STUDI PENGELASAN METODE FRICTION STIR WELDING DENGAN BENTUK PENAMPANG PIN YANG BERBEDA PADA MATERIAL TEMBAGA DENGAN TEMBAGA (SIMILAR) TERHADAP STRUKTUR
MIKRO DAN SIFAT MEKANIS
Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I pada Jurusan Teknik Mesin Fakultas Teknik
Oleh :
MUHAMMAD RIFKI MUSLIM PUTRANTO D 200 140 061
PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA 2019
1
STUDI PENGELASAN METODE FRICTION STIR WELDING DENGAN BENTUK PENAMPANG PIN YANG BERBEDA PADA MATERIAL TEMBAGA DENGAN TEMBAGA (SIMILAR) TERHADAP STRUKTUR
MIKRO DAN SIFAT MEKANIS Abstrak
Friction Stir Welding (FSW) merupakan salah satu metode pengelasan solid state dimana sambungan las terbentuk tanpa adanya penambahan logam pengisi (filler metal). Penelitian ini bertujun untuk mengetahui struktur mikro dan sifat mekanis pada sambungan tembaga dengan tembaga (similar) dengan pengelasan friction stir welding menggunakan variasi bentuk penampang pin tool silinder tirus, segitiga, dan persegi. Pada proses pengelasan ini menggunakan mesin milling dengan parameter kecepatan putar tool 900 rpm dan feed rate 30 mm/menit. Material
yang digunakan pada penelitian ini adalah tembaga dengan tembaga (similar) dengan panjang 150 mm, lebar 70 mm dan tebal 3 mm. Hasil nilai tegangan maksimum rata - rata dan nilai regangan maksimum rata - rata pada variasi pin tool silinder tirus adalah 191.16 MPa dan 10.33%, pada variasi pin tool persegi adalah 179.50 MPa dan 13.85%, dan pada variasi pin tool segitiga adalah 153.42 MPa dan 10.74%. Nilai rata – rata kekerasan pada daerah las, HAZ, dan base metal pada variasi pin tool silinder tirus adalah 100.77 VHN, 85.16 VHN, 77.18 VHN, pada variasi pin tool segitiga adalah 101.88 VHN, 82.64 VHN, 64.77 VHN, dan pada variasi pin tool persegi adalah 94.44 VHN, 80.23 VHN, 70,99 VHN. Dan untuk hasil foto struktur mikro penampang pin tool segitiga menghasilkan struktur mikro yang lebih halus dibandingkan pin tool silinder tirus atau persegi.
Kata kunci : Friction Stir Welding, Pin Tool, Tembaga, Struktur Mikro.
Abstract
Friction Stir Welding (FSW) is one of the solid state welding methods where the welded joint is formed without the addition of filler metal. This study aims to determine the microstructure and mechanical properties of copper and copper joints (similar) with friction stir welding using variations in the shape of the pin, cylindrical, triangular and square. In this welding process using a milling machine with 900 rpm tool rotational speed parameters and a feed rate of 30 mm / minute. The material used in this study is copper with copper (similar) with a length of 150 mm, width 70 mm and thickness of 3 mm. The results of the average maximum stress value and the average maximum strain value on the variation of tapered cylinder tool pins are 191.16 MPa and 10.33%, on the square tool pin variations are 179.50 MPa and 13.85%, and the triangle tool pin variations are 153.42 MPa and 10.74 %. The average value of hardness in the weld area, HAZ, and base metal in the variation of tapered cylinder tool pins is 100.77 VHN, 85.16 VHN, 77.18 VHN, the variation of triangle tool pin is 101.88 VHN, 82.64 VHN, 64.77 VHN, and pin variation the square tool is 94.44 VHN, 80.23 VHN, 70.99 VHN. And for the results of the photo microstructure cross section of the triangle tool pin produces a micro structure that is smoother than the pin or tapered cylinder tool.
2
Keywords : Friction Stir Welding, Pin Tool, Cu, Micro Structure.
1. PENDAHULUAN
Pengelasan dalam industri manufaktur memiliki peranan penting pada proses penyambungan logam. Berdasarkan definisi dari Deutche Industrie Normen (DIN) las adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Dari definisi tersebut dapat dijabarkan lebih lanjut bahwa las adalah sambungan setempat dari beberapa batang logam dengan menggunakan energi panas.
Proses pengelasan dikelompokan menjadi dua, yaitu : Liquid State
Welding (LSW) dan Solid State Welding (SSW). LSW adalah proses
pengelasan logam dengan cara mencairkan dua buah logam induk secara bersamaan, sedangkan SSW merupakan proses pengelasan logam yang dilakukan pada kondisi logam induk tidak mencapai titik leburnya pada saat tersambung.Salah satu metode Solid State Welding adalah Friction Stir Welding (FSW) suatu proses pengelasan baru yang ditemukan di TWI (The Welding Institute) pada tahun 1991 (Freeman, 2003).
Friction Stir Welding (FSW) merupakan proses pengelasan yang
memanfaatkan panas akibat putran dari tool yang bergesekan dengan logam induk dibawah tekanan aksial yang besar pada daerah pengelasan.Friction Stir
Welding (FSW) sering diaplikasikan pada logam alumunium atau pada
dissimilar logam. Di negara maju telah mengaplikasikan pada industri pembuatan kapal, kereta api, pesawat terbang, pesawat luar angkasa, bahklan dunia otomotif pun sudah mengaplikasikan metode pengelasan ini.
Tujuan dari penelitian ini adalah untuk mengetahui pengaruh perbedaan profil pin tool pada hasil pengelasan dengan metode Friction Stir Welding (FSW) pada material tembaga dengan tembaga terhadap struktur mikro dan sifat mekanis.
3 2. METODE
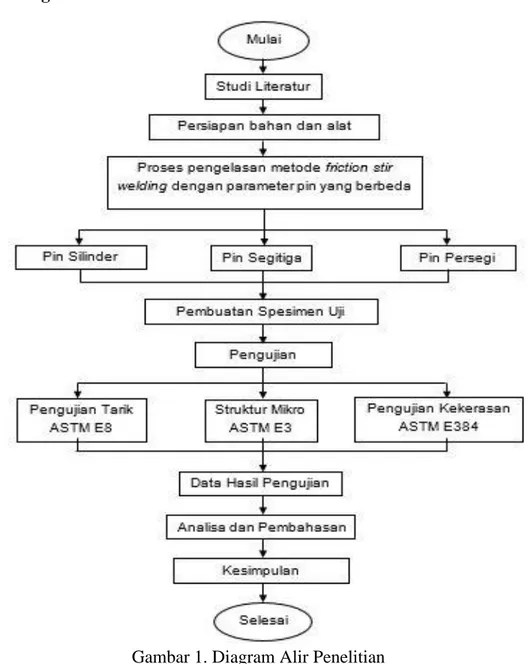
2.1 Diagram Alir Penelitian
Gambar 1. Diagram Alir Penelitian
2.2 Bahan dan Alat Penelitian
2.2.1 Bahan yang digunakan Penelitian
4 2.2.2 Alat yang digunakan Penelitian
Gambar 3. Mesin Milling Gambar 4. Mesin Uji Tarik
Gambar 5. Alat Foto Struktur Mikro Gambar 6. Alat Uji Kekerasan
5 3. HASIL DAN PEMBAHASAN
3.1Data Hasil Pengujian Tarik dan Pembahasannya
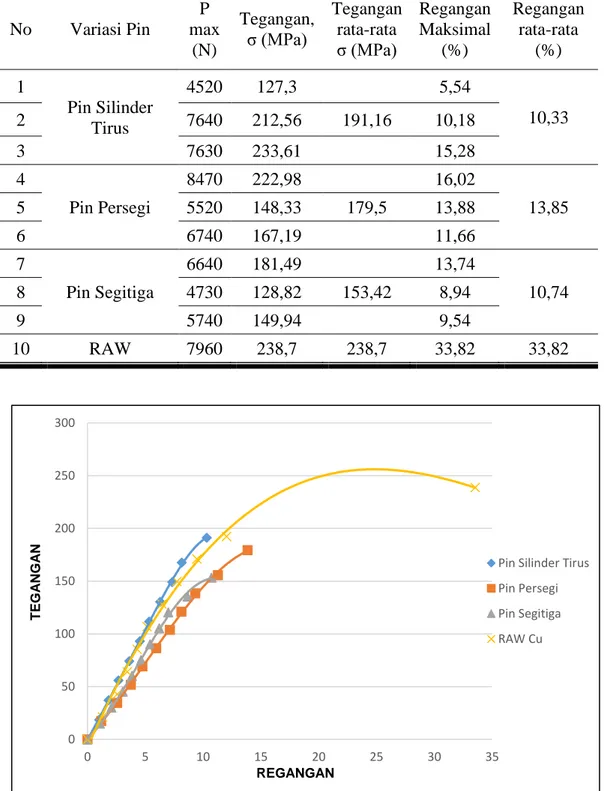
Tabel 1. Data Hasil Pengujian Tarik
No Variasi Pin P max (N) Tegangan, σ (MPa) Tegangan rata-rata σ (MPa) Regangan Maksimal (%) Regangan rata-rata (%) 1 Pin Silinder Tirus 4520 127,3 5,54 10,33 2 7640 212,56 191,16 10,18 3 7630 233,61 15,28 4 Pin Persegi 8470 222,98 16,02 13,85 5 5520 148,33 179,5 13,88 6 6740 167,19 11,66 7 Pin Segitiga 6640 181,49 13,74 10,74 8 4730 128,82 153,42 8,94 9 5740 149,94 9,54 10 RAW 7960 238,7 238,7 33,82 33,82
Gambar 9. Grafik Tegangan - Regangan 0 50 100 150 200 250 300 0 5 10 15 20 25 30 35 TEGA NG A N REGANGAN
Pin Silinder Tirus Pin Persegi Pin Segitiga RAW Cu
6
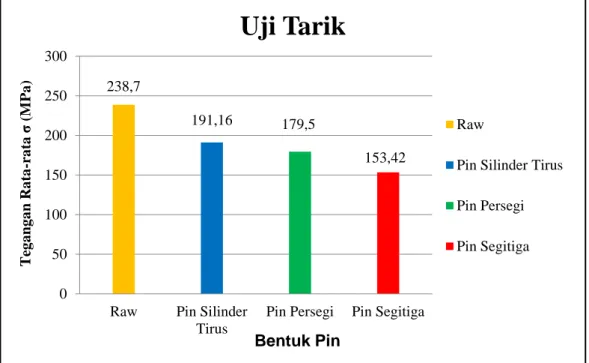
Gambar 10. Histogram tegangan tarik terhadap variasi bentuk penampang pin
Gambar 11. Histogram regangan tehadap variasi bentuk penampang pin Gambar 9 menunjukan grafik pengujian tarik rata-rata dari pengelasan FSW berbagai variasi bentuk pin tool dan raw material. Gambar 10 dan gambar 11 menunjukkan nilai tegangan dan regangan rata – rata. Pada spesimen dengan variasi bentuk pin tool silinder tirus didapatkan hasil tegangan rata-rata sebesar
238,7 191,16 179,5 153,42 0 50 100 150 200 250 300
Raw Pin Silinder Tirus
Pin Persegi Pin Segitiga
T eg a n g a n Ra ta -ra ta σ (M Pa )
Uji Tarik
RawPin Silinder Tirus
Pin Persegi Pin Segitiga Bentuk Pin 33,82 10,33 13,85 10,74 0 4 8 12 16 20 24 28 32 36
Raw Pin Silinder Tirus
Pin Persegi Pin Segitiga
R eg a ng a n Ra ta -ra ta ε (% )
Uji Tarik
RawPin Silinder Tirus
Pin Persegi Pin Segitiga
7
191,16 MPa dan regangan rata-rata sebesar 10,33%, sedangkan bentuk pin tool persegi mendapatkan nilai tegangan tarik rata-rata sebesar 179,50 MPa dan regangan rata-rata sebesar 13,85%, sedangkan bentuk pin tool segitiga mendapatkan nilai tegangan rata-rata sebesar 153,42 MPa dan regangan rata-rata sebesar 10,74%. Pada semua variasi tersebut masih dibawah raw material yaitu tegangan maksimal sebesar 238,70 MPa dan regangan maksimal sebesar 33,82%.
3.2Data Hasil Pengujian Kekerasan dan Pembahasannya
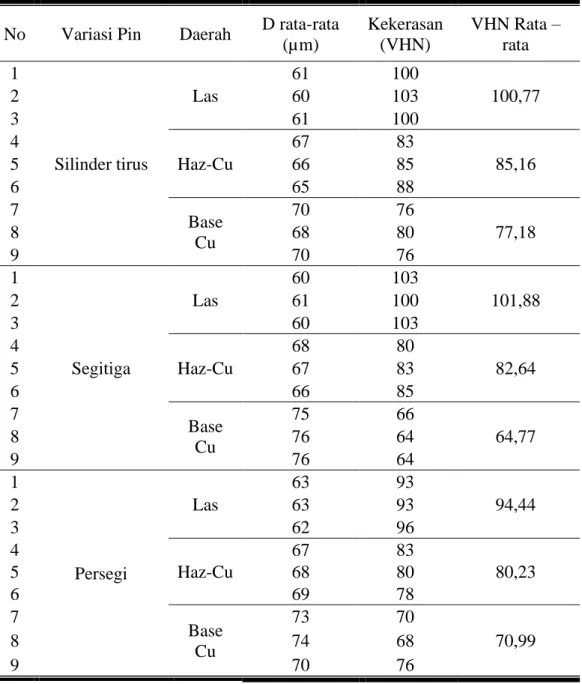
Tabel 2. Hasil Pengujian Kekerasan Mikro Vickers
No Variasi Pin Daerah D rata-rata (µm) Kekerasan (VHN) VHN Rata – rata 1 Silinder tirus Las 61 100 100,77 2 60 103 3 61 100 4 Haz-Cu 67 83 85,16 5 66 85 6 65 88 7 Base Cu 70 76 77,18 8 68 80 9 70 76 1 Segitiga Las 60 103 101,88 2 61 100 3 60 103 4 Haz-Cu 68 80 82,64 5 67 83 6 66 85 7 Base Cu 75 66 64,77 8 76 64 9 76 64 1 Persegi Las 63 93 94,44 2 63 93 3 62 96 4 Haz-Cu 67 83 80,23 5 68 80 6 69 78 7 Base Cu 73 70 70,99 8 74 68 9 70 76
8
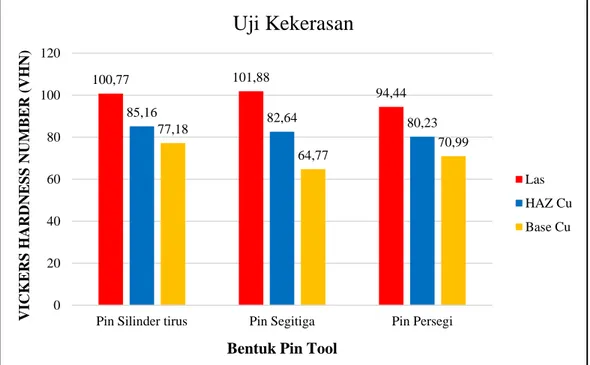
Gambar 12. Histogram nilai kekerasan terhadap bentuk penampang pin Dari histogram nilai kekerasan (VHN) diatas menunjukkan spesimen yang dilas friction stir welding menggunakan pin tool segitiga tingkat kekerasan paling tinggi dibagian las (weld nugget) yang memiliki nilai kekerasan 101,88 VHN, untuk daerah HAZ dengan nilai kekerasan 82,64 VHN, pada daerah base metal dengan nilai kekerasan 64,77 VHN. Hal ini dikarenakan spesimen yang yang dilas menggunakan pin tool segitiga mempunyai struktur mikro dengan butir yang lebih kecil dan merata di bagian weld nugget dibanding spesimen bagian weld nugget yang dilas menggunakan pin tool silinder tirus dan bentuk pin tool persegi. Butir paling kecil dan persebarannya merata memiliki nilai kekerasan yang tinggi, sedangkan butir yang tidak merata dan besar memiliki nilai kekerasan yang rendah.
3.3Hasil Foto Struktur Mikro dan Pembahasannya
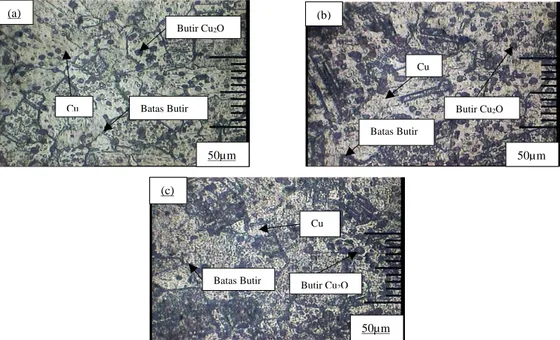
Base metal adalah daerah yang tidak terpengaruh pengelasan baik itu panas maupun adukan sehingga material tidak mengalami deformasi. Pada foto mikro tersebut merupakan gambar base metal yang di ambil dari pengujian foto mikrostruktur, menurut ASM Handbook Metallografphy and Microstructures (Vol 9) pada gambar base metal tembaga yaitu partikel hitam dan butiran persegi adalah Cu2O. Yang ditunjukkan pada gambar 13.
100,77 101,88 94,44 85,16 82,64 80,23 77,18 64,77 70,99 0 20 40 60 80 100 120
Pin Silinder tirus Pin Segitiga Pin Persegi
VICK E RS H ARDN E SS NUM B E R (VH N)
Bentuk Pin Tool
Uji Kekerasan
Las HAZ Cu Base Cu
9
Gambar 13. Foto mikro daerah base metal (a) Profil pin silinder tirus, (b) Profil pin segitiga, (c) Profil pin persegi (Pembesaran 200x)
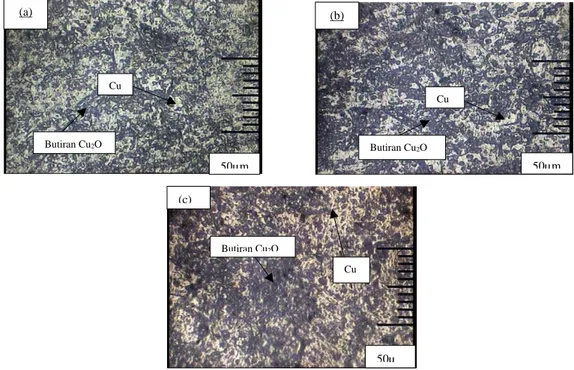
Gambar 14. Foto mikro daerah Weld Nugget (a) Profil pin silinder tirus, (b) Profil pin segitiga, (c) Profil pin persegi (Pembesaran 200x)
Daerah Weld Nugget adalah daerah yang struktur mikronya dipengaruhi oleh panas pengelasan dan daerah yang terdeformasi secara mekanik dengan adanya adukan antara base metal dengan pin tool. Pada daerah weld nugget butir
Butir Cu2O Cu 50µm (a) Batas Butir Cu Butir Cu2O 50µm (b) Batas Butir Cu Butir Cu2O 50µm (c) Batas Butir Cu Butiran Cu2O 50µm (a) Cu Cu Butiran Cu2O 50µm (b) Cu Butiran Cu2O 50µm (c)
10
berubah bentuk kecil dengan besar yang sama. Jika dibandingkan dengan butir pada HAZ, ukuran butir weld nugget lebih halus dan rapat karena dideformasi oleh adukan pin tool. Proses friction stir welding menggunakan pin tool dengan bentuk segitiga menghasilkan struktur mikro yang lebih halus dibandingkan dengan menggunakan pin tool bentuk silinder tirus atau persegi. Butiran yang halus memiliki struktur yang lebih rapat sehingga ikatan antar atomnya lebih kuat, pada weld nugget pengelasan friction stir welding terlihat butiran tembaga menyatu, ini menunjukan bahwa terjadi deformasi plastis selama pengelasan friction stir welding dengan pin tool bentuk segitiga.
Gambar 15. Foto mikro daerah HAZ (a) Profil pin silinder tirus, (b) Profil pin segitiga, (c) Profil pin persegi (Pembesaran 200x)
Gambar diatas menunjukan struktur mikro daerah Heat affected zone (HAZ) dan daerah las Tembaga. HAZ berada diluar zona TMAZ, yang mengalami siklus thermal tetapi tidak mengalami perubahan deformasi plastis. Butir pada daerah HAZ mengalami perubahan bentuk dan ukuran menjadi lebih besar dibandingkan daerah base metal, dimana ukurannya tergantung dari karakteristik material, suhu, dan lama pengelasan.
Butiran Cu2O Cu 50µm (a) Butiran Cu2O Cu 50µm (b) Butiran Cu2O Cu 50µ (c)
11 4. PENUTUP
4.1 Kesimpulan
Berdasarkan hasil penelitian dan analisa data yang telah dilakukan, dapat diperoleh beberapa kesimpulan antara lain:
1. Nilai tegangan maksimum rata - rata dan nilai regangan maksimum rata - rata pada variasi pin tool silinder tirus adalah 191.16 MPa dan 10.33%, pada variasi pin tool persegi adalah 179.50 MPa dan 13.85%, dan pada variasi pin tool segitiga adalah 153.42 MPa dan 10.74%. 2. Nilai rata – rata kekerasan pada daerah las, HAZ, dan base metal pada
variasi pin tool silinder tirus adalah 100.77 VHN, 85.16 VHN, 77.18 VHN, pada variasi pin tool segitiga adalah 101.88 VHN, 82.64 VHN, 64.77 VHN, dan pada variasi pin tool persegi adalah 94.44 VHN, 80.23 VHN, 70,99 VHN.
3. Hasil foto mikro dengan menggunakan bentuk pin tool segitiga menghasilkan struktur mikro yang lebih halus dibandingkan dengan menggunakan pin tool bentuk silinder tirus dan persegi.
4.2 Saran
Berdasarkan hasil penelitian yang dilakukan, penulis menyarankan beberapa hal antara lain :
1. Dalam penelitian ini,saya melakukan pengelasan Friction Stir Welding tanpa memberi perlakuan panas awal di material tembaga sebelum proses pengelasan. Untuk penelitian selanjutnya bisa memberi perlakuan panas awal pada material tembaga sebelum pengelasan agar menjadi pembanding pada hasil pengelasan.
2. Dari pengujian foto struktur mikro menggunakan pembesaran 200x terlalu jelas butir-butirnya sehingga serat alurnya kurang terlihat jelas. Alangkah baiknya menggunakan pembesaran 100x atau 50x agar lebih terlihat serat alurnya.
12 PERSANTUNAN
Assalamu’alaikum Wr. Wb.
Alhamdulillahirobbil’alamin, Segala puji dan syukur atas kehadirat Allah SWT, karena berkat rahmat serta hidayah-Nya penulis dapat menyelesaikan penulisan laporan Tugas Akhir dengan judul “STUDI PENGELASAN
METODE FRICTION STIR WELDING DENGAN BENTUK
PENAMPANG PIN YANG BERBEDA PADA MATERIAL TEMBAGA DENGAN TEMBAGA (SIMILAR) TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIS”
Penulisan laporan Tugas Akhir ini merupakan salah satu syarat kelulusan dari Program Studi Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah Surakarta, untuk meraih gelar Sarjana Teknik (ST). Pada kesempatan ini penulis menyampaikan terimakasih kepada:
1. Bapak Ir. Sri Sunarjono, M.T., Ph.D., IPM. selaku Dekan Fakultas Teknik Universitas Muhammadiyah Surakarta.
2. Bapak Ir. H. Subroto, M.T. selaku Ketua Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah Surakarta.
3. Bapak Ir. Bibit Sugito, M.T. selaku Pembimbing Tugas Akhir yang telah memberikan arahan dan bimbingan selama menyelesaikan Tugas Akhir. 4. Seluruh Dosen Fakultas Teknik Jurusan Teknik Mesin Universitas
Muhammadiyah Surakarta yang telah memberikan bekal ilmu selama menyelesaikan masa perkuliahan.
5. Bapak, ibu, dan kakak tercinta yang senantiasa memberikan dukungan penuh untuk menyelesaikan perkuliahan, terimakasih untuk semuanya. 6. Teman – teman Teknik Mesin Universitas Muhammadiyah Surakarta yang
telah berjuang bersama – sama dan saling memberi semangat, dukungan, serta bantuan selama perkuliahan.
Penulis menyadari bahwa laporan ini masih belum sempurna, Oleh karena itu kritik dan saran yang membangun sangat diharapkan.
13 DAFTAR PUSTAKA
Adamowski, J., dan Szdoko, M. 2007. Friction Stir Welding (FSW) of Aluminium Alloy AW6082-T6. Volume 20. Journal of Achievements in Materials and
Manufacturing Engineering. International OCSCO World Press
American Society for Metals Handbook Committee. 2004. Metallography and
Microstructures. Volume 09. ASM International. The Materials Information
Company.
American Society for Testing and Material. 2001. Standard Guide for
Preparation of Metallographic Specimens. ASTM. E3-01.
American Society for Testing and Material. 2017. Standard Test Method for
Vickers Hardness and Knoop Hardness of Metallic Materials. ASTM. E384
- 17.
American Society for Testing and Materials. 2013. Standard Test Methods For
Tension Testing of Metallic Materials. ASTM E8/E8m – 13.
Amri, Fajar U, 2019. Studi Pengelasan Metode Friction Stir Welding Dengan Bentuk Penampang Pin yang berbeda pada Material Kuningan dan Tembaga terhadap Perubahan Foto Struktur Mikro dan Sifat Mekanis. Tugas Akhir S-1. Surakarta : Universitas Muhammadiyah Surakarta.
Bagus, Septian. 2014. Makalah Fisika Bahan Proses Difusi Zat Padat. Teknik Fisika. Surabaya : Institut Teknologi Sepuluh November.
Dawes, C, J. 1999. Friction Stir Welding. TALAT Lecture 4410. . Cambridge : The Welding Institute.
Ibrahim, Fauzi. 2018. Pengaruh Bentuk Pin Indentor Las Gesek Puntir (Friction Stir Welding) Terhadap Kualitas Hasil Pengelasan Magnesium AZ31. Tugas Akhir S-1. Bandar Lampung : Teknik Mesin Universitas Lampung. Mehrer, Helmut. 2007. Diffusion in solids. Munster : Springer.
Mishra, R.S., Ma, Z.Y. 2005. Friction Stir Welding and Processing Materials Science and Engineering. R 50: 1–78. USA : Science Direct.
Nandan, R, T. DebRoy, T., dan H.K.D.H. Bhadeshia. 2008. Recent Advances In Friction Stir Welding - Process, Weldment Structure and Properties. Cambridge : Science Direct.
14
Pratama, Izhar W, 2019. Studi Pengelasan FSW (Friction Stir Welding) Dengan Bentuk Penampang Pin Tool Yang Berbeda Pada Material Al-Mg Dengan Tembaga Terhadap Uji Tarik, Uji Kekerasan, Dan Foto Struktur Mikro. Tugas Akhir S-1. Surakarta : Universitas Muhammadiyah Surakarta.
Ramadhani, Irfan. 2019. Pengaruh Kecepatan Spindle Proses Friction Stir Welding (FSW) Pada AA-2024 Menggunakan Variasi Sambungan Singleside Dan Doubleside. Tugas Akhir S-1. Surakarta : Universitas Muhammadiyah Surakarta.
Sugito, B., Anggono, A.D., Prasetyana, D. 2016. Pengaruh Kedalaman Pin (Depth Plunge) Terhadap Kekuatan Sambungan Las pada Pengelasan
Gesek Al 5083. Surakarta : Teknik Mesin Universitas Muhammadiyah
Surakarta.
Tarmizi, dan Irfan Helmi. 2017. Pengaruh Bentuk Pin Terhadap Sifat Mekanik Aluminium 5083 – H112 Hasil Proses Friction Stir Welding. Jurnal Riset Teknologi Industri Vol. 11 No.1 (Juni 2017) hal 31 – 42. Cambridge : The Welding Institute.
Triyoko, D., 2016. Analisa Sifat Mekanik dan Struktur Mikro pada Sambungan Las Beda Properties Aluminium dengan Metode Friction Stir Welding. Tugas Akhir S-1. Surakarta : Universitas Muhammadiyah Surakarta.
Wibowo, Eko A. H. 2018. Pengaruh Bentuk Pin Tool Terhadap Kekuatan Sambungan Las pada Pengelasan Friction Stir Welding Dissimilar Aluminium Seri 1xxx Sebagai Retreating dan Aluminium Seri 5xxx
Sebagai Advancing. Tugas akhir S-1, Yogyakarta : Universitas
Muhammadiyah Yogyakarta.
Wijayanto, W. 2015. Pengaruh Sudut Kemiringan Tool Terhadap Sifat Mekanik dan Struktur Mikro Sambungan Pelat Aa5083 pada Proses Friction Stir Welding. Tugas Akhir S-1. Surakarta : Teknik Mesin Universitas Sebelas Maret.
Wiratama, B. 2018. Pengaruh Bentuk Pin Tool Terhadap Sifat Mekanik dan Struktur Mikro pada Friction Stir Welding Dissimilar Aluminium 5xxx
15
sebagai Retreating dan Aluminium 1xxx sebagai Advancing. Tugas Akhir
S-1. Yogyakarta : Universitas Muhammadiyah Yogyakarta.
Wiryosumarto, H., dan Okumura, T. 2000. Teknologi Pengelasan Logam. Cetakan Ke-8. Jakarta : PT. Pradya Paramita.