintenance. Gambar 9, merupakan pendataan akan isu-isu penting.
Gambar 9. Pendataan hasil rapat (Meeting record) pengumpulan data isu-isu penting
Join Activity I dan II ditujukan untuk
mengidentifikasi semua aktivitas-aktivitas serta kualitas maintenance sebagai berikut:
Tidak adanya service sheet yang digunakan baik sebagai acuan pekerjaan maupun sebagai bahan dokumentasi bahwa maintenance unit telah dilakukan.
Lokasi periodic service yang tidak standart karena dilakukan di area workshop.
Limbah B3 dibiarkan berceceran di tanah dan tidak ada upaya untuk menampung atau membersihkan sisa-sisa limbah B3 yang berceceran di tanah.
Terdapat salah satu mechanic yang berinisiatif untuk melakukan marking atas pekerjaan yang sudah selesai dilaksanakan.
Fuel filter diisi dengan fuel dengan alasan mekanik malas untuk melakukan bleeding fuel sesuai dengan standart factory dalam penggantian fuel filter.
Selain informasi diatas, dalam menentukan kualitas maintenance yang baik serta kualitas SDM dalam melakukan pekerjaannya, maka perlu dipakai suatu media monitoring Join Activity. Tools yang digunakan pada Join Activity 1 adalah sebagai berikut (gambar 10):
Setelah dilakukan 2 kegiatan Join Activity, maka perlu dilakukan evaluasi atas penilaian kompetensi mekanik yang datanya diambil dari tools monitoring Join Activity. Untuk lebih jelasnya dapat dilihat pada
Dari data tools monitoring dapat dilihat bahwa kompetensi mekanik meningkat dari 710 point menjadi 1060 point. Atau dengan kata lain, program Join Activity sudah meningkatkan sebanyak 20% atas kemampuan mekanik dalam melakukan kegiatan periodic service. Harapannya dengan adanya peningkatan kualitas mekanik PT TSP, maka akan memberikan implikasi berupa peningkatan kualitas hasil kerja yang akan dirasakan secara nyata oleh perusahaan tersebut.
3.2 Implementasi Sektor Tool
Pembuatan lembar (sheet) service dan sheet backlog yang memadai dan mampu untuk memberikan informasi terkait deskripsi jenis pekerjaan yang harus dilakukan oleh mekanik. Banyaknya pekerjaan yang harus dilakukan tentunya membutuhkan perhatian lebih dalam segi panduan dalam bekerja. Untuk ditu dibuatlah master data sheet yang sesuai dengan standar pekerjaan di PT UT. gambar 11 merupakan contah sheet service dan gambar 12 blacklog sheet.
Gambar 11. contah sheet service.
TECHNOLOGIC, VOLUME 7, NOMOR 2
Politeknik Manufaktur Astra DESEMBER 2016
IV. HASIL DARI PELAKSANAAN PROGRAM Hasil nyata dari pelaksanaan program ini dibagi menjadi 2 bagian yaitu manfaat bagi PT United Tractors dan manfaat bagi PT TSP yang merupakan customer dari PT United Tractors Tbk.
Salah satu manfaat bagi PT United Tractors adalah adanya peningkatan pembelian sparepart dari produk Scania P380. Penjelasannya adalah sebagai berikut : Diketahui data :
a. Data pembelian Januari 2016 : Rp134.687.280 b. Data pembelian Februari 2016 : Rp276.754.940 c. Data pembelian Maret 2016 : Rp475.531.665 d. Data pembelian April 2016 : Rp523.875.265 e. Data pembelian Mei 2016 : Rp275.599.120 f. Data pembelian Juni 2016 : Rp136.465.800 Perhitungan:
= (Revenue Sesudah CSM) - (Revenue Sebelum CSM) = (Rp523.875.265 + Rp275.599.120 + Rp136.465.800) - (Rp134.687.280 + Rp276.754.940 + Rp475.531.665) = Rp935.940.185 - Rp886.973.885 = Rp48.966.300 Selain peningkatan revenue pada divisi sparepart, pengingkatan revenue pun terjadi di divisi service yang tentunya tak lepas dari efek implementasi CSM di PT TSP. Untuk memperjelas peningkatan revenue service, adalah sebagai berikut:
a. Data revenue service 2015: Rp742.000.000,- b. Data revenue service 2016: Rp851.062.920,- Perhitungan:
(Revenue Sesudah CSM)-(Revenue Sebelum CSM)= Rp851.062.920 - Rp742.000.000= Rp109.062.920 Manfaat nyata yang diperoleh PT TSP adalah peningkatan faktor produksi serta ketersedian alat atau
Physical Availability (PA) yang meningkat.
Peningkatan PA unit ini tentunya sangat berpengaruh dalam menaikkan produksi. Data perhitungannya adalah sebagai berikut:
Diketahui data : a. Available time 620 jam / bulan b. 1 shift = 10 jam
c. PA increased 9% (average)
d.1 Scania P380 operating = 40 rit/shift.10jam (1200m) e. 1 rit = 17 BCM
f. Rate Price OB = $1,5 / BCM (Berau Coal 2015) g. Total Unit Scania P380 = 14 Unit
h. Kurs Dollar $ = Rp13000 (kurs saat di buat) Perhitungan :
a. Perhitungan revenue per jam setiap unit = (Ritase/hari) x (daya tampung maksimal) = 40 x 17 = 680 BCM/shift x 2 shift = 1360 BCM/day.20 jam = 68 BCM/jam x 1,5$ = $102 /hour
b. Perhitungan revenue akibat kenaikan Physical Avaibility (Asumsi PA unit rata-rata 80% / Tahun) = (Kenaikan PA) x (Ketersedian waktu / bulan) = 9% x 620 = 55.8 jam (Peningkatan ketersediaan alat/ bulan.unit) = (Peningkatan jam/bulan) x
(Revenue/Jam) = 55.8 x $102
= $5691.6 / bulan.unit (Peningkatan revenue
/bulan.unit)
= (Peningkatan revenue /bulan.unit) x (Total Unit Scania P380) = $5691.6 x 14 = $79682.4
(Peningkatan revenue /bulan.14 unit) =
(Peningkatan revenue /bulan.14 unit) x (12 bulan) = $79682.4 x 12 = $956188.8 (Peningkatan revenue /tahun.14 unit) = Rp12.430.454.400
Selain keuntungan dari kenaikan PA unit Scania P380, PT. TSP juga mengalami penurunan kerusakan controller ICL akibat kesalahan proses troubleshooting dan pengelasan sampai 100% (data sampai Juli 2016). Maka, jika dihitung keuntungannya adalah sebagai berikut:
a. Harga ICL Controller : Rp45.407.040 b. Rata-rata kerusakan ICL Controller / tahun : c. Pengurangan kerusakan : 100% / 14 Unit. Perhitungan = (Harga ICL Controller) x (Rata-rata kerusakan ICL Controller / tahun)
= Rp45.407.040 x 5 = Rp227.035.200
Manfaat lainnya (intangible) yang diperoleh dari program CSM di PT TSP diambil dari 2 sisi, yakni sisi PT United Tractors dan sisi PT Timur Satria Perkasa. Selain itu, aspek yang menjadi tolak ukur, antara lain
Quality, Cost, Delivery, Safety, Morale, dan
Productivity.
Banyaknya kerusakan unit Scania tentunya memberikan dampak negatif terhadap perusahaan distributornya dalam hal in PT united Tractors Tbk. Namun Setelah adanya program CSM ini, kepercayaan kepada produk Scania meningkat. Sedangkan bagi PT TSP tentunya terdapat penurunan unit yang mengalami unschedule breakdown sehingga memberikan manfaat yang sangat besar bagi perusahaan.
Keuntungan dari aspek safety yaitu adanya peningkatan produk image atas unit Scania yang semula mengalami penurunan sebelum dilakukan CSM Scania di PT TSP. Namun setelah diadakan program CSM ini, data tersebut hilang dan kepercayaan customer semakin meningkat.
Sebelum diadakan CSM ini, panduan bagi pekerjaan mekanik TSP tidak pernah ada, hanya sebatas pembicaraan antara foreman dengan mekaniknya, namun setelah diadakan sheet service, pihak mekanik TSP pun semakin percaya diri dalam mengerjakan kegiatan-kegiatan maintenance karena adanya panduan atas hal tersebut.
V. KESIMPULAN
Setelah dilakukan program Customer Solution Management di PT TSM oleh pihak UT, didapatkan hasil sebagai berikut:
- Physical Availability unit Scania P380 dapat di kontrol melalui monitoring sheet
- Physical Availability 14 unit Scania P380 naik sebesar 9%, dari 71 % menjadi 80% sesuai terget.
Preventive Maintenance Scania P,R,T-Series. Service Division PT United Tractors Tbk. Jakarta.
[3] SBPR Team. (2012). Key Performance Indicator. SBPR Team PT United Tractors Tbk. Jakarta. [4] Himawan, Iwan Qadar. (2015). Harga Pengupasan
OB. (ON-LINE).
http://www.tambang.co.id/tantangannya-bagaimana-membuat-berau-efisien-4107/. 10 Agustus 2016, Jam 10.50 WITA.
[5] Scania CV AB. (1994-2015). Scania Multi Version 6.17.0.7.