Kontaminasi (contamination)
Yaitu kerusakan yang diakibatkan pengaruh atau kesalahan dari luar luar oli tersebut.
Deteriorasi (deterioration)
Yaitu kerusakan oli yang disebabkan oleh pengaruh dari oli itu sendiri
Selanjutnya pada gambar berikut ditunjukan ganguan gangguan yang terjadi jika oli mengalami kerusakan.
Komponen Hidrolik Oli.
Komponen hidrolik dalam system pemindah tenaga dengan system hidrolik sangat penting untuk diketahui fungsinya. Antara lain :
Hidrolik Tangki / Hydraulic Reservoir
Tangki hydraulic sebagai wadah oli untuk digunakan pada sistem hidrolik.
Pompa
Pompa hidrolik merupakan komponen dari sistem hidrolik yang membuat oli mengalir atau pompa hidrolik sebagai sumber tenaga yang mengubah tenaga mekanis menjadi tenaga hidrolik.
Motor
Motor berfungsi sebagai penghasil daya untuk menggerakkan pompa.
Ada tiga macam garis besar yang dipergunakan dalam penggambaran symbol grafik untuk melambangkan pipa, selang dan saluran dalam sehubungan dengan
komponen-komponen hidrolik.
Splid line digunkan melambangkan pipa kerja hidrolik. Pipa kerja ini menyalurkan aliran utama oli dalam suatu sistem hidrolik.
Dashed line digunakan untuk mlambangkan pipa control hidrolik. Pipa control ini menyalurkan sejumlah kecil oli yang dipergunakan sebagai aliran bantuan untuk menggerakkan atau mengendalikan komponen hidrolik.
Silinder Hidrolik
Silider hidrolik merubah tenaga zat cair menjadi tenaga mekanik. Fluida yang tertekan , menekan sisi piston silinder untuk menggerakan beberapa gerakan mekanis. Singgle acting cylinder hanya mempunyai satu port, sehingga fluida bertekanan hanya masuk melalui satu saluran, dan menekan ke satu arah. Silinder ini untuk gerakan membalik dengan cara membuka valve atau karena gaya gravitasi atau juga kekuatan spring. Double acting cylinder mempunyai port pada tiap bagian sehingga fluida bertekanan bias masuk melalui kedua bagian sehingga bias melakukan dua gerakan piston.
Kecepatan gerakan silinder tergantung pada fluid flow rate (gallon / minute) dan juga volume piston. Cycle time adalah waktu yang dibutuhkan oleh silinder hidrolik untuk melakukan gerakan
memanjang penuh. Cycle time adalah hal yang sangat penting dalam mendiagnosa problem hidrolik.
Volume = Area x Stroke
CYCLE TIME = (Volume/Flow Rate) x 60
Pressure Control Valve.
Tekanan hidrolik dikontrol melalui penggunaan sebuah valve yang membuka dan menutup pada waktu yang berbeda berdasar aliran fluida by pass dari tekanan tinggi ke tekanan yang lebih rendah.
Pressure Relief Valve
Presure Relief Valve membatasi tekanan maksimum dalam sirkuit hidrolik dengan membatasi tekanan maksimum pada komponen-komponen dalam sirkuit dan di luar sirkuit dari tekanan yang berlebihan dan kerusakan komponen. Saat Presure relief valve terbuka, Oli bertekanan tinggi dikembalikan ke reservoir pada tekanan rendah. Presure Relief valve biasanya terletak di dalam directional control valve.
Directional Control Valve.
Aliran fluida hidrolik dapat dikontrol dengan menggunakan valve yang hanya memberikan satu arah aliran. Valve ini sering dinamakan dengan check valve yang umumnya menggunakan system bola.
Fungsi katup pengontrol aliran adalah untuk mengontrol arah dari gerakan silinder hidrolik atau motor hidrolik dengan merubah arah aliran oli atau memutuskan aliran oli.
Flow Control Mechanis
Ada kalanya system hidrolik membutuhkan penurunan laju aliran atau menurunkan tekana oli pada beberapa titik dalam sistem. Hal ini bias dilakukan dengan memasang restrictor. Restrictor digambarkan seperti pengecilan dalam system, dapat berupa fixed dan juga variable, bahakan bias
dikontrol dengan system lain.
Hidrolik Oil filter
Menapis kotoran, partikel logam dsb.
Kotoran dapat menyebabkan cepat terjadinya keausan Oil Pump, Hydrlic Cylinder dan Valve. Saringan filter yang halus akan menjadi buntu
secara berangsur-angsur sejalan dengan jam operasi mesin, maka elemennya perlu diganti secara berkala.
Dilengkapi dengan by pass valve sehingga bila filter buntu, oli dapat lolos dari filter dan kembali ke tangki. Hal ini dapat mencegah terjadinya tekanan yang berlebihan dan kerusakan pada sistem tersebut.
Akumulator
Akumulator berfungsi sebagai peredam kejut dalam system. Biasanya akumulator terpasang paralel
menyediakan sedikit aliran dalam kondisi darurat pada sistem steering dan juga rem, menjaga tekanan konstan dengan kata lain sebagai pressure damper. Umumnya pada sistem hidrolik modern digunakan akumulator dengan tipe gas.
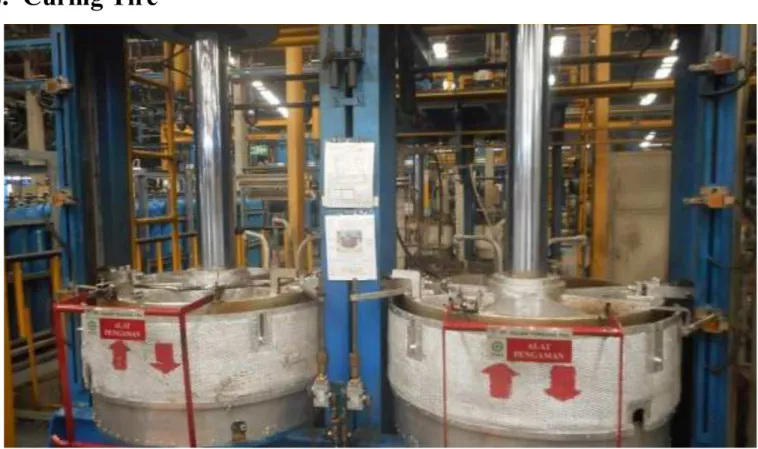
Gambar 32. Sistem Hidrolik Pada Mesin Curing.
Cara kerja Sistem Hidrolik
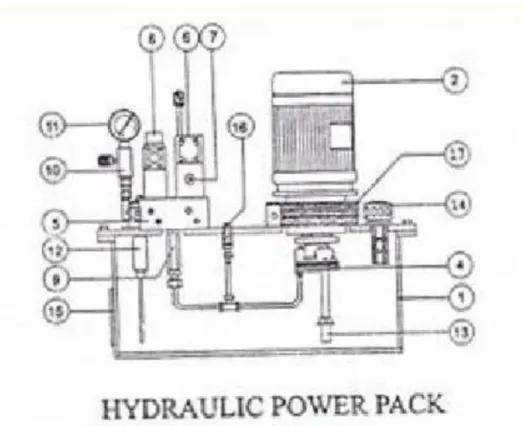
Gambar 34. Pompa Oli Hidrolik.
Langkah ke-1.
Tekanan Hidrolik menggunakan sebuah pompa (gear pump piston pump No.4) di dalam tangki hidrolik yang digerakkan oleh sebuah motor yang terpasang vertikal diatas tangki hidrolik.
Langkah Ke-2.
Minyak hidrolik didorong oleh Radial Piston Pump (No.4) melalui sebuah Check Valve (No.9) yang berfungsi agar minyak hidrolik tidak kembali ke pompa penghisap menuju ke Pressure Control Valve/Relief Valve (No. 7) melalui Four Way 2 Ball Valve-Manifold Block (No. 5).
Minyak hidrolik yang berada di dalam Pressure Control Valve dapat diatur secara manual oleh sebuah Hand Control Valve (No.6) ini, berfungsi mengatur dengan tangan terhadap posisi hidrolik silinder maju dan mundur, apabila sistem otomatis maju mundur tidak bisa bekerja lagi atau rusak.
Langkah Ke-4.
Tekanan minyak dalam Pressure Control Valve (No.7) digabung dengan sebuah Solenoid Unloading Valve (No.8) yang dipasang diatas Manifold Block (No.5) mendapat perintah dari Amplifier Card (Relay Control) untuk membuka katupnya pada saat beban screw press naik dan menutupnya pada saat beban screw press turun, sehingga sumbu silinder dapat maju mundur sesuai dengan beban yang distel di amplifier card (relay control) yang dapat mendeteksi ampere screw press melalui sebuah CT yang terpasang di dalam kotak starter.
Langkah Ke-5.
Silinder hidrolik mempunyai dua jalur sambungan, satu didepan dan satu di belakang. Tekanan minyak yang masuk ke jalur depan, sumbu silinder hidroliknya mundur, dan yang masuk ke jalur belakang sumbu hidroliknya maju.
Langkah Ke-6.
Minyak hidrolik dapat disirkulasi secara otomatis dan teratur oleh pompa hidrolik ke dalam tangki hidrolik, didinginkan melalui sebuah Intergral Oil Cooler (No.17), kemudian disaring oleh Return Line
Filter (No.12). Minyak hidrolik harus tetap bersih dan tidak berkurang.
Langkah Ke-7.
Untuk menambah (atau berkurang) tekanan hidrolik dapat dibuka dengan cara memutar baut yang terdapat di Pressure Control Valve/Relief Valve (No.7) secara perlahan-lahan hingga mencapai 45 bar. Untuk mengetahui besarnya tekanan minyak dapat melihat penunjuknya pada Pressure Gauge ( No.11). Pressure Control Valve/Relief Valve (No.7) dan Solenoid Unloading Valve (No.11) berfungsi untuk mengatur arus tekanan ke hidrolik
silinder, dan Shut Off Valve (No.10) yang berfungsi untuk menutup tekanan hidrolik Pressure Gauge (No.11).
Langkah Ke-8.
Ketinggian level dan suhu minyak hidrolik didalam tangki dapat dilihat pada Fluid Level Gauge (No.15).
Langkah Ke-9.
Pengoperasian sistem hidrolik tersebut diatas, jika menghendaki Elektro Motor Hidrolik (No.2)
dapat berhenti pada tekanan kerja tertentu dan berjalan kembali apabila tekanan kerja berkurang, maka untuk itu harus dipasang sebuah Pressure Switch .
Untuk menstabilkan tekanan kerja agar tetap apabila elektro motor berhenti, harus pula dipasang akumulator (integral oil cooler No.17 ditiadakan).
(catatan: tanpa akumulator system hidrolik diatas, tekanan kerja juga stabil dan konstan karena pompa hidrolik tetap bekerja).
Langkah ke-11.
(Point 9 dan 10 diatas) Dengan menggunakan pressure switch dan akumulator dalam sistem hidrolik ini agar elektrik motor dan pompa hidrolik dapat berhenti sejenak (5 – 30 detik) sangatlah tidak efesien karena biaya perawatannya mahal dan tidak memperoleh hasil yang setimpal.
2.3.3.1.2.5. Cover mold telah tertutup, lalu terjadi curing di mesin tersebut.
2.3.3.1.2.6. Setelah selesai seluruh proses curing, tekanan yang ada didalam bladder dikempeskan agar tire yang telah matang mudah untuk diambil lepas dari bladder.
2.3.3.1.2.7. Lalu kembali kepada awal proses diatas.
Gambar 35. Skema Aliran Pipa
2.3.3.2. High Pressure Steam 2.3.3.2.1. Definisi
High Pressure Steam mempunyai arti Steam bertekanan tinggi. Pada proses steam kali ini adalah memanaskan platten dengan tekanan serta suhu tinggi yang bertujuan untuk memasak green tire menjadi tire.
2.3.3.2.2. Cara Kerja
2.3.3.2.2.1. High Pressure Steam ini dapat bekerja apabila cover mold telah tertutup dan mekanik valve telah ditekan oleh key pada cover mold.
2.3.3.2.2.2. Setelah key menekan mekanik valve, maka High Pressure Steam masuk untuk mengisi dan memanasi bladder.
2.3.3.2.2.3. Pola pemanasan pada bladder adalah seperti memanaskan water heater , yaitu membentuk pola seperti bunga yang mengelilingi dalam platen. Jadi pola bunga yang mengelilingi tersebut tidak dapat
dilihat karena berada didalam platen.
2.3.3.2.2.4. Setelah bladder berhasil dipanaskan sesuai dengan temperatur setting ±186 dan besar tekanannya 11 ± 0,5 / selama 13 Menit. Karena kunci curing tire adalah tekanan, temperatur, dan waktu. Ketetepan ini sudah dilakukan oleh riset PT. Gajah Tunggal bahwa ketetapan tekanan, temperatur, dan waktu ini akan menghasilkan tire yang sempurna sesuai dengan permintaan customer.
2.3.3.2.2.5. Setelah selesai 13 menit, maka pintu high pressure steam tertutup. Lalu pintu low pressure steam
terbuka.
2.3.3.3. Low Pressure Steam 2.3.3.3.1. Definisi
Low Pressure Steammerupakan tahap kedua prosescuring tire. Proses ini mempunyai arti steam bertekanan rendah. Pada proses steam kali ini adalah langkah selanjutnya setelah memasak tire dengan suhu tinggi lalu tekanan pada steam dikurangi yang bertujuan untuk mengurangi panas pada bladder akibat High Pressure Steam untuk kemudian panas yang ada dibladder dibuang
2.3.3.3.2. Cara Kerja
2.3.3.3.2.1. Setelah selesai proses high pressure steam maka pintu high pressure steam tertutup. Lalu terbukalah pintu valve untuk low pressure steam menuju bladder.
2.3.3.3.2.2. Low pressure steam masuk hanya sebentar yaitu 1 detik karena fungsinya adalah sebagai penurun tekanan saja setelah proses high pressure steam.
2.3.3.3.2.3. Sebelum drain maka tekanan, temperatur harus kecil sehingga ketika dikeluarkan dari bladder lebih ringan. Seperti skema memasak nasi. Cook adalah untuk high pressure steam dan warm untuk low pressure steam.
2.3.3.3.2.4. Low pressure steam memiliki tekanan 7,5 ± 0,5 / dengan temperatur setting ± 171.
2.3.3.3.2.5. Setelah proses low pressure steam selesai, maka terbukalah pintu drain yang dialirkan khusus untuk drain dan bladder akan mengempes.
2.3.3.4. Drain
2.3.3.4.1. Definisi
Drain merupakan tahap ketiga prosescuring tire. Drain adalah proses pembuangan panas yang ada di bladder setelah proses High dan Low Pressure Steam bekerja untuk memasak green tire. Fungsinya adalah untuk membuang seluruh panas yang ada didalam bladder.
2.3.3.4.2.1. Proses drain adalah membuang tekanan setelah selesai proses high pressure steam dan low pressure steam pada bladder. Ini mengapa bladder mengempes.
2.3.3.4.2.2. Pintu pipa untuk pipa drain terbuka agar seluruh uap tekanan dari hasil low pressure dialirkan kesana jadi tidak dibuang langsung dalam lingkungan pabrik. Karena pabrik bersifat seperti bangunan semi tertutup.
2.3.3.4.2.3. Proses drain ini membutuhkan waktu setting 18 detik untuk benar-benar dibuang tekanan steam pada bladder.
2.3.3.4.2.4. Setelah proses drain, maka bladder akan mengempes.
2.3.3.5. Vacum
2.3.3.5.1. Definisi
Vaccum merupakan tahap akhir proses curing tire. Vaccum adalah proses penyedotan panas-panas yang tersisa setelah proses drain pada bladder. Proses ini dilakukan dengan tujuan membuat keadaan pada bladder tidak ada panas lagi walaupun panas tidak bisa hilang 100%.
2.3.3.5.2. Cara Kerja
2.3.3.5.2.1. Setelah bladder selesai melalui tahap drain, maka valve cooling water akan terbuka lalu masuk kedalam bladder.
2.3.3.5.2.2. Apabila ada sisa panas dalam bladder, maka disedot dengan menggunakan cooling water fan yang
fungsinya menyedot sisa panas yang ada didalam bladder.
Gambar 36. Cooling Water Fan
2.3.3.5.2.3. Lalu begitulah seterusnya seperti sistim sirkulasi sampai bladder benar benar dalam keadaan vacum.
2.3.3.5.2.4. Lalu Green tire dimasukkan lagi kedalam bladder lalu kembali ke step awal shaping.
2.3.3.6. PCI (Post Cure Inflation)
Setelah curing, selesai ban mengalami proses PCI (Post Cure Inflation), yaitu pendinginan ban dengan memberikan tekanan agar ban tidak mengalami perubahan bentuk.
BAB IV
DATA PENGAMATAN
1. Pre Curing Tire
1.1. Booking 1.1.1. Tujuan
Sebagai penempatan dan storage serta pemberian identitas green tire di lorry. Apabila identitas sudah terpasang maka green tire tersebut dapat dipergunakan untuk proses selanjutnya.
1.1.2. Pemakaian
Sebagai acuan dalam penghitungan stock produksi dan kebutuhan lorry. Lihat Tabel Berikut ini.
Code No. Green Tire Width (mm) Jumlah Maksimal (Pcs.)
14” 154 48
Tabel 1. Penghitungan Stock dan Kebutuhan Lorry.
Menaruh green tire pada lorry, posisi sambungan tread.Gambar ilustrasi sebagai berikut :
1.2. Green Inner Paint (GIP) & Green Outer Paint (GOP)
Gambar 39. Proses GIP dan GOP
1.2.1. Green Inner Paint (GIP) 1.2.1.1. Tujuan
Sebagai lubricant pada bagian dalam green tire agar tidak lengket dengan bladder pada proses curing.
Disemprotkan merata pada bagian dalam green tire (Mesin Automatic).
Internal tire lubricant tidak boleh ditambahkan air & selalu diaduk.
Proses GIP dilakukan pada setiap green tire yang akan masuk ke proses curing tire.
Set Air Pressure untuk motor pump : 3 ± 0,5 /.
Silikon disemprotkan dari posisi atas green tire dan berhenti di bagian bawah.
Bila diperlukan green tire diberi tutup pada bagian atas saat penyemprotan silikon. Pastikan semua bagian mesin yang bersentuhan dengan green tire dalam keadaan bersih.
Setelah diberi GIP, dikeringkan (pada temperatur ruangan) Min. 30 menit. Setelah itu siap dimasak / secara visual diraba dengan tangan, bila terasa kering, siap dimasak.
1.2.1.3. Material : Internal tire lubricant (Silicon).
1.2.2. Green Outer Paint (GOP) 1.2.2.1. Tujuan
Sebagai lubricant pada luar green tire untuk membantu tire agar tidak crown bare maupun side bare sesuai kebutuhan.
1.2.2.2. Pemakaian
Disemprotkan merata pada bagian luar permukaan green tire (Mesin Automatic).
Pengolesan secara manual pada green tire yang terkena crown bare & side bare sesuai dengan kebutuhan. Bila green tire tidak crown bare maupun side bare, maka green tire tidak dioles PCP (Green Outer Paint).
Green outer paint tidak boleh ditambahkan Cairan Exxol DSP dan selalu diaduk.
1.2.2.3. Material
Green outer panit (semprot PCP) sesuai dengan Standart pabrik.
Lama penyimpanan max. 48 jam (lebih dari itu dikembalikan ke cement house).
2. Curing Tire
Gambar 40. Proses Tire Curing
2.1. Tujuan
Alat untuk memasak dengan dibantu mold sebagai cetakan tirenya, clip ring Bladder & Bladder membentuk pola tirenya.
2.2. Pemakaian
Pasang tire mold pada tire curing machine dengan posisi serial no. Didepan operator.
Curing time sesuai Inproses Spec.
Bila kondisi mesin curing stop dalam waktu ± 30 menit atau lebih karena material shortage, maka mesin curing harus dalam keadaan mold ditutup
dan curing time ditambahkan 2 menit dari spec regular dari masak pertama.
Bila penggantian bladder, maka masak pertama curing time ditambahkan 2 menit dari curing time regular.
Posisi arah sambungan tread pada waktu meletakkan green tire di mold adalah sesuai dengan Inproses Spec.
Posisi green tire colour marking line harus sesuai Inproses Spec.
Bila kondisi mesin curing stop dikarenakan PLN off, maka untuk mengantisipasi vent hole tire mampet & tire mold kotor, maka curing time ditambahkan pada tire size yang masih didalam mesin curing.
Bila pada size 90/90 14 T/L curing time < 15 menit, maka curing timenya ditambah 5 menit.
Bila pada size 90/90 14 T/L curing time > 15 menit atau bahkan lebih, maka curing timenya ditambah 1 x siklus curing time.
Ketika proses curing selesai, tire tersebut ditandain dengan kapur berwarna kuning.
2.2.1. Jenis Tire terhadap tipe mesin
No. Tipe Mesin Tire Size
1. BOM Hydraulic Press 90/90 14” Tubeless
Tabel 2. Tipe mesin
2.2.2. Oil Pump 2.2.2.1. Tujuan
Sebagai media penggerak silinder piston untuk curing tire tipe BOM Hydraulic dan agar tire yang dimasak tidak terjadi open mold serta.
2.2.2.2. Oil Pressure Pump
Oil Pressure (/) Note
Low High* High Pressure digunakan
untuk proses pemasakan. 25 ± 5 100 ~ 120
Tabel 3. Oil Pressure Pump
* : Dicheck bila terjadi Open Mold Gambar 41. Oil Pressure Pump
Gambar 42. Tangki Penyimpanan Oil Pressure Pump
2.2.3. Tire Mold 2.2.3.1. Tujuan
Sebagai media untuk mencetak green tire menjadi tire.
2.2.3.2. Pemakaian :
Pasang tire mold sesuai dengan inproses spec.
Sesuaikan Mold Temperatur dengan inproses spec.
Gambar 43. Tire Mold
2.2.4. Platen
2.2.4.1. Tujuan
Digunakan sebagai media untuk meletakkan memanaskan tire mold pada mesin curing.
2.2.4.2. Pemakaian
Standar temperatur platen untuk memanaskan tire mold sebesar 167 ± 5C.
Platen dipanaskan menggunakan low pressure steam sebesar 7,5 ± 5 /.
Gambar 44. Posisi Platen dan Mold saat curing.
2.2.5. Bladder
2.2.5.1. Tujuan
Sebagai media untuk shapping proses dan vacum pada pembentukan / pemasankan green tire menjadi tire.
2.2.5.2. Pemakaian
2.2.5.2.1. Setting tinggi bladder sesuai dengan inproses spec. 2.2.5.2.2. Bladder temperatur : 120 ~ 145
2.2.5.2.3. Pada waktu proses Drain dan Vacum, bladder harus diflate.
Gambar 45. Bladder
2.2.6. Shapping Proses 2.2.6.1. Tujuan
Pembentukan awal green tire pada mold sebelum proses curing dengan cara bladder menggelembung dan menggelembukan greeen tire sampai bagian center tread hampir mendekati outer diameter mold (dengan jarak relatif 5 ~ 10 mm)
2.2.6.3. Shapping Air Pressure Diaphragm
Adalah tekanan angin yang dibutuhkan untuk menggerakkan piston valve diafragma, gerakan piston tersebut mengatur besar
kecilnya steam pressure kedalam bladder.
Shapping Air Press Diaphragm Size
Steam 1,0 ± 0,5 / 90/90
Tabel 4. Shapping Air Press Diaphragm
Gambar 47. Bladder saat kempes
Gambar 48. Blaader Saat Mengembang
2.2.7. Steam Pressure 2.2.7.1. Tujuan
2.2.7.2. Pemakaian
Platen Steam Pressure sesuai inproses spec.
Internal High Pressure Steamsesuai inproses spec.
Internal Low Pressure Steam sesuai inproses spec.
Waktu menunggu sampai High Pressure Steam masuk ke bladder sampai mencapai tekanan maksimal 30 detik, dimana waktu mulai dihitung setelah Tire Mold Close dan Oil Pressure Pump sudah mencapai 100 ~ 125 / untuk mesin curing tipe hidrolik.
Tire Mold telah tertutup penuh dan mekanikvalve sudah bekerja menggerakkan diafragma sehingga High Pressure Steam sudah mulai masuk ke dalam bladder.
Besar Pressure yang dibutuhkan dalam proses ini adalah :
Tabel 5. Jenis Pressure dan Besar tekanan
Pengaturan Temperatur Internal Control (TIC) di Main Line : Setting TIC Temperatur (ºC) Time (hh:mm:ss)
Shapping 153,0 Sesuai kebutuhan
High Pressure Steam 186,0 00:13:30 Low Pressure Steam 153,0 00:00:01
Drain - 00:00:18
Vacum - 00:00:12
Jenis Pressure Besar Tekanan (/) High Pressure Steam 11,0 ± 0,5
Total 00:14:00
Tabel 6. Temperatur Internal Control (TIC) di Main Line
Besar Tekanan dan Temperatur pada mold dan platen. Bagian Tekanan (/) Temperatur (℃)
Platen 7,5 ± 0,5 167 ± 5
Mold - 165 ± 5
Tabel 7. Besar Tekanan dan Temperatur
* : Akan tetapi ketika aktual dilapangan, temperaturnya lebih dari Temperatur Setting.
Gambar 50. Saluran Masuk Steam Ke Dalam Bladder.
2.2.8. Water Pressure 2.2.8.1. Tujuan
Sebagai Media untuk proses vaccum bladder dibantu dengan sistem ventury valve.
Sebagai media untuk menggerakkan silinder bladder.
Sebagai media untuk membantu pembuangan steam pada proses drain dibantu ventury valve.
2.2.9. Post Cure Inflation (PCI) 2.2.9.1. Tujuan
Untuk membentuk keseragaman dimensi tire setelah dimasak, mencegah tire mekar, mengetahui terjadinya missing ply, Bladder bocor, Under cure, dan Blown Tread.
2.2.9.2. Pemakaian
Tire setelah dimasak langsung di PCI.
Inflate air pressure
Pressure (/) Time
3. Sistem Safety Penggunaan Mesin Curing
3.1. Tujuan
Membantu menyelamatkan operator ketika terjadi kegagalan, atau kecacatan kerja.
3.2. Pemakaian
Jika terjadi Over Cure, panas steam bocor, bladder dalam keadaan tidak stabil, dan human accident maka tuas ini harus diangkat
Jika tuas ini diangkat, maka seluruh proses panas masuk ataupun keluar akan mati.
Pintu saluran panas masuk akan menutup.
Oil pressure pump akan turun, ini mengakibatkan cover mold akan naik dan posisi mesin dalam keadaan terbuka.
4. Hasil Proses Curing Tire Tipe 90/90 14 Tubeless
Gambar 52. Tire 90/90 14 Tubeless
4.1. Pemakaian
4.1.1. Untuk Ban Belakang Scooter Matic Contohnya adalah Motor Honda Beat.
BAB V
KESIMPULAN
A. Kesimpulan
Hasil kerja praktek di PT. Gajah Tunggal, Tbk memberikan pengalaman luar biasa bagi penulis. Penulis dapat terlibat langsung dalam proses pemasakan (curing) tire di PT. Gajah Tunggal, Tbk. Adapun kesimpulan dari kerja praktek ini adalah:
1. Ban atau tire adalah salah satu alat penting dalam kendaraan sebagai media penggerak kendaraan yang langsung berinteraksi dengan jalan atau aspal.
2. Fungsi tire pada kendaraan adalah :
Menahan beban.
Meredam guncangan atau benturan.
Meneruskan tenaga dari mesin.
Meneruskan fungsi kemudi.
3. Fungsi curing tire adalah untuk memasak green tire menjadi tire. 4. Proses curing tire
Shapping
Membentuk pola green tire menjadi tire sesuai dengan aturan pembuatan.
High Pressure Steam
Memasak tire dengan dengan tekanan, temperatur, dan waktu yang diperlukan sesuai dengan aturan pembuatan.
Low Pressure Steam
Menstabilkan panas setelah proses high pressure steam.
Drain
Membuang panas setelah proses pemasakan tire.
Vacum
Membuat bladder bagian dalam keadaan kosong bersih tanpa panas hasil pemasakan tire.
Total waktu yang diperlukan untuk proses curing tire pada size 90/90 14 inci Tubeless Tire adalah 14 Menit.
B. Saran
Saran yang penulis kemukakan tertuju pada PT. Gajah Tunggal, Tbk terkait dengan proses pemasakan (curing) tire yang ada didalam perusahaan ini. Antara lain :
1. PT. Gajah Tunggal, Tbk memiliki sumber daya manusia yang kompeten pada bagian pemasakan (curing). Hal ini menjadi modal penting untuk perusahaan untuk terus meningkatkan kualitas produk agar bisa lebih bersaing dikancahinternational .
2. Peningkatan peralatan teknologi dan informasi di PT. Gajah Tunggal, Tbk harus terus ditingkatkan dan dikembangkan tentunya untuk mencapai kualitas terbaik produk-produk tire seiring terus bertambahnya kebutuhan tire didunia.
Hal ini penting dimana peluang untuk bisnis pembuatan tire terus meningkat dan berkembang, seiring dengan terus bertambahnya jumlah volume transportasi darat yang menggunakan tire. Sekian saran dari penulis, semoga perusahaan raksasa PT. Gajah Tunggal dapat terus meningkatkan mutu dan kualitas produk didunia tire manufakturing.
DAFTAR PUSTAKA
1. Manufacturing Technical Standart/2016/Curing Tire/PT. Gajah Tunggal, Tbk. 2. Manual Book/Curing Tire/Machine Press.
3. Document/Struktur Organisasi/Technical/Plant B/PT. Gajah Tunggal,Tbk/. 4. http://bimby-laporan.blogspot.co.id/. 5. http://dedylondong.blogspot.co.id/2011/11/bagaimana-proses-pembuatan- ban-mobil.html. 6. http://silvia-rizky1.blogspot.co.id/2012/11/cara-produksi-ban.html. 7. http://dokumen.tips/documents/proses-pembuatan-ban-55c9a2e97fc34.html 8. http://Wikipedia.org/curingtire/indonesia/. 9. http://Wikipedia.org/PT.Gajah Tunggal,Tbk./Profil/. 10. http://Wikipedia.org/PT.Gajah Tunggal,Tbk./Visi&Misi/.
Gambar 2. Jadwal Kerja Praktek
Gambar 4. Pengecekan Green Tire