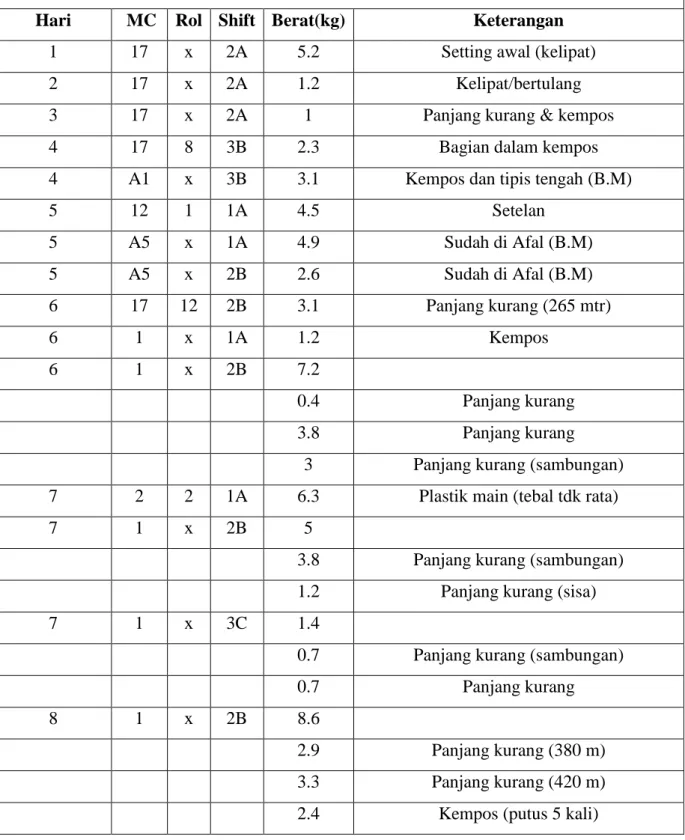
Lampiran 1: Hasil Kecacatan Minggu 1 Mesin Extruder PP dan Bag Making PP
Tabel Produk Pendingan
Hari MC Rol Shift Berat(kg) Keterangan
1 17 x 2A 5.2 Setting awal (kelipat)
2 17 x 2A 1.2 Kelipat/bertulang
3 17 x 2A 1 Panjang kurang & kempos
4 17 8 3B 2.3 Bagian dalam kempos
4 A1 x 3B 3.1 Kempos dan tipis tengah (B.M)
5 12 1 1A 4.5 Setelan
5 A5 x 1A 4.9 Sudah di Afal (B.M)
5 A5 x 2B 2.6 Sudah di Afal (B.M)
6 17 12 2B 3.1 Panjang kurang (265 mtr)
6 1 x 1A 1.2 Kempos
6 1 x 2B 7.2
0.4 Panjang kurang
3.8 Panjang kurang
3 Panjang kurang (sambungan)
7 2 2 1A 6.3 Plastik main (tebal tdk rata)
7 1 x 2B 5
3.8 Panjang kurang (sambungan)
1.2 Panjang kurang (sisa)
7 1 x 3C 1.4
0.7 Panjang kurang (sambungan)
0.7 Panjang kurang
8 1 x 2B 8.6
2.9 Panjang kurang (380 m)
3.3 Panjang kurang (420 m)
2.4 Kempos (putus 5 kali)
Lampiran 2: Hasil Kecacatan Minggu 2 mesin Extruder PP Tabel Produk Pendingan PP
Hari Ke- MC Rol Shift
Berat
(kg) Keterangan
1 1 1 1A 1,7 (Setting Awal )
1,9 Ngelipat
1 12 4 3C 6,7 Setelan (plastik tebal-tipis)
1 15 8 2B 6,9 Ngelipat
4 14 3 2C 6,2 Setelan
4 1 1B 4,2 Panjang Kurang
4 15 1 2C 3,2 Setelan
5 4 6 2C 1,4 Garis Tengah
5 17 3A
7,4
(6,4+1) Panjang Kurang dan Ngelipat 6 17 10 1B 5,6 Panjang Kurang ( 870 M, Putus 2x) 6 17 2C 6,5 Putus-putus (Protolan)
6 17 2 3A 5,6 Panjang kurang (870 m 7 12 7.8 2C 9,5 Warna agak hitam 7 17 1B 4,1 Setelan (Setting Awal)
Lampiran 3: Hasil Kecacatan Minggu 3 mesin Extruder PP
Tabel Produk Pendingan Extruder PP
Tanggal No MC Rol Ke- Shift Berat (Kg) Keterangan
3 1 1 3A 9 Setelan (-)
4 4 1 2A 4.8 Butek
4 15 5 2A 9.8 Setelan (P. Main)
4 2 5 2A 5.7 Ngecap rol dan ngelipat
5 14 1C 7.9 Setelan (P. Main)
6 2 4 3B 5 Ngelipat samping
6 17 5 3B 4.8 Bag dlm bagus
4.5 Kempos
Lampiran 4: Hasil Kecacatan Minggu 4 mesin Extruder PP Tabel Produk Pendingan Extruder PP
Hari Ke- No MC Rol Ke- Shift Berat (Kg) Keterangan
1 15 4 2A 4.5 Plastik Main
1 17 1 1C 13.5 Protolan
2 17 3B 8.1 Panjang Kurang
2 17 1C 1.3 Banyak Angin
2 2 2A 5 Plastik Bagus
5.1 Kempos
3 17 2A 3.5 (Setting awal)
3 15 1C 1.4 Protolan
3 15 2A 1.1 Butek
3.2 Butek
4 17 7 1A 1.1 Kempos
4 3 10 1A 5.9
Ngelipat & kotoran Mesin
5 1 9 2B 6.4 Setelan
5 17 1 2B 4 Kempos
6 17 7 1A 3.3 Kempos
6 2 1 3C 3.6 Setelan
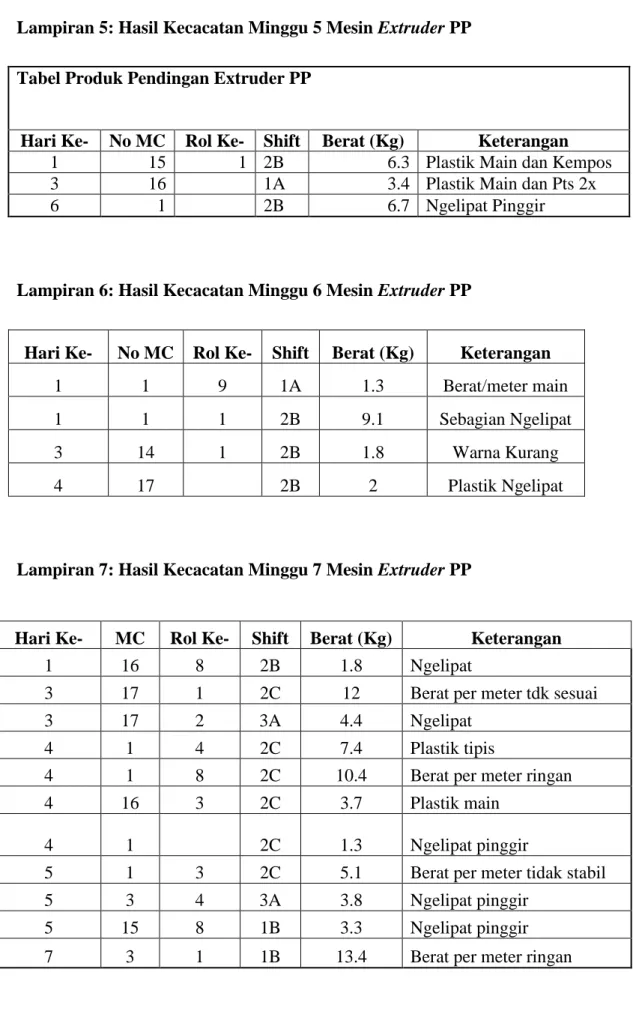
Lampiran 5: Hasil Kecacatan Minggu 5 Mesin Extruder PP
Lampiran 6: Hasil Kecacatan Minggu 6 Mesin Extruder PP
Lampiran 7: Hasil Kecacatan Minggu 7 Mesin Extruder PP
Hari Ke- MC Rol Ke- Shift Berat (Kg) Keterangan
1 16 8 2B 1.8 Ngelipat
3 17 1 2C 12 Berat per meter tdk sesuai
3 17 2 3A 4.4 Ngelipat
4 1 4 2C 7.4 Plastik tipis
4 1 8 2C 10.4 Berat per meter ringan
4 16 3 2C 3.7 Plastik main
4 1 2C 1.3 Ngelipat pinggir
5 1 3 2C 5.1 Berat per meter tidak stabil
5 3 4 3A 3.8 Ngelipat pinggir
5 15 8 1B 3.3 Ngelipat pinggir
7 3 1 1B 13.4 Berat per meter ringan
Tabel Produk Pendingan Extruder PP
Hari Ke- No MC Rol Ke- Shift Berat (Kg) Keterangan
1 15 1 2B 6.3 Plastik Main dan Kempos
3 16 1A 3.4 Plastik Main dan Pts 2x
6 1 2B 6.7 Ngelipat Pinggir
Hari Ke- No MC Rol Ke- Shift Berat (Kg) Keterangan
1 1 9 1A 1.3 Berat/meter main
1 1 1 2B 9.1 Sebagian Ngelipat
3 14 1 2B 1.8 Warna Kurang
4 17 2B 2 Plastik Ngelipat
Lampiran 8: Hasil Kecacatan Minggu 8 Mesin Extruder PP
Hari Ke- No MC Rol Ke- Shift Berat (Kg) Keterangan
3 12 3 2A 2.2 Berat/mtr main
3 16 3B 5.3 Plastik ngelipat
3 16 3B 5.9 Plastik ngelipat
5 1 2A 12.2 Berat Ringan
5 16 1C 3 Ngelipat dan buram
7 15 3B 4 Ngelipat
Lampiran 9: Hasil Kecacatan Minggu 9 Mesin Extruder PP
Hari Ke- No MC Rol Ke- Shift Berat (Kg) Keterangan
1 16 3 2A 2.5 Ngelipat pinggir
1 15 3B 6 Ngelipat
1 1 1 2A 8.8 (Setting awal) Setelan
1 16 5 1C 3.4 Berat plastik main
2 16 9 1C 2.7 Ngelipat
3 1 1 1C 7.6 Berat plastik main
4.4 (sudah dipilih yang bagus)
3 16 9 1C 1.5 Berat plastik main
3 16 4 2A 5.2 Ngelipat
3 17 3 1C 1.2 Kempos 2X, Putus 2X
6 15 1 1A 3.7 Setelan jelek (X)
Lampiran 10: Hasil Kecacatan Minggu 10 Mesin Extruder PP
Tabel Produk Pendingan Extruder PP
Hari ke- No MC Rol Ke- Shift Berat (Kg) Keterangan
4 12 4 3C 6.4 Berat per meter tidak stabil
0.6 (Sudah dipilih)
4 12 8 3C 6.5 Berat per meter tidak stabil
0.6 (Sudah dipilih)
4 17 7 1A 6.2 Warna kurang putih
4 17 8 1A 6 Warna kurang putih
2 15 8 1A 2.7 Setelan jelek
2 17 17 1A 2.3 Plastik kelipat (mlintir)
4 17 7 3C 5.4 Putus 2X, kempos 3X
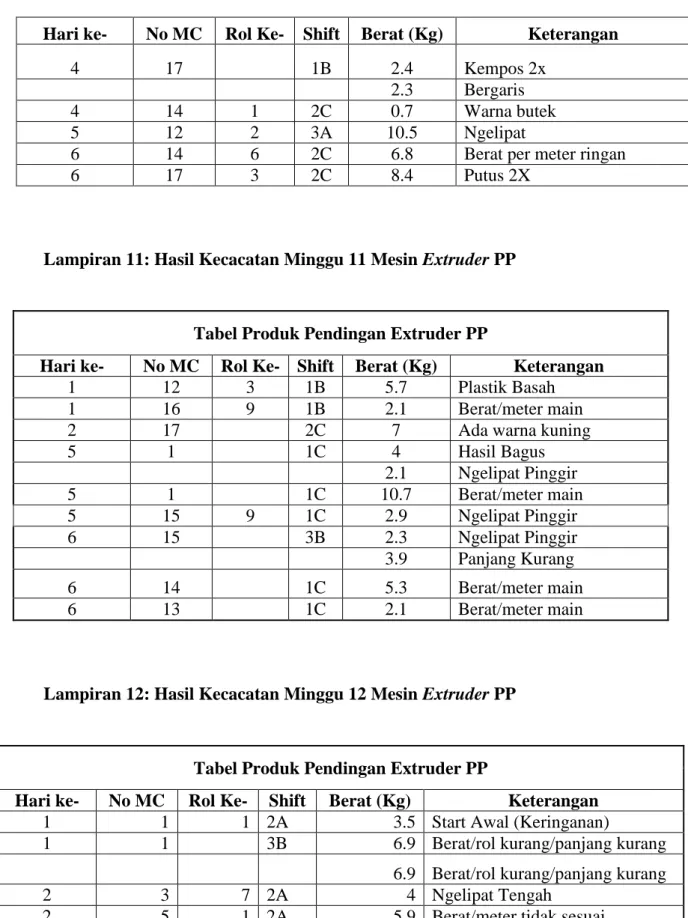
Lampiran 10: Hasil Kecacatan Minggu 10 Mesin Extruder PP (sambungan)
Hari ke- No MC Rol Ke- Shift Berat (Kg) Keterangan
4 17 1B 2.4 Kempos 2x
2.3 Bergaris
4 14 1 2C 0.7 Warna butek
5 12 2 3A 10.5 Ngelipat
6 14 6 2C 6.8 Berat per meter ringan
6 17 3 2C 8.4 Putus 2X
Lampiran 11: Hasil Kecacatan Minggu 11 Mesin Extruder PP
Tabel Produk Pendingan Extruder PP
Hari ke- No MC Rol Ke- Shift Berat (Kg) Keterangan
1 12 3 1B 5.7 Plastik Basah
1 16 9 1B 2.1 Berat/meter main
2 17 2C 7 Ada warna kuning
5 1 1C 4 Hasil Bagus
2.1 Ngelipat Pinggir
5 1 1C 10.7 Berat/meter main
5 15 9 1C 2.9 Ngelipat Pinggir
6 15 3B 2.3 Ngelipat Pinggir
3.9 Panjang Kurang
6 14 1C 5.3 Berat/meter main
6 13 1C 2.1 Berat/meter main
Lampiran 12: Hasil Kecacatan Minggu 12 Mesin Extruder PP
Tabel Produk Pendingan Extruder PP
Hari ke- No MC Rol Ke- Shift Berat (Kg) Keterangan
1 1 1 2A 3.5 Start Awal (Keringanan)
1 1 3B 6.9 Berat/rol kurang/panjang kurang
6.9 Berat/rol kurang/panjang kurang
2 3 7 2A 4 Ngelipat Tengah
2 5 1 2A 5.9 Berat/meter tidak sesuai
5 12 8 1C 2.6 Ngelipat Tengah
6 17 12 3B 7.6 Ngelipat Sebagian
Lampiran 13: Hasil Kecacatan Minggu 3 Mesin Bag Making PP
Tabel Produk Pendingan Bag Making PP
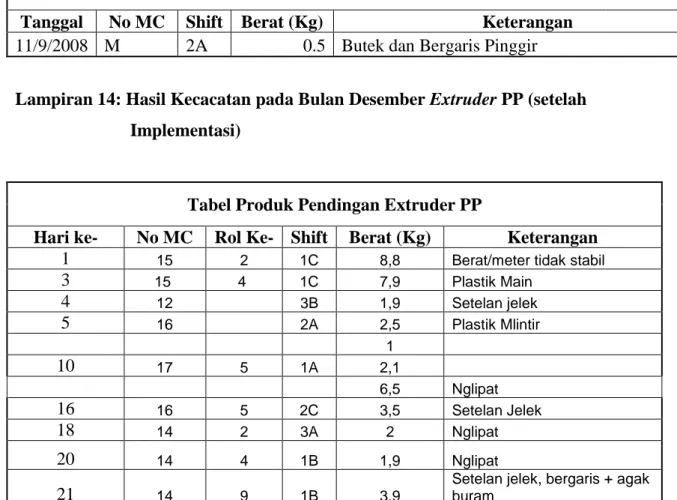
Tanggal No MC Shift Berat (Kg) Keterangan 11/9/2008 M 2A 0.5 Butek dan Bergaris Pinggir
Lampiran 14: Hasil Kecacatan pada Bulan Desember Extruder PP (setelah Implementasi)
Tabel Produk Pendingan Extruder PP
Hari ke- No MC Rol Ke- Shift Berat (Kg) Keterangan
1 15 2 1C 8,8 Berat/meter tidak stabil
3 15 4 1C 7,9 Plastik Main
4 12 3B 1,9 Setelan jelek
5 16 2A 2,5 Plastik Mlintir
1
10 17 5 1A 2,1
6,5 Nglipat
16 16 5 2C 3,5 Setelan Jelek
18 14 2 3A 2 Nglipat
20 14 4 1B 1,9 Nglipat
21 14 9 1B 3,9
Setelan jelek, bergaris + agak buram
Lampiran 15: Hasil Kecacatan Plastik dan Kardus (karton) Packing
AGUSTUS, SEPTEMBER, OKTOBER dan NOVEMBER
Plastik packing Kardus (karton) packing
Barang datang (pesanan)
Barang cacat Barang datang (pesanan)
Barang cacat
259.100 lembar Sablon jelek = 18.532 lembar
5.185 lembar Kardus rusak = 23 lembar
Plastik sobek = 522 lembar
Sablon jelek = 5 lembar
Las tidak kuat = 600 lembar
TOTAL = 28 lembar
Ukuran tidak sesuai = 21 lembar
TOTAL = 19.675 lembar
Lampiran 16: Data Jumlah Produk Cacat Pada Plastik PP Minggu 1
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 1 0.025
2 40 1 0.025
3 40 1 0.025
4 40 2 0.05
5 40 3 0.075
6 40 3 0.075
7 40 3 0.075
8 40 1 0.025
320 15
Lampiran 17: Data Jumlah Produk Cacat Pada Plastik PP Minggu 2
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 3 0.075
2 40 0 0
3 40 0 0
4 40 3 0.075
5 40 2 0.05
6 40 3 0.075
7 40 2 0.05
280 13
Lampiran 18: Data Jumlah Produk Cacat Pada Plastik PP Minggu 3
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 0 0
2 40 0 0
3 40 1 0.025
4 40 3 0.075
5 40 1 0.025
6 40 2 0.05
7 40 0 0
280 7
Lampiran 19: Data Jumlah Produk Cacat Pada Plastik PP Minggu 4
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 2 0.05
2 40 3 0.075
3 40 3 0.075
4 40 2 0.05
5 40 2 0.05
6 40 2 0.05
7 40 0 0
280 14
Lampiran 20: Data Jumlah Produk Cacat Pada Plastik PP Minggu 5
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 1 0.025
2 40 0 0
3 40 1 0.025
4 40 0 0
5 40 0 0
6 40 1 0.025
7 40 0 0
280 3
Lampiran 21: Data Jumlah Produk Cacat Pada Plastik PP Minggu 6
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 2 0.05
2 40 0 0
3 40 1 0.025
4 40 1 0.025
160 4
Lampiran 22: Data Jumlah Produk Cacat Pada Plastik PP Minggu 7
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 1 0.025
2 40 0 0
3 40 2 0.05
4 40 4 0.1
5 40 3 0.075
6 40 0 0
7 40 1 0.025
280 11
Lampiran 23: Data Jumlah Produk Cacat Pada Plastik PP Minggu 8
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 0 0
2 40 0 0
3 40 3 0.075
4 40 0 0
5 40 2 0.05
6 40 0 0
7 40 1 0.025
280 6
Lampiran 24: Data Jumlah Produk Cacat Pada Plastik PP Minggu 9
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 4 0.1
2 40 1 0.025
3 40 4 0.1
4 40 0 0
5 40 0 0
6 40 1 0.025
7 40 0 0
280 10
Lampiran 25: Data Jumlah Produk Cacat Pada Plastik PP Minggu 10
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 4 0.1
2 40 2 0.05
3 40 0 0
4 40 3 0.075
5 40 1 0.025
6 40 2 0.05
7 40 0 0
280 12
Lampiran 26: Data Jumlah Produk Cacat Pada Plastik PP Minggu 11
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 2 0.05
2 40 1 0.025
3 40 0 0
4 40 0 0
5 40 3 0.075
6 40 3 0.075
7 40 0 0
280 9
Lampiran 27: Data Jumlah Produk Cacat Pada Plastik PP Minggu 12
Nomor Subgroup Ukuran Subgroup Jumlah Ketidaksesuaian
Prosentase Ketidaksesuaian
1 40 2 0.05
2 40 2 0.05
3 40 0 0
4 40 0 0
5 40 1 0.025
6 40 1 0.025
7 40 0 0
280 6
Lampiran 28: Contoh Form Pengecekan Kualitas
Tanggal : Operator: Mesin:
Standart Qualitas No Keterangan Kode Pengecekan 1 2 3 4 5
PENAMPILAN 1 Tidak Merintis +
2 Tidak Bergaris +
QUALITAS 1 Tidak Lengket +
2 Tidak Tebal-Tipis +
3 Setelan Rata +
4 Tidak Putus (Max 2 Kali)
+
5 Berat/Meter Stabil
+
6 Las Kuat +
WARNA 1 Bening +
BAU 1 Tidak Bau +
Mengetahui
( )
Mengetahui
( )
Lampiran 29: Wawancara
Kecacatan yang sering terjadi pada proses extruder PP yaitu panjang kurang, plastik ngelipat,buram dan berat/meter tidak stabil (main), setelan jelek, plastik bergaris, plastik putus, dan warna plastik kurang.
1. Panjang kurang
Tanya : Kenapa panjang kurang?
Jawab : Karena plastik kempos atau putus Tanya : Kenapa plastik kempos atau putus?
Jawab : Karena elemen tidak normal atau kehabisan bahan Tanya : Apa yang menyebabkannya?
Jawab : Elemennya rusak atau operator tidak cek bahan Tanya : Kenapa?
Jawab : Karena usia pakai elemen atau kualitas elemen
2. Ngelipat
Tanya : Kenapa ngelipat?
Jawab : Karena posisi dek tidak tepat/tidak center atau kain tidak rapi Tanya : Kenapa?
Jawab : Karena setting kurang tepat Tanya : Apa yang menyebabkannya?
Jawab : Operator kurang teliti atau tidak cek kembali pada saat setting awal
3. Buram
Tanya : Kenapa buram?
Jawab : Karena kurang air atau panas kurang Tanya : Kenapa kurang air atau panas kurang?
Jawab : Karena saluran air tidak stabil atau setting kurang tepat Tanya : Apa yang menyebabkannya?
Jawab : Operator tidak cek kembali dan tidak setting kembali (hingga sesuai)
Lampiran 29: Wawancara (sambungan)
4. Beret/meter tidak stabil (Main)
Tanya : Kenapa berat/meter tidak stabil?
Jawab : Karena panas tidak normal atau speed control tidak normal Tanya : Kenapa panas tidak normal atau speed control tidak normal?
Jawab : Karena elemennya rusak atau spedd control rusak Tanya : Apa yang menyebabkannya?
Jawab : Usia pakai elemen dan speed control habis dan kualitasnya
5. Setelan Jelek
Tanya : Kenapa setelan jelek?
Jawab : Karena setelan baut tidak tepat atau blower ada kotoran Tanya : Kenapa setelan baut tidak tepat atau blower ada kotoran?
Jawab : Karena kepala mesin kotor atau kepala mesin bocor Tanya : Kenapa kepala mesin kotor atau kepala mesin bocor?
Jawab : Karena baut tidak tepat atau drat baut aus Tanya : Kenapa baut tidak tepat atau drat baut aus?
Jawab : Karena Setting kepala mesin kurang tepat.
Tanya : Kenapa Setting kepala mesin kurang tepat?
Jawab : Operator danKoordinator tidak cek dan mekanik kurang perhatian.
6. Bergaris
Tanya : Kenapa plastik bergaris?
Jawab : Karena kebanyakan angin.
Tanya : Kenapa kebanyakan angin?
Jawab : Karena Setting tidak sesuai.
Tanya : Kenapa?
Jawab : Karena koordinator dan operator kurang perhatian.
Lampiran 29: Wawancara (sambungan) 7. Plastik Putus
Tanya : Kenapa plastik putus?
Jawab : Karena plastik kempos atau ngecek berat/meter plastik.
Tanya : Kenapa?
Jawab : Karena panasnya tidak normal atau bahannya (peletan/campuran) atau berat/meter tidak stabil.
Tanya : Kenapa?
Jawab : Karena Elemennya rusak Tanya : Kenapa?
Jawab : Karena elemen putus/ thermo control rusak.
Tanya : Kenapa?
Jawab : Karena usia mesin atau usia elemen/thermo control sudah tua atau komponen rusak.
8. Warna Plastik Kurang (Jelek)
Tanya : Kenapa Warna Plastik Kurang?
Jawab : Karena kurang air atau kebanyakan angin atau panasnya kurang.
Tanya : Kenapa?
Jawab : Karena kehabisan air atau setting tidak tepat.
Tanya : Kenapa kehabisan air atau setting tidak tepat?
Jawab : Karena Operator tidak ngecek dan kurang perhatian.