INTISARI
Sistem pengepakan atau pengemasan merupakan salah satu cara untuk melindungi
atau mengawetkan produk pangan maupun non-pangan. Pada beberapa industri di
indonesia sistem pengepakan masih menggunakan secara manual. Sistem ini
merealisasikan mikrokontroler Atmega 8535 untuk mengendalikan sistem otomasi
pensortiran, pengepakan dan
stamping produk dalam kemasan. Produk yang diproses
terdiri dari tiga warna yaitu merah, biru dan putih.
Sistem terdiri dari tiga bagian dengan menggunakan konveyor yaitu unit sortir, unit
pengepakan dan unit
stamping. Unit sortir menggunakan sensor warna TCS 3200 untuk
membedakan benda warna merah, biru dan putih. Unit pengepakan terdiri dari dua bagian
yaitu unit pengepakan A dan unit pengepakan B. Unit pengepakan A digunakan untuk
penataan benda warna merah dan unit pengepakan B digunakan untuk penataan benda
warna biru. Benda warna putih akan dipisahkan di unit sortir dan tidak akan diproses.
Proses pengepakan menggunakan silinder pneumatik dengan cara benda dihisap
menggunakan
vacuum pneumatik kemudian benda digeser ke bagian pengepakan. Unit
stamping menggunakan silinder pneumatik dengan memberikan label OK pada kardus
yang telah berisi 3 benda.
Hasil pengujian dapat disimpulkan bahwa sistem ini dapat bekerja baik dan stabil
pada unit sortir dengan jarak benda 50 mm. Unit pengepakan menata benda sesuai warna
ke dalam kardus. Unit stamping melakukan labeling kardus yang sudah berisi 3 benda.
ABSTRACT
Packing system is one way to protect or preserve food products and non-food. In
some industries in Indonesia packing systems still use manually. These systems realize the
8535 microcontroller to control the automation system sorting, packing and stamping
products in packaging. Processed products consist of three colors namely red, blue and
white.
The system consists of three parts, namely by using a conveyor sorting unit, unit
packing and stamping unit. Sorting unit uses a color sensor TCS 3200 to distinguish
objects red, blue and white. Packing unit consists of two parts: packing A unit and packing
B unit. Packing A unit is used for the arrangement of objects in red and packing B unit is
used for the arrangement of objects in blue. Objects white color will be separated in the
sorting units and will not be processed. The packing process using a pneumatic cylinder by
means of sucked objects using pneumatic vacuum then the object is shifted to the packing.
Stamping unit uses pneumatic cylinders to give the OK on the box label that already
contains three objects.
The test results can be concluded that this system can work well and stable on the
sorting unit with the object distance of 50 mm. Packing unit arranging the objects
corresponding to the color of box. Stamping units perform labeling box that already
contains three objects.
TUGAS AKHIR
SISTEM PENGEPAKAN BARANG BERBASIS
MIKROKONTROLER
Diajukan untuk memenuhi salah satu syarat
memperoleh gelar Sarjana Teknik pada
Program Studi Teknik Elektro
Jurusan Teknik Elektro
Fakultas Sains dan Teknologi Universitas Sanata Dharma
disusun oleh :
AGUS PRIYONO
NIM : 125114056
PROGRAM STUDI TEKNIK ELEKTRO
JURUSAN TEKNIK ELEKTRO
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
FINAL PROJECT
MICROCONTROLLER BASED
PRODUCTS PACKAGING SYSTEM
In partial fulfilment of the requirements
for the degree of
Sarjana Teknik
Electrical Engineering Study Program
Electrical Engineering Departement
Science and Technology Faculty Sanata Dharma University
AGUS PRIYONO
NIM : 125114056
ELECTRICAL ENGINEERING STUDY PROGRAM
ELECTRICAL ENGINEERING DEPARTMENT
FACULTY OF SCIENCE AND TECHNOLOGY
SANATA DHARMA UNIVERSITY
trs-
LEMBAR PERSETUruAN
TUGAS
AKHIR
SISTEM
PENGEPAKAII BARANG
BERBASIS
MIKROKONTROLER
(MrcRocoNTRoLLER
BASED PRODUCTS
PACKAGING
SYSTEhO
is
ffi
h
.t
0
aIt
I
)
)\a(F,
*?
g
ilr
\
Ketua
Sekretaris
Anggota
FIALAMAN PENGESAI{AN
TUGAS
AKHIR
SISTEM
PENGBPAKAN BARANG
BERBASIS
MIKROKONTROLER
(MrcRocoNTRoLLER
BASED PRODUCTS PACKAGING
SYSTEM)
disusun oleh :
AGUS PRIYONO
NIM
|
125114056
Telah dipertahankan di depan panitia penguji
pada tanggal 25 September 20 I 5
dan dinyatakan memenuhi syarat
Susunan Panitia Penguji :
Nama Lengkap
:
Ir.
Tjendro, M.Kom.
:
Ir.
Th. PrimaAri
Setiyani,M.T.
: Djoko Untoro Suwarno, S.Si.,
M,T.
Yogyakarta,
23
l&Obv
2O1'
Tanda Tansan
Fakultas Sains dan Teknologi
Uoiversitas Sanata Dharma
PERNYATAAN KEASLIAN KARYA
Saya menyatakan dengan sesungguhnya bahwa tugas akhir ini tidak memuat karya
atau sebagian karya orang lain, kecuali yang telah disebutkan dalam kutipan dan daftar
pustaka sebagaimana layaknya karya ilmiah.
Yogyakarta, 25 September 2015
HALAMAN PERSEMBAHAN DAN MOTTO HIDUP
MOTTO :
Tidak ada masalah yang tidak bisa diselesaikan selama
ada komitmen bersama untuk menyelesaikannya.
Skripsi ini kupersembahkan untuk
…..
Tuhan Yang Maha Esa
Isteriku yang tercinta
Orang Tua terkasih
Anakku yang tersayang
LEMBAR PERSETUJUAN PUBLIKASI KARYA ILMIAH
Yang bertanda tangan di bawah ini, saya mahasiswa Universitas Sanata Dharma :
Nama : Agus Priyono
NIM : 125114056
Demi pengembangan ilmu pengetahuan, saya memberikan kepada Perpustakaan
Universitas Sanata Dharma karya ilmiah saya yang berjudul :
Sistem Pengepakan Barang Berbasis Mikrokontroler
(Microcontroller Based Products Packaging System)
Dengan demikian saya memberikan kepada Perpustakaan Universitas Sanata Dharma hak
untuk menyimpan, mengalihkan dalam bentuk media lain, mengelolanya dalam bentuk
pangkalan data, mendistribusikan secara terbatas dan mempublikasikannya di internet atau
di media lain untuk kepentingan akademis tanpa perlu meminta ijin dari saya ataupun
memberikan royalti kepada saya selama tetap mencantumkan nama saya sebagai penulis.
Demikian pernyataan ini yang saya buat dengan sebenarnya.
Dibuat di Yogyakarta
Pada tanggal : 16 Oktober 2015
Yang menyatakan
INTISARI
Sistem pengepakan atau pengemasan merupakan salah satu cara untuk melindungi
atau mengawetkan produk pangan maupun non-pangan. Pada beberapa industri di
indonesia sistem pengepakan masih menggunakan secara manual. Sistem ini
merealisasikan mikrokontroler Atmega 8535 untuk mengendalikan sistem otomasi
pensortiran, pengepakan dan
stamping produk dalam kemasan. Produk yang diproses
terdiri dari tiga warna yaitu merah, biru dan putih.
Sistem terdiri dari tiga bagian dengan menggunakan konveyor yaitu unit sortir, unit
pengepakan dan unit
stamping. Unit sortir menggunakan sensor warna TCS 3200 untuk
membedakan benda warna merah, biru dan putih. Unit pengepakan terdiri dari dua bagian
yaitu unit pengepakan A dan unit pengepakan B. Unit pengepakan A digunakan untuk
penataan benda warna merah dan unit pengepakan B digunakan untuk penataan benda
warna biru. Benda warna putih akan dipisahkan di unit sortir dan tidak akan diproses.
Proses pengepakan menggunakan silinder pneumatik dengan cara benda dihisap
menggunakan
vacuum pneumatik kemudian benda digeser ke bagian pengepakan. Unit
stamping menggunakan silinder pneumatik dengan memberikan label OK pada kardus
yang telah berisi 3 benda.
Hasil pengujian dapat disimpulkan bahwa sistem ini dapat bekerja baik dan stabil
pada unit sortir dengan jarak benda 50 mm. Unit pengepakan menata benda sesuai warna
ke dalam kardus. Unit stamping melakukan labeling kardus yang sudah berisi 3 benda.
ABSTRACT
Packing system is one way to protect or preserve food products and non-food. In
some industries in Indonesia packing systems still use manually. These systems realize the
8535 microcontroller to control the automation system sorting, packing and stamping
products in packaging. Processed products consist of three colors namely red, blue and
white.
The system consists of three parts, namely by using a conveyor sorting unit, unit
packing and stamping unit. Sorting unit uses a color sensor TCS 3200 to distinguish
objects red, blue and white. Packing unit consists of two parts: packing A unit and packing
B unit. Packing A unit is used for the arrangement of objects in red and packing B unit is
used for the arrangement of objects in blue. Objects white color will be separated in the
sorting units and will not be processed. The packing process using a pneumatic cylinder by
means of sucked objects using pneumatic vacuum then the object is shifted to the packing.
Stamping unit uses pneumatic cylinders to give the OK on the box label that already
contains three objects.
The test results can be concluded that this system can work well and stable on the
sorting unit with the object distance of 50 mm. Packing unit arranging the objects
corresponding to the color of box. Stamping units perform labeling box that already
contains three objects.
KATA PENGANTAR
Syukur dan terima kasih kepada Tuhan Yang Maha Esa atas segala karuniaNya,
sehingga tugas akhir dengan judul “Sistem Pengepakan Barang Berbasis Mikrokontroler”
ini dapat diselesaikan dengan baik.
Penelitian yang berupa tugas akhir ini merupakan salah satu syarat bagi mahasiswa
Jurusan Teknik Elektro untuk memperoleh gelar Sarjana Teknik di Universitas Sanata
Dharma Yogyakarta. Oleh karena itu, peneliti ingin mengucapkan terima kasih kepada :
1.
Orangtua, istri dan anak yang telah memberikan semangat dan doa kepada penulis.
2.
Ibu Paulina Heruningsih Prima Rosa, S.Si., M.Sc., selaku Dekan Fakultas Sains dan
Teknologi Universitas Sanata Dharma Yogyakarta.
3.
Bapak Petrus Setyo Prabowo, M.T., selaku Ketua Program Studi Teknik Elektro
Fakultas Sains dan Teknologi Universitas Sanata Dharma Yogyakarta.
4.
Ibu Ir. Theresia Prima Ari Setiyani, M.T.,
selaku pembimbing yang telah bersedia
memberikan pengarahan dan bimbingan selama penulis pelaksanakan tugas akhir.
5.
Seluruh staff pengajar Teknik Elektro Fakultas Sains dan Teknologi Universitas
Sanata Dharma Yogyakarta.
6.
Romo T. Agus Sriyono SJ, M.A, M.Hum. yang telah memberikan bantuan berupa
materiil selama penulis belajar di Universitas Sanata Dharma Yogyakarta.
7.
Tika, Eko, Paul, Suyanto, Hadi, Dendy dan Rahmat teman-teman ATMI yang belajar
bersama di Universitas Sanata Dharma Yogyakarta.
8.
Semua pihak yang tidak bisa penulis sebutkan satu per satu atas bantuan, bimbingan,
kritik dan saran.
Peneliti sangat mengharapkan kritik dan saran yang dapat membangun serta
menyempurnakan tulisan. Semoga tugas ini dapat dimanfaatkan dan dikembangkan lebih
lanjut oleh peneliti lain sehingga tulisan ini dapat lebih bermanfaat.
Yogyakarta, 25 September 2015
Peneliti,
DAFTAR ISI
Halaman Sampul (Bahasa Indonesia)
...
i
Halaman Sampul (Bahasa Inggris)
...
ii
Halaman Persetujuan
...
iii
Halaman
Pengesahan
...
iv
Halaman Pernyataan Keaslian Karya
...
v
Halaman Persembahan dan Motto Hidup
...
vi
Lembar Persetujuan Publikasi Karya Ilmiah
...
vii
Intisari
...
viii
Abstract
...
ix
Kata
Pengantar
...
x
Daftar Isi
...
xi
Daftar Gambar
... xiv
Daftar Tabel
... xvii
BAB I : PENDAHULUAN
1.1. Latar Belakang ...
1
1.2. Tujuan dan Manfaat ...
2
1.3. Batasan Masalah ...
2
1.4. Metode Penelitian ...
3
BAB II : TINJAUAN PUSTAKA
2.1. Konyevor ...
4
2.1.1. Belt Konveyor ...
5
2.2. Mikrokontroler Atmega8535 ...
5
2.2.1. Arsitektur Atmega8535 ...
6
2.2.2. Blok Diagram Mikrokontroler Atmega8535 ...
7
2.2.3. Susunan Pin Mikrokontroler Atmega8535 ...
7
2.3. Transistor ...
8
2.4. Relay ...
10
2.4.1. Cara Kerja Relay ...
11
2.5. Motor DC ...
12
2.6. Reed Switch ...
14
2.7. Photo Sensor ...
15
2.8. Sensor Warna TCS3200 ...
16
2.9. Optocoupler ...
18
2.10. Push Button ...
19
2.11. Katup Solenoid ...
21
2.12. Pneumatik ...
21
2.12.1. Silinder Penggerak Tunggal (Single Acting Cylinder) ...
22
2.12.2. Silinder Penggerak Ganda (Double Acting Cylinder) ...
22
2.12.3. Festo Silinder DFM-20-80-PA-KF ...
23
2.12.4. Festo Silinder DGPL-32-300-PPV-KF-GK ...
24
2.12.5. Vacuum ...
24
2.13. Software Code VisionAVR ...
25
2.13.1. Penggunaan Software Code VisionAVR ...
25
BAB III : PERANCANGAN SISTEM
3.1. Blok Diagram Sistem ...
28
3.2. Perancangan Perangkat Keras ...
29
3.3. Perancangan Rangkaian Pengendali ...
32
3.3.1. Rangkaian Mikrokontroler ...
32
3.3.2. Rangkaian Masukan Mikrokontroler ...
32
3.3.3. Rangkaian Driver Relay ...
34
3.3.4. Rangkaian Sensor Warna ...
36
3.3.5. Pengalamatan Mikrokontroler ...
38
3.4. Perancangan Perangkat Lunak ...
39
3.4.1. Diagram Alir Sistem Bagian Sortir ...
40
3.4.2. Diagram Alir Packing dan Stamping A ...
41
3.4.3. Diagram Alir Packing dan Stamping B ...
42
3.5. Rangkaian Keseluruhan Sistem ...
44
3.5.1. Rangkaian Masukan Sensor ...
44
BAB IV : HASIL DAN PEMBAHASAN
4.1. Implementasi Sistem ...
46
4.2. Pengujian Sensor Warna ...
49
4.3. Hasil Pengujian Sistem ...
51
4.4. Pengujian Sensor Warna Pada Jarak Benda 40 mm ...
52
4.5. Pengujian Sensor Warna Pada Jarak Benda 50 mm ...
53
4.6. Pengujian Packing A Warna Merah ...
54
4.7. Pengujian Packing B Warna Biru ...
54
4.8. Pengujian Rangkaian ...
55
4.8.1. Pengujian Rangkaian Masukan ...
55
4.8.2. Pengujian Rangkaian Keluaran ...
57
4.9. Pembahasan Program Mikrokontroler ...
58
4.9.1. Program Start dan Stop ...
59
4.9.2. Program Konveyor Sortir dan Mendeteksi Warna Benda ...
59
4.9.3. Program Packing A Benda Warna Merah ...
60
4.9.4. Program Konveyor Packing A dan Stamp Kardus ...
61
4.9.5. Program Packing B Benda Warna Biru ...
62
4.9.6. Program Konveyor Packing B dan Stamp Kardus ...
63
4.9.7. Program Pembacaan Sensor Warna ...
64
4.9.8. Program Keluaran Mikrokontroler Sensor Warna ...
66
BAB V: KESIMPULAN DAN SARAN
5.1. Kesimpulan ...
67
5.2. Saran ...
67
DAFTAR PUSTAKA
...
68
DAFTAR GAMBAR
Halaman
Gambar 2.1. Jenis
–
jenis konveyor ...
4
Gambar 2.2. Belt konveyor ...
5
Gambar 2.3. Blok diagram mikrokontroler Atmega8535 ...
7
Gambar 2.4. Susunan pin mikrokontroler Atmega8535 ...
7
Gambar 2.5. Simbol transistor NPN ...
8
Gambar 2.6. Simbol transistor PNP ...
8
Gambar 2.7. Transistor sebagai saklar saat kondisi saturasi ...
9
Gambar 2.8. Transistor sebagai saklar saat kondisi cut off ...
10
Gambar 2.9. Bagian-bagian relay ...
10
Gambar 2.10. Simbol relay ...
11
Gambar 2.11. Bentuk fisik relay ...
11
Gambar 2.12. Konstruksi motor DC ...
13
Gambar 2.13. Motor DC ...
14
Gambar 2.14. Cara kerja reed switch ...
14
Gambar 2.15. Bentuk fisik reed switch ...
14
Gambar 2.16. Cara kerja photo sensor ...
15
Gambar 2.17. Pendeteksian benda pada photo sensor ...
16
Gambar 2.18. Sensor warna TCS 3200 ...
16
Gambar 2.19. Blok diagram sensor TCS 3200 ...
17
Gambar 2.20. Simbol optocoupler ...
18
Gambar 2.21. Bentuk fisik optocoupler ...
19
Gambar 2.22. Bentuk fisik push button ...
19
Gambar 2.23. Simbol NO ...
20
Gambar 2.24. Simbol NC ...
20
Gambar 2.25. Tipe NC dan NO ...
20
Gambar 2.26. Katup solenoid ...
21
Gambar 2.27. Silinder penggerak tunggal ...
22
Gambar 2.28. Silinder penggerak ganda ...
23
Gambar 2.29. Silinder pneumatik festo DFM ...
23
Gambar 2.31. Vacuum generator dengan mangkuk hisap ...
24
Gambar 2.32. Tampilan awal Code Vision AVR ...
25
Gambar 2.33. IDE Code Vision AVR ...
26
Gambar 2.34. Pengaturan Code Wizard AVR ...
26
Gambar 2.35. Bagian penulisan program ...
27
Gambar 3.1. Blok diagram sistem ...
28
Gambar 3.2. Rancangan belt konveyor ...
29
Gambar 3.3. Prototype sistem ...
30
Gambar 3.4. Perancangan perangkat keras sistem (tampak samping) ...
31
Gambar 3.5. Perancangan perangkat keras sistem (tampak atas) ...
31
Gambar 3.6. Rangkaian mikrokontroler Atmega8535 ...
32
Gambar 3.7. Rangkaian masukan mikrokontroler ...
33
Gambar 3.8. Rangkaian driver relay penggerak motor dc ...
34
Gambar 3.9. Rangkaian driver relay penggerak solenoid ...
35
Gambar 3.10. Rangkaian sensor warna TCS3200 ...
36
Gambar 3.11. Blok diagram cara kerja sensor warna ...
37
Gambar 3.12. Diagram alir proses sistem ...
40
Gambar 3.13. Diagram alir proses packing dan stamp A ...
41
Gambar 3.14. Diagram alir proses packing dan stamp B ...
43
Gambar 3.15. Rangkaian Masukan Mikrokontroler ...
44
Gambar 3.16. Rangkaian Mikrokontroler Kendali Utama Sistem ...
45
Gambar 4.1. Implementasi Sistem (tampak depan) ...
46
Gambar 4.2. Implementasi Sistem (tampak belakang) ...
47
Gambar 4.3. Rangkaian Masukan Optocoupler ...
47
Gambar 4.4. Rangkaian Mikrokontroler Atmega8535 ...
48
Gambar 4.5. Rangkaian Driver Relay ...
48
Gambar 4.6. Rangkaian Mikrokontroler Sensor Warna ...
48
Gambar 4.7. Nilai Intensitas Cahaya Ruangan ...
50
Gambar 4.8. Letak Sensor Warna ...
50
Gambar 4.9. Photo sensor dan Reed Switch Sensor ...
55
Gambar 4.10. Program Start dan Stop Sistem ...
59
Gambar 4.11. Program Konveyor Sortir dan Mendeteksi Warna Benda ...
59
Gambar 4.13. Program Konveyor Packing A dan Stamp Kardus ...
61
Gambar 4.14. Program Packing B Benda Warna Biru ...
62
Gambar 4.15. Program Konveyor Packing B dan Stamp Kardus ...
63
Gambar 4.16. Program Mikrokontroler Sensor Warna ...
64
Gambar 4.17. Program Pembacaan Nilai Warna ...
65
DAFTAR TABEL
Tabel 2.1. Kombinasi fungsi S2 dan S3 ...
17
Tabel 2.2. Penskalaan output ...
17
Tabel 3.1. Masukan Mikrokontroler ...
38
Tabel 3.2. Keluaran Mikrokontroler ...
39
Tabel 4.1. Hasil Pengujian Sensor Warna ...
50
Tabel 4.2. Hasil Pengujian Sistem ...
51
Tabel 4.3. Hasil Pengujian Sensor Warna pada Jarak 40 mm ...
52
Tabel 4.4. Hasil Pengujian Sensor Warna pada Jarak 50 mm ...
53
Tabel 4.5. Hasil Pengujian Packing A Warna Merah ...
54
Tabel 4.6. Hasil Pengujian Packing B Warna Biru ...
55
Tabel 4.7. Hasil Pengukuran Tegangan pada Tombol Start Stop ...
56
Tabel 4.8. Hasil Pengukuran Tegangan pada Sensor ...
56
Tabel 4.9. Hasil Pengukuran Tegangan pada Masukan Mikrokontroler ...
57
BAB I
PENDAHULUAN
1.1.
Latar Belakang
Perkembangan ilmu pengetahuan dan teknologi saat ini maju dengan pesat. Salah
satu bidang yang ikut mengalami kemajuan yaitu dunia industri. Dunia industri sebagai
produsen/penghasil barang harus ditunjang dengan peralatan yang berteknologi tinggi bila
tidak ingin ketinggalan dalam memproduksi suatu barang atau perlengkapan kerja.
Di industri mesin–mesin yang berfungsi sebagai pelaksana proses produksi dapat
bekerja dengan sendirinya secara otomatis karena kelebihan otomasi antara lain adalah
menghemat tenaga manusia. Sebagai contoh membawa atau memindahkan produk
menggunakan konveyor yang dijalankan secara otomatis. Sesuai dengan namanya
konveyor digunakan untuk memindahkan atau membawa produk atau barang ke tempat
lain secara berurutan. Sistem otomatis dengan menggunakan konveyor ini memiliki
keuntungan antara lain dapat menjamin kualitas produk yang dihasilkan, mengurangi
waktu produksi dan mengurangi biaya untuk tenaga kerja manusia. Salah satu industri
yang menerapkan sistem otomatis dengan menggunakan konveyor adalah industri
makanan. Campur tangan manusia dalam proses produksi diminimalisir agar produk
makanan lebih higienis. Sekarang ini, proses pembuatan produk makanan hingga proses pengemasan atau pengepakan makanan banyak menggunakan sistem otomasi. Salah satu
proses yang dapat menyita waktu dan tenaga kerja di industri makanan yaitu proses
penataan produk dan pengepakan ke dalam kemasan/kardus. Produk makanan yang sudah
melalui proses pengemasan akan dibawa/ditata dalam kardus dan selanjutkan akan
disimpan di gudang dan selanjutnya didistribusikan ke seluruh daerah. Proses penataan
dalam kardus membutuhkan banyak tenaga kerja, sedangkan proses produksi dengan
kapasitas yang besar menuntut kecepatan proses pengepakan lebih efisien.
Dengan latar belakang masalah diatas maka penulis mencoba menyajikan dan
membahas masalah mengenai perancangan sistem pengepakan barang menggunakan
konveyor yang digerakkan menggunakan mikrokontroler. Sistem yang pernah dibuat
adalah “Model Sistem Kontrol Pemilahan Produk Berbentuk Kotak” [1]. Pada perancangan
sistem pengepakan barang ini mikrokontroler digunakan untuk menggerakkan sistem dan
sistem yang komplek di industri. Cara kerjanya barang yang sudah jadi akan dibawa
dengan menggunakan konveyor lalu disortir berdasarkan warnanya, kemudian dimasukkan
ke dalam kotak kardus dan dibawa menggunakan konveyor ke bagian pengepakan untuk
diberi cap/stempel.
1.2.
Tujuan dan Manfaat
Dalam penyusunan tugas akhir ini tujuan yang ingin dicapai adalah merancang
dan mengimplementasikan suatu sistem pengepakan barang dengan menggunakan
konveyor yang dikontrol menggunakan mikrokontroler.
Manfaat yang diharapkan dari penelitian tugas akhir ini adalah sebagai alat bantu
untuk memahami sistem alat angkut dan pengepakan dengan menggunakan konveyor.
1.3.
Batasan Masalah
Batasan masalah pada tugas akhir perancangan sistem pengepakan barang dengan
mikrokontroler adalah :
1. Menggunakan 2 ic mikrokontroler Atmega8535 yang difungsikan sebagai
pengolah data sistem dan pengolah sensor warna.
2. Menggunakan sensor reed switch untuk mendeteksi pergerakan silinder
pneumatik.
3. Menggunakan photo sensor untuk mendeteksi benda yang berada di konveyor.
4. Sistem penyortiran menggunakan sensor warna TCS 3200.
5. Sistem pengepakan menggunakan silinder pneumatik. 6. Penggerak konveyor menggunakan motor DC.
7. Barang/produk akan dipindahkan dan ditata dalam kardus. Barang yang keluar
dari konveyor pada unit sortir berwarna merah, hijau dan putih, keluar dengan
cara acak.
8. Barang dimasukkan dalam kardus sesuai dengan warnanya,
a) Warna merah dimasukan kardus pada konveyor unit packing A
b) Warna hijau dimasukan kardus pada konveyor unit packing B
9. Satu kardus berisi 3 produk.
10. Kardus yang masuk ke dalam konveyor pengepakan sudah dalam keadaan
1.4. Metode
Penelitian
Berdasarkan pada tujuan yang ingin dicapai, metode–metode yang digunakan
dalam penyusunan tugas akhir ini adalah :
1. Studi kepustakaan, yaitu pengumpulan data dan informasi dengan cara
membaca buku-buku, jurnal-jurnal, dan artikel dari internet yang berhubungan
dengan permasalahan yang sesuai dalam penyusunan tugas akhir ini.
2. Metode observasi, yaitu pengumpulan data dan informasi dengan mengamati
dan meneliti peralatan yang sudah ada untuk memberikan gambaran yang jelas
sehingga dapat dipakai sebagai acuan dalam penyusunan tugas akhir ini.
3. Perancangan sistem. Tahap ini bertujuan untuk merancang dan mencari bentuk
model sistem yang optimal dari alat yang akan dibuat dengan
mempertimbangkan faktor-faktor permasalahan.
4. Pembuatan alat. Tahap ini merupakan merealisasikan alat sesuai harapan yang
meliputi pembuatan hardware, pembuatan rangkaian kontrol, pembuatan perangkat lunak dan menyesuaikan hardware dengan perangkat lunak agar dapat berkomunikasi dengan baik.
5. Pengujian dan pengambilan data. Tahap ini alat yang dibuat dilakukan
percobaan, pengujian sensor-sensor, pengujian modul-modul, pengujian
hardware serta mengintegrasikan modul dan hardware dengan perangkat lunak untuk mengendalikan sistem agar menjadi satu kesatuan yang utuh. Data yang
diambil berupa tegangan, kestabilan sistem, dan performa alat. Pengambilan
data dilakukan dengan cara pengukuran tegangan, waktu, pengujian sensor,
rangkaian kontrol dan sistem keseluruhan.
6. Analisa dan penyimpulan. Tahap ini adalah menganalisa semua data yang
sudah diperoleh dari pengukuran antara perangkat lunak dengan hardware. Dari analisa yang dilakukan dapat diambil kesimpulan untuk pengembangan lebih
BAB II
TINJAUAN PUSTAKA
Pada bab ini akan menjelaskan mengenai teori-teori penunjang yang digunakan
dalam aplikasi mikrokontroler untuk sistem pengepakan barang. Adapun yang dibahas
antara lain: konveyor, mikrokontroler, photosensor, reed switch, optocoupler, transistor,
sensor warna, relay, motor dc, dan komponen-komponen pendukung lain yang dipakai
dalam perancangan.
2.1. Konveyor
Konveyor adalah jenis mesin pengangkut atau pemindah yang berfungsi untuk
mengangkut atau memindahkan bahan-bahan industri yang berbentuk padat dari suatu
tempat ke tempat lain dengan arah yang telah ditentukan. Konveyor bekerja secara
horizontal atau vertical dan digerakkan oleh motor penggerak atau gravitasi. Konveyor dapat mempercepat proses transportasi material atau produk dan membuat jalannya proses
produksi menjadi lebih efisien. Pengoperasian konveyor membutuhkan sumber daya,
tenaga kerja, dan perawatan yang relatif rendah. Ada beberapa macam jenis konveyor
antara lain : belt conveyor, chain conveyor dan screw conveyor [2]. Gambar 2.1.
merupakan contoh jenis-jenis konveyor yang umum dipakai.
2.1.1. Belt Konveyor
Belt konveyor itu sendiri dapat bergerak secara horisontal, menanjak, menurun,
maupun vertikal berdasarkan jalur yang telah ditentukan. Belt konveyor terdiri dari sabuk
yang tahan terhadap pengangkutan benda padat. Sabuk pada belt konveyor biasanya
terbuat dari karet, plastik, kulit ataupun logam yang tergantung dari jenis dan sifat bahan
yang akan diangkut. Adapun beberapa karakteristik dari belt konveyor, yaitu [3] :
1. Dapat beroperasi secara mendatar ataupun miring dengan sudut maksimal 180.
2. Banyaknya kapasitas yang diatur.
3. Serba guna.
4. Perawatan mudah.
5. Dapat beroperasi secara kontinyu.
Komponen utama dari belt konveyor ini adalah roller, sabuk, rangka, motor DC, dan roda
gigi. Belt konveyor menggunakan motor listrik sebagai penggerak yang dihubungkan ke
coupling dan gearbox, yang kemudian memutar head pulley [4]. Gambar 2.2. merupakan contoh belt konveyor.
Gambar 2.2. Belt konveyor [5]
2.2.
Mikrokontroler Atmega8535
Atmega8535 merupakan mikrokontroler yang masuk dalam golongan keluarga
AVR dengan memiliki arsitektur RISC 8 bit, sehingga semua instruksi dikemas dalam
kode 16-bit (16-bits word) dan sebagian besar instruksi dieksekusi dalam satu siklus
instruksi clock. Hal ini yang membedakan dengan instruksi MCS-51 (berarsitektur CISC)
sedangkan CISC adalah Complex Instruction Set Computing. AVR dikelompokkan ke dalam 4 kelas, yaitu ATtiny, keluarga AT90Sxx, keluarga Atmega, dan keluarga
AT86RFxx. Dari semua kelas yang membedakan satu sama lain adalah ukuran onboard
memori, onboard peripheral dan fungsinya. Dari segi arsitektur dan instruksi yang digunakan mereka bisa dikatakan hampir sama [6]. Oleh karena itu, dipergunakan salah
satu AVR produk Atmel, yaitu ATMega8535. Selain mudah didapatkan dan lebih murah.
ATMega8535 juga memiliki fasilitas yang lengkap. Untuk tipe AVR ada 3 jenis
yaitu ATtiny, AVR klasik, ATmega. Perbedaannya hanya pada fasilitas dan I/O yang
tersedia serta fasilitas lain seperti ADC, EEPROM dan lain sebagainya. Salah satu
contohnya adalah ATMega8535. Memiliki teknologi RISC dengan kecepatan maksimal 16
MHz membuat ATMega8535 lebih cepat bila dibandingkan dengan varian MCS 51.
Dengan fasilitas yang lengkap tersebut menjadikan ATMega8535 sebagai mikrokontroler
yang powerfull.
Mikrokontroler ini merupakan produk keluaran atmel dan memiliki fitur yang
cukup lengkap. Mulai dari kapasitas memori program dan memori data yang cukup besar,
interupsi, timer/counter, analog comparator, EEPROM internal dan ADC internal
semuanya ada dalam ATMega8535 [7].
2.2.1. Arsitektur
Atmega8535
Mikrokontroler Atmega8535 memiliki arsitektur sebagai berikut:
1. Saluran I/O sebanyak 32 buah, yaitu Port A, Port B, Port C dan Port D.
2. ADC 10 bit sebanyak 8 saluran.
3. Tiga buah Timer/Counter dengan kemampuan perbandingan.
4. CPU yang terdiri atas 32 register.
5. Watchdog Timer dengan osilator internal.
6. SRAM sebesar 512 byte.
7. Memori flash sebesar 8 KB dengan kemampuan Read While Write.
8. Unit interupsi internal dan eksternal.
9. Port antarmuka SPI.
10. EEPROM sebesar 512 byte yang dapat diprogram saat operasi.
11. Antarmuka komparator analog.
2.2.2
2.2.3.
gamba
2. Blok Di
Gambar 2
Ga
. Susuna
Susunan
ar 2.4.
G
iagram M
2.3. merupak
ambar 2.3. B
n Pin Mik
pin dari mik
Gambar 2.4. S
ikrokontr
kan gambar b
Blok diagram
krokontrol
krokontroler
Susunan pin
roler Atme
blok diagram
m mikrokont
ler Atmeg
Atmega853
n mikrokontr
ega8535
m mikrokont
troler Atmeg
ga8535
35 sebanyak
roler Atmega
troler Atmeg
ga8535 [8]
40 pin dapa
a8535 [8]
ga8535.
Dari gambar 2.4. tersebut dapat dijelaskan secara fungsional susunan pin Atmega8535
sebagai berikut:
1. VCC merupakan pin yang berfungsi sebagai pin masukan catu daya.
2. GND merupakan pin ground.
3. Port A ( PA0..PA7 ) merupakan pin I/O dua arah dan pin masukan ADC.
4. Port B ( PB0..PB7 ) merupakan pin I/O dua arah dan pin fungsi khusus, yaitu
Timer/Counter, komparator analog dan SPI.
5. Port C ( PC0..PC7 ) merupakan pin I/O dua arah dan pin fungsi khusus, yaitu
TWI, komparator analog dan Timer Oscilator.
6. Port D ( PD0..PD7 ) merupakan pin I/O dua arah dan pin fungsi khusus, yaitu
komparator analog, interupsi eksternal dan komunikasi serial.
7. RESET merupakan pin yang digunakan untuk me-reset mikrokontroler.
8. XTAL1 dan XTAL2 merupakan pin masukan clock eksternal.
9. AVCC merupakan pin masukan tegangan untuk ADC.
10. AREF merupakan pin masukan tegangan referensi ADC.
2.3. Transistor
Transistor adalah komponen elektronika yang tersusun dari dari bahan semi
konduktor yang memiliki 3 kaki yaitu: basis (B), kolektor (C) dan emitor (E). Transistor
dibedakan menjadi 2 tipe, yaitu transistor NPN dan transistor PNP seperti pada gambar 2.5.
dan gambar 2.6. Transistor dapat berfungsi sebagai penguat tegangan, penguat arus,
penguat daya dan sebagai saklar.
Gambar 2.5. Simbol transistor NPN [9]
Transistor berfungsi sebagai saklar yaitu bila berada pada dua daerah kerjanya
yaitu daerah jenuh (saturasi) dan daerah mati (cut-off). Transistor akan mengalami
perubahan kondisi dari daerah mati ke daerah jenuh dan sebaliknya. Transistor dalam
keadaan mati dapat dianalogikan sebagai saklar dalam keadaan terbuka seperti pada
gambar 2.8, sedangkan dalam keadaan jenuh seperti saklar yang menutup seperti yang
diperlihatkan pada gambar 2.7.
Transistor yang digunakan sebagai saklar mempunyai keuntungan yaitu tidak
mempunyai bagian yang berputar, dapat beroperasi ON dan OFF pada kecepatan yang
sangat tinggi, memerlukan tegangan dan arus penggerak yang sangat rendah [9].
Transistor saat berada dalam kondisi jenuh (saturasi), kondisi yang terjadi :
1. Arus pada kolektor maksimum, IC = IC(sat).
ICsat = (VCC – VCEsat) / RC (2.1)
2. Tegangan pada terminal kolektor emitter sangat kecil, VCE = 0 volt.
3. Arus yang melalui terminal basis.
IB = IC / β (2.2)
IB = (VBB – VBE) / RB (2.3)
Keterangan :
β = nilai penguatan hfe transistor
VBE = 0,7 Volt
Gambar 2.7. Transistor sebagai saklar saat kondisi saturasi [10]
Transistor saat keadaan mati (cut off), maka kondisi yang terjadi :
1. Tidak ada arus yang mengalir dikolektor IC = 0 volt.
Gambar 2.8. Transistor sebagai saklar saat kondisi cut off [10]
2.4. Relay
Relay adalah saklar yang dioperasikan secara mekanik oleh energi listrik dan
merupakan komponen elektromekanikal yang terdiri dari 2 bagian utama yakni
elektromagnet (coil) dan mekanikal (kontak saklar). Coil adalah gulungan kawat yang
mendapat arus listrik, sedang kontak adalah sejenis saklar yang pergerakannya tergantung
dari ada tidaknya arus listrik di coil. Prinsip kerja dari relay adalah ketika coil mendapat
energi listrik (energized), akan timbul gaya elektromagnet yang akan menarik armature
yang berpegas dan contact akan menutup [11]. Gambar 2.9. merupakan bagian-bagian dari
relay sedangkan gambar 2.10. merupakan simbol relay.
Kontak relay terdiri dari 2 jenis yaitu :
1. Normally Closed (NC) yaitu kondisi awal sebelum diaktifkan akan selalu
berada diposisi closed (tertutup).
2. Normally Open (NO) yaitu kondisi awal sebelum diaktifkan akan selalu berada
diposisi open (terbuka).
Gambar 2.10. Simbol Relay [11]
2.4.1. Cara Kerja Relay
Sebuah besi (Iron Core) yang dililit oleh kumparan Coil yang berfungsi untuk
mengendalikan besi tersebut. Apabila kumparan coil diberikan arus listrik, maka akan
timbul gaya elektromagnet yang kemudian menarik armature untuk berpindah dari posisi
sebelumnya (NC) ke posisi baru (NO) sehingga menjadi saklar yang dapat menghantarkan
arus listrik diposisi barunya (NO). Posisi dimana armature tersebut berada sebelumnya
(NC) akan menjadi open atau tidak terhubung.
Pada saat tidak dialiri arus listrik, armature akan kembali lagi ke posisi awal
(NC). Coil membutuhkan arus listrik yang relatif kecil untuk mengaktifkan elektromagnet
dan menarik kontak ke posisi closed (tertutup). Gambar 2.11. merupakan contoh bentuk
fisik relay.
2.4.2. Jenis
Relay
Selain 2 kondisi kontak relay yaitu normaly open (NO) dan normaly closed (NC) ,
maka berdasarkan jumlah pole dan throw yang dimilikinya, relay digolongkan menjadi :
1. SPST (Single Pole Single Throw)
2. DPST (Double Pole Single Throw)
3. SPDT (Single Pole Double Throw)
4. DPDT (Double Pole Double Throw)
5. 3PDT (Three Pole Double Throw)
6. 4PDT (Four Pole Double Throw)
Keterangan :
Pole : banyaknya kontak yang dimiliki oleh relay.
Throw : banyaknya kondisi (state) yang mungkin dimiliki kontak.
2.5. Motor
DC
Motor DC adalah peralatan elektromekanis yang mengubah daya listrik menjadi
daya mekanis dengan sumber arus searah sebagai sumber energi listriknya. Motor DC
memerlukan suplai tegangan yang searah pada kumparan jangkar dan kumparan medan
untuk diubah menjadi energi mekanik. Motor DC mempunyai rotor (bagian yang bergerak)
magnet permanen, dan stator (bagian tetap) yang berupa coil atau gulungan kawat
tembaga, dimana setiap ujungnya tersambung dengan komutator. Komutator ini
dihubungkan dengan kutub positif (+) dan kutup negatif (-) dari catu daya melalui
sikat-sikat. Apabila komutator ini dihubungkan dengan suatu sumber tegangan contohnya
baterai maka arus listrik dari kutub positif akan masuk melalui komutator, kemudian
berjalan mengikuti gulungan kawat sebelumnya, akhirnya masuk ke kutub negatif dari
baterai.
Mengalirnya arus pada kumparan menyebabkan terbangkitnya medan
elektromagnetik pada kumparan sehingga terjadi gaya tolak menolak antara magnet
permanen pada motor dengan medan magnet pada kumparan motor sehingga motor
berputar. Karena putaran motor, arus listrik didalam kawat akan berjalan bolak-balik,
karena jalannya sesuai dengan medan magnet, maka rotor akan selalu berputar terus
menerus selama arus listrik tetap mengalir di dalam kawat [12]. Gambar 2.12. merupakan
Gambar 2.12. Konstruksi motor DC [12]
Bagian – bagian motor DC secara umum, yaitu :
1. Kumparan medan (stator)
Kumparan medan berfungsi untuk mengalirkan arus listrik agar dapat terjadi
proses elektromagnetik. Adapun aliran fluks magnet dari kutub utara melalui
celah udara yang melewati badan mesin.
2. Kumparan jangkar
Kumparan jangkar merupakan bagian yang terpenting pada mesin arus searah,
berfungsi untuk tempat timbulnya tenaga putar motor.
3. Komutator
Komutator berfungsi untuk membalikkan arah arus listrik dalam kumparan
jangkar dan membantu dalam transmisi arus antara kumparan jangkar dan
saluran daya.
4. Brush
Brush berfungsi sebagai sambungan listrik diantara armature dan rangkaian
eksternal. Brush biasanya berbentuk block kecil dari campuran karbon dan
grafit. Diantara brush dan komutator tidak perlu diberi lubrikasi, karena grafit
pada brush menghasilkan lubrikasi tersendiri. Brush terpasang pada holder dan
didorong ke komutator oleh pegas.
5. Armature
Armature dibuat dari bahan ferromagnetik dengan maksud agar kumparan jangkar terletak dalam daerah yang induksi magnetiknya besar, agar ggl
Gambar 2.13. Motor DC
2.6.
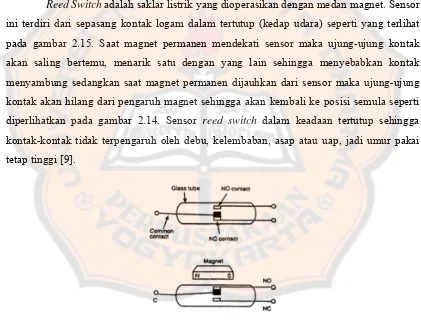
Reed Switch
Reed Switch adalah saklar listrik yang dioperasikan dengan medan magnet. Sensor ini terdiri dari sepasang kontak logam dalam tertutup (kedap udara) seperti yang terlihat
pada gambar 2.15. Saat magnet permanen mendekati sensor maka ujung-ujung kontak
akan saling bertemu, menarik satu dengan yang lain sehingga menyebabkan kontak
menyambung sedangkan saat magnet permanen dijauhkan dari sensor maka ujung-ujung
kontak akan hilang dari pengaruh magnet sehingga akan kembali ke posisi semula seperti
diperlihatkan pada gambar 2.14. Sensor reed switch dalam keadaan tertutup sehingga
kontak-kontak tidak terpengaruh oleh debu, kelembaban, asap atau uap, jadi umur pakai
tetap tinggi [9].
Gambar 2.14. Cara kerja reed switch [9]
2.7.
maupu diterim sinar) mengg memo Peman mengo mendePhoto S
Photo senun yang tida
ma. Photo
dan penerim
Cara kerj
gunakan Li
odulasi atau
ncar mengir
olah berkas
eteksi benda
1. Throug
Meleta
sejajar
diguna
2. Retrore
Peman memb peman dipant peneri berger yang a
Sensor
nsor adalah p
ak terlihat d
sensor mem
ma (sensor) s
Gamb
ja photo sen
ight Emittin mengubah rimkan berk cahaya dar photo senso gh-beam akkan pema
r tanpa adan
akan untuk p
eflecting
ncar dan pe
utuhkan refl
ntul sinar y
tulkan de
ma. Reflekt
rak melalui
akan di detek
peralatan ya
dari cahaya s
mpunyai 2 b
seperti yang
bar 2.16. Ca
nsor adalah p
ng Diode
LED men
kas cahaya
ri LED dan
or dibagi me
ancar dan p
nya reflektor
penginderaan
enerima dit
flektor yang d yang dipanc
engan men
tor letaknya
cahaya anta
ksi [13].
ang bekerja d
sesuai denga
buah kompo
ditunjukkan
ara kerja pho
pemancar y
(LED) dan
nyala dan m
termodulas
n akan men
njadi 2 sepe
penerima da
r. Sinar mem
n jarak jauh.
empatkan d
di pasang di
carkan pem
nggunakan
a diatur mem
ar reflektor
dengan mend
an perubaha
onen utama
n pada gamba
oto sensor [9
ang berupa
n terdapat
mati pada t
si ke peneri
ggerakkan p
rti pada gam
alam garis l
mancar hany
dalam temp
i depan senso
mancar, caha
reflektor k mbentuk sud dengan pem deteksi sinar an intensitas yaitu pema ar 2.16. ] sumber cah
osilator. O
tingkat tingg
ima dan pe
perangkat o
mbar 2.17 yai
langsung ya
ya dalam sat
at yang sam
or yang berf
aya dari pe
kemudian d
dut tertentu
mancar dan
r yang terlih
s cahaya yan
ancar (sumb haya, biasany Osilator aka gi kecepata enerima aka output. Dala itu : ang dirangk
tu arah, mak
ma. Cara i
fungsi sebag
emancar aka
diterima ole
. Objek yan
Gambar 2.17. Pendeteksian benda pada photo sensor [9]
2.8.
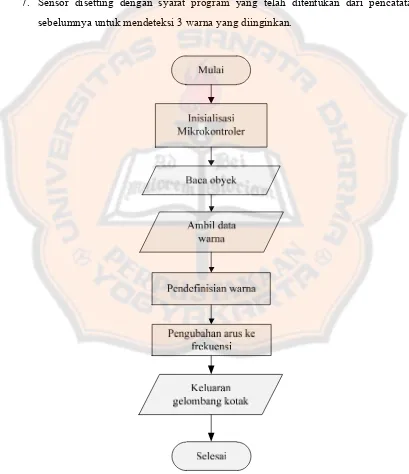
Sensor warna TCS3200
TCS3200 merupakan konverter yang diprogram untuk mengubah warna menjadi
frekuensi yang tersusun atas konfigurasi silicon photodioda dan konverter arus ke
frekuensi dalam IC CMOS monolithic yang tunggal seperti pada gambar 2.18. Keluaran
dari sensor ini adalah gelombang kotak (duty cycle 50%) frekuensi yang berbanding lurus
dengan intensitas cahaya (irradiance) seperti pada gambar 2.19. Keluaran frekuensi skala
penuh dapat diskalakan oleh 1 dari 3 nilai-nilai yang ditetapkan via 2 kontrol pin input.
Sensor TCS3200 disusun dari sebuah array 8x8 dari photodioda, 16 photodioda
mempunyai penyaring warna biru, 16 photodioda mempunyai penyaring warna merah, 16
photodioda mempunyai penyaring warna hijau, dan 16 photodioda untuk warna terang
tanpa penyaring. 4 tipe warna dari photodiode telah diintegrasikan untuk meminimalkan
efek ketidakseragaman dari insiden irradiance. Semua photodioda dari warna yang sama
telah terhubung secara paralel. Pin S2 dan S3 digunakan untuk memilih grup dari
photodioda (merah, hijau, biru, jernih) yang telah aktif [14].
Gambar 2.18. Sensor warna TCS 3200 [14]
[image:35.612.240.393.588.675.2]
Gambar 2.19. Blok diagram sensor TCS3200 [14]
Terdapat 2 komponen utama pembentuk IC ini, yaitu photodioda dan
pengkonversi arus ke frekuensi. Bagian photodiodayang akan dipakai dapat diatur melalui
kaki selektor S2 dan S3. Kombinasi fungsi dari S2 dan S3 ditunjukkan dalam tabel 2.1.
Tabel 2.1 Kombinasi fungsi S2 dan S3 [14]
Photodioda akan mengeluarkan arus yang besarnya sebanding dengan kadar
warna dasar cahaya yang menimpanya. Arus ini kemudian dikonversikan menjadi sinyal
kotak dengan frekuensi sebanding dengan besarnya arus. Frekuensi output ini bisa diskala
dengan mengatur kaki selektor S0 dan S1. Penskalaan output ditunjukkan dalam tabel 2.2.
Tabel 2.2 Penskalaan output [14]
Dalam perancangan ini skala sensor yang akan digunakan adalah skala frekuensi keluaran
100% dengan mengatur S0 dan S1 sama dengan 1. Photodioda yang akan digunakan
adalah photodioda red, green, dan blue. Ketiga photodiodaini digunakan secara bergantian
sesuai dengan pengaturan S2 dan S3 yang dikendalikan oleh perangkat lunak pada
2.9. Optocoupler
[15]Optocoupler adalah suatu piranti yang terdiri dari 2 bagian yaitu transmitter dan
receiver, yaitu antara bagian cahaya dengan bagian deteksi sumber cahaya terpisah.
Optocoupler digunakan sebagai saklar elektrik, yang bekerja secara otomatis. Optocoupler
adalah suatu komponen penghubung (coupling) antara rangkaian input dengan rangkaian
output yang menggunakan media cahaya (opto) sebagai penghubung.
Optocoupler terdiri dari dua bagian yaitu:
1. Transmitter
Transmitter dibangun dari sebuah LED infra merah. Jika dibandingkan dengan menggunakan LED biasa, LED infra merah memiliki ketahanan yang lebih
baik terhadap sinyal tampak. Cahaya yang dipancarkan oleh LED infra merah
tidak terlihat oleh mata telanjang.
2. Receiver
Receiver dibangun dengan dasar komponen phototransistor. Phototransistor merupakan suatu transistor yang peka terhadap tenaga cahaya. Suatu sumber
cahaya menghasilkan energi panas, begitu pula dengan spektrum infra merah.
Karena spekrum infra merah mempunyai efek panas yang lebih besar dari
cahaya tampak, maka phototransistor lebih peka untuk menangkap radiasi dari
sinar infra merah.
Gambar 2.20. Simbol optocoupler [15]
Optocoupler biasa digunakan untuk mengisolasi common rangkaian input dengan
common rangkaian output sehingga supply tegangan untuk masing-masing rangkaian tidak saling terbebani dan juga untuk mencegah kerusakan pada rangkaian kontrol (rangkaian
input). Optocoupler dapat dikatakan sebagai gabungan dari LED infra merah dengan
phototransistor yang terbungkus menjadi satu chips seperti pada gambar 2.20. LED infra
dengan konsumsi daya sangat kecil. Phototransistor merupakan komponen elektronika
yang berfungsi sebagai detektor cahaya infra merah.
Prinsip kerja dari optocoupler adalah :
a. Jika antara phototransistor dan LED terhalang maka phototransistor akan off
sehingga output dari kolektor akan berlogika high.
b. Jika antara phototransistor dan LED tidak terhalang maka phototransistor akan
on sehingga outputnya akan berlogika low.
Gambar 2.21. Bentuk fisik optocoupler
2.10. Push Button
Push button merupakan suatu jenis saklar yang bekerja bila ada tekanan pada tombol dan saklar ini akan memutus atau menghubung sesuai dengan jenisnya. Bila
tekanan dilepas maka kontak akan kembali ke posisi semula karena ada tekanan pegas
[13]. Gambar 2.22. menunjukkan contoh bentuk fisik tombol push button.
Gambar 2.22. Bentuk fisik push button [13]
Dari konstruksinya, maka push button dibedakan menjadi beberapa tipe yaitu:
1. Tipe Normally Open (NO)
Push button NO berwarna hijau dan disebut juga dengan tombol start karena kontak akan menutup bila ditekan dan kembali terbuka bila dilepaskan. Bila
tombol ditekan maka kontak bergerak akan menyentuh kontak tetap sehingga
Gambar 2.23. Simbol NO [13]
2. Tipe Normally Closed (NC)
Push button NC berwarna merah dan disebut juga dengan tombol stop karena kontak akan membuka bila ditekan dan kembali tertutup bila dilepaskan.
Kontak bergerak akan lepas dari kontak tetap sehingga arus listrik akan
terputus.
Gambar 2.24. Simbol NC [13]
3. Tipe NC dan NO
Tipe ini kontak memiliki 4 buah terminal baut, sehingga bila tombol tidak
ditekan maka sepasang kontak akan NC dan kontak lain akan NO, bila tombol
ditekan maka kontak tertutup akan membuka dan kontak yang membuka akan
tertutup.
[image:39.612.105.518.69.700.2]
2.11. Katup
Solenoid
Solenoid adalah peralatan yang dipakai untuk mengkonversi signal elektrik atau
arus listrik menjadi gerak linear mekanik. Sebuah katup solenoid adalah kombinasi dari
kumparan solenoid dengan inti dan katup yang mengontrol untuk menghalangi atau
meneruskan aliran cairan, gas, uap, dan media lainnya. Ketika kumparan kawat solenoid
diberi arus listrik maka akan menghasilkan medan magnet dan inti ditarik ke kumparan
solenoid untuk membuka katup. Pegas mengembalikan katup pada posisi aslinya tertutup
ketika arus berhenti. Katup solenoid digunakan untuk mengontrol hidrolik (cairan minyak),
pneumatik (udara) atau aliran air. Katup solenoid direksional sering digunakan untuk
mengoperasikan silinder ganda aksi [9]. Gambar 2.26. merupakan contoh katub solenoid.
Gambar 2.26. Katup solenoid
2.12. Pneumatik[16]
Pneumatik merupakan ilmu yang mempelajari teknik pemakaian udara bertekanan
(udara kempa). Pengertian pneumatik berasal dari bahasa Yunani, yaitu ‘pneuma’ yang
berarti napas atau udara. Istilah pneumatik selalu berhubungan dengan teknik penggunaan
udara bertekanan. Dalam sistem pneumatik udara difungsikan sebagai media transfer dan
sebagai penyimpan tenaga (daya) yaitu dengan cara dikempa atau dimampatkan.
Pemilihan penggunaan udara bertekanan (pneumatik) sebagai sistim kontrol
dalam proses otomasinya, karena pneumatik mempunyai beberapa keunggulan, antara lain:
mudah diperoleh, bersih dari kotoran dan zat kimia yang merusak, mudah didistribusikan
melalui saluran (selang) yang kecil, aman dari bahaya ledakan dan hubungan singkat, dapat
dibebani lebih, tidak peka terhadap perubahan suhu.
Pneumatik adalah salah satu sistem yang memanfaatkan fluida angin untuk
dalam sistem ini diambil dari udara yang ada di lingkungan. Sebelum dimasukkan ke
dalam sistem, udara disaring dan dimampatkan terlebih dahulu dengan suatu alat yang
bernama kompresor.
2.12.1.Silinder Penggerak Tunggal (Single Acting Cylinder)
Silinder ini mendapat suplai udara hanya dari satu sisi saja. Untuk mengembalikan
ke posisi semula biasanya digunakan pegas. Silinder kerja tunggal hanya dapat
memberikan tenaga pada satu sisi saja. Karena gerakannya yang hanya satu arah saja, jenis
ini biasanya digunakan untuk pencekaman, pengungkit, pengepresan, pengangkatan,
penggerak pemakanan.
Gambar 2.27. Silinder penggerak tunggal
Silinder pneumatik sederhana terdiri dari beberapa bagian, yaitu torak, seal,
batang torak, pegas pembalik, dan silinder. Silinder sederhana akan bekerja bila mendapat
udara bertekanan pada sisi kiri, selanjutnya akan kembali oleh gaya pegas yang ada di
dalam silinder pneumatik.
2.12.2. Silinder Penggerak Ganda (Double Acting Cylinders)
Silinder ini mendapat suplai udara kempa dari dua sisi. Konstruksinya hampir
sama dengan silinder kerja tunggal. Keuntungannya adalah bahwa silinder ini dapat
memberikan tenaga kepada dua belah sisinya. Silinder kerja ganda ada yang memiliki
batang torak (piston road) pada satu sisi dan ada pada kedua pula yang pada kedua sisi.
Silinder pneumatik penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada. Silinder
pneumatik penggerak ganda terdiri dari beberapa bagian, yaitu torak, seal, batang torak,
dan silinder. Sumber energi silinder pneumatik penggerak ganda dapat berupa sinyal
(processor) kemudian baru ke katup kendali. Pengaturan ini tergantung pada banyak sedikitnya tuntutan yang harus dipenuhi pada gerakan aktuator yang diperlukan.
Gambar 2.28. Silinder penggerak ganda
2.12.3. Festo Silinder DFM-20-80-PA-KF[17]
Festo silinder DFM merupakan silinder dengan merk festo yang dilengkapi
dengan drive dan pemandu (guide) dalam 1 alat. Silinder ini memiliki daya tahan tinggi
terhadap torsi dan gaya, bebas perawatan, memiliki kekakuan tinggi karena diameter
batang pemandu (guide) yang besar dan 4 sikat bantalan. Perputaran bantalan pemandu
(guide) memberikan kelancaran dan kecepatan yang tinggi. Gambar 2.29. menunjukkan contoh silinder pneumatik festo DFM.
Spesifikasi festo silinder DFM-20-80-PA-KF :
1. Diameter piston 20 mm
2. Panjang stroke 80 mm
3. Koneksi pneumatik M5
4. Tekanan kerja 2-10 bar
5. Mode operasi silinder penggerak ganda
2.12.4. Festo Silinder DGPL-32-300-PPV-KF-GK [18]
Festo silinder DGPL merupakan salah satu silinder pneumatik yang berfungsi
sebagai pengarah linier (positioning). Posisi berhenti dari piston pada silinder dapat diatur,
bebas perawatan, digunakan pada handling system. Gambar 2.30. menunjukkan contoh
silinder pneumatik festo DGPL.
Gambar 2.30. Silinder pneumatik festo DGPL
Spesifikasi festo silinder DGPL-32-300-PPV-KF-GK:
1. Diameter piston 32 mm
2. Panjang stroke 10-3000 mm
3. Koneksi pneumatik G1/8
4. Tekanan kerja 2-10 bar
5. Mode operasi silinder penggerak ganda
2.12.5. Vacuum [19]
Vacuum generator digunakan untuk menghasilkan udara vakum atau udara
hisap. Vacuum generator digunakan bersamaan dengan mangkuk hisap (vacuum
gripper) untuk memindahkan atau mengangkat suatu produk dengan cara menciptakan
ruang vacuum. Alat ini bekerja pada prinsip venturi meter (vacuum).
2.13. Software CodeVisionAVR[20]
CodeVisionAVR merupakan salah satu software compiler yang khusus digunakan
untuk membuat program mikrokontroler keluarga AVR dengan menggunakan bahasa
pemrograman C. Program tersebut kemudian diterjemahkan oleh CodeVisionAVR
menjadi kode heksadesimal yang akan didownload ke dalam chip mikrokontroler AVR.
Kelebihan dari CodeVisionAVR adalah tersedianya fasilitas untuk mendownload
program ke mikrokontroler yang telah terintegrasi sehingga CodeVisionAVR ini selain
dapat berfungsi sebagai software compiler juga berfungsi sebagai software
programmer/downloader. Jadi program yang telah diubah (compile) bisa didownload
secara langsung menggunakan software CodeVisionAVR.
2.13.1. Penggunaan Software CodeVisionAVR
Bukaaplikasi CodeVisionAVR dengan cara melakukan klik ganda pada shortcut
ikon CodeVisionAVR yang terbentuk pada desktop, maka sebuah tampilan awal
CodeVision akan muncul seperti ditunjukkan oleh gambar 2.32. Tampilan awal ini berisi
informasi tentang versi program CodeVisionAVR yang dipakai.
Gambar 2.32. Tampilan awal CodeVisionAVR
Beberapa detik kemudian IDE dari CodeVisionAVR akan muncul seperti yang ditunjukkan
Gambar 2.33. IDE CodeVisionAVR
Untuk memulai membuat project baru terlebih dahulu diperlukan inisialisasi
mikrokontroler yang digunakan meliputi pengaturan chip IC, clock, I/O port, timer, dan
segala hal diperlukan dalam mendesain suatu pemrograman. Menu inisialisasi dapat dilihat
pada gambar 2.34. di bawah ini:
Gambar 2.34. Pengaturan Code WizardAVR
Setelah inisialisasi chip mikrokontroler maka selanjutnya simpan file dengan cara
BAB III
PERANCANGAN SISTEM
Dalam bab ini akan dibahas mengenai perancangan sistem akan yang meliputi : diagram blok sistem, perancangan perangkat keras, perancangan pengendali sistem, diagram alir, dan cara kerja sistem.
3.1.
Blok Diagram Sistem
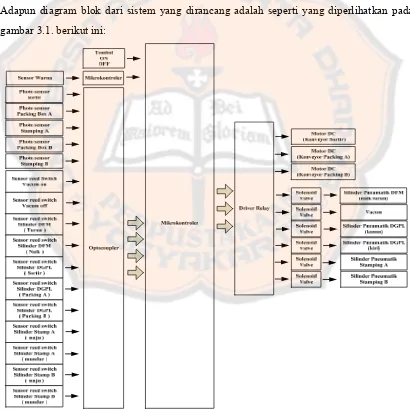
[image:47.612.106.516.261.671.2]Diagram blok merupakan gambaran dasar dari rangkaian sistem yang akan dibuat. Adapun diagram blok dari sistem yang dirancang adalah seperti yang diperlihatkan pada gambar 3.1. berikut ini:
Penjelasan dari gambar 3.1. blok diagram sistem diatas :
1. Photo sensor digunakan untuk mendeteksi keberadaan benda pada konveyor. 2. Sensor warna digunakan untuk mendeteksi warna benda.
3. Mikrokontroler berfungsi sebagai pengendali utama sistem.
4. Optocoupler berfungsi sebagai penghubung antara rangkaian masukan yang berupa sensor dengan mikrokontroler.
5. Driver relay merupakan rangkaian penghubung antara mikrokontroler dengan rangkaian keluaran untuk mengaktifkan motor dc dan solenoid.
6. Motor DC sebagai penggerak konveyor.
7. Solenoid valve untuk menggerakkan silinder pneumatik. 8. Silinder pneumatik merupakan aktuator.
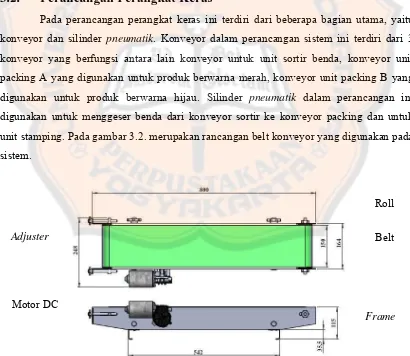
3.2. Perancangan
Perangkat
Keras
[image:48.612.106.516.314.670.2]Pada perancangan perangkat keras ini terdiri dari beberapa bagian utama, yaitu konveyor dan silinder pneumatik. Konveyor dalam perancangan sistem ini terdiri dari 3 konveyor yang berfungsi antara lain konveyor untuk unit sortir benda, konveyor unit packing A yang digunakan untuk produk berwarna merah, konveyor unit packing B yang digunakan untuk produk berwarna hijau. Silinder pneumatik dalam perancangan ini digunakan untuk menggeser benda dari konveyor sortir ke konveyor packing dan untuk unit stamping. Pada gambar 3.2. merupakan rancangan belt konveyor yang digunakan pada sistem.
Gambar 3.2. Rancangan belt konveyor
Belt
Frame
Roll
Adjuster
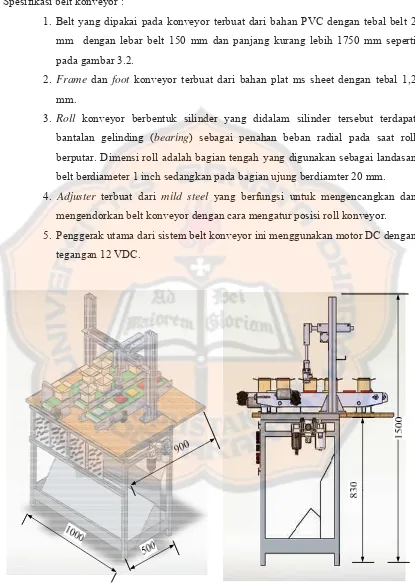
Spesifikasi belt konveyor :
1. Belt yang dipakai pada konveyor terbuat dari bahan PVC dengan tebal belt 2 mm dengan lebar belt 150 mm dan panjang kurang lebih 1750 mm seperti pada gambar 3.2.
2. Frame dan foot konveyor terbuat dari bahan plat ms sheet dengan tebal 1,2
mm.
3. Roll konveyor berbentuk silinder yang didalam silinder tersebut terdapat bantalan gelinding (bearing) sebagai penahan beban radial pada saat roll berputar. Dimensi roll adalah bagian tengah yang digunakan sebagai landasan belt berdiameter 1 inch sedangkan pada bagian ujung berdiamter 20 mm.
4. Adjuster terbuat dari mild steel yang berfungsi untuk mengencangkan dan
mengendorkan belt konveyor dengan cara mengatur posisi roll konveyor.
5. Penggerak utama dari sistem belt konveyor ini menggunakan motor DC dengan tegangan 12 VDC.
[image:49.612.103.518.72.655.2]Pada perancangan sistem ini pada unit sortir, selain memisahkan produk sesuai warnanya, unit ini juga berfungsi sebagai pemindah produk dari konveyor sortir ke konveyor packing dan kemudian dimasukan ke dalam kardus. Komponen yang digunakan pada unit sortir ini menggunakan silinder pneumatik. Konstruksi unit sortir diletakkan di atas meja yang terbuat dari bahan kayu dan baja profile
[image:50.612.102.511.179.686.2]seperti pada gambar 3.4.
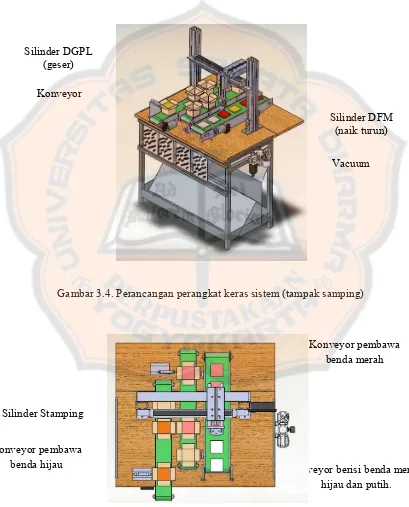
Gambar 3.4. Perancangan perangkat keras sistem (tampak samping)
Gambar 3.5. Perancangan perangkat keras sistem (tampak atas) Vacuum Silinder DFM
(naik turun) Silinder DGPL
(geser)
Konveyor
Konveyor berisi benda merah, hijau dan putih. Konveyor pembawa
benda merah
3.3.
3.3.1.
sistem sistem kapasi (clock port B3.3.2.
benda silinde mikrok maka 24Vdc mikrokPeranca
. Rangka
Rangkaia m perancang mnya sepertiitor 22 pF p
k), resistor 10 B, port C, dan
G
. Rangka
Pada pera menggunak er pneumatik
kontroler At diperlukan c bisa diolah
Rangkaia kontroler m
angan Ran
aian Mikro
an mikrokon gan ini digu ditunjukkan pada pin XTA
0 kΩ dan ka n port D seb
Gambar 3.6.
aian Masu
ancangan si kan photo se
k yang mem tmega8535 b penghubung h oleh mikrok an yang dig menggunaka
ngkaian P
okontroler
ntroler meru unakan mik n pada gamb
AL1 dan XT apasitor 10 n bagai masuka
Rangkaian
ukan Mikr
stem ini, se ensor dan r
miliki teganga berupa tega g tegangan a kontroler. gunakan se an optocoup
Pengendali
r
upakan pus krokontroler bar 3.6. yan TAL2 yang nF dan tombo
an dan kelua
mikrokontro
rokontrole
nsor yang d
reed switch
an kerjanya angan 5Vdc agar masuka
ebagai peng
upler, dalam
i
sat pengend jenis Atme ng mengguna berfungsi se ol push butto
aran dari mik
oler Atmega8
er
dipakai untuk sensor untu 24 Vdc. Ma c, karena ad an dari sens
ghubung teg m perancan dalian dari ega8535 ya akan kristal ebagai pemb
on pada pin
krokontroler
8535 [6]
k mendetek uk mendetek asukan dan te danya perbed
sor yang ber
gangan mas ngan ini m
sistem. Pad ang rangkaia 12 MHz da bangkit siny
optoco keluar masuk seband untuk hamba hamba seri de hampi menga
oupler tipe ran IC = 20
kan menggun
Berdasark ding deng
membatasi atan (R1) seb
Nilai ham atan yang dip engan input o
Pada per ir sama sep acu teori pad
PC 817 deng 0mA, VCE =
nakan optoco
Gambar
kan teori h gan beda
i arus yang besar :
mbatan yang pakai pada R
optocoupler
rancangan si perti fungsi
da bab 2 sub
gan data pad = 2Vdc [21
oupler :
3.7. Rangka
hukum ohm potensial g mengalir
R1 = (VIN –
R1 = (24V – R1 = 1140 Ω
g sesuai deng R1 = 1200 Ω
.
istem ini ke transistor b bab 2.3 ten
da input IF =
]. Gambar
aian masukan
bahwa aru antara u melalui ma
– VF) / IF
– 1,2V) / 20m
Ω
gan perhitun
Ω yang ada
eluaran pada yang digun ntang transis
= 20 mA, VF
3.7. merupa
n mikrokontr
us yang me ujung-ujung asukan opto
mA
ngan 1140Ω dipasaran. H
a optocoupl
nakan sebag stor sebagai
F = 1,2 Vdc
akan skema
roler
elewati suat penghant
ocoupler pe
dipasaran ti Hambatan di
ler memiliki gai saklar, m
saklar maka
dan data pad a perancanga
tu penghant tar tersebu erlu dipasan
idak ada, nil pasang seca
i fungsi yan maka denga a pada bagia
keluar hamba keluar sambu
3.3.3.
valve. peranc yang menur tegang 3.9. mran optocoup
atan (R2) pad
Jadi nilai ran optocoup
ungan antara
. Rangkaia
Rangkaian Rangkaian d
cangan sistem dipakai ada rut datashee
gan coil 24V merupakan pe
G
pler untuk da keluaran
i hambatan y
upler. Bagia a hambatan d
an Driver
n driver relay driver ini ter m ini mengg
lah BD139
et [22]. Re Vdc dan nila
erancangan r
Gambar 3.8.
membatasi sebesar :
R2 = (VIN –
R2 = (5V – R2 = 150 Ω yang dipaka an yang dih dengan kaki
Relay
y digunakan rdiri dari ko gunakan tran yang memp lay yang d ai hambatan rangkaian dr
Rangkaian
arus yang m
– VCEsat ) / IC
2V) / 20 mA
ai 150 Ω. Ha hubungkan k kolektor opt
n untuk meng mponen resi nsistor yang d
punyai peng digunakan a n coilnya 16
river relay :
driver relay
mengalir ph
A ambatan dip ke mikroko tocoupler. ggerakkan m istor, dioda, difungsikan guatan (hfe adalah tipe
00 Ω [23].
penggerak m
hototransisto
pasang secar ontroler diam
motor dc mau transistor da sebagai sak 40-250), IC
HRS4E-S-D Gambar 3.8
motor dc
or, maka nil
ra seri denga mbilkan pad
upun soleno
an relay. Pad lar. Transist
C(max) = 1,5
DC24 denga 8. dan gamb
Denga untuk hamba Denga adalah Nilai h
Nilai R dipasa
G
an mengacu membatasi atan (R1). N
an perancan h :
hambatan (R
R1 yang dip aran tidak ad
Gambar 3.9.
teori pada arus yang ilai arus kole
gan pengua
R1) pada kak
pasang pada da maka dipa
. Rangkaian
bab 2 sub mengalir m ektor (Ic) ya IC = VCC / R
Ic = 24V / 1 Ic = 15 mA atan transisto
IB = IC / hfe
IB = 15mA/
IB = 0,15 mA
ki basis trans R1 = (VIN –
R1 = (5V – R1 = 28666 a kaki basis asang hamba
driver relay
bab 2.3 per melalui masu
ang mengalir RC
600Ω
or (hfe) =
100 A
sistor adalah – VBE) / IB
0,7V) / 0,15
Ω
s rangkaian atan dengan n
penggerak s
rsamaan 2.1 ukan transis r melalui rela
100, nilai a
:
5 mA
driver adala nilai 30000Ω
solenoid
tentang tra tor maka p ay adalah :
arus basis y
ah 28666 Ω
Ω.
ansistor, mak erlu dipasan
yang mengal
Ω, karena nil ka ng
lir
3.3.4.
diguna mikrok mikrok sebaga sensor Cara k 1. 2. 3.. Rangka
Pada per akan sebaga kontroler A kontroler A ai pengenda r warna TCSkerja rangkai Sensor war Sensor war Frekuensi dengan
![Gambar 2.10. Simbol Relay [11]](https://thumb-ap.123doks.com/thumbv2/123dok/826143.605940/30.612.105.520.262.647/gambar-simbol-relay.webp)
![Gambar 2.12. Konstruksi motor DC [12]](https://thumb-ap.123doks.com/thumbv2/123dok/826143.605940/32.612.103.520.63.688/gambar-konstruksi-motor-dc.webp)
![Gambar 2.17. Pendeteksian benda pada photo sensor [9]](https://thumb-ap.123doks.com/thumbv2/123dok/826143.605940/35.612.240.393.588.675/gambar-pendeteksian-benda-pada-photo-sensor.webp)
![Gambar 2.25. Tipe NC dan NO [13]](https://thumb-ap.123doks.com/thumbv2/123dok/826143.605940/39.612.105.518.69.700/gambar-tipe-nc-dan-no.webp)