PRA RENCANA PABRIK
Oleh :
DANARAJI ADISAPUTRA
1031210038
PROGRAM STUDI TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL ”VETERAN” JAWA TIMUR
SURABAYA
FAT SPLITTING
Oleh :
DANARAJI ADISAPUTRA
NPM. 1031210038
Telah Dipertahankan Dihadapan Dan Diterima Oleh Tim Penguji Pada Tanggal 29 November 2013
Tim Penguji Dosen Pembimbing
1.
Ir. Mu’tasim Billah, MS Ir.Tutuk Harsini,MT
NIP. 1960 0504 198703 1 001 NIP. 19520916 198203 2 001
2.
Ir. Nurul Tri Wdjiati
NIP. 1961 0301 198903 2 001
3.
Ir. Isni Triutami
NIP. 1959 0710 1987703 2 001
Mengetahui,
Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
Nya, sehingga kami dapat menyelesaikan dengan baik pra rencana pabrik ini yang
berjudul “Pabrik Gliserol dari CPO dengan Proses Continue Fat Splitting”.
Pra rencana ini disusun untuk memenuhi tugas yang diberikan kepada
mahasiswa Program Studi Teknik Kimia, Universitas Pembangunan Nasional
“Veteran” Jawa Timur sebagai salah satu syarat untuk memperoleh gelar sarjana
Teknik Kimia.
Sebagai dasar penyusunan pra rencana pabrik ini adalah teori yang diperoleh
selama kuliah, data-data dari majalah, internet maupun literatur yang ada. Selanjutnya,
dengan tersusunnya pra rencana pabrik ini, saya menyampaikan ucapan terima kasih
yang sebesar-besarnya kepada :
1. Bapak Ir. Sutiyono, MT selaku Dekan Fakultas Teknologi Industri,
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
2. Ibu Ir. Retno Dewati, MT selaku Kepala Jurusan Teknik Kimia, Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
3. Ibu Ir. Tutuk Harsini, MT selaku dosen pembimbing.
4. Bapak, Ibu, Saudara tercinta yang telah memberikan dorongan, doa, dan restu
serta semangat demi berhasilnya studi kami.
5. Rekan-rekan serta semua pihak yang secara langsung maupun tidak langsung
Akhir kata, semoga pra rencana pabrik ini dapat memberi manfaat bagi kita
semua.
Surabaya, Juni 2013
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... vi
DAFTAR GRAFIK ... vii
DAFTAR GAMBAR ... viii
Tabel I.2 Data konsumsi Gliserol dalam negeri ... I.4
melimpah di Indonesia untuk mencukupi kebutuhan konsumen serta membuka peluang
lapangan pekerjaan.
Rencana lokasi pendirian pabrik ini di daerah Rokan Hilir, Riau, dengan
perencanaan sebagai berikut:
1. Perencanaan Operasi : 24 jam / hari
2. Proses yang digunakan : 330 hari per tahun
3. Kapasitas Produksi : 13.500 ton per tahun
4. Bahan Baku Utama
- CPO : 17689.12 kg /jam
5. Kebutuhan Utilitas
- Bahan bakar : 750.604 liter / hari
- Air : 142726.7 m
3 / hari
- Listrik : 248.8 kWh
6. Bentuk Perusahaan : Perseroan Terbatas
7. Struktur Organisasi : Garis dan Staf
8. Jumlah Tenaga Kerja : 139 Orang
9. Umur Pabrik : 10 tahun
10.Masa Konstruksi : 2 Tahun
- Modal Kerja (WCI) : Rp. 270,643,306,149
- Modal Total (TCI) : Rp. 476,063,954,923
- Internal Rate of Return (IRR) : 40 %
- Rate On Equity (ROE) : 38.9% %
- Pay Out Periode (POP) : 3 tahun 6hari
BAB I PENDAHULUAN
1.1 Gliserol
Gliserin adalah nama komersia dari produk yang terdiri dari gliserol dan sejumlah kecil air. Gliserol sebenarnya merupakan Propanatriol. Berat Molekul 92,02 gr/mol, titik didih 290o dan Berat jenis 1,2617 gr/cm. (Swern,D.,”Bailey’s Industrial Oil And Fat Produts”,Vol.5,Ed.5p.275). Propanatriol.(Swern,D.,”Bailey’s Industrial Oil And Fat Products”, Vol.5,Ed.5p.275). Gliserol 1,2,3-propanatriol ,gliserin CH2OHCOHCH2OH, adalah sebuah alcohol trihidrat berupa cairan kental,bening dengan rasa manis. (kirk Othmer,”Encycopedia Of Chemical Technogy”,Vol 11,Ed.3,p. 921).
Gliserol pertama kali ditemukan oleh Scheele pada tahun 1779, dengan memanaskan campuran minyak zaitun (olive oil) dan litharge, kemudian membilasnya dengan air. Bilasan dengan air tersebut, menghasilkan suatu larutan berasa manis, yang disebutnya sebagai “the sweet principle of fats”. Sejak 1784, Scheele membuktikan bahwa substansi yang sama dapat diperoleh dari minyak nabati dan lemak hewan seperti lard dan butter. Pada tahun 1811, Chevreul memberi nama hasil temuan Scheele ini dengan sebutan gliserin, yang berasal dari bahasa Yunani yaitu glyceros, yang berarti manis.
Perkembangan pembangunan industri di Indonesia semakin meningkat. Kemajuan ini tampak dengan semakin banyak berdirinya pabrik yang mengolah bahan mentah menjadi bahan jadi. Kegunaan gliserol sangat banyak, terutama adalah sebagai : resin sintetis, getah ester, obat – obatan kosmetika dan pasta gigi. Proses pengolahan tembakau dan makanan juga mengkonsumsi gliserin dalam jumlah besar sebagai bahan pembantu. (Kirk Othmer,”Encyclopedia Of Chemical Technology”, Vol. 11, Ed. 3, p.921).
Perkembangan Pabrik Gliserol dari tahun-ketahun di Indonesia masih kecil dan melihat ketersediaan bahan baku CPO yang terbesar kedua setelah Malaysia mendorong untuk dikembangkannya pabrik gliserol. Dituntut juga perkembangan industry yang memanfaatkan gliserol untuk dijadikan bahan baku utama dalam produk olahan gliserol. Untuk proses pembuatan gliserol tergolong masih sederhana dan tidak terlalu sulit untuk pemrosesan.
1.1.1 Alasan Pendirian Pabrik
Perkembangan pembangunan industri di Indonesia semakin meningkat. Kemajuan ini tampak dengan semakin banyak berdirinya pabrik yang mengolah bahan mentah menjadi bahan jadi, serta meningkatnya industri barang untuk modal termasuk industri mesin dan peralatan. Istilah gliserol digunakan untuk zat kimia yang murni, sedang gliserin digunakan untuk istilah hasil pemurnian secara komersial.
Di samping itu, dilihat dari kebutuhan Gliserol yang semakin meningkat di Indonesia, maka Pabrik Gliserol ini layak didirikan atas dasar pertimbangan:
1. Sebagai pemasok bahan baku untuk industri-industri farmasi dan kosmetik dalam negeri.
2. Mengurangi jumlah impor gliserol sehingga dapat menghemat devisa negara.
3. Memacu tumbuhnya industri lain yang memerlukan gliserol sebagai bahan baku.
4. Membuka lapangan kerja baru.
Pertimbangan utama yang melatarbelakangi pendirian Pabrik Gliserol ini pada umumnya sama dengan sektor-sektor industri kimia yang lain, yaitu mendirikan suatu pabrik yang secara sosial-ekonomi cukup menguntungkan untuk saat in dan mendatang.
1.1.2 Ketersediaan bahan baku di Indonesia
Potensi CPO Indonesia sangat besar saat ini Indonesia telah menjadi produsen minyak sawit terbesar di dunia, melebihi Malaysia. Bahan baku untuk pembuatan gliserol adalah minyak kelapa (CPO). Ber iku t in i ad alah d ata ketersed iaan b ahan b aku d i Indo nesia :
Tabel I.1 Data Bahan Baku CPO dalam negeri Tahun Produksi CPO Indonesia (Ton)
2004 675.003
1.1.3 Kebutuhan Nasional
Indonesia merupakan negara terbesar kedua penghasil CPO di dunia setelah Malaysia. Bahkan diperkirakan akan menjadi produsen CPO terbesar di dunia pada tahun 2012. Dengan demikian sumber bahan baku pembuatan gliserol ini banyak tersedia.
Tabel I.2 Data Konsumsi Gliserol Dalam Negeri
Tahun Konsumsi Gliserol (Ton)
2004 27.071
Sumber : Badan Statistik Surabaya (2012)
Semakin tingginya konsumsi gliserol dalam negeri membuat para perusahaan yang menggunakan gliserol sebagai bahan baku memperolehnya dari perusahaan yang memproduksi gliserol. Berikut ini adalah nama-nama perusahaan yang memproduksi gliserol :
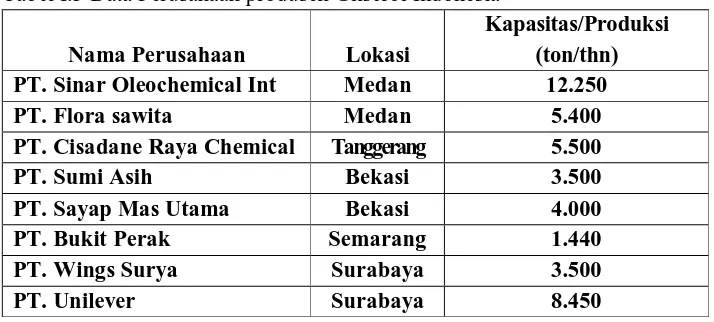
Tabel I.3 Data Perusahaan produsen Gliserol Indonesia
Nama Perusahaan Lokasi
Kapasitas/Produksi (ton/thn)
PT. Sinar Oleochemical Int Medan 12.250
PT. Flora sawita Medan 5.400
PT. Cisadane Raya Chemical Tanggerang 5.500
PT. Sumi Asih Bekasi 3.500
PT. Sayap Mas Utama Bekasi 4.000
PT. Bukit Perak Semarang 1.440
PT. Wings Surya Surabaya 3.500
PT. Unilever Surabaya 8.450
1.1.4 Aspek Pasar
Ada beberapa macam ukuran dan harga produk Gliserol yang selama ini beredar di pasar, yaitu sebagai berikut :
Tabel I.4 Daftar Harga Gliserol
Ukuran Harga (US$)
Dari data di atas dapat diketahui bahwa selama ini produk Gliserol yang dijual dipasar adalah dengan kemasan tidak seberapa besar. Oleh karena itu, selain dijual produk dengan kemasan pasar, bisa juga ditawarkan kepada konsumen produk dengan kemasan lebih besar, tetapi tentu saja dengan harga yang lebih murah.
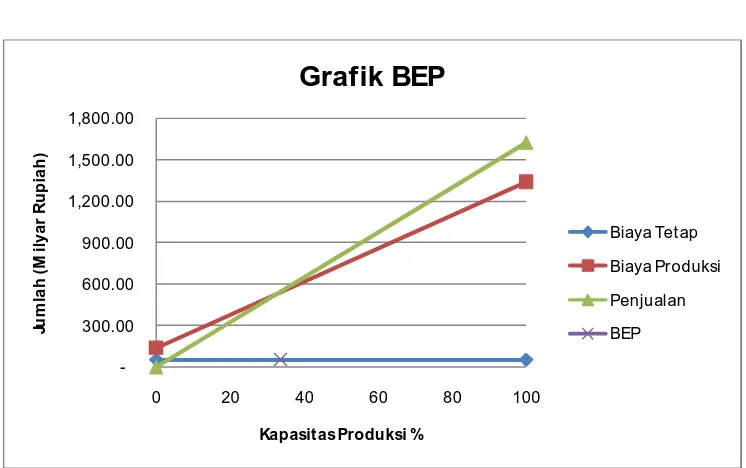
1.1.5 Kapasitas
Pada grafik diatas diperoleh impor Gliserol dari tahun 2004 sampai tahun 2011 cenderung mengalami kenaikan. Dari grafik tersebut dapat diperkirakan impor surfaktant pada tahun selanjutnya akan mengalami kenaikan. Berdasarkan grafik diatas diperoleh persamaan: y = 1510.x +3x10 6
Dari grafik diatas dengan metode regresi linear ( Menggunakan Microsoft Excel ), maka di dapatkan persamaan untuk mencari kebutuhan pada tahun tertentu dengan persamaan :
y = 1510.x - 3E+06
2003 2005 2007 2009 2011 2013
Y = 1510.x – 3.000.000 Keterangan : Y = Kapasitas (ton/th)
X = Tahun ke-n
Pabrik ini direncanakan beroperasi pada tahun 2022 Kapasitas pada tahun 2012 :
Y = (1510)(2022) – 3.000.000 = 53.220 ton / tahun.
Untuk itu kapasitas terpasang pada pabrik ini direncanakan mengambil 25% dari jumlah total produksi tahun 2014 sebesar :
25% x 53220ton/tahun = 13303ton/tahun ≈ 13500 ton/tahun
3 Gliserol Sifat Fisika:
Beberapa sifat fisis dan karakteristik yang penting dari gliserol, antara lain
1. Rumus molekul : C3H8O3 10.Panas Pembentukan : 159,60 kal/mol
11.Titik api : 204 0C
12.Flash point : 177 0C
(Sumber : Kirk dan Orthmer, 1971;Mc Graw Hill Encyclopedia, 1977; Perry, 1999)
4. Sifat kristal : Higroskopis mudah mencair
5 Fatty Acid (Asam Lemak)
1. Rumus Kimia : C16H23O2
2. Berat Molekul : 256,42 g/mol
3. Boiling point : 215 oC at 15 mmHg
4. Melting point : 52 oC
5. Flash point : 185 0C
BAB II
URAIAN PROSES
II.1. Macam Proses Pembuatan
Gliserol dapat diproduksi melalui beberapa metode proses Penggolongan ini didasarkan pada perbedaan bahan baku yang digunakan. Ketiga cara itu antara lain yaitu :
Gambar II.1 Blok Diagaram Proses Produksi Gliserol
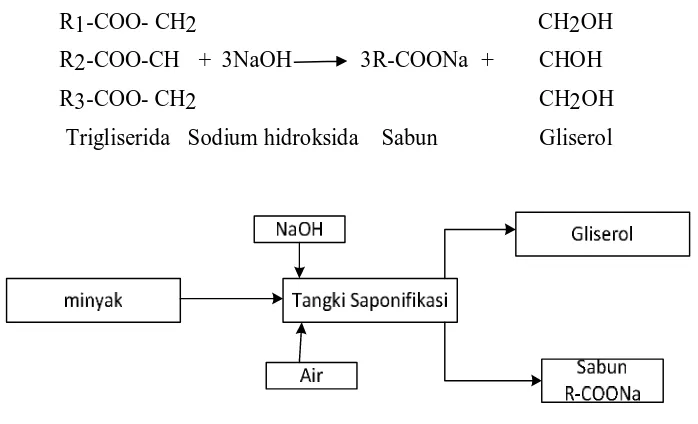
1. Proses Saponifikasi
Saponifikasi lemak dengan NaOH, menghasilkan gliserol dan sabun.
R1-COO- CH2 CH2OH
R2-COO-CH + 3NaOH 3R-COONa + CHOH
R3-COO- CH2 CH2OH
Trigliserida Sodium hidroksida Sabun Gliserol
Proses saponifikasi ini berada dengan proses yang lain, dimana dalam proses ini dilakukan dengan beberapa tahap yang dirancang untuk saponifikasi lemak, Gliser o l yan g d id ap at u ntu k p ro ses ini han ya 1 2 -25 % sehin gga m as ih memerlu kan ta hap p emu rnian gliser o l sehing ga kad ar ya ng d id ap at m aks ima l ad alah 9 0 %.
2. Proses Fat Spliting
A. Proses Twitchell
Gambar II.3 Blok Diagaram Proses Twitchell
diskolorasi asam lemak terjadi tidak merata, dan pemakaian proses ini relatif kurang menguntungkan kadar maksimal yang dicapai 85-90%.
B. Proses Enzimatis
Gambar II.3 Proses Spliting Enzimatis
Proses hidrolisa minyak nabati dengan menggunakan biokatalis enzim lipase memerlukan waktu selama 5 hari. Laju
hidrolisis tidak berubah pada rentang suhu 24- 460C dan optimum pada rentang pH 4,8-7,2 sedangkan enzim menjadi kurang aktif pada suhu diatas 50 oC. kelemahan dari proses ini adalah untuk berekasi sempurna enzim memerlukan waktu 5 hari untuk proses. Gliserol yang awal yang didapat adalah sekitar 9-12% setelah berlanjut ketahap selelanjutnya gliserol hanya maksimal sampai 87-90 %.
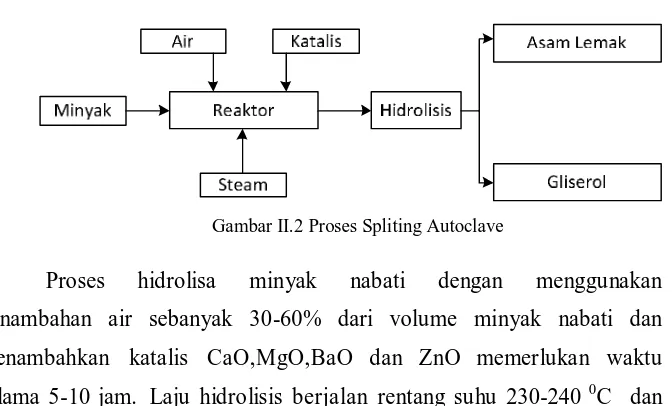
C. Proses Batch Autoclave
Gambar II.2 Proses Spliting Autoclave
optimum menggunakan steam dengan suhu 150-1750C . kelamahan dari proses ini adalah untuk berekasi sempurna memerlukan jumlah dan beberapa
macam katalis selain itu juga reactor yang digunakan harus berbahan stailess/copper yang harganya mahal mengingat adanya penambahan katalis yang menyebabkan korosif. Proses ini gliserol yang dicapai hanya maksimal sampai 95-98 %.
D. Proses Kontinue
Gambar II.2 Proses Spliting Kontinue
Proses kontinu counter current dilakukan dengan menggunakan suhu
dan tekanan yang tinggi. Hidrolisis lemak peran suhu dan tekanan dipergunakan untuk mempercepat waktu reaksi. Aliran counter current penuh dari minyak dan air guna menghasilkan suatu derajat pemanasan yang maksimal, tanpa memerlukan katalis.Menara pemanasan merupakan alat utama. Kebanyakan dari menara pemisah mempunyai konfigurasi sama dan dioperasikan dengan cara sama, tergantung dari kapasitas, menara bisa
berkapasitas pada diameter 508 – 1220 mm dengan tinggi 18 – 25 m, yang terbuat dari bahan tahan korosi seperti baja steanless 316
Suatu rancangan pemisahan lurgi counter current single stage, lemak terdegradasi pada sebuah cincin sparge bagian tengah sekitar 1 m dari dasar
dengan sebuah pompa bertekanan tinggi. Air terdapat pada bagian atas dengan perbandingan 0 – 50 % dari berat lemak. temperatur pemisah yang
tinggi (250 – 260 C) cukup menjamin penghancuran fase air pada lemak.
cairan lebih berat mengalir turun sebagai fase terdispersi dalam bentuk campuran. Lemak dan asam. Gliserol awal yang diperoleh antara 10-25%
sehingga apabila diproses selanjutnya derajat pemisahan dapat dicapai hingga 99 %.
Pada proses pemecahan lemak dan minyak selanjutnya menggunakan tekanan tinggi, lebih efisiendibandingkan proses lain dengan
waktu reaksi 2–3 jam. Penghilangan zat asam yang mengandung lemak punterjadi. Sebagai hasil dari pertukaran panas yang efisien proses ini diusahakan memakai panas yang tinggi. Pada perancangan pabrik gliserin, biasanya menggunakan proses kontinu ini sebagai metode hidrolisis,dan kami pun telah menetapkan proses ini merupakan proses yang dipakai,
pemilihan proses ini berdasarkan pertimbangan: 1. konversi produk lebih tinggi
2. waktu reaksi lebih singkat 3. biaya operasi lebih murah
3. Proses Transifikasi
Gambar II.2 Proses Transifikasi
Alkoholis minyak dan lemak dengan alkohol mono hidroksi alifatik seperti methanol dapat dikatalisa dengan asam atau alkali akan
Gliserol yang dihasilkan dari hidrolisa lemak atau minyak pada unit fat Splitting ini mengandung air manis (sweet water) dengan kadar 10- 12%. Kandungan air biasanya diuapkan untuk mendapatkan gliserol murni kadar maksimum yang diperoleh adalah 85-90%. Selain itu juga perlu adanya biaya tambahan untuk methanol yang harganya lebih mahal. Tidak
II.2. Pemilihan Proses
Berikut ini adalah macam proses pembuatan gliserol dengan proses
hidrolisi (Fat Splitting ) ;
Tabel 2.1 Seleksi Proses Hidrolisis
Jenis Proses
Splitting Twichell Enzimat is Autoclave
Hidrolisa Kontinyu
Jenis Proses
Ditinjau dari beberapa hal, maka diplih proses pembuatan gliserol dengan bahan baku CPO kelapa yang tepat adalah proses Hidrolisa Kontinyu”.
II.3. Diskripsi Proses
Pada proses pembuatan Gliserol dari CPO dilakukan dalam tiga tahap proses yaitu :
II.2.1 Proses Continuous Fat Spliting
Reaksi antara CPO dengan air berlangsung dalam reaktor yang
disebut sebagai fat splitting coloumn (kolom hidrolisa) yang beroperasi pada
suhu 250-2600C, tekanan 54 bar dan waktu reaksi 2 jam. Dengan rasio air sebanyak 70% dari berat CPO. Reaksi yang terjadi adalah reaksi endotermis,
sehingga diperlukan panas. Kondisi tersebut dapat dicapai dengan mengalirkan
steam secara kontak dengan temperatur 275 0C dengan tekanan 54 bar. Reaksinya:
Produk yang terbentuk terpisah berdasarkan perbedaan berat jenis, gliserol akan keluar melalui bagian bawah kolom Splitting berupa Sweet Water (Gliserol dengan kadar 12%) bersama dengan air sedangkan asam lemak yang memiliki berat lebih ringan akan keluar melalui bagian atas fat splitting coloumn (kolom hidrolisa). Produk gliserol yang terbentuk ditampung pada flash tank gliserol. Asam lemak ditampung pada flash tank asam lemak. Flash tank
berfungsi untuk mengurangi kadar air yang mempunyai effisiensi 80% dari asam lemak pada produk dan mengurangi tekanan serta tempat penampungan sementara produk. Asam lemak dari flash tank dialirkan ketangki produk asam lemak sebagai produk samping.
Produk flash tank gliserol Dialirkan pada tangki Netraliser dengan menambahkan soda kaustik (NaOH) sebanyak 0.5 % dari jumlah yang masuk. Pemberian NaOH dimaksudkan agar memperoleh kemurnian gliserol yang tinggi
Pada proses ini tidak ada gliserol yang dikembalikan (recovery) ke reaktor. Untuk produksi dalam jumlah besar dapat dilakukan dengan menggunakan proses pemanasan. Sebab produk (sabun dan gliserol) yang dihasilkan memilki kualitas tinggi, zat pewarna dan pengotor lainnya dan dibersihkan pada saat
direkoveri (Miner & Dalton 1953).
Reaksi saponifikasi dapat ditulis sebagai berikut : Reaksi 1 :
RCOOH + NaOH 3RCOONa + H2O Asam Lemak Soda Kaustik Sabun air Reaksi 2:
C3H5(OOCR)3 + NaOH 3 RCOONa + C3H8O3 Trigelirisida Soda Kaustik Sabun Gliserol
Proses ini djalankan dengan memberikan pemanas dengan steam pada tangki netraliser agar reaksi berjalan dengan sempurna sampai terbentuk sabun. Tahap selanjutnya dialirkan ke sentrifuge untuk memisahkan gliserol dengan busa. Alat ini lebih mudah dan efisien untuk memisahkan larutan gliserol dengan kosentrasi antara 60-70% gliserol. kemudian tahap selanjutnya adalah pemurnian
gliserol
II.2.3 Proses Pemurnian Gliserol
Pada evaporator, air (titik didih 100 0C) dan produk, gliserol (titik didih 760 mmHg = 290 0C) dipisahkan berdasarkan perbedaan titik didih. Kondisi operasi evaporator pertama temperatur 120 0C dan tekanan 1,5 atm untuk memekatkan produk utama gliserol dengan cara memisahkan air dalam produk gliserol sedangkan pada evaporator kedua temperatur 100 0C dan tekanan 1 atm. Produk utama gliserol keluar dari evaporator kedua dengan konsentrasi 99 %
BAB III
NERACA MASSA
Kapasitas : 13500 ton / tahun
:1847.91 kg / jam
Kebutuhan bahan baku : 17689.12 kg / jam
Proses : Kontinyu
1. NERACA MASSA REAKTOR FAT SPLITTING (F-110)
Komponen
Aliran Kg/jm
Masuk Keluar
[1] [2] [3] [4]
Trigliserida
Tri Miristat 420.1166 - - 4.201
Tri Palmitat 8368.723 - - 83.687
Tri Stearat 789.8192 - - 7.898
Tri Oleat 5881.632 - - 58.816
Tri Linoleat 1344.374 - - 13.444
Asam lemak
As. Miristat 22.1114 - 394.033 22.1114
As. Palmitat 440.4591 - 7894.574 440.4591
As. Stearat 41.56943 - 748.725 41.56943
As. Oleat 309.5596 - 5572.604 309.5596
As. Linoleat - - 1273.345 70.75648
Gliserol - - - 1821.964
Steam - 1512.302 442.888
Total 17689.12 1512.302 16326.169 2874.466
2. NERACA MASSA FLASH TANK ASAM LEMAK (F-310)
Total 16326.169 442.888 15883.281
16326.169 16326.169
3. NERACA MASSA FLASH TANK GLISEROL (F-320)
Komponen
Tri Palmitat 83.687 83.687
Tri Stearat 7.898 7.898
Tri Oleat 58.816 58.816
Tri Linoleat 13.444 13.444
Asam lemak
As. Miristat 22.111 22.111
As. Palmitat 440.459 440.459
As. Stearat 41.569 41.569
As. Oleat 309.560 309.560
As. Linoleat 70.756 70.756
Gliserol 1821.964 1821.964
4. NERACA MASSA TANGKI PELARUT NaOH (M-330)
Total 421.058 2631.615 3052.674
3052.674 3052.674
5. NERACA MASSA TANGKI NETRALISER GLISEROL (M-340)
Komponen
Total 2874.466 8842.227 11716.694
6. NERACA MASSA DEKANTER (H-350)
Total 9876.327 1395.600 8480.727
9876.327 9876.327
7. NERACA MASSA EVAPORATOR I (V-410)
Komponen
Total 10321.094 8226.305 2094.789
10321.094 10321.094
8. NERACA MASSA EVAPORATOR II (V-420)
Komponen
Total 2094.789 246.7892 1848.000
BAB IV
1. NERACA PANAS TANGKI PENYIMPAN BAHAN BAKU (F-110)
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi CPO masuk pada Entalpi CPO masuk pada
suhu 30 oC suhu 100 oC
Trigliserida Trigliserida
Tripalmitin 2845.1318 Tripalmitin 13500.6272
Trimiristin 44948.8874 Trimiristin 212186.7845
Tristearin 4837.3343 Tristearin 23048.2742
Triolein 32531.9559 Triolein 154369.5831
Trilinolein 7916.0308 Trilinolein 37644.2432
Asam lemak Asam lemak
Asam Palmitat 44.0492 Asam Palmitat 131.1450
Asam Miristat 3297.6037 Asam Miristat 3363.5136
Asam Stearat 500.9908 Asam Stearat 2222.2598
Asam Olein 2770.1018 Asam Olein 10312.8025
Asam Linoliet 850.0139 Asam Linoliet 3886.5580
100542.0996 460665.7910
Q suplay 445648.5225 H Peleburan 58215.3
Qloss 27309.5311
2. NERACA PANAS REAKTOR FAT SPLITTING (R-220)
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi CPO masuk
Trimiristin 1478398.5735 Asam Palmitat 3775.1028
Tristearin 160134.4726 Asam Miristat 96821.1777
Triolein 1073862.9671 Asam Stearat 63969.3593
Trilinolein 261697.8943 Asam Olein 296861.4954
Asam lemak Asam Linoliet 111877.3884
Asam Palmitat 1120.6683 H2O 25.507103
Asam Miristat 72690.3535
Asam Stearat 15856.3101 Bagian Bawah
Asam Olein 76678.8006 Gliserol 526322.6811
Asam Linoliet 27162.6078 Tripalmitin 3886.2534
H20 52728.9249 Trimiristin 61079.5041
3314247.8951 Tristearin 6634.6128
Triolein 44436.4035
Q suplay 7726716.367 Qloss 552488.367
∆ Hr 131748.7058
3. NERACA PANAS COOLER ASAM LEMAK (F-310)
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi Asam Lemak masuk
pada Suhu 250oC
Entalpi CPO keluar pada suhu 100 oC
Asam Lemak 10327651.3691 Asam Lemak 6970651.5753
Air 3690.7367 Air 3690.7367
6974342.3120
Q Serap 3356999.7938
4. NERACA PANAS COOLER GLISEROL (F-320)
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi Gliserol masuk
pada suhu 250 oC
Entalpi Gliserol masuk
pada suhu 100 oC
Trigliserida Trigliserida
Tripalmitin 5829.3801 Tripalmitin 1878.3264
Trimiristin 91619.2561 Trimiristin 29567.9715
Tristearin 9951.9192 Tristearin 3202.6895
Triolein 66654.6053 Triolein 21477.2593
Trilinolein 16254.2524 Trilinolein 5233.9579
Asam lemak Asam lemak
Asam Palmitat 5662.6542 Asam Palmitat 2241.3366
Asam Miristat 145231.7665 Asam Miristat 145380.7070
Asam Stearat 95954.0389 Asam Stearat 31712.6202
Asam Olein 445292.2431 Asam Olein 153357.6012
Asam Linoliet 167816.0826 Asam Linoliet 54325.2156
Gliserol 789484.0216 Gliserol 251413.0206
1839750.2201 699790.7059
Q Serap 1139959.5142
5. NERACA PANAS TANGKI PELARUT NaOH (M-330)
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi NaOH masuk pada
suhu 30 oC
Entalpi Gliserol masuk
pada 30 oC
NaOH 1745.0399 NaOH 27418.3663
Air 9787.2697 Air 97872.6965
Q Suply 120353.0197 Q Loss 6594.2665
6. NERACA PANAS NETRALISER ( M-340 )
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi Gliserol masuk pada suhu 100 oC
Entalpi Gliserol masuk pada sush
80 oC
Trigliserida Trigliserida
Tripalmitin 1043.6109 Tripalmitin -
Trimiristin 16428.1652 Trimiristin -
Tristearin 1779.4359 Tristearin -
Triolein 11932.9107 Triolein -
Trilinolein 2908.0224 Trilinolein -
Asam lemak Asam lemak
Asam Palmitat 1245.3018 Asam Palmitat -
Asam Miristat 80774.5053 Asam Miristat -
Asam Stearat 17619.7465 Asam Stearat -
Asam Olein 85206.5218 Asam Olein -
Asam Linoliet 30183.4577 Asam Linoliet -
Gliserol 139686.7768 Gliserol 29632.6434
NaOH 31419.7743 H2O 696.2824
H2O 1121.5614 Sabun 269701.9758
421349.7909 300030.9016
Q Loss 121318.8893
7. NERACA PANAS EVAPORATOR (V-410)
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi Gliserol masuk pada suhu 150 oC
Entalpi Gliserol Keluar
pada suhu 120 oC
Gliserol 111122.4126 Gliserol 1227577.7210
Air 2611.0592 Air 13.9256
Q supply 1179919.4607 Air Proses Keluar 1378.639249
Q loss 64682.6466
Total 1293652.9325 Total 1293652.9325
8. NERACA PANAS EVAPORATOR II (V-420)
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi Gliserol masuk pada suhu 120oC
Entalpi Gliserol Keluar
pada suhu 60oC
Gliserol 244729.7047 Gliserol 42635.0419
Air 7392.3670 Air 1774.1681
9. NERACA PANAS COOLER ASAM LEMAK (E-312)
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi Gliserol masuk
pada suhu 60 oC
Entalpi Gliserol masuk
pada suhu 30 oC
Asam Lemak Asam Lemak
Asam Palmitat 9297.0666 Asam Palmitat 187.53730
Asam Miristat 676317.5626 Asam Miristat 14120.64741
Asam Stearat 107156.8529 Asam Stearat 2155.81416
Asam Olein 595026.2015 Asam Olein 11913.59114
Asam Linoliet 182010.816 Asam Linoliet 3654.59154
Q Terserap 1537776.3180
10.NERACA PANAS COOLER GLISEROL (E-424)
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi Gliserol masuk
pada suhu 60 oC
Entalpi Gliserol masuk
pada suhu 30 oC
Gliserol 81489.7692 Gliserol 37410.7054
Q serap 44079.0639
11. NERACA PANAS COOLER GLISEROL (E-424)
Panas Masuk Panas Keluar
Komponen Kkal/jam Komponen Kkal/jam
Entalpi Sabun masuk
pada suhu 80oC
Entalpi Sabun Keluar pada suhu 30 oC
Sabun 9641481.678
7
Sabun
24673.78197
Q Terserap
9616807.896 7
Total
9641481.678
7 Total
BAB V
SPESIFIKASI PERALATAN
1. TANGKI PENYIMPAN BAHAN BAKU CPO (F-111)
Fungsi : Untuk Penyimpanan Bahan Baku CPO selama 7 Hari Type : Silinder tegak , tutup atas standar
Diameter Shell :
Tinggi total tangki : 1770.78 ft
Tinggi shell : 876.15 ft Diameter, inside : 549.44 ft
Tebal Shell : 2 5in
Dimensi Tutup :
Tinggi tutup Atas : 74.55 ft
Tebal tutup atas :3 5 in
Tebal tutup bawah : 3 5 in
Bahan Konstruksi : Stainless Steel SA-240 Jumlah Vessel : 1 buah
2. POMPA CPO ( E-113 )
Fungsi : Mengalirkan CPO dari tangki penampung ke reactor fatsplitting
Type : Reciprocating Pump
Dasar Pemilihan : Sesuai untuk viskositas CPO
Bahan : Stainless Steel
Perpipaan : 3 1 2in sch 40
Rate Volumetrik : 89.4641 gpm Total Dyamic Head : 57.2339 ft lbf / lbm Effisiensi Motor : 82%
Jumlah : 1 buah
3. HEATER CPO ( E-113 )
Fungsi : Memanaskan CPO dari suhu 300C sampai suhu 100 0C Tyepe : Double pipe Heat Exchanger
Shell side
ID : 19 ¼ in
Phasses : 2
∆P : 1,0827 psi
Tube Side
OD : ¾ in
Panjang : 29 ft
Jumlah : 74 buah
∆P : 1,3346 psi
Bahan Konstruksi : Carbon steel Jumlah Alat : 1 buah
4. Reaktor Fatspliting (R-210)
Fungsi : Untuk mereksikan cpo dengan steam
Type : Silinder tegak , tutup atas standar dan tutup bawah konis
Diameter Shell :
Tinggi total tangki : 205.4 ft
Tinggi shell : 243.554 ft
Diameter, inside : 102.73 ft
Tebal Shell : :5 5 6 in
Dimensi Tutup :
Tinggi tutup Atas : 24.72 ft
Tebal tutup atas : 5 5 6 in
Tebal tutup bawah :5 5 6 in
Bahan Konstruksi : Stainless Steel SA-240
Jumlah Vessel : 1 buah
5. Cooler Asam Lemak (E-211)
Fungsi : Menurunkan suhu Asam lemak yang keluar dari reaktor Fatsplitting
Tyepe : shell and tube Heat Exchanger (Fixed Tube)
Shell side
Bahan Konstruksi : Carbon steel Jumlah Alat : 1 buah
6. FLASH TANK ASAM LEMAK (F-310)
Fungsi : Mengurangi tekanan dan memisahkan uap air pada produk asam lemak yang keluar dari reactor fatspliting
Dasar Pemilihan : Efisien untuk menurunkan temperature dan tekanan dengan cepat
Bahan Konstruksi : Carbon steel SA-grade C (Brownell:253) Volume : 349.95 cuft
Diameter : 18 ft (216 in) Teabal shell : 0.375 in (3/8 in)
Tebal tutup atas : 0.375 in (3/8 in) Jumlah : 1 buah
7. COOLER GLISEROL I (E-212)
Fungsi : Mendinginkan campuran gliserol yang keluar dari reactor Fatsplitting
Tyepe : shell and tube Exchanger (Fixed Tube) Shell side
ID : 36 1 5 in
Phasses : 5
∆P : 5.62425 psi
Tube Side
OD : 3 4 in
Panjang : 10 ft Jumlah : 137 buah
∆P : 0.32458 psi
Bahan Konstruksi : Carbon steel Jumlah Alat : 1 buah
8. FLASH TANK GLISEROL
Fungsi : Mengurangi tekanan pada campuran gliserol yang keluar dari reactor fatspliting
Dasar Pemilihan : Efisien untuk menurunkan temperature dan tekanan dengan cepat
Bahan Konstruksi : Carbon steel SA-grade C
Diameter : 8.23 ft (98.7 in) Tebal shell : 0.44 in (1/2 in)
Tebal tutup atas : 0.494 in (1/2 in) Tebal tutup bawah : 0.494 in (1/2 in) Jumlah : 1 buah
9. TANGKI PELARUT NaOH (M-330)
Fungsi : Melarutkan NaOH dengan air untuk proses Netralisasi untuk 7 hari
10.TANGKI NETRALISASI (M-340)
Fungsi : Tempat proses netralisasi kandungan asam lemak berlebih dengan penambahan NaOH
Tyepe : Silinder tegak , tutup atas standar dan tutup bawah dilengkapi dengan pengaduk dan jaket
Diameter Shell :
Diameter, inside : 10.5 ft
Tebal Shell : 1 5in
Tinggi shell : 27.76 ft
Dimensi Tutup :
Tinggi tutup bawah : 4.505 ft
Tinggi tutup bawah : 4.505 ft
Tebal tutup atas :1 5 in
Tebal tutup bawah : 1 5 in
Sistem Pengaduk :
Dipakai impeller jenis Turbin dengan 3 buah flat blade dengan 1 buah impeller
Diameter Impeler : 7.40 ft
Panjang blade : 3.3519 ft
Lebar Blade : 1.481 ft
Power motor : 3 hp
Sistem Pengaduk :
Diameter Jaket : 54.2 ft
Tinggi jaket : 68.7 ft
11.DEKANTER (H-350)
Fungsi : Untuk memisahkan gliserol yang bercampur dengan soap stock
Type : Tangki Silinder Horisontal dan sisi-sisinya
berbentuk elips Bahan Konstruksi : Stainlees Steel SA-304
Jumlah : 1 Buah
Dimensi Shell :
Diameter shell : 18.7 ft Tinggi tangki total : 24.5371 ft Tinggi cairan : 18.4028 ft
Panjang Tangki : 67.296 ft
Tebal Shell : 3 5 in
12.POMPA PRODUK GLISEROL (L-351)
Fungsi : Mengalirkan campuran gliserol ke evaporator
Type : Reciprocating pump
Bahan : Stainless Steel
Perpipaan : 2 in sch 40
Rate Volumetrik : 39.9035 gpm Total Dyamic Head : 54.3438 ft lbf / lbm Effisiensi Motor : 82%
Power : 2 Hp
13.POMPA PRODUK SABUN (L-352)
Fungsi : Mengalirkan produk samping sabun ke tangki penampung sabun
Type : Reciprocating pump
Bahan : Stainless Steel
Perpipaan : 2 1 2in sch 40
Rate Volumetrik : 46.4715 gpm Total Dyamic Head : 35.6413 ft lbf / lbm Effisiensi Motor : 82%
Power : 2 Hp
Jumlah : 1 buah
14.TANGKI PENYIMPAN PRODUK SABUN (L-352)
Fungsi : Menyimpan produk samping sabun untuk 7 hari
Type : Silinder tegak , tutup atas standar Jenis Bahan : Carbon Steel SA-283 grade C
Jumlah : 1 buah
Diameter Shell :
Diameter, inside : 144 3 8 ft
Tebal Shell : 1 5in
Tinggi shell : 24.5 ft
Dimensi Tutup :
Tinggi tutup atas : 48.462 ft
15. EVAPORATOR I (V-410)
Fungsi : Menghilangkan komponen air pada gliserol
Type : Silinder tegak dan tutup atas dengan bentuk bagian bawah kerucut (Long tube evaporator Calandria)
Diameter Shell :
Diameter shell , inside : 39.37 ft Diameter shell , outside : 39.49 ft Tinggi total tangki : 132.30 ft
Tebal Shell : 3 4in
Dimensi Tutup :
Tebal tutup atas (dished) : 1 7 ft
Tebal tutup bawah (dished ) : 1 7 ft
Tinggi tutup bawah : 75.312 ft
Bahan Konstruksi : Stainless Steel SA-283
Jumlah Vessel : 1 buah
16. POMPA EVAPORATOR I (L-411)
Fungsi : Mengalirkan campuaran gliserol ke evaporator II
Type : Reciprocating pump
Bahan : Stainless Steel
Perpipaan : 2 1 2in sch 40
Rate Volumetrik : 31.256gpm
Total Dyamic Head : 50.711 ft lbf / lbm Effisiensi Motor : 82%
Power : 2 Hp
17. EVAPORATOR II (V-410)
Fungsi : Menghilangkan komponen air pada gliserol
Type : Silinder tegak dan tutup atas dengan bentuk bagian bawah kerucut (Long tube evaporator Calandria)
Diameter Shell :
Diameter shell , inside : 30.37 ft Diameter shell , outside : 30.49 ft Tinggi total tangki : 130.822 ft
Tebal Shell : 3 4in
Dimensi Tutup :
Tebal tutup atas (dished) : 1 7 in
Tebal tutup bawah (dished ) : 1 7 in
Tinggi tutup bawah : 72.11 in
Bahan Konstruksi : Stainless Steel SA-283
Jumlah Vessel : 1 buah
18. POMPA EVAPORATOR II (L-412)
Fungsi : Mengalirkan campuaran gliserol ke tangki penampung gliserol
Type : Reciprocating
Bahan : Stainless Steel
Perpipaan : 2 in sch 40
Rate Volumetrik : 28.256 gpm
Total Dyamic Head : 50.711 ft lbf / lbm Effisiensi Motor : 80 %
Power : 2 Hp
19.BAROMETRIK KONDENSOR ( E-422 )
Fungsi : Mengkondensasi uap dan menjaga tekanan
evaporator
Type : Multi Jet
Bahan : Stainless Steel
Rate Volumetrik : 1546,43313 cuft/menit Diameter Pipa : 12 in
Panjang Total Pipa : 34 ft
Tekanan : 1,765164 psia
Jumlah : 1 buah
20.STEAM JET EJECTOR ( G-423 )
Fungsi : Memvakumkan Evaporator
Type : Single stage steam jet ejector
Dasar Pemilihan : Sesuai untuk penjagaan vacum
Bahan : Stainless Steel
Inlet : 1.22 in
Outlet : 0.9185 in
Panjang : 11.022 in
Kapasitas : 257.09 kg/jam
Jumlah : 1 buah
21.HOT WELL
Fungsi : Menampung kondensat selama 1 jam
Kapasitas : 2 m3
Bentuk : Persegi Panjang
Ukuran : Panjang = 1,6 m
Bahan Konstruksi : Beton
Jumlah : 1 buah
22. TANGKI PENYIMPAN PRODUK GLISEROL (F-325)
Fungsi : Untuk menyimpan produk gliserida dalam tangki
penampung untuk 7 hari
Type : Silinder tegak , tutup atas dan tutup bawah dished
Dimensi Shell :
Diameter shell , inside : 311.37 ft Diameter shell , otside : 322.96 ft Tinggi tangki total : 629.20 ft Tinggi Shell : 622.7 ft
Tebal Shell : 1 3 in
Dimensi Tutup :
Tebal tutup atas (dished) : 1 3in
Tinggi tutup atas : 48.46 ft
Bahan Konstruksi : Stainless Steell SA-240
BAB V1
SPESIFIKASI ALAT UTAMA
REAKTOR FATSPLITTING
VI.A. Keterangan Alat fix
Nama Alat : Reaktor FAT SPLTTING ( R - 210 )
Fungsi : Sebagai tempat bereaksinya trigliserida dan steam untuk membentuk gliserida dan asam
lemak
Type :
Monobloc Vessel for high pressure dengan tutup atas dan bawah
berbentuk standart dishead dan dilengkapi jacket.
Jenis : Continous Bahan : Stainless Steel Jumlah Alat : 1 buah
VI. B. Prinsip Kerja
asam lemak dan uap air akan menguap terlebih dahulu kemudian bagian bawah tersisa
produk gliserida dan sedikit campuran asam lemak dan trigliserida yang tidak ikut bereaksi
kemudian akan dimurniakan lagi dengan proses netralisasi asam lemak dan trigliserida dalam tangki
VI. D. Tahap - tahap Perencanaan 1. Perencanaan dimensi reaktor
Perhitungan Densitas bahan masuk ke reaktor :
Komponen Berat (Kg/jam) Fraksi(Xi) (gr/cc) Xi/r
Trigliserida
- Tripalmitin 420.1166 0.0219 0.8850 0.02472
- Trimiristin 8368.7226 0.4358 0.8620 0.50561
- Tristearin 789.8192 0.0411 0.9500 0.04330
- Triliolein 5881.6323 0.3063 0.9250 0.33115
- Triolein 1344.3731 0.0700 0.8530 0.08208
FFA 0.0000
- As. Palmitat 22.1114 0.0012 0.853 0.00135
- As. Miristat 440.4591 0.0229 0.8622 0.02661
- As. Stearat 41.5694 0.0022 0.8470 0.00256
- As. Linoleat 309.5596 0.0161 0.9000 0.01791
- As. Oleat 70.7565 0.0037 0.8950 0.00412
H2O 1512.3019 0.0788 1.0000 0.07876
Total 19201.4216 1 1.11816
1 = ∑ xi = 1.11816
Perhitungan Viskositas cam puran (m) bahan masuk reakt or:
m = 1 + 0.5 s
L ( 1 - s )4
(Perry 5th ed hal 3-247 pers 3-126) s = Vs = ( m / ) padat an
Perhitungan Densitas bahan keluar ke reaktor :
Komponen Berat (Kg/jam) Fraksi (Xi) (gr/cc) Xi/
Trigliserida
- Tripalmitin 4.2012 0.0002 0.8850 0.00025
- Trimiristin 83.6872 0.0044 0.8620 0.00506
- Tristearin 7.8982 0.0004 0.9500 0.00043
- Triliolein 58.8163 0.0031 0.9250 0.00331
- Triolein 13.4437 0.0007 0.8530 0.00082
FFA 0.0000
- As. Palmitat 416.1442 0.0217 0.8622 0.02514
- As. Miristat 8335.0327 0.4341 0.8470 0.51252
- As. Stearat 790.2949 0.0412 0.9000 0.04573
- As. Linoleat 5882.1638 0.3064 0.8950 0.34229
- As. Oleat 1344.1012 0.0700 0.8950 0.07822
Gliserin 1821.9637 0.0949 1.2000 0.07908
H2O 442.8884 0.0231 1.0000 0.02307
Total 19200.6355 1.000 1.11591
Perhitungan Viskositas cam puran (m) bahan keluar reakt or :
L = Viscositas Pelarut
Dengan waktu tinggal 2 jam dimana volume bahan mengisi Volume
tangki. Digunakan 1 buah reaktor, sehingga volume larutan : 80%
756.624302 cuft/jam x 2 jam = 1513.249 cuft
1
Sehingga volume tangki = 1513.2486 = 1891.561 cuft
80%
Menentukan ukuran tangki dan ketebalannya :
Perhitungan Diameter Tangki :
Carbon steel type SA - 283 grade C, dari brownell & young di peroleh :
f = 12650 psi
E = 0.8
Tutup atas berbentuk dished, dari Brownell & Young Tab. 5.7 P - 91 :
= 21.2815641 + 2.4063 + 2.4063
Menentukan tebal minimum shell :
Untuk Perhitungan reaktor bertekanan tinggi maka perhitungan tebal shell menggunakan monobloc vessel. (Brownell, Chapter 14)
Bahan Konstruksi :
Bahan yang digunakan Low Alloy steel, SA-353
f = 12650 psi
Menentukan Diameter luar ( do )
M aximum- shear - st ress Theor y Dari Brow nel figure 14.6 hal 277 unt uk :
. p / f =
Dari per s. 13.10, Brow nel & Young, diperoleh
= 6.6145 psi
Pop = 735.0000 + 6.6145 = 741.61 psi Unt uk fakt or keamanan = 10%
P design = 1.1 x 741.6145 = 815.7759 psi
t h = 815.7759 x 90 x 1.8
2 12650 x 0.8 - 0.2 x 815.7759
+ 0.125
= 6.707494 in 0.558958
Untuk tebal tutup bawah disamakan dengan tebal shell = 7.2189 in
Dari Brow nell & Young Table 5 - 7 hal 89 diperoleh : Rc = 228 in
rc = 13.75 in
AB = (ID/ 2 ) - rc = 127.6894 - 13.75 = 50.09469 in 2
BC = Rc - rc = 228 - 13.75 = 214.25 in
Perhitungan tinggi :
Tinggi head (h) = Rc - (BC2 - AB2)0,5
h = 228 - [ ( 214.25 )2-( 50.09469 ) 2 ] 0,5 = 228 - 208.31127
Spesifikasi :
Nama Alat : Reaktor FAT SPLTTING ( R - 210 )
Fungsi :
Sebagai tempat bereaksinya trigliserida dan steam untuk membentuk
gliserida dan asam lemak
Type : Monobloc Vessel for high pressure dengan tutup atas dan bawah
berbentuk standart dishead dan dilengkapi jacket.
Bahan Stainless steel
Jumlah alat : 1 Buah
Dimensi Tangki :
Volume : 1891.56 cuft
Diameter : 10.64 ft 127.689385 in
Tinggi shel : 21.28 ft 255.378769 in
tinggi total : 26.09 ft 313.130712 in
Tebal shell : 7.22 in
Tinggi tutup atas : 1.6407 ft 19.69 in
Tinggi tutup
bawah : 1.6407 ft 19.69 in
Tebal tutup atas : 7.2189 in
Tebal tutup
BAB VII
INSTRUMENTASI DAN KESELAMATAN KERJA
VII.1. Instrumentasi
Dalam proses industri kimia, instrumentasi mempunyai peranan yang sangat penting dalam pengendalian suatu rangkaian proses. Instrumentasi disisni
berfungsi sebagai alat ukur yang terdiri dari indikator (penunjuk), pencatat dan alat kontrol (pengendali). Adapun kondisi operasi dari suatu peralatan yang diatur oleh instrumentasi adalah suhu, tekanan, rate aliran, tinggi cairan/ padatan dalam suatu tangki dan sebagainya.
Pengendalian peralatan suatu proses bisa dilakukan secara otomatis.
Pengendalian secara manual digunakan apabila pengendalian dari proses sepenuhnya ditangani oleh tenaga manusia. Pengendalian proses dilakukan secara otomatis apabila pengaturan peralatan proses cukup rumit atau memerlukan pengontrolan yang tepat dan tidak memungkinkan untuk dilakukan secara manual, biaya pengoperasian dari alat kontrol ini lebih murah dibanding dengan biaya
secara manual. Disamping itu pengendalian secara otomatis mempunyai beberapa keuntungan, antara lain :
1. mengurangi kebutuhan tenaga kerja.
2. keselamatan kerja dipabrik dapat lebih terjamin. 3. produk yang dihasilkan lebih dapat diharapkan. 4. ketelitian pengaturan proses cukup tinggi.
Oleh karena itu dalam perencanaan pendirian pabrik ini, pengoperasian peralatan proses labih cenderung menggunakan alat kontrol otomatis. Namun demikian tenaga kerja masih sangat diperlukan dalam pengawasan proses.
A. Pemilihan Instrumentasi
kontrol yang diinginkan. Pemakaian instrumentasi harus menguntungkan baik ditinjau dari segi proses maupun segi ekonomi.
Kriteria ini meliputi :
1. Mudah dalam pengawasan dan pengaturan 2. Mudah dalam perawatan dan perbaikan. 3. Mudah dalam mendapatkan suku cadang
4. Harga peralatan relatif murah dengan kualitas yang memadai.
B. Macam-macam Instrumentasi
1. Pengatur suhu
a. T.I. ( Temperatur Indikator) Fungsi : Penunjuk suhu
b. T.C. (Temperatur Controller)
Fungsi : Mengendalikan suhu agar dapat dipertahankan pada harga yang telah ditentukan.
2. Pengatur tekanan
a. P.I. ( Pressure Indikator)
Fungsi : Penunjuk tekanan b. P.C.( Pressure Controller)
Fungsi : Mengatur tekanan agar dapat dipertahankan pada harga yang diperlukan.
3. Pengatur aliran
a. F.C. ( Flow Controller )
Fungsi : mengendalikan rate aliran b. F.R.C. ( Flow Recorder & Controller )
Fungsi : mencatat dan mengatur rate aliran. 4. Pengatur tinggi liquida
a. L.I. ( Level Indikator )
Fungsi : pengatur tinggi bahan dalam peralatan agar bertahan pada ketinggian yang telah ditentukan.
Beberapa syarat penting yang harus diperhatikan dalam perancangan pabrik antara lain :
1. Tidak boleh terjadi konflik antar unit, di mana terdapat dua pengendali pada satu aliran.
2. Penggunaan supervisory computer control untuk mengkoordinasikan tiap unit pengendali.
3. Control valve yang digunakan sebagai elemen pengendali akhir memiliki opening position 70 %.
4. Dilakukan pemasangan check valve pada pompa dengan tujuan untuk
menghindari fluida kembali ke aliran sebelumnya. Check valve yang dipasangkan pada pipa tidak boleh lebih dari satu dalam one dependent line. Pemasangan check valve diletakkan setelah pompa.
5. Seluruh pompa yang digunakan dalam proses diletakkan di permukaan tanah dengan pertimbangan syarat safety dari kebocoran.
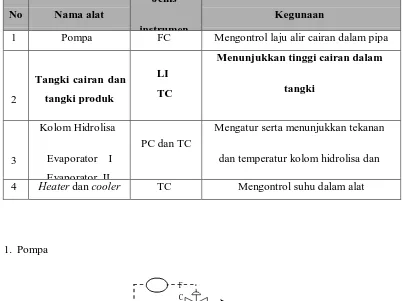
Berikut adalah Instrumentasi Pabrik Gliserol dari Coconut Palm
1 Pompa FC Mengontrol laju alir cairan dalam pipa
2
dan temperatur kolom hidrolisa dan
4 Heater dan cooler TC Mengontrol suhu dalam alat
1. Pompa
F C
Variabel yang dikontrol pada pompa adalah laju aliran (flow rate). Untuk mengetahui laju aliran pada pompa dipasang flow control
(FC). Jika laju aliran pompa lebih besar dari yang diinginkan maka secara otomatis katup pengendali (control valve) akan menutup atau memperkecil pembukaan katup.
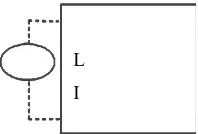
2. Tangki Penampung
L
I
Gambar VII.2 Instrumentasi Tangki Cairan
Instrumentasi pada tangki cairan mencakup level indicator (LI) yang berfungsi untuk menunjukkan tinggi cairan didalam tangki.
3. Kolom Hidrolisa
P C
T C
Reaktor sebagai alat tempat berlangsungnya reaksi antara bahan-bahan yang digunakan. Dalam pabrik ini, reaktor sebagai tempat mereaksikan antara minyak jagung dan air. Instrumentasi pada reaktor mencakup Pressure Controller (PC) yang berfungsi untuk mengontrol tekanan dalam reaktor
dan Temperature Indicator (TI) untuk menunjukkan temperatur dalam reaktor
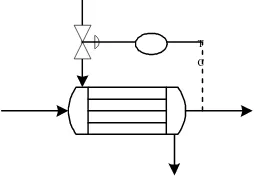
4. Heater dan Cooler
T C
Gambar 6.4 Instrumentasi Cooler dan Heater
Instrumentasi pada heater, dan cooler mencakup temperature
controller (TC) yang berfungsi untuk mengatur temperatur bahan keluaran
heater dan cooler dengan mengatur bukaan katup steam atau air pendingin
masuk.
VII.2. Keselamatan Kerja
A. Usaha Keselamatan
Pelaksanaan usaha keselamatan kerja bertujuan untuk menghindari terjadinya kecelakaan kerja, dengan cara mengambil langkah-langkah
pencegahan untuk menghindari kecelakaan kerja tersebut.
B. Sebab-sebab Kecelakaan Kerja 1) Lingkungan Fisik
Lingkungan fisik ini meliputi mesin, peralatan, bahan-bahan produksi dan lingkungan kerja ( suhu, penerangan dan lain-lain) Kecelakaan kerja dapat terjadi karena kesalahan perancangan, aus, rusak, kesalahan dalam pemeblian, peletakan, penyusunan peralatan, bahaya produksi, serta adanya lingkungan kerja yang tidak memenuhi syarat
(panas, bising, penerangan yang kurang dan lain-lain). 2) Manusia
Kecelakaan kerja yang disebabkan oleh manusia, antara lain disebabkan oleh :
a. Tidak cocoknya manusia terhadap mesin atau lingkungan kerja
b. Kurangnya ilmu pengetahuan dan ketrampilan pekerja. c. Ketidak mampuan fisik atau mental serta faktor bakat lainnya. d. Kurangnya motivasi dan kesadaran akan keselamatan kerja. 3) Sistem Manajemen
Merupakan unsur terpenting sebab sistem manajemen ini merupakan pengatur dari kedua unsur diatas. Kesalahan sistem manajemen dapat
menyebabkan kecelakaan kerja. Contohnya :
a. Manajemen yang tidak memperhatikan keselamatan kerja b. Prosedur kerja yang tidak diterapkan dengan baik
c. Kurangnya pengawasan terhadap kegiatan pemeliharaan dan modifikasi pabrik
d. Tidak adanya inspeksi peralatan
VII.3. Peningkatan Keselamatan Kerja
A. Lingkungan Fisik
Peningkatan usaha keselamatan kerja yang berkaitan dengan lingungan fisik meliputi :
a. Perencanaan mesin dan peralatan dengan memperhatikan keselamatan kerja.
b. Pengolahan alat yang benar
c. Menciptakan suasana kerja yang nyaman (suhu, dan penerangan yang cukup)
B. Manusia
Pemilihan, penempatan dan pembinaan karyawan agar setiao pegawai
dapat menempati posisi pekerjaan sesuai dengan kemampuannya dan menumbuhkan kesadaran akan keselamatan kerja.
C. Sistem Manajemen
Sistem manajemen yang benar maliputi :
a. Pokok-pokok kebijaksanaan direksi dalam bidang keselamatan kerja,
dengan pelaksanaan dan pengawasan.
b. Melaksanakan prosedur kerja yang tetap berpedoman pada keselamatan kerja karyawan.
c. Membuat usaha-usaha untuk mengawasi bahaya yang mungkin timbul ditempat kerja.
VII.4. Alat Pelindung Diri
Untuk mengurangi akibat kerja, maka setiap perusahaan harus menyediakan alat pelindung diri yang sesuai dengan jenis pekerjaan setiap karyawannya. Macam-macam alat pelindung diri antara lain :
1. Alat pelindung mata
2. Alat pelindung muka 3. Masker
5. Sepatu pengaman 6. Baju pelindung
Usaha-usaha yang dilakukan untuk menjaga keselamatan pekerja dipabrik adalah sebagai berikut :
1. Untuk peralatan pabrik seperti baja/tangki harus disediakan seleksi bahan konstruksi, juga penyediaan alat-alat kontrol tekanan dan
suhu, yang keseluruhannya berguna untuk menghindari terjadinya peledakan.
2. Perpipaan yang mengandung steam pemanasan maupun bahan panas diberi tanda peringatan dan dijauhkan dari jalan lalu lalang (manway)
3. Dalam ruang pelistrikan, agar diberi penerangan yang cukup agar operator dapat bekerja dengan baik. Kabel-kabel listrik yang berdekatan dengan peralatan yang beroperasi pada suhu tinggi agar diberi isolasi yang cukup.
4. Pada tiap gedung yang tinggi harus dipasang penangkal petir
5. Konstruksi dan bangunan pabrik harus diperhatikan kekuatannya terutama yangdigunakan untuk menyangga suatu alat proses.
6. Untuk peralatan yang bergerak sebaiknya dipasang pagar-pagar pengaman dan jarak yang ukup antar unit-unit untuk mempermudah pemeliharaan.
7. Untuk mencegah bahaya kebakaran, sebaiknya setiap ruangan
disediakan alat pemadam kebakaran. Tata ruang pada lokasi pabrik diatur sehingga bisa dilewati mobil pemadam kebakaran dan sebaiknya bangunannya dibuat terpisah, sehingga apabila terjadi kebakaran apinya dapat dilokalisir.
8. Harus dipasang alarm pada setiap peralatan pabrik yang berbahaya
9. Limbah pabrik yang direncanakan ini berupa air, dimana air ini dialirkan ke unit peengolahan air untuk dipergunakan lagi, atau kalau
tidak bisa akan dibuang ke sungai yang ada didekat lokasi pabrik (asal tidak mengandung bahan-bahan berbahaya)
10.Hal lain yang perlu diperhatikan yaitu perawatan periodik terhadap seluruh peralatan dan instalasi pabrik.
VII.5. Kesehatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan pabrik pada saat perancangan dan saat pabrik beroperasi.
Statistik menunjukkan bahwa angka kecelakan rata-rata dalam pabrik kimia relatif tidak begitu tinggi. Tetapi situasi beresiko memiliki bentuk khusus, misalnya reaksi kimia yang berlangsung tanpa terlihat dan hanya dapat diamati dan dikendalikan berdasarkan akibat yang akan ditimbulkannya. Kesalahan-kesalahan dalam hal ini dapat mengakibatkan kejadian yang fatal.
Sebagai pedoman pokok dalam usaha penanggulangan masalah kerja, Pemerintah Republik Indonesia telah mengeluarkan Undang-Undang Keselamatan Kerja pada tanggal No 1 tanggal 12 Januari 1970. Semakin tinggi tingkat keselamatan kerja dari suatu pabrik maka makin meningkat pula aktivitas kerja para karyawan. Hal ini disebabkan oleh keselamatan kerja yang sudah terjamin dan suasana kerja yang menyenangkan.
Untuk mencapai hal tersebut adalah menjadi tanggung jawab dan kewajiban para perancang untuk merencanakannya. Hal-hal yang perlu dipertimbangkan dalam perancangan pabrik untuk menjamin adanya keselamatan kerja adalah sebagai berikut:
- Adanya penerangan yang cukup dan sistem pertukaran udara yang baik.
- Jarak antar mesin dan peralatan lain cukup luas.
- Setiap ruang gerak harus aman dan tidak licin.
- Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran.
- Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya. - Penyediaan fasilitas pengungsian bila terjadi kebakaran.
Berikut ini usaha-usaha pencegahan terhadap bahaya-bahaya yang
mungkin terjadi dilakukan dengan cara :
1. Pencegahan terhadap kebakaran
• Memasang sistem alarm pada tempat yang strategis dan penting,
seperti power station, laboratorium dan ruang proses.
• Mobil pemadam kebakaran harus selalu dalam keadaan siap siaga di fire station.
• Fire hydrant ditempatkan di daerah storage, proses, dan perkantoran.
• Fire extinguisher disediakan pada bangunan pabrik untuk memadamkan api yang relatif kecil.
• Gas detector dipasang pada daerah proses, storage, dan daerah perpipaan dan dihubungkan dengan gas alarm di ruang kontrol
untuk mendeteksi kebocoran gas.
• Smoke detector ditempatkan pada setiap sub-stasiun listrik untuk mendeteksi kebakaran melalui asapnya.
2. Memakai peralatan perlindungan diri
Di dalam pabrik disediakan peralatan perlindungan diri, seperti :
• Pakaian kerja
Pakaian luar dibuat dari bahan-bahan seperti katun, wol, serat,
• Sepatu pengaman
Sepatu harus kuat dan harus dapat melindungi kaki dari bahan kimia dan panas. Sepatu pengaman bertutup baja dapat melindungi kaki dari bahaya terjepit.
Sepatu setengah tertutup atau bot dapat dipakai tergantung pada jenis
pekerjaan yang dilakukan.
• Topi pengaman
Topi yang lembut baik dari plastik maupun dari kulit memberikan perlindungan terhadap percikan-percikan bahan kimia, terutama apabila bekerja dengan pipa- pipa yang letaknya lebih tinggi dari kepala, maupun tangki-tangki serta peralatan lain yang dapat bocor.
• Sarung tangan
Dalam menangani beberapa bahan kimia yang bersifat korosif, maka para operator diwajibkan menggunakan sarung tangan untuk
menghindari hal-hal yang tidak diinginkan.
• Masker
Berguna untuk memberikan perlindungan terhadap debu-debu yang berbahaya ataupun uap bahan kimia agar tidak terhirup.
3. Pencegahan terhadap bahaya mekanis
• Sistem ruang gerak karyawan dibuat cukup luas dan tidak menghambat kegiatan kerja karyawan.
• Peralatan yang berbahaya seperti ketel uap bertekanan tinggi, reaktor bertekanan tinggi dan tangki gas bertekanan tinggi, harus diberi pagar
pengaman
4. Pencegahan terhadap bahaya listrik
• Setiap instalasi dan alat-alat listrik harus diamankan dengan
pemakaian sekering atau pemutus hubungan arus listrik secara otomatis lainnya.
mudah
• Kabel-kabel listrik yang letaknya berdekatan dengan alat-alat yang beroperasi pada suhu tinggi harus diisolasi secara khusus
• Setiap peralatan atau bangunan yang menjulang tinggi harus dilengkapi dengan penangkal petir yang dibumikan.
5. Menerapkan nilai-nilai disiplin bagi karyawan
• Setiap kecelakaan kerja atau kejadian yang merugikan segera dilaporkan ke atasan.
• Setiap karyawan harus saling mengingatkan akan perbuatan yang dapat menimbulkan bahaya.
• Setiap ketentuan dan peraturan harus dipatuhi.
6. Penyediaan poliklinik di lokasi pabrik
Poliklinik disediakan untuk tempat pengobatan akibat terjadinya
kecelakaan secara tiba-tiba, misalnya menghirup gas beracun, patah tulang, luka terbakar pingsan/syok dan lain sebagainya.
Apabila terjadi kecelakaan kerja, seperti terjadinya kebakaran pada pabrik, maka hal-hal yang harus dilakuka n adalah :
• Mematikan seluruh kegiatan pabrik, baik mesin maupun listrik.
• Mengaktifkan alat pemadam kebakaran, dalam hal ini alat pemadam
kebakaran yang digunakan disesuaikan dengan jenis kebakaran yang terjadi, yaitu :
- Instalasi pemadam dengan air
dipompakan dengan menggunakan pompa yang bekerja dengan instalasi listrik tersendiri, sehingga tidak terganggu apabila
listrik pada pabrik dimatikan ketika kebakaran terjadi.
- Instalasi pemadam dengan CO2
CO2 yang digunakan berbentuk cair dan mengalir dari beberapa tabung gas yang bertekanan yang disambung secara seri menuju nozel-nozel. Instalasi ini digunakan untuk kebakaran dalam ruang
tertutup, seperti pada tempat tangki penyimpanan dan juga pemadam pada instalasi listrik.
Keselamatan kerja yang tinggi dapat dicapai dengan penambahan nilai-nilai disiplin bagi para karyawan, yaitu :
1. Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan.
2. Setiap peraturan dan ketentuan yang ada harus dipatuhi.
3. Perlu keterampilan untuk mengatasi kecelakaan dengan menggunakan
peralatan yang ada.
4. Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada atasan.
5. Setiap karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya.
6. Setiap kontrol secara priodik terhadap alat instalasi pabrik oleh petugas
BAB VIII
UTILITAS
Pada pabrik Gliserol ini mempunyai unit pembantu, yaitu unit utilitas yang berfungsi
untuk menyediakan bahan maupun tenaga pembantu sehingga dapat membantu kelancaran
operasi pabrik.
Utilitas yang terdapat dalam pabrik Gliserol ini meliputi beberapa unit yaitu :
1. Unit Penyediaan Steam
Unit ini berfungsi sebagai penyedia kebutuhan steam pada proses alat - alat yang membutuhkan pemanasan.
2. Unit Penyediaan Air 3. Unit Penyediaan Listrik 4. Unit Penyediaan Bahan Bakar
VIII.1. Unit Penyediaan Steam
Unit penyedia steam berfungsi untuk menyediakan kebutuhan steam, yaitu digunakan sebagai media pemanas pada proses pabrik ini.
Direncanakan boiler menghasilkan steam jenuh pada tabel 217.93 Kpa suhu = 250 0C
Dari Steam table di dapatkan :
= 26.171 kkal/kg = 47.227 Btu/lb
Jumlah steam yang dibutuhkan dalam pabrik ini :
No Nama Alat Kode Alat Steam ( kg/jam ) Steam (lb/jam)
1 Heater CPO (E-112) 18196.3453 40104.74505
2 Reakto Hidrolisa (R-210) 124463.8204 274318.2602
3 Evaporator 1 (V-410) 38126.06579 84029.849
4 Evaporator 2 (V-420) 38126.06579 84029.849
Total kebutuhan steam = 482482.703
Total kebutuhan steam = 482482.703 lb/jam
Untuk faktor keamanan dari kebocoran-kebocoran yang terjadi, maka direncanakan steam yang dihasilkan 20% lebih besar dari kebutuhan steam total :
Menghitung kebutuhan bahan bakar :
mf = ms ( h - hf ) x 100% hal. 142( Severn, W.H.1977 )
eb . F
Keterangan :
mf = massa bahan bakar yang dipakai, lb / jam. ms = massa steam yang dihasilkan, lb / jam hv = enthalpy uap yang dihasilkan, Btu / lb. hf = enthalpy liquida masuk, Btu / lb.
eb = effisiensi boiler = 85 - 92% ditetapkan eb = 92% F = nilai kalor bahan bakar, Btu / lb
Boiler dipakai untuk menghasilkan steam jenuh bertekanan 217.93 kPa dan
pada suhu 250 oC
h = 47.2270 Btu / lb Steam table ( Smith&Vannes 5 ed.1974)
hf = 54.214 Btu / lb Steam table (Smith&Vannes 5 ed.1974) eb = 92% ( diambil effisiensi maksimum )
F = nilai kalor bahan bakar
Digunakan petroleum Fuels Oil 33" API (0,22% sulfur ) (Perry 7ed, T.27 - 6) dan Perry 7ed, fig 27-3, didapat : relative density,= 0.86 gr/cc
= 7.2 lb/gal
Heating value = 137273 Btu/gal ; F = 137273 / 7.2
= 19065.6944 Btu / lb
mf = ms ( h - hf ) x 100% hal. 142 (Severn, W.H.1974)
eb . F
= 578979.2439 x ( 54.21 - 47.23 ) x 100%
54.214 x 19065.69
= 3.9137 lb/jam