25 Universitas Kristen Petra
4.1. Gambaran Umum Perusahaan
PT Segatama Lestari berdiri di Gresik Jawa Timur pada tahun 1996, sejak awal didirikan, perusahaan ini telah menetapkan tujuan jangka panjang untuk menjadi produsen rak TV kelas dunia yang mampu bersaing di dunia internasional. Hingga saat ini, ribuan rak TV dan rak komputer telah diproduksi oleh PT Segatama Lestari dan sebagian besar dipasarkan di Asia, Eropa dan kawasan Timur Tengah. Sejak pertama kali didirikan sampai dengan saat ini, perusahaan secara kontinu melakukan penambahan areal produksi serta penambahan mesin-mesin produksi.
Melihat visi ke depan yaitu bahwa semakin pentingnya brand image di mata para konsumen, maka merek X yang diproduksi oleh PT Segatama Lestari akan dikembangkan menjadi sebuah merek rak TV premium (top of mind) di Indonesia dengan tingkat kualitas internasional baik dari segi produk, distribusi maupun kepuasan konsumen. Untuk mencapai visi tersebut, perusahaan tentunya memerlukan dukungan sepenuhnya oleh beberapa pihak yang merupakan suatu kesatuan yang solid dan kuat yang meliputi supplier, distributor, konsumen, dan semua mitra kerja lainnya. Mencapai customer satisfaction adalah tujuan yang hendak dicapai perusahaan ini. PT Segatama Lestari menganggap kepuasan pelanggan menjadi salah satu faktor penting kesuksesan merek X. Beberapa faktor yang menunjang merek X dalam mencapai kepuasan pelanggan diantaranya:
1. Teknologi
Teknologi merupakan bagian penting yang tidak terpisahkan untuk menciptakan berbagai produk rak TV, rak komputer PT Segatama Lestari yang berkualitas tinggi, mulai dari teknologi desain, teknologi produksi, teknologi informasi dan manajemen, serta teknologi marketing promosi dan komunikasi. Semua teknologi tersebut diperlukan untuk menunjang PT Segatama Lestari dalam berkembang dan sukses di masa depan.
Universitas Kristen Petra
2. Kualitas
Kualitas adalah faktor penting yang harus dipunyai oleh suatu produk selain brand image. Dengan kualitas tinggi yang dimilikinya, suatu produk mampu untuk sukses dan bersaing dengan produk lainnya. Dalam hal ini, kualitas yang dimaksud meliputi dimensi yang luas mulai dari kualitas produk rak itu sendiri, kualitas komunikasi dan distribusi, kualitas pelayanan dan kualitas seluruh bagian dari PT Segatama Lestari.
3. Keseriusan kerja
PT Segatama Lestari selalu berusaha cermat dalam bekerja dan memperhatikan sampai detail terkecil dari seluruh proses produksi dan pemasaran hingga sampai ke tangan konsumen untuk mencapai kepuasan konsumen.
4.1.1. Fasilitas
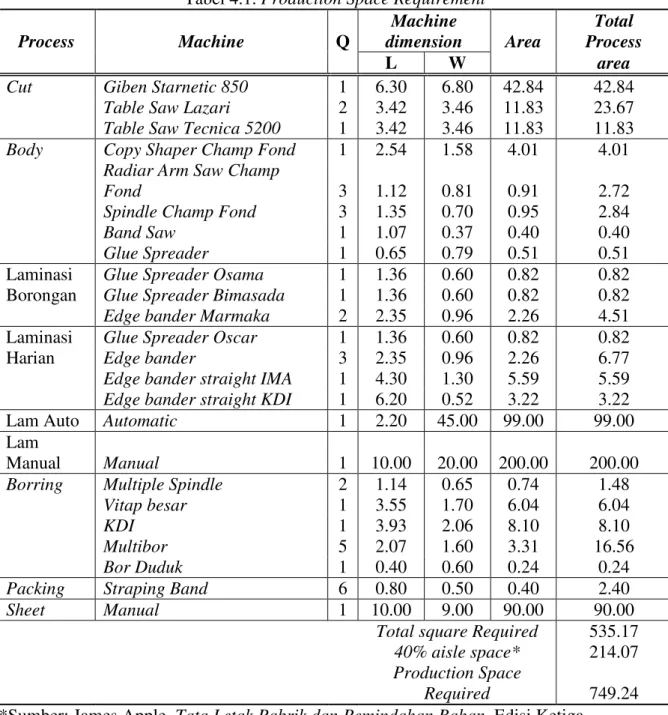
Untuk mengetahui berapa luas minimum yang diperlukan untuk tiap-tiap fasilitas maka diperlukan data-data mengenai dimensi mesin-mesin yang terdapat pada setiap fasilitas beserta toleransi untuk jalan lintasan (aisle) dan data tersebut disajikan dalam bentuk tabel 4.1. untuk aktivitas produksi dan tabel 4.2. untuk aktivitas non produksi berikut ini.
Universitas Kristen Petra
Tabel 4.1. Production Space Requirement
Process Machine Q Machine
dimension Area Total Process
L W area
Cut Giben Starnetic 850 1 6.30 6.80 42.84 42.84
Table Saw Lazari 2 3.42 3.46 11.83 23.67
Table Saw Tecnica 5200 1 3.42 3.46 11.83 11.83 Body Copy Shaper Champ Fond 1 2.54 1.58 4.01 4.01 Radiar Arm Saw Champ
Fond 3 1.12 0.81 0.91 2.72
Spindle Champ Fond 3 1.35 0.70 0.95 2.84
Band Saw 1 1.07 0.37 0.40 0.40
Glue Spreader 1 0.65 0.79 0.51 0.51
Laminasi Glue Spreader Osama 1 1.36 0.60 0.82 0.82 Borongan Glue Spreader Bimasada 1 1.36 0.60 0.82 0.82
Edge bander Marmaka 2 2.35 0.96 2.26 4.51
Laminasi Glue Spreader Oscar 1 1.36 0.60 0.82 0.82
Harian Edge bander 3 2.35 0.96 2.26 6.77
Edge bander straight IMA 1 4.30 1.30 5.59 5.59 Edge bander straight KDI 1 6.20 0.52 3.22 3.22
Lam Auto Automatic 1 2.20 45.00 99.00 99.00
Lam Manual Manual 1 10.00 20.00 200.00 200.00
Borring Multiple Spindle 2 1.14 0.65 0.74 1.48
Vitap besar 1 3.55 1.70 6.04 6.04
KDI 1 3.93 2.06 8.10 8.10
Multibor 5 2.07 1.60 3.31 16.56
Bor Duduk 1 0.40 0.60 0.24 0.24
Packing Straping Band 6 0.80 0.50 0.40 2.40
Sheet Manual 1 10.00 9.00 90.00 90.00
Total square Required 535.17
40% aisle space* 214.07
Production Space
Required 749.24
*Sumber: James Apple, Tata Letak Pabrik dan Pemindahan Bahan. Edisi Ketiga., 1990. p.23
Universitas Kristen Petra
Tabel 4.2. Nonproduction Activity Space Requirement
Activity Area (M2)
Storage:
Partikel 600
Finished Gd 450
Tools & Eq 1265
Administration 135
Showroom 300
Stock Sheet 180
Glass Sticker 100
Part packing 50
Shipping 150
Total 3230
4.1.2. Proses Produksi
Proses Produksi PT Segatama Lestari secara umum terdiri dari beberapa langkah berikut:
1. Cut
Lembaran partikel yang berukuran 120 x 240 m atau 122 x 244 m dengan ketebalan berkisar antara 0,3 sampai 2,4 milimeter dipotong dengan dimensi yang diinginkan sesuai dengan spesifikasi.
2. Body
Lembaran part yang telah dipotong tersebut kemudian dibentuk sesuai dengan keinginan, dengan derajat kelengkungan sesuai dengan spesifikasi. Pada umumnya tahap ini terjadi pada komponen meja atas dan meja bawah, sedangkan untuk rak-rakan tidak perlu melalui proses pembentukan (body).
3. Laminasi
Proses laminasi ini berupa proses melapisi lembaran part dengan sheet. Proses ini dapat dilakukan secara manual atau secara otomatis dengan mesin. Apabila dilakukan secara otomatis maka proses ini menjadi proses pertama, dan digunakan pada komponen rak-rakan dengan tujuan untuk untuk menghemat waktu, tenaga dan part. Selain itu pada tahap ini, perusahaan juga menyiapkan tenaga borongan dengan tujuan efisiensi dan dikhususkan untuk komponen meja (atas dan bawah).
Universitas Kristen Petra
4. Edging
Tahap Edging ini adalah tahap melapisi bagian tepi dari tiap-tiap komponen yang telah dilaminasi dengan bahan sheet untuk edging.
5. Borring
Proses Borring ini dilakukan dengan memasukkan part ke dalam mesin borring yang telah diset dengan spesifikasi titik bor yang telah ditentukan dan menghasilkan lubang untuk pemasangan komponen-komponen penunjang seperti dowel, duplo, screw, dan lainnya.
6. Packing
Tahap ini merupakan tahap pengepakan tiap-tiap bagian yang telah diproses, pengepakan kaca, pilar, dan komponen penunjang lainnya seperti roda, minifix, cd tangga, push engsel, dan lain sebagainya. Setelah itu tiap-tiap bagian tersebut akan dipacking menjadi satu dan dibawa menuju finished good storage.
4.2. Pengolahan Data
Pengolahan data untuk perhitungan algoritma BLOCPLAN, CORELAP, dan CRAFT diperlukan beberapa data yang akan dijelaskan dalam subbab berikut
4.2.1. Layout Keadaan Awal (Initial Layout)
Data pertama yang diperlukan untuk pengolahan algoritma BLOCPLAN, CORELAP, dan CRAFT ini antara lain layout keadaan awal (initial layout) dari perusahaan yang dapat dilihat pada lampiran 7.
4.2.2. Frekuensi Perpindahan Material
Frekuensi perpindahan material adalah data kuantitatif yang diperlukan algoritma CRAFT. Frekuensi perindahan material dicantumkan dalam From To Chart yang merupakan aliran secara kuantitatif (Quantitative Flow Measurement).
Data ini diperlukan untuk perhitungan momen dari layout.
Proses produksi di PT. Segatama Lestari bertipe job order, dimana setiap produk memiliki banyak komponen. Dalam pengukuran frekuensi dilakukan
Universitas Kristen Petra
dengan mengelompokkan macam produk yang ada dalam 5 macam tipe produk yang terbesar. Tipe-tipe itu adalah TOP, VEGA, STAR, COOL, dan GALAXY.
Dengan pembagian produk yang ada maka dapat diketahui aliran perpindahan material dari satu fasilitas ke fasilitas selanjutnya. Perpindahan material dari satu fasilitas ke fasilitas lainnya dihitung satu kali perpindahan material, dan dihitung untuk tiap-tiap komponen untuk satu unit produk. Setelah itu tiap-tiap produk dikalikan dengan jumlah produksi masing-masing tipe kemudian dibagi dengan daya muat forklift (data daya muat forklift dapat dilihat pada tabel 4.3.) sehingga didapatkan frekuensi perpindahan material dari tiap-tiap tipe dalam waktu satu tahun (data jumlah produksi dapat dilihat pada lampiran 1).
Tabel 4.3. Daya Muat Forklift /2 pallet part Lb
part 3 600 part 5 360 part 9 200 part 12 150 part 15 120 part 18 100 part 24 72
4.2.3. Biaya Material Handling
Material handling yang digunakan untuk memindahkan material antar fasilitas di perusahaan ini adalah Forklift yang terdiri dari 2 jenis yakni forklift elektrik dan forklift engine, masing-masing berjumlah dua buah. Forklift engine menggunakan bahan bakar bensin dan digunakan untuk mengangkut material krat-kratan atau yang berukuran besar sedangkan forklift elektrik menggunakan tenaga listrik dan digunakan untuk mengangkut komponen. Forklift engine menghabiskan 40 liter bahan bakar tiap minggunya sedangkan untuk forklift elektrik dalam satu hari memiliki waktu pemakaian 5 jam dengan daya listrik 1200 Watt. Sedangkan jarak total didapatkan dari perhitungan momen. Untuk perhitungan yang lebih rinci dapat dilihat pada tabel 4.4. dan tabel 4.5.
Perhitungan material handling cost ini menggunakan data pada initial layout.
Universitas Kristen Petra
Tabel 4.4. Biaya Bahan Bakar Forklift Engine
minggu tahun Cost/l total m total/m 2 engine 80 4160 4300 17888000 1411240.09 12.68
Dari tabel di atas dapat diketahui bahwa total biaya bahan bakar setiap tahun adalah sebesar Rp. 17.888.000,00. Kemudian dari hasil perhitungan dari lampiran 22 diketahui bahwa total jarak yang ditempuh oleh forklift engine dalam satu tahun adalah 1411240.09 meter. Dengan demikian dapat diketahui total biaya bahan bakar per meter untuk forklift engine yaitu sebesar Rp. 12.68,00 yang akan digunakan sebagai acuan untuk melakukan perhitungan material handling cost pada layout BLOCPLAN, CORELAP, dan CRAFT.
Tabel 4.5.Biaya Listrik Forklift Elektrik
Wkt
pakai(jam)
/hari /th Wh kWh biaya/kWh total M total/m
2 elektrik 10 3120 748800 748.8 440 329472.00 1157335.87 0.28
Dari tabel di atas dapat diketahui waktu pakai forklift elektrik dalam satu tahun adalah 3120 jam, sehingga didapat daya listrik yang terpakai adalah 748,8 kWh dengan total biaya sebesar Rp 329.472,00. Setelah dilakukan perhitungan total jarak yang ditempuh forklift elektrik tersebut dalam satu tahun yaitu sebesar 1.157.335,87 meter maka didapatkan total biaya listrik per meter untuk forklift elektrik ini sebesar Rp. 0.28,00, yang mana data ini kemudian digunakan sebagai acuan untuk melakukan perhitungan material handling cost untuk layout BLOCPLAN, CORELAP, dan CRAFT.
4.2.4. Activity Relationship Chart (ARC)
ARC adalah data kualitatif yang diperlukan dalam BLOCPLAN, CORELAP dan CRAFT. Dalam penelitian ini, ARC dibentuk dari kondisi operasional lantai produksi dengan mempertimbangkan segala kemungkinan dan hubungan yang terjadi antar departemen. Selain itu untuk menentukannya juga merupakan hasil diskusi dengan pihak perusahaan. Kode nomor satu (1)
Universitas Kristen Petra
menunjukkan Flow affinity yang bersifat kuantitatif sedangkan kode nomor dua (2) dan tiga (3) menunjukkan non flow affinity yang bersifat kualitatif. Hubungan yang terjadi antar departemen dapat dilihat pada tabel 4.6.
Tabel 4.6. Kode Alasan untuk Activity Relationship Chart
Kode Alasan
1 2 3
Adanya perpindahan material
Membutuhkan komunikasi, informasi dan kerja sama Adanya perpindahan/pergerakan operator
Pengukuran ini menggunakan kode huruf:
A : Absolutely Important/ Mutlak didekatkan E : Especially Important/ Sangat penting didekatkan I : Important/ Penting didekatkan
O : Ordinary Important / Kedekatan Biasa U : Unimportant/ tidak penting didekatkan X : Undesireable/ Tidak boleh didekatkan
Beberapa pertimbangan umum yang diperlukan sebagai dasar bagi penetapan ARC (Activity Relationship Chart) ini antara lain:
1. Fasilitas gudang yakni tools and equipment storage dan part storage diletakkan di bagian belakang pada tepi dinding pembatas layout dam merupakan areal tersendiri untuk memudahkan transportasi forklift.
2. Untuk fasilitas packing, finished good dan shipping diletakkan berdekatan karena merupakan proses yang berkelanjutan dengan fasilitas shipping berdekatan dengan pintu keluar pabrik untuk memudahkan aktivitas pengangkutan ke truk dan pengiriman.
3. Fasilitas borring diletakkan berjauhan dengan fasilitas administrasi karena aktivitas borring tersebut menimbulkan suara bising yang dikhawatirkan dapat mengganggu aktivitas pegawai administrasi.
Universitas Kristen Petra
4. Fasilitas auto laminasi diletakkan berdekatan dengan fasilitas part storage untuk memudahkan transportasi forklift untuk pengangkutan part yang berukuran besar.
5. Fasilitas tools and equipment storage dan fasilitas packing diletakkan berdekatan untuk memudahkan pengiriman komponen-komponen penunjang seperti kaca, dowel, push engkel, minifix, dan lain sebagainya.
Keseluruhan hasil penyesuaian ini dapat digambarkan dalam satu peta keterkaitan antar departemen yang dijabarkan pada tabel 4.7.
Tabel 4.7. Peta Keterkaitan Kegiatan PT Segatama Lestari
Project : Prj #
AFFINITY CHART Company: By: Date :
Note
1. Shaping (Cut & Body)
U 2 A Absolutely Necessary
2. Sheet A 3 E Especially Important
A 1 E 4 I Important
3. Laminasi & Edging 1 A 1 A 5 O Ordinary Close E 1 A 1 O 6 U Unimportant 4. Laminasi Borongan 2 E 1 U 1 U 7 X Undesirable
I 2 A U U 8
5. Laminasi (Mesin) 2 A 1 U U A 9
O 1 U U U 1 U #
6. Boring 1 U U I U I #
A U O 1 U E 3 U #
7. Packing (+Kaca, Komponen) 1 U U 1 U A 3 U I
O U U I 3 U U 3
8. Shipping 1 U U O 3 U I
U A U 3 U E 3
9. Partikel Storage A 1 U U O 3
U 1 U U O 3
10. Finished Gd Storage O U O 3
U 2 O U 3
11. Tools & Eq Storage O 2 U
I 2 U #
12. Administration 2 U 1 Material Flow
A 2 Communication
13. Showroom 3 3 Personal Movement
Reason Proximity
Universitas Kristen Petra
4.2.5. Jarak Perpindahan Material
Jarak Perpindahan Material adalah data kuantitatif yang diperlukan dalam perhitungan momen. Dalam penelitian ini, jarak perpindahan material diasumsikan sebanding dengan jarak rectilinear dari titik pusat masing-masing fasilitas. Jarak secara rectilinear dapat dirumuskan secara matematis sebagai berikut:
dij = Xi - Xj + Yi – Yj ……… (4.2.) Dimana:
dij = jarak rectilinear
(Xi, Yi) = titik pusat fasilitas i (Xj, Yj) = titik pusat fasilitas J
Dalam perhitungan titik pusat suatu fasilitas yang berbentuk persegi empat dilakukan dengan rumus secara sistematis yaitu:
X = 21 P, Y = 1 L ……… (4.1.) 2 Dimana :
P = panjang antara lokasi dan fasilitas L = Lebar antara lokasi dan fasilitas
Berikut diberikan contoh perhitungan fasilitas dan jarak rectilinear antar fasilitas. Dalam contoh ini digunakan initial layout untuk fasilitas nomor 1 dan 3.
Untuk fasilitas nomor 3 dilakukan perhitungan titik pusat dihitung dari pusat (0,0) adalah (½ *30, ½*30) = (15, 15) dan dilakukan perhitungan antara jarak fasilitas dengan pusat (0,0) yaitu dengan penambahan jarak fasilitas ke pusat, sebagai berikut (144 + X , 50 + Y) sehingga titik pusatnya menjadi ( 159,65).
Untuk fasilitas nomor 1 yang tidak berbentuk persegi empat maka perlu dilakukan penyesuaian. Penyesuaian ini dilakukan dengan membagi bentuk layout fasiitas tersebut menjadi bentuk segiempat. Dengan demikian perhitungan titik pusat adalah sebagai berikut:
X = ( 1 2)
)]
2
* 2 ( ) 1
* 1 [(
Li Li
Xi Li Xi
Li
+ +
=
) 495 1350 (
)]
5 . 16
* 495 ( ) 15
* 1350 [(
+ +
Universitas Kristen Petra
= 15.4024 15.40
Y = ( 1 2)
)]
2
* 2 ( ) 1
* 1 [(
Li Li
Yi Li Yi Li
+
+
=
) 495 1350 (
)]
5 . 7
* 495 ( ) 5 . 22
* 1350 [(
+ +
= 18.4756 18.48
Setelah itu dilakukan perhitungan dengan titik pusat (0,0) maka menjadi (15.40 + 197, 18.48 + 40) = (212.4, 58.48). Titik pusat ini kemudian digunakan untuk menghitung jarak antara fasilitas 1 dan 3 secara rectilinear yakni:
D13 = X1 – X3 + Y1-Y3 = 212.4 – 159 + 58.48-65 = 59.92 meter
Jadi jarak perpindahan material antara fasilitas 1 dan 3 adalah 59.92 meter, selanjutnya dilakukan perhitungan yang sama untuk fasilitas-fasilitas lainnya dan berlaku untuk semua layout mulai dari initial layout, hasil dari BLOCPLAN, CORELAP, dan CRAFT. Titik pusat masing-masing fasilitas dari layout selengkapnya dapat dilihat pada lampiran 20.
4.2.6. Algoritma BLOCPLAN
Pengolahan data dengan menggunakan algoritma BLOCPLAN dengan menggunakan software BLOCPLAN 90. Dalam program ini, data yang dibutuhkan adalah hasil pengukuran secara kualitatif yang dibentuk dalam Activity Relationship Chart (ARC), juga diperlukan data berupa informasi luas dari masing-masing fasilitas. Dalam menjalankan program ini digunakan automatic search yang akan menghasilkan 20 layout, dan pemilihannya adalah berdasarkan R-Score yang terbesar. R-Score yang terbesar dari hasil pengolahan adalah 0,84.
Dari hasil pengolahan software BLOCPLAN didapatkan layout score sebesar 0,71. Selain itu terdapat Rel-Dist Score sebesar 5953.855, L Bound sebesar 4250.702, U Bound sebesar 15086.7, dan total product movement sebesar
Universitas Kristen Petra
1029675 (contoh perhitungan dapat dilihat pada lampiran 8). Semakin rendah nilai Rel-Dist Score maka layout tersebut semakin baik.
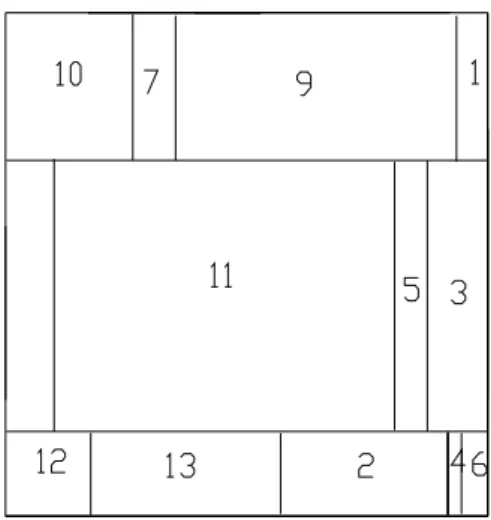
Output berupa layout dari software BLOCPLAN perlu dilakukan penyesuaian terlebih dahulu karena tidak sesuai dengan kondisi perusahaan.
Gambar 4.1. Layout Hasil Pengolahan Software BLOCPLAN Awal Keterangan:
1. Cut and Body 6. Borring 11. Tools and Equipment
2. Sheet 7. Packing 12. Administrasi
3. Laminasi Harian 8. Shipping 13. Showroom 4. Laminasi Borongan 9. Part storage
5. Auto Laminasi 10. Finished Good Storage
Hasil pengolahan algoritma BLOCPLAN menjadi layout alternatif 1.
Final layout BLOCPLAN dapat dilihat pada lampiran 9.
4.2.7. Algoritma Kriteria Ganda
Dalam Algoritma Kriteria Ganda dilakukan penggabungan antara data kuantitatif dan data kualitatif dalam satu analisa untuk mendapatkan suatu layout baru.
Universitas Kristen Petra
4.2.7.1. From To Chart
Pembuatan From To Chart adalah langkah awal yang dilakukan untuk data kuantitatif yang dipergunakan dalam pembuatan layout baru. Data kuantitatif yang membentuk from to chart adalah dengan menggunakan data frekuensi perjalanan material handling yang terjadi antar fasilitas. Frekuensi yang ada dapat dilihat pada lampiran 10.
Langkah selanjutnya adalah melakukan normalisasi pada data kuantitatif yang dilakukan dengan cara membagi dengan frekuensi yang terbesar.
Normalisasi ini dimaksudkan untuk menghilangkan dimensi-dimensi yang dibawa oleh data-data tersebut. Hasil normalisasi frekuensi dapat dilihat pada lampiran 12.
4.2.7.2. ARC (Activity Relationship Chart)
ARC adalah data kualitatif yang diperlukan pada algoritma kriteria ganda, dalam hal ini dikuantifikasikan dengan memberi nomor satu (1) sampai dengan enam (6). Dimana nilai tersebut dapat didefinisikan sebagai berikut:
Tabel 4.8. Penomoran Hubungan Kedekatan Pada ARC Kode ARC No Hubungan Kedekatan
A E I O U X
6 5 4 3 2 1
Chart hubungan kedekatan dinormalisasikan dengan membagi dengan angka yang terbesar. Normalisasi ini dimaksudkan untuk menghilangkan dimensi yang dibawa dari tiap data tersebut. Hasil normalisasi dapat dilihat pada lampiran 13.
Universitas Kristen Petra
4.2.8. Algoritma CRAFT
Pengolahan data dengan menggunakan algoritma CRAFT menggunakan bantuan software Quantitative System versi 3.0 dengan memilih facility layout.
Program ini membutuhkan data initial layout dan frekuensi perpindahan material, yang mana chart yang digunakan adalah chart dengan normalisasi gabungan antara from to chart sebagai data kuantitatif dengan chart ARC yang telah dikuantifikasikan dengan penomoran hubungan kedekatan yang dapat dilihat pada lampiran 14.
Output berupa layout dari software Quantitative System (QS) 3.0 tidak dapat langsung digunakan, karena pada hasil output, ruangan-ruangan kosong tidak dapat diidentifikasikan sehingga harus disesuaikan secara manual. Hasil output layout CRAFT mengalami 5 iterasi perpindahan sebagai berikut:
Tabel 4.9. Iterasi Pertukaran Fasilitas Algoritma CRAFT Iterasi Pertukaran fasilitas
1 2 3 4 5
G-I F-I A-B A-C E-I
Hasil layout CRAFT menjadi layout alternatif 2. Final layout CRAFT dapat dilihat pada lampiran 16 dan hasil output CRAFT dapat dilihat pada lampiran 15.
4.2.9. Algoritma CORELAP
Perhitungan dengan Algoritma CORELAP (Computerized Relationship Layout Planning) menggunakan peringkat hubungan kedekatan yang dinyatakan dalam TCR (Total Closeness Rating) dalam penempatan stasiun kerja.
Perhitungan TCR dilakukan berdasarkan data kualitatif pada ARC yang dikonversikan dalam angka, yaitu:
Universitas Kristen Petra
Tabel 4.10. Tabel Kode dan Nilai TCR
Kode A E I O U X
Nilai 10000 1000 100 10 0 -10
Setelah dilakukan konversi ke dalam bentuk angka maka dilakukan penjumlahan dalam tiap baris untuk mengetahui nilai TCR nya. Contoh perhitungan nilai TCR untuk fasilitas 1 dapat dilihat pada tabel di bawah ini:
Tabel 4.11. Contoh Perhitungan TCR Fasilitas Kode Nilai
From To
1 2 U 0
1 3 A 10000
1 4 E 1000
1 5 A 10000
1 6 O 10
1 7 U 0
1 8 U 0
1 9 A 10000
1 10 U 0
1 11 I 100
1 12 U 0
1 13 I 100
Total 31210
Demikian pula untuk fasilitas yang lainnya dilakukan perhitungan TCR dengan cara yang sama dan hasil perhitungan selengkapnya dapat dilihat pada lampiran 17.
Setelah dilakukan perhitungan TCR maka dicari fasilitas yang mempunyai nilai TCR yang terbesar untuk pengalokasian pertama, dan dari hasil perhitungan TCR dapat diketahui bahwa fasilitas 3 merupakan fasilitas yang dialokasikan pertama kali dengan TCR terbesar yakni 42200 dan dengan aturan sisi terbarat diberikan angka lokasi yang mungkin ditempati fasilitas berikutnya dan dapat digambar sebagai berikut:
Universitas Kristen Petra
8 7 6
1 3 5
2 3 4
Gambar 4.2. Contoh Pengalokasian Fasilitas Algoritma CORELAP
Selanjutnya perlu dicari TCR terbesar setelah fasilitas 3 yakni fasilitas 1 yang mempunyai nilai TCR 31210 dan memiliki hubungan ARC A dengan fasilitas 3, maka dilakukan perhitungan lokasi yang mungkin untuk peletakan fasilitas 1, yaitu mulai angka 1 sampai angka 8 dengan memberi angka perkalian 1 apabila terletak horizontal atau vertikal dengan fasilitas 3 dan memberi angka perkalian 0,5 apabila lokasi terletak diagonal dengan fasilitas yang telah diletakkan sebelumnya, dalam hal ini adalah fasilitas 3, sehingga perhitungannya adalah sebagai berikut:
Tabel 4.12. Contoh Perhitungan Score untuk Pengalokasian Fasilitas Lokasi Kode Nilai Perhitungan Score
1 A 10000 1 X 10000 10000
2 A 10000 0.5 X 1000 5000
3 A 10000 1 X 10000 10000
4 A 10000 0.5 X 1000 5000
5 A 10000 1 X 10000 10000
6 A 10000 0.5 X 1000 5000
7 A 10000 1 X 10000 10000
8 A 10000 0.5 X 1000 5000
9 A 10000 1 X 10000 10000
10 A 10000 0.5 X 1000 5000
11 A 10000 1 X 10000 10000
12 A 10000 0.5 X 1000 5000
13 A 10000 1 X 10000 10000
Demikianlah dilakukan perhitungan yang sama untuk pengalokasian fasilitas-fasilitas yang lain sehingga didapatkan pengalokasian semua fasilitas sebagai berikut: (Iterasi selengkapnya dapat dilihat pada lampiran 18).
Universitas Kristen Petra
11 7 10
9 1 3 6 8
5 2 4 13 12
Gambar 4.3. Hasil Pengalokasian Fasilitas Algoritma CORELAP Hasil pengolahan algoritma CORELAP tidak dapat langsung dipergunakan sebagai layout alternatif yang baru melainkan perlu dilakukan beberapa penyesuaian, hal ini disebabkan karena bentuk tataletak hasil algoritma CORELAP ini tidak tertib atau tidak beraturan. Layout hasil pengolahan algoritma CORELAP menjadi layout alternatif 3. Final layout dari CORELAP ini dapat dilihat pada lampiran 19.
4.3. Analisa Pembahasan Masalah
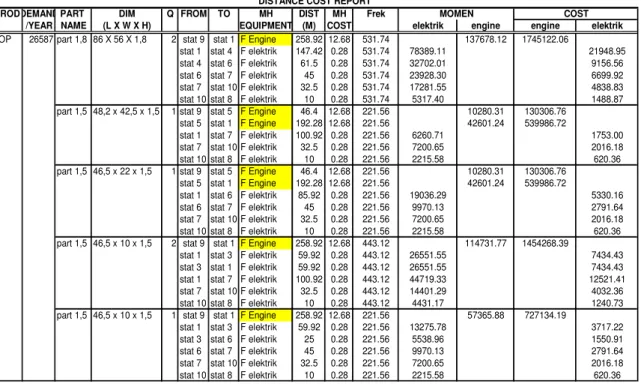
Tujuan dari tugas akhir ini adalah merancang ulang tata letak fasilitas (facility layout) yang lebih meminimalkan jarak perpindahan material dan dapat meminimalkan material handling cost. Maka diperlukan suatu evaluasi model layout yang telah dirancang sebelumnya. Untuk mengevaluasi layout yang terbaik, indikator yang dipakai adalah momen dan material handling cost, dimana layout yang memiliki momen paling kecil adalah layout yang meminimalkan jarak perpindahan material dan akan meminimalkan material handling cost. Berikut akan disajikan tabel mengenai perhitungan momen dan material handling cost dari initial layout produk TOP dan untuk lebih jelasnya dapat dilihat pada lampiran 22 sampai dengan 25.
Universitas Kristen Petra
Tabel 4.13. Analisa Momen dan Material Handling Cost Produk TOP pada Initial Layout
Lampiran 22: Distance Cost Report Initial Layout
PRODDEMAND PART DIM Q FROM TO MH DIST MH Frek
/YEAR NAME (L X W X H) EQUIPMENT (M) COST elektrik engine engine elektrik TOP 26587 part 1,8 86 X 56 X 1,8 2 stat 9 stat 1 F Engine 258.92 12.68 531.74 137678.12 1745122.06
stat 1 stat 4 F elektrik 147.42 0.28 531.74 78389.11 21948.95
stat 4 stat 6 F elektrik 61.5 0.28 531.74 32702.01 9156.56
stat 6 stat 7 F elektrik 45 0.28 531.74 23928.30 6699.92
stat 7 stat 10 F elektrik 32.5 0.28 531.74 17281.55 4838.83
stat 10 stat 8 F elektrik 10 0.28 531.74 5317.40 1488.87
part 1,5 48,2 x 42,5 x 1,5 1 stat 9 stat 5 F Engine 46.4 12.68 221.56 10280.31 130306.76 stat 5 stat 1 F Engine 192.28 12.68 221.56 42601.24 539986.72
stat 1 stat 7 F elektrik 100.92 0.28 221.56 6260.71 1753.00
stat 7 stat 10 F elektrik 32.5 0.28 221.56 7200.65 2016.18
stat 10 stat 8 F elektrik 10 0.28 221.56 2215.58 620.36
part 1,5 46,5 x 22 x 1,5 1 stat 9 stat 5 F Engine 46.4 12.68 221.56 10280.31 130306.76 stat 5 stat 1 F Engine 192.28 12.68 221.56 42601.24 539986.72
stat 1 stat 6 F elektrik 85.92 0.28 221.56 19036.29 5330.16
stat 6 stat 7 F elektrik 45 0.28 221.56 9970.13 2791.64
stat 7 stat 10 F elektrik 32.5 0.28 221.56 7200.65 2016.18
stat 10 stat 8 F elektrik 10 0.28 221.56 2215.58 620.36
part 1,5 46,5 x 10 x 1,5 2 stat 9 stat 1 F Engine 258.92 12.68 443.12 114731.77 1454268.39
stat 1 stat 3 F elektrik 59.92 0.28 443.12 26551.55 7434.43
stat 3 stat 1 F elektrik 59.92 0.28 443.12 26551.55 7434.43
stat 1 stat 7 F elektrik 100.92 0.28 443.12 44719.33 12521.41
stat 7 stat 10 F elektrik 32.5 0.28 443.12 14401.29 4032.36
stat 10 stat 8 F elektrik 10 0.28 443.12 4431.17 1240.73
part 1,5 46,5 x 10 x 1,5 1 stat 9 stat 1 F Engine 258.92 12.68 221.56 57365.88 727134.19
stat 1 stat 3 F elektrik 59.92 0.28 221.56 13275.78 3717.22
stat 3 stat 6 F elektrik 25 0.28 221.56 5538.96 1550.91
stat 6 stat 7 F elektrik 45 0.28 221.56 9970.13 2791.64
stat 7 stat 10 F elektrik 32.5 0.28 221.56 7200.65 2016.18
stat 10 stat 8 F elektrik 10 0.28 221.56 2215.58 620.36
DISTANCE COST REPORT
COST MOMEN