MENGGUNAKAN
STATISTICAL PROCESSING CONTROL
(SPC)
PADA PT. BOSOWA MEDIA GRAFIKA (TRIBUN TIMUR)
SKRIPSI
Untuk Memenuhi Salah Satu Syarat
Guna Memperoleh Gelar Sarjana Ekonomi Jurusan Manajemen
Pada Fakultas Ekonomi dan Bisnis Universitas Hasanuddin
MUHAMMAD NUR ILHAM
A211 08 283
JURUSAN MANAJEMEN
FAKULTAS EKONOMI DAN BISNIS
UNIVERSITAS HASANUDDIN MAKASSAR
(SPC)
PADA PT. BOSOWA MEDIA GRAFIKA
(TRIBUN TIMUR)
Dipersiapkan dan Disusun Oleh:
MUHAMMAD NUR ILHAM
A21108283
Telah Dipertahankan di Depan Dewan Penguji
Pada tanggal
21 Mei 2012
Dan Dinyatakan
LULUS
Dewan Penguji
Nama Penguji
Jabatan
Tanda Tangan
Prof. Dr. Nurdin Brasit, SE., M.Si
Ketua
………..
Hj. Andi Ratna Sari Dewi, SE., M.Si
Sekretaris
………..
Dra. Hj. Djumidah Maming, M.Si
Anggota
………..
Abd. Razak Munir, SE., M.Si M.Mktg
Anggota
………..
Romi Setiawan, SE., M.Si
Anggota
………..
Disetujui Oleh :
Ketua Jurusan Manajemen
Fakultas Ekonomi
Dr. Muh. Yunus Amar, SE., MT.
NIP. 196204301988101001
Ketua Tim Penguji
Prof. Dr. Nurdin Brasit, SE., M.Si
ANALISIS PENGENDALIAN KUALITAS PRODUK DENGAN MENGGUNAKAN
STATISTICAL PROCESSING CONTROL
(SPC)
PADA PT. BOSOWA MEDIA GRAFIKA
(TRIBUN TIMUR)
Diajukan Oleh:
MUHAMMAD NUR ILHAM
A21108283
Skripsi Sarjana Lengkap untuk Memenuhi Salah Satu Syarat
Guna Memperoleh Gelar Sarjana Ekonomi
Jurusan Manajemen pada Fakultas Ekonomi dan Bisnis
Universitas Hasanuddin Makassar
Disetujui Oleh:
Pembimbing I
Prof. Dr. Nurdin Brasit, SE., M.Si
NIP. 195812311986011008
Pembimbing II
Hj. Ratna Sari Dewi, SE., M.SI.
Penelit ian ini bert ujuan unt uk menganalisis apakah penerapan sistem
pengendalian kualit as produk pada PT. Bosow a M edia Grafika (Tribun Timur) sudah
t erkendali atau belum terkendali sert a mencari penyebab-penyebab kerusakan
produk ( cacat ) pada perusahaan t ersebut.
Pada penelit ian ini met ode analisis yang digunakan adalah Stat ist ical Process
Cont rol , yait u sebuah met ode statist ik yang digunakan untuk mengukur sejauh
mana proses pengendalian kualitas yang dilakukan pada suat u perusahaan, dimana
hasilnya dibandingkan dengan st andar yang dit erapkan oleh perusahaan tersebut .
Hasil dari penelit ian ini menunjukan bahw a pengendalian kualitas produk
pada PT. Bosow a M edia Grafika ( Tribun Timur ) masih belum terkendali, dengan
rat a-rata kerusakan produk sebesar 4.47 % per hari. Jenis kerusakan yang paling
banyak t erjadi adalah t int a kabur dengan total 57.555 eksamplar at au 78% dari t otal
produk cacat pada bulan Desember 2011. Dari hasil observasi lapangan dan
w aw ancara, fakt or-faktor yang menjadi penyebab kerusakan ini adalah fakt or
manusia, mesin, lingkungan, met ode kerja dan bahan baku.
ABSTRACT
This st udy aim s to analyze w het her the application of produc quality cont rol
system on PT. Bosow a M edia Grafika ( Tribun Tim ur ) is controlled or not cont rolled
as w ell as finding the causes of product defect s in the com pany.
In t his st udy the m ethod of analysis is using Statist ical Process Cont rol, w hich
is a st at ist ical m et hod used t o m easure t he extent of quality cont rol process are
perform ed on a m anufact urer com pany, w here results are compared w ith quality
st andards applied by the company.
The result s of this study indicat e that the product qualit y cont rol in PT.
Bosowa M edia Grafika (Tribun Timur) is st ill not under control, w ith an average of
4.47 % defect product per day. Type most defect that frequent ly happen is blury ink,
w it h total 57.555 eks or 78% from total defect in Decem ber 2011. From the results of
field observat ion and int erviews, the factors that cause t his defect is hum an,
ii
Puji syukur penulis panjat kan kepada Allah SW T yang t elah memberikan
limpahan rahmat dan kesehat an, dan shalaw at sert a salam selalu t ercurah
kepada Rasulullah M uhammad SAW yang t elah memberikan t eladan hidup yang
baik kepada penulis, sehingga penulis dapat menyelesaikan penyusunan skripsi
yang berjudul “ANALISIS PENGENDALIAN KUALITAS PRODUK DENGAN M ETODE
STATISTICAL PROCESSING CONTROL PADA PT. BOSOW A M EDIA GRAFIKA (TRIBUN TIM UR)” . Skripsi ini bert ujuan unt uk memenuhi syarat mendapat kan
gelar Sarjana pada Fakult as Ekonom i Jurusan M anajemen Universit as
Hasanuddin.
Dalam suat u proses produksi diharapkan produk yang dihasilkan
memenuhi st andar mut u yang t elah dit et apkan perusahaan. Tet api dalam
kenyat aanya masih t erdapat penyimpangan kualit as yang t erjadi. Penulis
mencoba menganalisis permasalahan yang t imbul dalam pengendalian kualit as
pada PT. Fajar Grafika selaku penanggung jaw ab percet akan PT. BOSOWA M EDIA
GRAFIKA (TRIBUN TIM UR). Pada pengamat an dan w aw ancara yang dilakukan
penulis menemukan variasi penyim pangan kualit as dari produk PT. BOSOWA
M EDIA GRAFIKA (TRIBUN TIM UR) yang dihasilkan. Unt uk it u perlu dilakukan
perbaikan dengan mengident ifikasi fakt or-fakt or penyebab penyim pangan
kualit as t erjadi.
Penulis berharap agar skripsi ini akan memberikan manfaat bagi pihak
perusahaan, fakult as, maupun penulis. Oleh karena it u dengan segala
kerendahan hat i, penulis mengharapkan adanya krit ik dan saran yang
membangun demi perbaikan di masa yang akan dat ang.
M akassar, M ei 2012
iii
Dalam proses penyusunan skripsi ini t ent unya melibat kan banyak pihak,
baik secara langsung maupun t idak langsung. Pada kesempat an ini penulis ingin
menyampaikan ucapan t erima kasih yang sebesar-besarnya kepada seluruh pihak
yang memberikan kont ribusi kepada skripsi ini.
1. Kedua Orang Tua sert a keluarga yang selalu mendukung dalam
menyelesaikan skripsi ini.
2. Bapak Dr. Darw is Said, SE., M SA., AK. Selaku Wakil Dekan Bidang
Akademik
3. Bapak Dr. M uh Yunus Amar, SE., M T selaku Ket ua Jurusan M anajemen
Fakult as Ekonomi dan Bsnis
4. Bapak Prof. Dr. Nurdin Brasit , SE., M .Si dan Hj. Rat na Sari Dew i, SE., M .SI.
selaku Dosen Pembimbing yang t elah meluangkan banyak w akt u dan
memberikan bimbingan sert a perbaikan dalam penyusunan skripsi ini.
5. Para dosen penguji yang t elah meluangkan w akt unya unt uk memberi
masukan dan saran dalam proses penulisan skripsi ini.
6. Bapak Jajang Rismant o selaku M anajer Percet akan Harian Tribun Timur
7. Seluruh st aff dalam bagian percet akan yang memberikan t empat bagi
kami para mahasisw a unt uk mengenal proses percet akan koran secara
langsung
8. Teman- t eman seperjuangan yang t elah memberikan banyak bant uan
iv
2.1.2.1 Tujuan Pengendalian Kualit as ... 13
2.1.2.2 Fakt or-fakt or Pengendalian Kualit as... 14
2.1.3 Langkah-langkah Pengendalian M ut u... 15
2.1.4 Alat Bant u dalam Pengendalian Kualit as ... 18
2.1.5 Pengert ian St at ist ical Processing Cont rol ... 28
2.1.6 M anfaat St at ist ical Processing Cont rol ... 29
2.1.7 Pembagian Pengendalian Kualit as St at ist ik ... 30
v
BAB III M ETODOLOGI PENELITIAN ... 41
3.1 Definisi Operasional Variabel ... 41
3.2 Populasi dan Sampel ... 42
3.3 M et ode Pengumpulan Dat a ... 43
3.4 M et ode Analisis Dat a ... 44
BAB IV HASIL DAN PEM BAHASAN ... 48
4.1 Deskripsi Tempat Penelit ian ... 48
4.1.1 Profil Perusahaan ... 48
4.1.2 St rukt ur Organisasi Perusahaan ... 51
4.1.3 Tugas Bagian Percet akan ... 52
4.1.4 Pengendalian Kualit as Perusahaan ... 54
4.2 Analisis Dat a ... 55
4.2.1 Check Sheet ... 55
4.2.2 Hist ogram ... 57
4.2.3 Pet a Kendali P (P-chart) ... 58
4.2.4 Diagram Sebab-akibat (fishbone diagram) ... 65
4.2.5 Usulan Tindakan Perbaikan ... 69
BAB V PENUTUP ... 71
5.1 Kesimpulan ... 71
5.2 Saran ... 72
DAFTAR PUSTAKA ... 73
vi
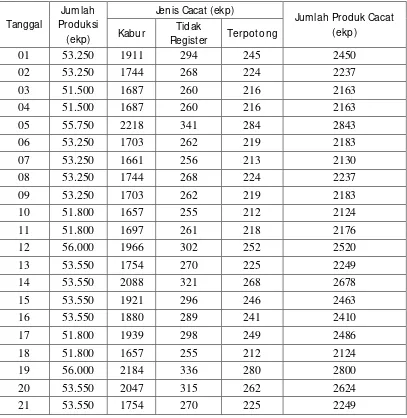
Tabel 1.1 Laporan Produksi PT. Bosow a M edia Grafika Desember 2011 ... 4
Tabel 2.1 Hubungan 8 Langkah Pengendalian Kualit as dengan 7 Alat
Pengendalian Kualit as dan Siklus PDCA ... 27
Tabel 2.2 Ringkasan Penelit ian Terdahulu ... 35
Tabel 4.1 Laporan Produksi dan Produk Rusak Tribun Timur Desember
2011 ... 52
Tabel 4.2 Tabel Jum lah Produksi, Produk Rusak, dan Persent ase Produk
vii
Gambar 2.1 Alat Bant u Pengendalian Kualit as ... 18
Gambar 2.2 Tipe-t ipe Out of Cont rol dalam Pet a Kendali ... 25
Gambar 2.3 Kerangka Berpikir ... 38
Gambar 4.1 St rukt ur Organisasi Perusahaan ... 51
Gambar 4.2 Hist ogram Jenis Kerusakan Desember 2011 ... 58
Gambar 4.3 Pet ak Kendali P (P-chart)... 64
Gambar 4.4 Diagram Sebab-akibat Tint a Kabur ... 66
Gambar 4.5 Diagram Sebab-akibat Layout (Tidak Regist er) ... 67
1.1 Latar Belakang
Suat u perusahaan t idak lepas dari konsumen sert a produk yang
dihasilkannya. Konsumen t ent unya berharap bahw a barang yang dibelinya akan
dapat memenuhi kebut uhan dan keinginannya sehingga konsumen berharap
bahw a produk t ersebut memiliki kondisi yang baik sert a t erjamin. Oleh karena
it u perusahaan harus melihat sert a menjaga agar kualit as produk yang dihasilkan
t erjamin sert a dit erima oleh konsumen sert a dapat bersaing di pasar.
Pengendalian kualit as pada perusahaan baik perusahaan jasa maupun
perusahaan manufakt ur sangat lah diperlukan. Dengan kualit as jasa at aupun
barang yang dihasilkan t ent unya perusahaan berharap dapat menarik konsumen
dan dapat memenuhi kebut uhan sert a keinginan konsumen.
Pengendalian kualit as yang dilaksanakan dengan baik akan memberikan
dampak t erhadap mut u produk yang dihasilkan oleh perusahaan. Kualit as dari
produk yang dihasilkan oleh suat u perusahaan dit ent ukan berdasarkan
ukuran-ukuran dan karakt erist ik t ert ent u. Walaupun proses-proses produksi t elah
dilaksanakan dengan baik, namun pada kenyat aan masih dit emukan t erjadinya
st andar at au dengan kat a lain produk yang dihasilkan mengalami kerusakan at au
cacat pada produk.
Kualit as produk yang baik dihasilkan dari pengendalian kualit as yang baik
pula. M aka banyak perusahaan yang menggunakan met ode t ert ent u unt uk
menghasilkan suat u produk dengan kualit as yang baik. Unt uk it ulah
pengendalian kualit as dibut uhkan unt uk menjaga agar produk yang dihasilkan
sesuai dengan st andar kualit as yang berlaku.
St andar kualit as yang dimaksud adalah bahan baku, proses produksi, dan
produk jadi (M .N Nasut ion, 2005). Oleh karenanya, kegiat an pengendalian
kualit as t ersebut dapat dilakukan mulai dari bahan baku, selama proses produksi
berlangsung sampai pada produk akhir dan disesuaikan dengan st andar yang
dit et apkan.
Banyak sekali met ode yang mengat ur at au membahas mengenai kualit as
dengan karakt erist iknya masing-masing. Unt uk mengukur seberapa besar t ingkat
kerusakan produk yang dapat dit erima oleh suat u perusahaan dengan
menent ukan bat as t oleransi dari cacat produk yang dihasilkan t ersebut dapat
menggunakan met ode pengendalian kualit as dengan menggunakan alat bant u
st at ist ic, yait u met ode pengendalian kualit as yang dalam akt ifit asnya
menggunakan alat bant u st at ist ik yang t erdapat pada St at ist ical Process Cont rol
(SPC) sert a St at ist ical Qualit y Cont rol (SQC) dimana proses produksi dikendalikan
kualit asnya mulai dari aw al produksi, pada saat proses produksi berlangsung
diproduksi di insipeksi dulu, dimana produk yang baik dipisahkan dengan produk
cacat sehingga produk yang dihasilkan jumlahnya berkurang. Lat ar belakang
munculnya St at ist ical Processing Cont rol karena adanya perbedaan kualit as
(qualit y dispersion) ant ara produk dengan t ype yang sama, urut an proses yang
sama, diproduksi pada mesin yang sama, operat or dan kondisi lingkungan yang
sama, dan masalah ini selalu muncul pada perusahaan manufact uring yang
berproduksi dalam jum lah banyak (bat ch/ mass product ion).
Pengendalian kualit as dengan alat bant u st at ist ik bermanfaat pula
mengaw asi t ingkat efisiensi. Jadi, dapat digunakan sebagai alat unt uk det ect ion
yang ment olerir kerusakan dan prevent ion yang menghindari/ mencegah cacat
t erjadi. Det ect ion biasanya dilakukan pada produk jadi dan prevent ion melakukan
pencegahan sedini mungkin sehingga cacat pada produk dapat dicegah.
PT. Bosow a M edia Grafika adalah salah sat u perusahaan Koran daerah
Tribun Tim ur yang memiliki peminat yang cukup t inggi di kalangan masyarakat
M akassar. Oleh Sebab it u Kualit as merupakan salah sat u fakt or pent ing yang
harus dijaga oleh PT. Bosow a M edia Grafika unt uk menjaga daya saing dan
loyalit as konsumen mereka. Akan t et api dari dat a jumlah produksi selama bulan
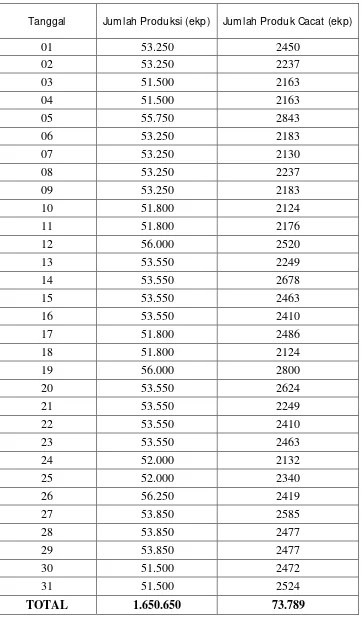
Tabel 1.1
Laporan Produksi PT. Bosow a M edia Grafika Desember 2011
Tanggal Jumlah Produksi (ekp) Jumlah Produk Cacat (ekp)
Dari dat a diat as dan hasil w aw ancara yang t elah dilakukan oleh penulis
kepada pihak PT. Bosow a M edia Grafika , maka diket ahui masih ada kecacat an
yang t erjadi selama proses produksi. Hal di at as memot ivasi penulis unt uk
mengambil judul “Analisis Pengendalian Kualitas Produk Dengan M enggunakan
Statistical Processing Control Pada PT. Bosow a M edia Grafika (Tribun Timur)”
1.2 Perumusan M asalah
Adapun perumusan masalah yang akan dibahas dalam penelit ian ini
adalah sebagai berikut :
1. Apakah pelaksanaan pengendalian kualit as pada PT. Bosow a M edia
Grafika berada dalam bat as kendali.
2. Fakt or-fakt or apa saja yang menyebabkan kerusakan/ kecacat an pada
1.3 Tujuan dan Kegunaan Penelitian
Tujuan dari penelit ian ini adalah :
1. Unt uk menganalisis bagaimana pelaksanaan pengendalian kualit as pada
PT. BOSOWA M EDIA GRAFIKA dalam upaya m enekan jumlah produk
cacat .
2. M engident ifikasi fakt or-fakt or apa saja yang menyebabkan
kerusakan/ cacat pada produk yang diproduksi oleh PT. BOSOWA M EDIA
GRAFIKA .
Adapun kegunaan penelit ian ini adalah :
1. M emberikan penget ahuan t ent ang bagaimana St at ist ical Processing
Cont rol dapat bermanfaat unt uk mengendalikan t ingkat kerusakan/ cacat
pada produk yang t erjadi pada PT. BOSOWA M EDIA GRAFIKA .
2. M emberikan manfaat bagi pihak perusahaan PT. BOSOWA M EDIA
GRAFIKA sebagai bahan masukan yang berguna, t erut ama dalam
menent ukan st rat egi pengendalian kualit as yang dilakukan perusahaan di
masa yang akan dat ang sebagai upaya peningkat an kualit as produksi.
3. M emberikan rujukan/ referensi bagi kalangan akademisi unt uk keperluan
st udi dan penelit ian selanjut nya mengenai t opic permasalahan yang
1.4 Sistematika Penulisan
BAB I Pendahuluan
Berisi lat ar belakang masalah, rumusan masalah, t ujuan dan kegunan
penelit an, sert a sist emat ika penulisan skripsi. Dalam bab ini dibahas t ent ang
masalah yang dihadapi dan t ujuan diadakanya penelit ian ini.
BAB II Kajian Pustaka
Berisi landasan t eori yang berhubungan dengan penelit ian ini sert a hasil
penelit ian t erdahulu t ent ang pengendalian kualit as. Dalam bab ini dimuat
kerangka pemikiran yang menggambarkan pola pikir dan sist emat ika pelaksaana
penelit ian.
BAB III M etode Penelitian
Berisi penjelasan mengenai bagaimana penelit ian ini dilaksanakan secara
operasional. Pada bagian ini, diuraikan mengenai variabel penelit ian dan definisi
operasional, pennt uan sampel, jenis dan sumber dat a, met ode pengumpulan
dat a, sert a met ode analisis dat a yang menjelaskan met ode analisis t ersebut dan
BAB IV Hasil dan Pembahasan
Berisi gambaran at au deskripsi objek yang dit elit i, analisis dat a yang
diperoleh, dan pembahasan t ent ang hasil analisis.
BAB V Penutup
Berisi kesimpulan t ent ang analisis dat a dan pembahasan, sert a saran
BAB II
KAJIAN PUSTAKA
2.1 Landasan Teori
2.1.1 Kualitas
Kualit as merupakan suat u ist ilah relat if yang sangat bergant ung pada
sit uasi. Dit injau dari pandangan konsumen, secara subjekt if orang mengat akan
kualit as adalah sesuat u yang cocok dengan selera (fit ness for use). Produk
dikat akan berkualit as apabila produk t ersebut mempunyai kecocokan
penggunaan bagi dirinya. Pandangan lain mengat akan kualit as adalah barang
at au jasa yang dapat menaikkan st at us pemakai. Ada juga yang mengat akan
barang at au jasa yang memberikan manfaat pada pemakai (measure of ut ilit y
and usefulness). Kualit as barang at au jasa dapat berkenaan dengan keandalan,
ket ahanan, w akt u yang t epat , penampilannya, int egrit asnya, kemurniannya,
individualit asnya, at au kombinasi dari berbagai fakt or t ersebut . Uraian di at as
menunjukkan bahw a pengert ian kualit as dapat berbeda-beda pada set iap orang
pada w akt u khusus dimana kemampuannya (availabilit y), kinerja (performance),
keandalan (reliabilit y), kemudahan pemeliharaan (maint ainabilit y) dan
karakt erist iknya dapat diukur (Juran, 1988). Dit injau dari sudut pandang
(Juran, 1962; Krajew ski, 1987). Suat u produk akan dinyat akan berkualit as oleh
produsen, apabila produk t ersebut t elah sesuai dengan spesifikasinya.
Adapun pengert ian kualit as menurut American Societ y for Qualit y dari
buku Heizer & Render (2006: 253) : “ Kualit as adalah keseluruhan fit ur dan
karakt erist ik produk at au jasa yang mampu mem uaskan kebut uhan yang t erlihat
at au yang t ersamar.”
Para ahli lainnya juga mempunyai pendapat yang berbeda t ent ang
pengert ian kualit as, diant aranya adalah :
M enurut Philip B. Crosby (1979:58) dalam buku pert amanya “Qualit y is
Free” menyat akan bahw a, kualit as adalah “conformance to requirement” , yait u
sesuai dengan yang diisyarat kan at au dist andarkan. Suat u Produk memiliki
kualit as apabila sesuai dengan st andar kualit as yang t elah dit ent ukan.
W. Edw ards Deming (1982:176) menyat akan, bahw a kualit as adalah
kesesuaian dengan kebut uhan pasar.
Suyadi Praw irosent ono (2007:5), pengert ian kualit as suat u produk adalah
“ Keadaan fisik, fungsi, dan sifat suat u produk bersangkut an yang dapat
memenuhi selera dan kebut uhan konsumen dengan memuaskan sesuai dengan
nilai uang yang t elah dikeluarkan.”
Kualit as t idak bisa dipandang sebagai suat u ukuran yang sempit , yait u
kualit as produk semat a-mat a. Hal it u bisa dilihat dari beberapa pengert ian
sangat kompleks karena melibat kan seluruh aspek dalam organisasi sert a diluar
organisasi. M eskipun t idak ada definisi mengenai kualit as yang dit erima secara
universal, namun dari beberapa definisi kualit as menurut para ahli di at as
t erdapat beberapa persamaan, yait u dalam elemen-elemen sebagai berikut (M .N
Nasut ion, 2005:3) :
a. Kualit as mencakup usaha memenuhi at au melebihi harapan
pelanggan.
b. Kualit as mencakup produk, t enaga kerja, proses dan lingkungan.
c. Kualit as merupakan kondisi yang selalu berubah (misalnya apa yang
dianggap merupakan kualit as saat ini mungkin dianggap kurang
berkualit as pada masa mendat ang).
2.1.2 Pengendalian Kualitas
Pengendalian kualit as merupakan salah sat u t eknik yang perlu dilakukan
mulai dari sebelum proses produksi berjalan, pada saat proses produksi, hingga
proses produksi berakhir dengan menghasilkan produk akhir. Pengendalian
kualit as dilakukan agar dapat menghasilkan produk berupa barang at au jasa yang
sesuai dengan st andar yang diinginkan dan direncanakan, sert a memperbaiki
kualit as produk yang belum sesuai dengan st andar yang t elah dit et apkan dan
Adapun pengert ian pengendalian menurut para ahli adalah sebagai
berikut :
M enurut Sofjan Assauri (1998:25), pengendalian dan pengaw asan adalah :
“ Kegiat an yang dilakukan unt uk menjamin agar kepast ian produksi dan operasi yang dilaksanakan sesuai dengan apa yang direncanakan dan apabila t erjadi penyim pangan, maka penyimpangan t ersebut dapat dikoreksi sehingga apa yang diharapkan dapat t ercapai.”
Sedangkan menurut Vincent Gasperz (2005:480), pengendalian adalah “
Kegiat an yang dilakukan unt uk memant au akt ivit as dan memast ikan kinerja
sebenarnya yang dilakukan t elah sesuai dengan yang direncanakan.”
Selanjut nya, pengert ian pengendalian kualit as dalam art i menyeluruh
adalah sebagai berikut :
Pengert ian pengendalian kualit as menurut Sofjan Assauri (1998:210)
adalah “ Pengaw asan mut u merupakan usaha unt uk mempert ahankan
mut u/ kualit as barang yang dihasilkan, agar sesuai dengan spesifikasi produk yang
t elah dit et apkan berdasarkan kebijaksanaan pimpinan perusahaan.”
Sedangkan menurut Vincent Gasperz (2005:480), pengendalian kualit as
adalah “ Pengendalian Kualit as adalah t eknik dan akt ivit as operasional yang
digunakan unt uk memenuhi st andar kualit as yang diharapkan.”
Berdasarkan pengert ian di at as, maka dapat dit arik kesimpulan bahw a
pengendalian kualit as adalah suat u t eknik dan akt ivit as/ t indakan yang t erencana
suat u produk dan jasa agar sesuai dengan st andar yang t elah dit et apkan dan
dapat memenuhi kepuasan konsumen.
2.1.2.1 Tujuan Pengendalian Kualitas
Adapun t ujuan dari pengendalian kualit as menurut Sofjan Assauri
(1998:210) adalah :
1. Agar barang hasil produksi dapat mencapai st andar kualit as yang t elah
dit et apkan.
2. M engusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
3. M engusahakan agar biaya desain dari produk dan proses dengan
menggunakan kualit as produksi t ert ent u dapat m enjadi sekecil mungkin.
4. M engusahakan agar biaya produksi dapat menjadi serendah mungkin.
Tujuan ut ama pengendalian kualit as adalah unt uk mendapat kan jaminan
bahw a kualit as produk at au jasa yang dihasilkan sesuai dengan st andar kualit as
yang t elah dit et apkan dengan mengeluarkan biaya yang ekonomis at au serendah
mungkin.
Pengendalian kualit as t idak dapat dilepaskan dari pengendalian produksi,
karena pengendalian kualit as merupakan bagian dari pengendalian produksi.
Pengendalian produksi baik secara kualit as maupun kuant it as merupakan
kegiat an yang sangat pent ing dalam suat u perusahaan. Hal ini disebabkan karena
yang dihasilkan sesuai dengan rencana yang t elah dit et apkan, dimana
penyimpangan-penyim pangan yang t erjadi diusahakan diminimumkan.
Pengendalian kualit as juga menjamin barang at au jasa yang dihasilkan
dapat dipert anggungjaw abkan sepert i halnya pada pengendalian produksi,
dengan demikian ant ara pengendalian produksi dan pengendalian kualit as erat
kait annya dalam pembuat an barang.
2.1.2.2 Faktor-faktor Pengendalian Kualitas
M enurut Douglas C. M ont gomery (2001:26) dan berdasarkan beberapa
lit erat ur lain menyebut kan bahw a fakt or-fakt or yang mempengaruhi
pengendalian kualit as yang dilakukan perusahaan adalah :
1. Kemampuan Proses, bat as-bat as yang ingin dicapai haruslah
disesuaikan dengan kemampuan proses yang ada. Tidak ada gunanya
mengendalikan suat u proses dalam bat as-bat as yang melebihi
kemampuan at au kesanggupan proses yang ada.
2. Spesifikasi yang berlaku, Spesifikasi hasil produksi yang ingin dicapai
harus dapat berlaku, bila dit injau dari segi kam ampuan proses dan
keinginan at au kebut uhan konsumen yang ingin dicapai dari hasil
produksi t ersebut . Dalam hal ini haruslah dapat dipast ikan dahulu
apakah spesifikasi t ersebut dapat berlaku dari kedua segi yang t elah
disebut kan di at as sebelum pengendalian kualit as pada proses dapat
3. Tingkat ket idaksesuaian yang dapat dit erima, Tujuan dilakukannya
pengendalian suat u proses adalah dapat mengurangi produk yang
berada di baw ah st andar seminimal m ungkin. Tingkat pengendalian
yang diberlakukan t ergant ung pada banyaknya produk yang berada
dibaw ah st andar yang dapat dit erima.
4. Biaya kualit as, biaya kualit as sangat mempengaruhi t ingkat
pengendalian kualit as dalam menghasilkan produk dimana biaya
kualit as mempunyai hubungan yang posit if dengan t ercipt anya
produk yang berkualit as.
2.1.3 Langkah-langkah Pengendalian M utu
St andarisasi sangat diperlukan sebagai t indakan pencegahan unt uk
memunculkan kembali masalah kualit as yang pernah ada dan t elah diselesaikan.
Hal ini sesuai dengan konsep pengendalian mut u berdasarkan sist em manajemen
mut u yang berorient asi pada st rat egi pencegahan, bukan pada st rat egi
pendet eksian saja. Berikut ini adalah langkah-langkah yang sering digunakan
dalam analisis dan solusi masalah mut u.
1. M emahami kebut uhan peningkat an kualit as.
Langkah aw al dalam peningkat an kualit as adalah bahw a manajemen
harus secara jelas memahami kebut uhan unt uk peningkat an mut u.
M anajemen harus secara sadar memiliki alasan-alasan unt uk peningkat an
mendasar. Tanpa memahami kebut uhan unt uk peningkat an mut u,
peningkat an kualit as t idak akan pernah efekt if dan berhasil. Peningkat an
kualit as dapat dimulai dengan mengident ifikasi masalah kualitas yang
t erjadi at au kesempat an peningkat an apa yang mungkin dapat dilakukan.
Ident ifikasi masalah dapat dimulai dengan mengajukan beberapa
pert anyaan dengan menggunakan alat -alat bant u dalam peningkat an
kualit as sepert i brainst romming, check Sheet, at au diagram Paret o.
2. M enyat akan masalah kualit as yang ada
M asalah-masalah ut ama yang t elah dipilih dalam langkah pert ama perlu
dinyat akan dalam suat u pernyat aan yang spesifik. Apabila berkait an
dengan masalah kualit as, masalah it u harus dirumuskan dalam bent uk
informasi-informasi spesifik jelas t egas dan dapat diukur dan diharapkan
dapat dihindari pernyat aan masalah yang t idak jelas dan t idak dapat
diukur.
3. M engevaluasi penyebab ut ama
Penyebab ut ama dapat dievaluasi dengan menggunakan diagram
sebab-akibat dan menggunakan t eknik brainst romming. Dari berbagai fakt or
penyebab yang ada, kit a dapat mengurut kan penyebab-penyebab dengan
menggunakan diagram paret o berdasarkan dampak dari penyebab
t erhadap kinerja produk, proses, at au sist em manajemen mut u secara
4. M erencanakan solusi at as masalah
Diharapkan rencana penyelesaian masalah berfokus pada t
indakan-t indakan unindakan-t uk menghilangkan akar penyebab dari masalah yang ada.
Rencana peningkat an unt uk menghilangkan akar penyebab masalah yang
ada diisi dalam suat u formulir daft ar rencana t indakan.
5. M elaksanakan perbaikan
Implement asi rencana solusi t erhadap masalah mengikut i daft ar rencana
t indakan peningkat an kualit as. Dalam t ahap pelaksanaan ini sangat
dibut uhkan komit men manajemen dan karyaw an sert a part isipasi t ot al
unt uk secara bersama-sama menghilangkan akar penyebab dari masalah
kualit as yang t elah t erident ifikasi.
6. M enelit i hasil perbaikan
Set elah melaksanakan peningkat an kualit as perlu dilakukan st udi dan
evaluasi berdasarkan dat a yang dikum pulkan selama t ahap pelaksanaan
unt uk menget ahui apakah masalah yang ada t elah hilang at au berkurang.
Analisis t erhadap hasil-hasil t emuan selama t ahap pelaksanaan akan
memberikan t ambahan informasi bagi pembuat an keput usan dan
perencanaan peningkat an berikut nya.
7. M enst andarisasikan solusi t erhadap masalah
Hasil-hasil yang memuaskan dari t indakan pengendalian kualit as harus
dist andarisasikan, dan selanjut nya melakukan peningkat an t
erus-menerus pada jenis masalah yang lain. St andarisasi dimaksudkan unt uk
8. M emecahkan masalah selanjut nya
Set elah selesai masalah pert ama, selanjut nya beralih membahas masalah
selanjut nya yang belum t erpecahkan (jika ada).
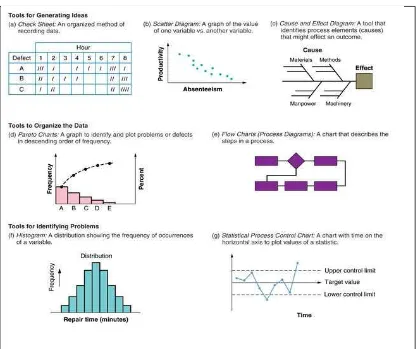
2.1.4 Alat Bantu Dalam Pengendalian Kualitas
Pengendalian kualit as secara stat ist ik dengan menggunakan SPC
(St at ist ical Processing Cont rol) mempunyai 7 (tujuh) alat st at ist ik utama yang
dapat digunakan sebagai alat bant u unt uk mengendalikan kualit as sebagaimana
disebut kan juga oleh Heizer dan Render dalam bukunya M anajemen Operasi
(2006; 263-268), ant ara lain yait u; check Sheet, hist ogram, cont rol chart, diagram
Gambar 2.1
Alat Bantu Pengendalian Kualitas
Sum ber : Jay Heizer and Barry Render, 2006
1. Lembar Pemeriksaan (Check Sheet)
Check Sheet at au lembar pemeriksaan merupakan alat pengumpul dan
penganalisis dat a yang disajikan dalam bent uk t abel yang berisi dat a jumlah
barang yang diproduksi dan jenis ket idaksesuaian besert a dengan jum lah yang
Tujuan digunakannya check sheet ini adalah unt uk mempermudah proses
pengumpulan dat a dan analisis, sert a unt uk m enget ahui area permasalahan
berdasarkan frekuensi dari jenis at au penyebab dan mengambil keput usan unt uk
melakukan perbaikan at au t idak. Pelaksanaannya dilakukan dengan cara
mencat at frekuensi munculnya karakt erist ik suat u produk yang berkenaan
dengan kualit asnya. Dat a t ersebut digunakan sebagai dasar unt uk mengadakan
analisis masalah kualit as.
Adapun manfaat dipergunakannya check sheet yait u sebagai alat unt uk :
a. M empermudah pengumpulan dat a t erut am a unt uk menget ahui
bagaimana suat u masalah t erjadi.
b. M engumpulkan dat a t ent ang jenis masalah yang sedang t erjadi.
c. M enyusun dat a secara ot omat is sehingga lebih mudah unt uk
dikumpulkan.
d. M emisahkan ant ara opini dan fakt a.
2. Diagram Sebar (Scat t er Diagram)
Scat ter Diagram at au disebut juga dengan peta korelasi adalah grafik
yang menampilkan hubungan ant ara dua variabel apakah hubungan ant ara dua
variabel t ersebut kuat at au t idak, yait u ant ara fakt or proses yang mempengaruhi
proses dengan kualit as produk. Pada dasarnya diagram sebar (scat t er diagram)
merupakan suat u alat int erpret asi dat a yang digunakan unt uk menguji
hubungan dari dua variabel t ersebut , apakah posit if, negat if, at au t ida ada
hubungan. Dua variabel yang dit unjukkan dalam diagram sebar dapat berupa
karakt erist ik kuat dan fakt or yang mempengaruhinya.
3. Diagram Sebab-akibat (Cause and Effect Diagram)
Diagram ini disebut juga diagram t ulang ikan (fishbone chart) dan
berguna unt uk memperlihat kan fakt or-fakt or ut ama yang berpengaruh pada
kualit as dan mempunyai akibat pada masalah yang kit a pelajari. Selain it u, kit a
juga dapat melihat fakt or-fakt or yang lebih t erperinci yang berpengaruh dan
mempunyai akibat pada fakt or ut ama t ersebut yang dapat kit a lihat pada
pnah-panah yang berbent uk t ulang ikan.
Diagram sebab-akibat ini pert ama kali dikembangkan pada t ahun 1950
oleh seorang pakar kualit as dari Jepang yait u Dr. Kaoru Ishikaw a yang
menggunakan uraian grafis dari unsur-unsur proses unt uk menganalisa
sumber-sumber pot ensial dari penyimpangan proses.
Fakt or-fakt or penyebab ut ama ini dapat dikelompokkan dalam :
1. M at erial (bahan baku).
2. M achine (mesin).
3. M an (t enaga kerja).
4. M et hod (met ode).
Adapun kegunaan dari diagram sebab-akibat adalah :
1. M embant u mengident ifikasi akar penyebab masalah.
2. menganalisa kondisi yang sebenarnya yang bert ujuan unt uk memperbaiki
peningkat an kualit as.
3. M embant u membangkit kan ide-ide unt uk solusi suat u masalah.
4. M embant u dalam pencarian fakt a lebih lanjut .
5. M engurangi kondisi-kondisi yang menyebabkan ket idaksesuaian produk
dengan keluhan konsumen.
6. M enent ukan st andarisasi dari operasi yang sedang berjalan at au yang
akan dilaksanakan.
7. M erencanakan t indakan perbaikan.
Adapun langkah-langkah dalam membuat diagram sebab akibat adalah sebagai
berikut :
1. M engident ifikasi masalah ut ama.
2. M enempat kan masalah ut ama t ersebut disebelah kanan diagram.
3. M engident ifikasi penyebab minor dan melet akkannya pada diagram
ut ama.
4. M engident ifikasi penyebab minor dan melet akkannya pada penyebab
mayor.
5. Diagram t elah selesai, kemudian dilakukan evaluasi unt uk menent ukan
4. Diagram Paret o (Paret o Analysis)
Diagram paret o pert ama kali diperkenalkan oleh Alfredo Paret o dan
digunakan pert ama kali oleh Joseph Juran. Diagram paret o adalah grafik balok
dan grafik baris yang menggambarkan perbandingan masing-masing jenis dat a
t erhadap keseluruhan. Dengan memakai diagram paret o, dapat t erlihat masalah
mana yang dominan sehingga dapat menget ahui priorit as penyelesaian masalah.
Fungsi Diagram paret o adalah unt uk mengident ifikasi at au menyeleksi masalah
ut ama unt uk peningkat an kualit as dari yang paling besar ke yang paling kecil.
5. Diagram Alir/ Diagram Proses (Process Flow Chart)
Diagram alir secara grafis menunjukkan sebuah proses at au sist em
dengan menggunakan kot ak dan garis yang saling berhubungan. Diagram ini
cukup sederhana, t et api merupakan alat yang sangat baik unt uk mencoba
memahami sebuah proses at au menjelaskan langkah-langkah sebuah proses.
6. Hist ogram
Hist ogram adalah suat alat yang membant u unt uk menent ukan variasi
dalam proses. Berbent uk diagram bat ang yang menunjukkan t abulasi dari dat a
yang diat ur berdasarkan ukurannya. Tabulasi dat a ini umum nya dikenal dengan
dist ribusi frekuensi. Hist ogram menunjukkan karakterist ik-karakt erist ik dari dat a
yang dibagi-bagi menjadi kelas-kelas. Hist ogram dapat berbent uk “ normal” at au
pada nilai rat a-rat anya. Bent uk hist ogram yang miring at au t idak simet ris
menunjukkan bahw a banyak dat a yang t idak berada pada nilai rat a-rat anya
t et api kebanyakan dat a nya berada pada bat as at as at au baw ah.
7. Pet a Kendali (Cont rol Chart)
Pet a kendali adalah suat u alat yang secara grafis digunakan unt uk
memonit or dan mengevaluasi apakah suat u akt ivit as/ proses berada dalam
pengendalian kualit as secara st at ist ika at au t idak sehingga dapat memecahkan
masalah dan menghasilkan perbaikan kualit as. Peta kendali menunjukkan adanya
perubahan dat a dari w akt u ke w akt u, t et api t idak menunjukkan penyebab
penyimpangan meskipun penyimpanan it u akan t erlihat pada pet a kendali.
M anfaat dari pet a kendali adalah unt uk :
1. M emberikan informasi apakah suat u proses produksi masih berada di
dalam bat as-bat as kendali kualit as at au t idak t erkendali.
2. M emant au proses produksi secara t erus menerus agar t et ap st abil.
3. M enent ukan kemampuan proses (capabilit y process).
4. M engevaluasi performance pelaksanaan dan kebijaksanaan pelaksanaan
proses produksi.
5. M embant u menent ukan krit eria bat as penerimaan kualit as produk
Pet a kendali digunakan unt uk membant u mendet eksi adanya
penyimpangan dengan cara menet apkan bat as-bat as kendali :
1. Upper Cont rol Limit / bat as kendali at as (UCL), merupakan garis bat as at as
unt uk suat u penyimpangan yang masih diijinkan.
2. Cent ral Line / garis pusat at au t engah (CL), merupakan garis yang
melambangkan t idak adanya penyimpangan dari karakt erist ik sampel.
3. Low er Cont rol Limit / bat as kendali baw ah (LCL), merupakan garis bat as
baw ah unt uk suat u penyimpangan dari karakt erist ik sampel.
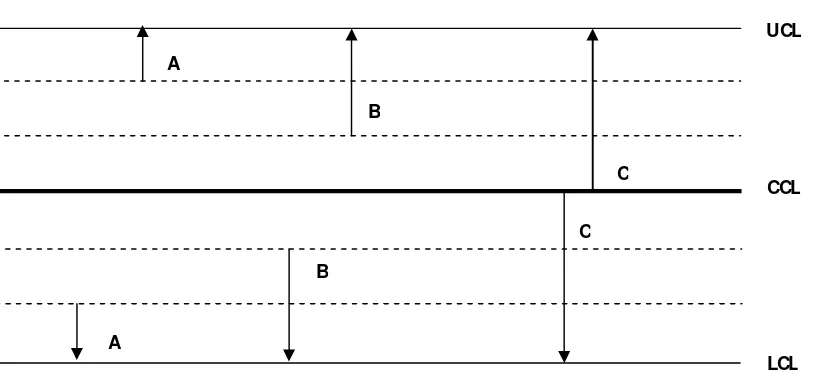
Out of Cont rol adalah suat u kondisi dimana karakt erist ik produk t idak
sesuai dengan spesifikasi perusahaan at aupun keinginan pelanggan dan posisinya
pada pet a kont rol berada di luar kendali. Tipe-t ipe out of cont rol meliput i :
1. At uran sat u t it ik
Terdapat sat u t it ik dat a yang berada di luar bat as kendali, baik yang
berada diluar UCL maupun LCL, maka dat a t ersebut out of cont rol.
2. At uran t iga t it ik
Terdapat t iga t it ik dat a yang berurut an dan dua diant aranya berada
didaerah A, baik yang berada di daerah UCL maupun LCL, maka sat u
dari dat a t ersebut out of cont rol, yakni dat a yang berada paling jauh
3. At uran lima t it ik
Terdapat lima t it ik dat a yang berurut an dan empat diant aranya
berada di daerah B, baik yang berada di daerah UCL maupun LCL,
maka sat u dari dat a t ersebut out of cont rol, yakni dat a yang berada
paling jauh dari cent ral cont rol limit s.
4. At uran delapan Tit ik
Terdapat delapan t it ik dat a yang berurut an dan berada berurut an di
daerah C dan di daerah UCL maka sat u dat a t ersebut out of cont rol,
yakni dat a yang berada paling jauh dari cent ral cont rol limit s.
Gambar 2.2
Tipe-tipe Out of Control dalam Peta Kendali
Sum ber: Referensi dari Int ernet
UCL
CCL
LCL A
B
C
A
B
Pet a kont rol berdasarkan jenis dat a yang digunakan dapat dibedakan
menjadi dua, yakni :
1. Pet a kont rol Variabel
a. Pet a unt uk rat a-rat a (x-bar chart)
b. Pet a unt uk rent ang ( R chart)
c. Pet a unt uk st andar deviasi (S chart)
2. Pet a kont rol At ribut , t erdiri dari :
a. Pet a p, yait u pet a kont rol unt uk mengamat i proporsi at au perbandingan
ant ara produk yang cacat dengan t ot al produksi, cont ohnya : go-no go ,
baik-buruk, bagus-jelek.
b. Pet a c, yait u pet a kont rol unt uk mengamat i jum lah kecacat an per t ot al
produksi.
c. Pet a u, yait u pet a kont rol unt uk mengamat i jumlah kecacat an per unit
produksi.
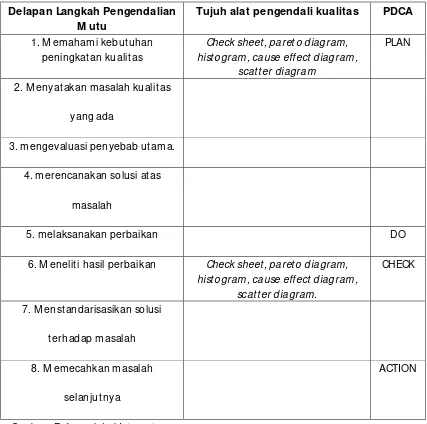
Berikut ini hubungan ant ara 8 (delapan) langkah pengendalian mut u
Tabel 2.1
Hubungan 8 Langkah Pengendalian Kualitas dengan 7 Alat Pengendalian Kualitas dan Siklus PDCA
Delapan Langkah Pengendalian M utu
Tujuh alat pengendali kualitas PDCA
1. M emahami kebut uhan peningkat an kualit as
Check sheet , paret o diagram, hist ogram, cause effect diagram,
scat t er diagram
PLAN
2. M enyat akan masalah kualit as
yang ada
3. mengevaluasi penyebab ut ama.
4. merencanakan solusi at as
masalah
5. melaksanakan perbaikan DO
6. M enelit i hasil perbaikan Check sheet , paret o diagram, hist ogram, cause effect diagram,
mengambil t indakan perbaikan selagi sebuah produk at au jasa sedang
diproduksi. (Render dan Heizer, 2005, p286)
M enurut Gerald Smit h (2003:p1):
“St at ist ical Process Cont rol merupakan kumpulan dari met ode-met ode produksi dan konsep manajemen yang dapat digunakan unt uk mendapat kan efisiensi, produkt ifit as dan kualit as unt uk memproduksi produk yang kompet it if dengan t ingkat yang maksimum, dimana St at ist ical Process Cont rol melibat kan penggunaan signal-signal st at ist ik unt uk meningkat kan performa dan unt uk memelihara pengendalian dari produksi pada t ingkat kualit as yang lebih t inggi.”
Pengert ian lain dari St at ist ical Process Cont rol menurut pendapat Vincent
Gasperz (1998,p1) ialah suat u t erminology yang mulai digunakan sejak t ahun
1970-an unt uk menjabarkan penggunaan t eknik-t eknok st at ist ical dalam
memant au dan meningkat kan performansi proses menghasilkan produk yang
berkualit as.
2.1.6 M anfaat Statistical Process Control
M enurut Sofjan Assauri (1998:223), manfaat / keunt ungan melakukan
pengendalian kualit as secara st at ist ik adalah :
1. Pengaw asan (cont rol), di mana penyelidikan yang diperlukan unt uk dapat
menet apkan st at ist ical cont rol mengharuskan bahw a syarat -syarat
kualit as pada sit uasi it u dan kemampuan prosesnya t elah dipelajari
hingga mendet ail. Hal ini akan menghilangkan beberapa t it ik kesulit an
2. Pengerjaan kembali barang-barang yang t elah scrap-rew ork. Dengan
dijalankan pengont rolan, maka dapat dicegah t erjadinya
penyimpangan-penyimpangan dalam proses. Sebelum t erjadi hal-hal yang serius dan
akan diperoleh kesesuaian yang lebih baik ant ara kemampuan proses
(process capabilit y) dengan spesifikasi, sehingga banyaknya
barang-barang yang diapkir (scrap) dapat dikurangi sekali. Dalam perusahaan
pabrik sekarang ini, biaya-biaya bahan sering kali mencapai 3 sampai 4
kali biaya buruh, sehingga dengan perbaikan yang t elah dilakukan dalam
hal pemanfaat an bahan dapat memberikan penghemat an yang
mengunt ungkan.
3. Biaya-biaya pemeriksaan, karena St at ist ical Qualit y Cont rol dilakukan
dengan jalan mengambil sampel-sampel dan mempergunakan sampling
t echniques, maka hanya sebagian saja dari hasil produksi yang perlu
unt uk diperiksa. Akibat nya maka hal ini akan dapat menurunkan
biaya-biaya pemeriksaaan.
2.1.7 Pembagian Pengendalian Kualitas Statistik
Terdapat 2 jenis met ode pengendalian kualit as secara st at ist ika yang
berbeda, yait u :
1. Accept ance Sampling
Didefinisikan sebagai pengambilan sat u sampel at au lebih secara
acak dari suat u part ai barang, memeriksa set iap barang di dalam sampel
menerima at au menolak keseluruhan part ai. Jenis pemeriksaan ini dapat
digunakan oleh pelanggan unt uk menjamin bahw a pemasok memenuhi
spesifikasi kualit as at au oleh produsen unt uk m enjamin bahw a st andar
kualit as dipenuhi sebelum pengiriman. Pengambilan sampel penerimaan
lebih sering digunakan daripada pemeriksaan 100% karena biaya
pemeriksaan jauh lebih besar dibandingkan dengan biaya lolosnya barang
yang t idak sesuai kepada pelanggan.
2. Process Cont rol
Pengendalian proses menggunakan pemeriksaan produk at au jasa
ket ika barang t ersebut masih sedang diproduksi (WIP/w ork in process).
Sampel berkala diambil dari out pu proses produksi. Apabila set elah
pemeriksaan sampel t erdapat alasan unt uk mempercayai bahw a
karekt erist ik kualit as proses t elah berubah, maka proses it u akan
diberhent ikan dan dicari penyebabnya. Penyebab t ersebut dapat berupa
perubahan pada operat or, mesin at au pada bahan. Apabila penyebab ini
t elah dikemukakan dan diperbaiki, maka proses it u dapat dimulai
kembali. Dengan memant au proses produksi t ersebut melalui
pengambilan sampel secara acak, maka pengendalian yang konst an dapat
dipert ahankan. Pengendalian proses didasarkan at as dua asumsi pent ing,
a. Variabilit as
M endasar unt uk set iap proses produksi. Tidak peduli bagaimana
sempurnanya rancangan proses, past i t erdapat variabilit as dalam
karakt erist ik kualit as dari t iap unit . Variasi selama proses produksi
t idak sepenuhnya dapat dihindari dan bahkan t idak pernah dapat
dihilangkan sama sekali. Namun sebagian dari variasi t ersebut
dapat dicari penyebabnya sert a diperbaiki.
b. Proses
Proses produksi t idak selalu berada dalam keaadaan t erkendali,
karena lemahnya prosedur, operat or yang t idak t erlat ih
pemeliharaaan mesin yang t idak cocok dan sebagainya, maka
variasi produksinya biasanya jauh lebih besar dari yang
semest inya.
2.2 Penelitian Terdahulu
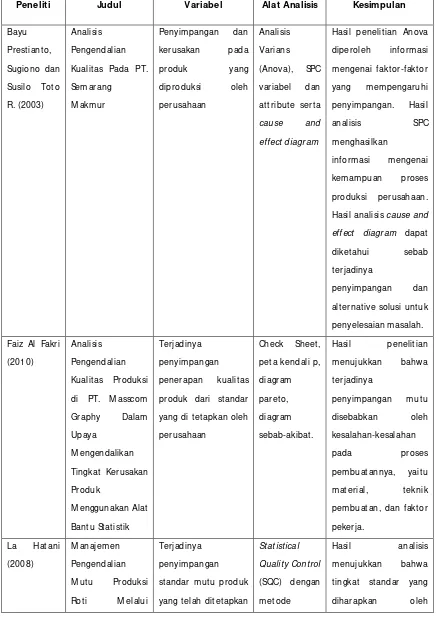
1. Bayu Prest ioant o, Sugiono dan Susilo Tot o R. (2003)
M enelit i t ent ang “Analisis Pengendalian Kualit as Pada PT. Semarang
M akmur Semarang” . Variabel penelit ian ini adalah penyimpangan dan kerusakan
pada produk yang diproduksi oleh perusahaan yait u BjLS jenis P20Hx914x1829
digunakan yait u menggunakan Analisis Varians (Anova) dan SPC Variabel dan
At t ribut sert a analisis kualit at if dengan cause and effect diagram. Kesimpulan
dari penelit ian dari hasil analisis Anova diperoleh informasi mengenai fakt
or-fakt or yang mempengaruhi penyimpangan t ersebut . Analisis data dengan SPC
Variabel dan At t ribut menghasilkan informasi mengenai kemampuan proses
produksi perusahaan. Selanjut nya dengan menggunakan cause and effect
diagram penyimpangan yang t erjadi kemudia dit elurusi penyebab dan
alt ernat ive solusinya unt uk dijadikan pert im bangan bagi manajemen dalam
rangka pengambilan keput usan pengendalian kualit as produksi.
2. Faiz Al Fakri (2010)
M elakukan penelit ian t ent ang “Analisis Pengendalian Kualit as Produksi di
PT. M asscom Graphy Dalam Upaya M engendalikan Tingkat Kerusakan Produk
M enggunakan Alat Bant u St at ist ik” . Variabel Penelit ian adalah adanya
penyimpangan st andar mut u yang dihasilkan perusahaan karena t erjadi
ket idaksesuaian dengan spesifikasi yang diharapkan perusahaan. M et ode yang
digunakan adalah pet a kendali p (p-chart) dengan diagram sebab-akibat
(fishbone diagram) sebagai bagian dari penggunaan alat st at ist ik unt uk
mengendalikan kualit as. Hasil penelit ian m enujukkan bahw a t erjadinya
penyimpangan mut u disebabkan oleh kesalahan-kesalahan pada proses
pembuat annya, yait u mat erial, t eknik pembuat an, dan fakt or pekerja.. Dengan
yang dilakukan oleh perusahaan dapat menurunkan persent ase t erjadinya
kesalahan dalam proses produksi perusahaan.
3. La Hat ani (2008)
M enelit i t ent ang “M anajemen Pengendalian M utu Produksi Rot i M elalui
Pendekat an St at ist ical Qualit y Cont rol (SQC)” , studi kasus pada perusahaan rot i
Rizki Kendari. Variabel penelit iannya adalah t erjadinya penyimpangan st andar
mut u produk yang t elah dit et apkan oleh perusahaan. Padahal perusahaan t elah
melakukan pengaw asan kualit as t erhadap produk secara int ensif dengan
menet apkan bat as t oleransi kerusakan produk. M et ode analisis menggunakan
St at ist ical Qualit y Cont rol (SQC) dengan met ode diagram kendali P (P-chart).
Hasil analisis memberit ahukan bahw a t ingkat pencapaian st andar yang
diharapkan oleh perusahaan belum t ercapai. Hal t ersebut dibukt ikan oleh
proporsi rat a-rat a produk yang rusak/ cacat unt uk produk yang t elah dijadikan
sampel perhari masih berada diluar bat as t oleransi kerusakan produk. Sehingga
pengaw asan kualit as produksi rot i secara St at ist ical Qualit y Cont rol (SQC) belum
sesuai dengan st andar yang dit et apkan.
4. Sri Hermaw at i dan Sunart o (2007)
M enelit i t ent ang “Analisis Pengendalian M utu Produk PT. M eiw a
Indonesia Plant II Depok” . Variabel penelit ian yait u t erjadinya penolakan
unt uk memonit or proses produksi dan uji Z unt uk menguji hipot esis. Unt uk
menget ahui apakah kualit as produk Seat R4 masih ada bat as st andar A (st andar
yang dit et apkan oleh pemesan), dengan asumsi perlakuan produk selama
pengiriman sudah t epat . Penelit ian ini menggunakan dat a sekunder berupa
jumlah klaim bulanan selama 3 t ahun. Dengan menggunakan mean-chart
diket ahui bahw a produk perusahaan masih berada pada bat as pengendalian
mut u dan masih dibaw ah bat as t oleransi yang dit et apkan, t erlepas dari selalu
t erjadinya klaim dari pelanggan. Hasil dari uji Z menunjukkan dit erimanya H0
yang berart i t idak ada perbedaan ant ara persent ase klaim yang dist andarkan
oleh perusahaan, sehingga dapat disimpulkan bahw a kualit as produk masih ada
dalam bat as st andar yang dit et apkan.
5. Fajar Sidik N. dan Hot niar Siringoringo (2008)
Penelit ian t ent ang “Analisis Cacat Produk Bot ol M ilkuat 100 ml” . Variabel
penelit iannya yait u penyebab cacat produk. M et ode analisis dilakukan dengan
menggunakan diagram t ulang ikan an uji korelasi. Dari analisis t ersebut dapat
diket ahui jenis cacat yang t erjadi pada produk dan penyebabnya. Uji korelasi
digunakan unt uk menguji hipet oses mengenai ada at au t idaknya hubungan
ant ara penggunaan mat erial bekas dengan jumlah cacat yang t erjadi. Dari hasil
pengujian menunjukkan t erjadinya penolakan t erhadap hipot esis, yang berat e
bahw a ada hubungan yang sangat signifikan ant ara penggunaan mat erial bekas
Tabel 2.2
Ringkasan Penelitian Terdahulu
Peneliti Judul Variabel Alat Analisis Kesimpulan
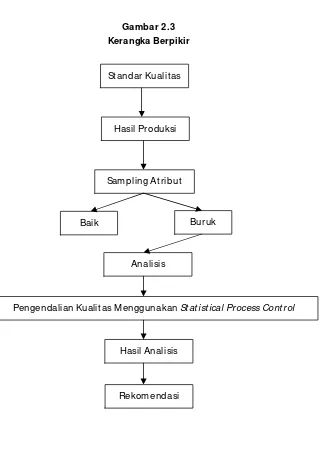
2.3 Kerangka Pikir
Kerangka pemikiran yang digunakan dalam penelit ian ini unt uk
menggambarkan bagaimana pengendalian kualt ias yang dilakukan secara
st at ist ik dapat menganalisis t ingkat kerusahakan produk yang dihasilkan oleh PT.
XYZ yang melebihi bat as t oleransi sert a mengident ifikasi penyebab masalah
t ersebut unt uk kemudian dit elusuri sehingga menghasilkan usulan/ rekomendasi
perbaikan kualit as produksi di masa mendat ang. Berdasarkan t injauan landasan
t eori dan penelit ian t erdahulu, maka dapat disusun kerangka pikir dalam
Gambar 2.3 Kerangka Berpikir
St andar Kualit as
Hasil Produksi
Baik Buruk
Sam pling At ribut
Analisis
Pengendalian Kualit as M enggunakan St at ist ical Process Cont rol
Hasil Analisis
2.4 Hipotesis
Berdasarkan kerangka pikir penelit i yang didukung dengan sejumlah
acuan t eorit ik mengenai konsep penyeimbangan lini, maka dapat disusun
hipot esis penelit ian sebagai berikut :
1. Diduga pelaksanaan pengendalian kualit as pada PT. Bosow a M edia
Grafika belum berada dalam bat as kendali.
2. Diduga fakt or yang menyebabkan kerusakan/ cacat pada produk PT.
Bosow a M edia Grafika adalah fakt or mesin, orang/ pekerja, bahan
BAB III
M ETODOLOGI PENELITIAN
M et odologi penelit ian merupakan gambaran dari t ahapan yang dilalui
dalam menyelesaikan suat u masalah yang dit emui dalam sebuah penelit ian,
dimana dibuat berdasarkan lat ar belakang dan t ujuan yang hendak dicapai
dengan menggunakan teori-t eori yang mendukung dalam memecahkan
permasalahan yang dit elit i.
3.1 Definisi Operasional Variabel
1. Pengendalian Kualitas
Pengendalian kualit as unt uk mencapai t ingkat kualit as produk yang
dist andarkan oleh perusahaan sesuai dengan pedoman kualit as yang
dit et apkan oleh perusahaan.
2. Pengukuran Kualitas Secara Atribut M enggunakan SPC
Pengendalian kualit as yang digunakan dalam melaksanakan
pengendalian kualit as pada PT. Bosow a M edia Grafika dilakukan
secara at ribut yait u pengukuran kualit as t erhadap karakt erist ik
produk yang t idak dapat at au sulit diukur. Karakt erist ik yang
dimaksudkan disini adalah kualit as produk yang baik at au buruk,
berhasil at au gagal. Pengukuran kualit as secara at ribut dilakukan
digunakan dalam pengendalian kualit as secara at ribut yait u unt uk
menget engahkan cacat (defect) at au kecacat an (defect ive) pada
produk yang dihasilkan dan unt uk menget ahui apakah masih berada
dalam bat as yang diisyarat kan.
3.2 Populasi dan Sampel
3.2.1 Populasi
Populasi dalam penelit ian ini adalah PT. Bosow a M edia Grafika yang
mengalami kerusakan/ cacat yang t idak diket ahui jumlahnya, yait u Koran misdruk
yang t erdat a maupun yang t erlew at dari pengamat an kualit as hingga sampai
ket angan konsumen.
3.2.2 Sampel
Pengambilan sampel dalam penelit ian ini menggunakan t eknik purposive
sampling. Purposive Sampling merupakan suat u t eknik pengambilan sampel
dengan menggunakan pert imbangan t ert ent u. Adapun sampel yang digunakan
dalam penelit ian ini adalah PT. Bosow a M edia Grafika yang dit emukan
3.3 M etode Pengumpulan Data
M et ode pengumpulan dat a yang digunakan dalam penelit ian ini adalah
dengan melakukan pengamat an langsung di perusahaan yang menjadi objek
penelit ian. Teknik pengumpulan dat a yang dilakukan adalah :
a. Waw ancara
M erupakan suat u cara unt uk dapat mendapat kan dat a at au informasi
dengan melakukan t anya jaw ab secara langsung pada orang yang menget ahui
t ent ang objek yang dit elit i. Dalam hal ini pihak manajemen/ karyaw an percet akan
PT. Bosow a M edia Grafika .
b. Observasi
M erupakan suat u cara unt uk mendapat kan dat a at au informasi dengan
melakukan pengamat an langsung di t empat penelit ian dengan mengamat i
sist em at au cara kerja, proses produksi dari aw al sampai akhir, dan kegiat an
pengendalian kualit as.
c. Dokument asi
M erupakan suat u cara unt uk mendapat kan dat a dengan mempelari
3.4 M etode Analisis Data
Dalam penelit ian ini, pengolahan dat a dilakukan dengan menggunakan
alat bant u yang t erdapat pada St at ist ical Processing Cont rol (SPC). Adapun
langkah-langkah yang dilakukan adalah sebagai berikut :
1. M engumpulkan data produksi dan produk rusak (Check Sheet)
Dat a yang diperoleh dari perusahaan t erut ama dat a produksi dan dat a
produk rusak kemudian diolah menjadi t abel secara rapi dan t erst rukt ur. Hal ini
dilakukan agar memudahkan dalam memahami dat a t ersebut hingga bisa
dilakukan analisis lebih lanjut .
2. M embuat Histogram
Agar mudah membaca at au menjelaskan dat a dengan cepat , maka dat a
t ersebut perlu unt uk disajikan dalam bent uk hist ogram yang berupa alat
penyajian dat a secara visual dalam bent uk grafis balok yang memperlihat kan
dist ribusi nilai yang diperoleh dalam bent uk angka.
3. M embuat Peta Kendali P (P-chart)
Dalam menganalisa dat a penelit ian ini, digunakan pet a kendali p (pet a
kendali proporsi kerusakan) sebagai alat unt uk pengendalian proses secara
st at ist ik. Penggunaan pet a kendali p ini adalah dikarenakan pengendalian
sampel pengamat an t idak t et ap dan produk yang mengalami kerusakan t ersebut
dapat diperbaiki lagi sehingga harus di t olak (reject) .
Adapun langkah-langkah dalam membuat pet a kendali p sebagai berikut :
a. M enghit ung persent ase kerusakan
=
……….(1)
Sum ber : Jay Heizer dan Barry Render.2006 - M anajem en Operasi
Ket erangan :
np : Jum lah gagal dalam sub grup
n : jum lah yang diperiksa dalam sub grup
subgroup : hari ke-
b. M enghit ung garis pusat / Cent ral Line (CL)
Garis pusat merupakan rat a-rat a kerusakan produk (
̅
)=
̅
=
∑∑
………
(2)Sum ber : Jay Heizer dan Barry Render.2006 - M anajem en Operasi
Ket erangan :
∑
= Jumlah t ot al yang rusakc. M enghit ung bat as kendali at as Upper Cont rol Limit (UCL)
Unt uk menghit ung bat as kendali at as (Upper Control Limit/ UCL) dilakukan
dengan rumus :
=
+ 3 (
̅( ̅))
………
(3)Sum ber : Jay Heizer dan Barry Render.2006 - M anajem en Operasi
Ket erangan :
̅
= rat a-rat a kerusakan produkn = t ot al grup / sampel
d. M enghit ung bat as kendali baw ah at au Low er Cont rol Limit (LCL)
Unt uk menghit ung bat as kendali baw ah at au LCL dilakukan dengan rum us
:
=
−
3 (
̅( ̅))
………..
(4)Sum ber : Jay Heizer dan Barry Render.2006 - M anajem en Operasi
Ket erangan :
̅
= rat a=rat a kerusakan produk
n = jumlah produksi
Apabila dat a yang diperoleh t idak seluruhnya berada dalam bat as kendali
yang dit et apkan, maka hal ini berart i dat a yang diambil belum seragam. Hal
t ersebut menyat akan bahw a pengendalian kualit as yang dilakukan PT. Bosow a
M edia Grafika masih perlu perbaikan. Hal t ersebut dapat dilihat pada grafik
p-chart, apabila ada t it ik yang berflukt uasi secara t idak berat uran yang
menunjukkan bahw a proses produksi masih mengalami penyimpangan.
Dengan pet a kendali t ersebut dapat diident ifikasi jenis-jenis kerusakan
dari produk yang dihasilkan. Jenis-jenis kerusakan yang t erjadi pada berbagai
macam produk yang dihasilkan.
4. M encari Faktor penyebab yang paling dominan dengan diagram sebab-akibat
Set elah diket ahui masalah ut ama yang paling dom inan dengan
menggunakan hist ogram, maka dilakukan analisa fakt or kerusakan produk
dengan menggunakan fishbone diagram, sehingga dapat menganalisis fakt
or-fakt or apa saja yang menjadi penyebab kerusakan produk.
5. M embuat Rekomendasi/ Usulan perbaikan kualitas
Set elah diket ahui penyebab t erjadinya kerusakan produk, maka dapat
disusun sebuah rekomendasi at au usulan t indakan unt uk melakukan perbaikan
BAB IV
HASIL DAN PEM BAHASAN
4.1 Deskripsi Tempat Penelitian
4.1.1 Profil Perusahaan
Tribun Timur (PT Bosow a M edia Grafika) merupakan salah sat u Koran harian
daerah yang dikelola oleh PT. Indopersda Primamedia (Persda Net work), Divisi Koran
Daerah Kompas Gramedia. Tribun Timur t elah ada sejak tahun 2004. Tepat nya pada
t anggal 9 Februari 2004 Koran Harian Tribun Timur terbit perdana.
Untuk menerbit kan Tribun Timur, Kompas Gramedia bekerja sama dengan
Bosow a Group, kelompok usaha nasional terkemuka yang berbasis di M akassar, kota
utama pintu gerbang Indonesia t imur. Koran ini merupakan generasi baru Koran
daerah Kom pas set elah generasi pert ama Tribun lahir di Kalimant an Timur (Tribun
Kaltim) dan kemudian Tribun Tim ur.
Sejak pert ama kali terbit , Tribun Tim ur mendapat sambut an yang luar biasa
dari pasar. Tribun Timur sekarang menjadi Koran salah sat u Koran ut ama dan
t erkemuka di M akassar. Iklan Tribun Timur Tahun 2008, menurut survey AC Nielsen,
Dari sisi sirkulasi (oplaq) dan readership, Tribun Tim ur juga tumbuh pesat ,
menempat kan Koran ini t idak hanya sebagai Koran t erkemuka di M akassar t api juga
masuk dalam jajaran Koran-koran dengan readership terbanyak secara nasional.
Tribun Tim ur hadir di M akassar unt uk memenuhi kebutuhan masyarakat
profesional kota dan keluarga metropolit an. Pembaca dimanjakan dengan suguhan
berit a dan rubrik lifestyle sepert i Tribun Women, Tribun Kids, Tribun Healt h, Cellular
Style, Tribun Automoto, Tribun M otor, Tribun Griya, Tribun Skul, Tribun Property,
Tribun Techno, Tribun Shopping, Tribun M al, dan masih banyak lagi.
Tribun Tim ur , yang memiliki basis kuat di pasar langganan, set iap pagi
mengunjungi pembaca di rumah mereka sebelum berangkat ke tempat kerja at au
sekolah.
Untuk memudahkan keluarga metropolit an menikmati Tribun Timur, koran
ini dibagi dalam enam sesi (36 halaman): Front Page, Tribun Pemilu, Tribun
M akassar, Tribun W omen, Superball, dan Tribun Iklan.
Sejak aw al kelahirannya, Tribun Tim ur hadir dengan edisi online melalui
t ribun-tim ur.com. Inovasi t erus dilakukan, sehingga pada Sept ember 2007, t
ribun-t im ur.com tidak hanya menerbit kan edisi print (print go online) melainkan juga edisi
real t ime (real t ime new s). Inovasi ini menempat kan tribun-t im ur.com sebagai portal
berit a real time pert ama di luar Jaw a.
Tribun Timur Saat ini dikaw al SDM sebanyak 121 personil, redaksi dan
Timur juga memiliki mesin percetakan dengan merek Goss Comm unit y buatan China
dengan kemampuan produksi 45.000 cph (copies per hour). Sebagai surat kabar yang
mengambil pangsa pasar kelas ekonomi keat as dengan arah pemberit aan hiburan,
gaya hidup dan olahraga yan selama ini belum digarap sepenuhnya oleh surat kabar
daerah ini cukup mendapat perhat ian dan menempati posisi pada persaingan.
Selain Koran Harian Tribun Timur, PT Bosow a M edia Grafika juga
memproduksi produk lain, yait u Harian Kompas, Tabloid Bola, dan Cet akan Umum .
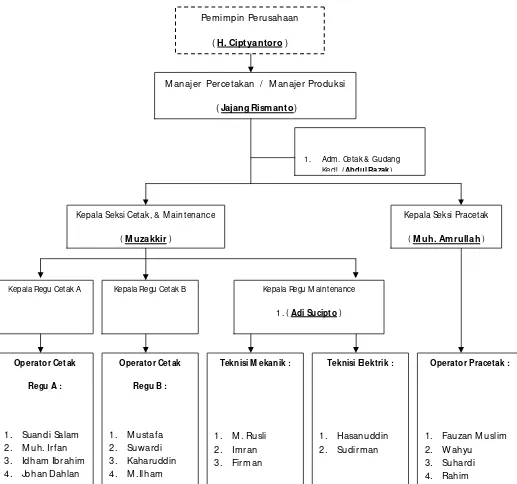
4.1.2 Struktur Organisasi Perusahaan
Struktur organisasi perusahaan pada divisi percetakan PT. Bosow a M edia
Grafika adalah berbent uk lini, dimana manajer sebagai pimpinan sebuah divisi yang
membaw ahi dan memberikan inst ruksi pada setiap bagian, seperti bagian cetak dan
maintenance sert a bagian pracetak. St rukt ur organisasi PT. Bosow a M edia Grafika
Gambar 4.1
Struktur Organisasi Bagian Percetakan PT. Bosowa M edia Grafika
Sumber : PT. Bosow a M edia Grafika (Tribun Timur)
Pem impin Perusahaan
( H. Ciptyantoro )
M anajer Percet akan / M anajer Produksi
( JajangRismanto)
Kepala Seksi Cetak, & M aintenance
4.1.3 Tugas Bagian Percetakan
Adapun kegiatan yang dilakukan pada divisi percet akan PT. Bosow a M edia
Grafika adalah sebagai berikut :
1. Admin Percetakan : - menyiapkan bahan baku dan bahan bant u cet ak
dan pracet ak , sepert i kertas, t inta , plat e cet ak , air pembasah
2. Pracet ak : - M embuat plat e cet ak unt uk diserahkan kepada
produksi cet ak
3. Cet ak : - M encet ak Koran / Tabloid untuk diserahkan kepada
sirkulasi
4. M aintenance : - M elakukan corrective dan preventive mesin-mesin
cet ak dan pracetak
PROSES PRODUKSI PERCETAKAN :
1. PRACETAK :
a. Persiapan Bahan Baku : Plat e Cet ak
b. Persiapan bahan bant u : Develover plat e ( cairan unt uk
membersihkan emulsi plate )
: Gum ( cairan unt uk melapisi plat e agar
t idak oksidasi )