BAB II
TINJAU PUSTAKA
2.1 Penelitian Terdahulu
Pada penelitian sebelumnya yang berjudul “Analisis Pengaruh Variasi Arus dan Sudut Kampuh terhadap Struktur Mikro, Kekerasan dan Ketangguhan Impact pada Material SS410 dengan Metode Las SMAW”. Dari hasil penelitian tersebut terdapat pengaruh variasi arus dan kampuh terhadap struktur mikro dan nilai kekerasan, pada spesimen sudut kampuh 80˚ dengan penggunaan arus 110 A memiliki rata-rata nilai tertinggi yaitu (154,66 VHN) dibandingakan sudut kampuh 60˚ dengan penggunaan arus 110 A memiliki rata-rata nilai tertinggi yaitu (146,99 VHN).
Hasil penelitian dari ketangguhan uji impact terdapat pengaruh pada variasi arus dan sudut kampuh dari hasil pengelasan material SS410. Nilai ketangguhan uji impact tertinggi terjadi pada arus 85 A dengan sudut kampuh 80˚ dengan hasil nilai yaitu (1,831 Joule/mm²), dan untuk nilai dari arus 85A dengan sudut kampuh 60˚
memiliki nilai yaitu (1,294 Joule/mm²) (Idhil Ismail, 2019).
Pada penelitian terdahulu ini akan menjadi gambaran dan acuan pada penelitian kali ini, pada penelitian kali ini akan diuji dengan menggunakan metode ketangguhan impact dan mikro struktur. Untuk material ujinya menggunakan plat stainless steel 316.
2.2 Pengelasan
Pengelasan adalah suatu proses penyambungan dua buah logam dengan cara mencairkan sebagian logam induk dan logam pengisi sampai titik rekristalisasi, dengan menggunakan bahan tambahan elektroda atau tidak menggunakan bahan tambahan dan penggunaan energi panas sebagai proses pencairan bahan yang akan
5
dilas. Pengelasan juga dapat diartikan sebagai ikatan tetap dari benda atau logam yang dipanaskan, pengelasan bukan hanya memanaskan dua bagian benda sampai mencair dan membiarkan membeku kembali, tetapi membuat lasan yang utuh dengan cara memberikan bahan tambahan pada waktu dipanaskan sehingga mempunyai kekuatan sambungan las seperti yang diinginkan (Bakhori, 2017).
Penelitian kali ini menggunakan metode las SMAW, pada pengelasan SMAW membutuhkan bahan tambahan berupa elektroda. Elektroda tersebut sebagai penyambung material yang akan dilas.
2.2.1 Definisi Pengelasan
Menurut DIN (Deutsche Industrie Norman) definisi pengelasan adalah suatu ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Dengan kata lain, pengelasan merupakan sambungan setempat dari beberapa batang logam dengan menggunakan energi panas. Pengelasan dapat diartikan dengan proses penyambungan dua buah logam sampai titik rekristalisasi logam, dengan atau tanpa menggunakan bahan tambah dan menggunakan energi panas sebagai pencair bahan yang dilas.
Menurut AWS (American Welding Society, 1989) definisi pengelasan adalah suatu proses penyambungan logam atau non logam dengan cara pemberian panas pada material yang akan disambung hingga mencapai temperature las tanpa adanya tekanan. (pressure). Sedangkan menurtu Menurut British Standards Institution, 1983. Pengelasan adalah proses penyambungan antara dua atau lebih material dalam keadaan plastis atau cair dengan menggunakan panas (heat) atau dengan tekanan (pressure) atau keduanya (Bakhori, 2017).
Penelitian kali ini material uji stainless steel 316 akan mengalami heat treatment dengan penggunaan metode pengelasan SMAW, dengan perlakuan variasi arus dan sudut kampuh V pada spesimen. Setelah mengalami proses heat treatment material uji akan didinginkan dengan udara.
2.3 Posisi Pengelasan
Dalam pengelasan SMAW (Shielded Metal Arc Welding) memiliki tingkat kesulitan yang dipengaruhi oleh posisi pengelasan. Posisi pengelasan pada las busur listrik sama dengan posisi pada pengelasan gas asitelin, yaitu : dengan dengan posisi dibawah tangan (down hand) 1G, posisi pengelasan tegak (vertical) 3G, posisi pengelasan mendatar (horizontal) 2G, dan posisi di atas kepala (over head) 4G.
Kekuatan sambungan pengelasan sangat tergantung pada mutu sambungannya, pemilihan bentuk sambungan dan alur pengelasan berpengaruh pada hasil las, seperti halnya kekuatan sambungan, efesiensi sambungan, dan salah satu upaya meminimalisir adanya cacat pada hasil las (Luhur P, 2017).
Berikut gambar berbagai macam posisi pengelasan :
Gambar 2.1 Posisi pengelasan
(Ss, 2016)
Penelitian kali ini untuk ketentuan posisi yang dilakukan oleh juru las pada spesimen uji stainless steel 316, menggunakan posisi las 1G (datar), karena penggunaan posisi 1G (datar) tersebut memudahkan proses pengelasan dan mampu menghasilkan kekuatan hasil sambungan las yang kuat dan berkualitas baik.
2.4 Klasifikasi Sambungan Las
Berdasarkan klasifikasiannya pengelasan menurut (Fahrudin, 2018) dapat dibagi menjadi tiga bagian dalam cara pengerjaannya, yaitu :
a) Pengelasan cair adalah cara pengelasan dimana sambungan
dipanaskan sampai mencair dengan sumber panas dari busur listrik atau semburan api gas yang terbakar
Pengelasan tekan adalah cara pengelasan dimana sambungan dipanaskan dan kemudian ditekan sehingga menjadi satu.
Pematrian Yaitu cara pengelasan dimana sambungan diikat dan disatukan dengan menggunakan paduan logam yang mempunyai titik cair rendah. Dalam hal ini logam induk tidak ikut mencair.
Ketiga klasifikasi pengelasan tersebut dapat dijelaskan dengan gambar berikut :
Gambar 2.2 Klasifikasi Sambungan Las
(Fahrudin, 2018)
Pada penelitian kali ini klasifikasi sambungan pada las SMAW tersebut termasuk golongan pengelasan cair, karena pada pengelesan cair dapat
Las MIG Las busur gas
Las busur gas dan fluks
Elektrokda terumpan
Las busur fluks
Las busur CO2 Las busur CO2 dengan
elektroda berisi fluks Las elektroda terbungkus
Las busur dengan elektroda berisi fluks
Las busur rendam Las
busur Las busur logam tanpa pelindung
Elektroda tak
terumpan Las TIG atau las wolfram gas cair
Las gas Las listrik terak Las listrik gas Las termit
Las sinar elektro
Las busur plasma Las titik Las tumpang
Cara Las resistansi
listrik
tekan
Las tekan gas
Las busur tekan Las tumpul tekan Las gesek
Las ledakan Las induksi
Las induksi
Pematrian Pembrasingan Penyolderan
menghasilkan sambungan las yang kuat dan berkualitas baik dengan proses pengelasan yang sederhana dan singkat.
2.5 Pengelasan SMAW ( Shielded Metal Arc Welding)
Las SMAW (Shielded Metal Arc Welding) adalah merupakan pengelasan yang di klasifikasikan sebagai las busur listrik dan fluks, pada pengelasan SMAW (Shielded Metal Arc Welding) bahan penyambungnya adalah elektroda berupa logam yang telah lapisan fluks (slag las) yang berfungsi melapisi logam las dari gas oksidasi. Pada proses pengelasan SMAW (Shielded Metal Arc Welding) sambungan las dapat terkontaminasi oleh gas oksidasi dari luar, hal ini perlu dicegah karena oksidasi metal merupakan senyawa yang tidak mempunyai kekuatan mekanis (Adi, 2018).
Saat pengelasan terjadi logam induk mengalami pencairan akibat pencairan yang timbul antara ujung elektroda dan permukaan benda kerja. Busur pengelasan teraliri arus dari mesin las. Elektroda yang digunakan berupa kawat yang dibungkus pelindung berupa fluks. Selama pengelasan elektroda mengalami pencairan bersamaan dengan logam induk dan membeku bersama, menjadi kampuh las.
Pada saat proses pemindahan logam elektroda terjadi ujung elektroda mengalami pencairan dan membentuk butir- butir yang terbawa arus busur listrik.
Bila penggunaan arus listrik besar maka butiran logam cair yang terbawa menjadi halus dan sebaliknya bila penggunaan arus kecil maka butiran logam cair yang terbawa menjadi mencair secara tidak merata. Selain itu pemindahan logam juga dipengaruhi oleh besar kecilnya arus dan komposisi dari bahan fluks yang digunakan (Bakhori, 2017).
Gambar 2.3 Skema pengelasan SMAW (Shielded Metal Arc Welding)
(Luhur P. 2017)
Penelitian kali ini material uji stainless steel 316 akan dilas dengan metode pengelasan SMAW dengan menggunakan elektroda type NSN 316, dimana pada pengelasan jenis SMAW ini memiliki kualitas las yang baik dan tingkat kerumitan yang rendah.
2.6 Patent Terkait
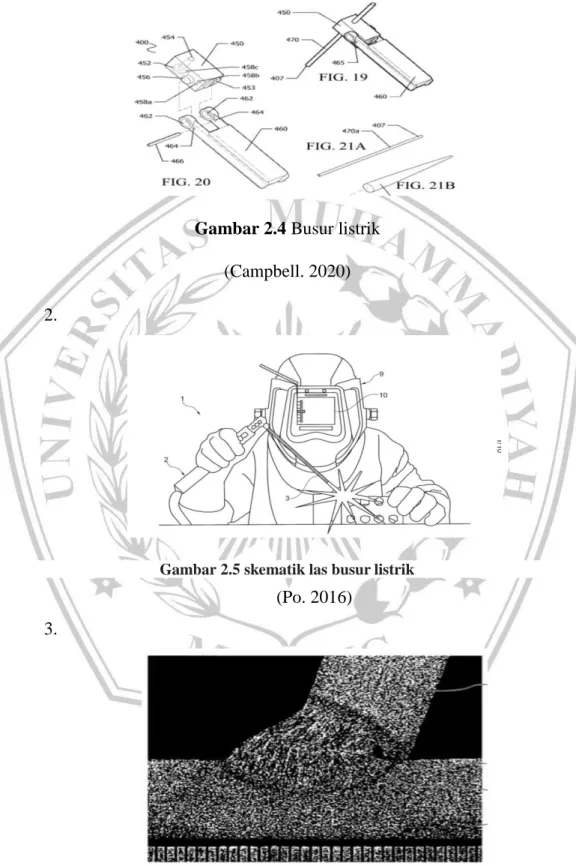
Dari patent yang berjudul Tool Simulation System, Simulation Workpiece, and Method of Operation, merupakan sebuah patent yang berkaitan dengan proses pengelasan SMAW (Shield Metal Arc Welding) dan berbagai macam alat yang digunakan untuk melakukan proses pengelasan busur listrik dan memakai elektroda sebagai bahan tambahan, dimana elektroda tersebut akan meleleh pada permukaan benda, karena panas yang dihasilkan dari busur listrik (Campbell. 2020).
Berikut patent pengelasan SMAW (Shiled Metal Arc Welding)
1.
Gambar 2.4 Busur listrik
(Campbell. 2020) 2.
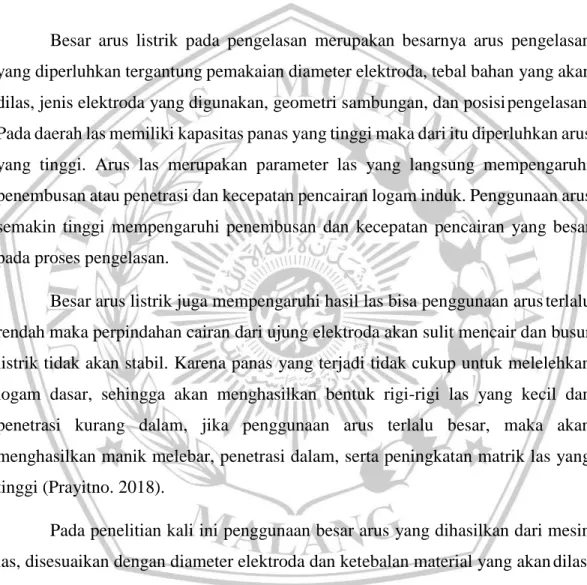
Gambar 2.5 skematik las busur listrik
(Po. 2016) 3.
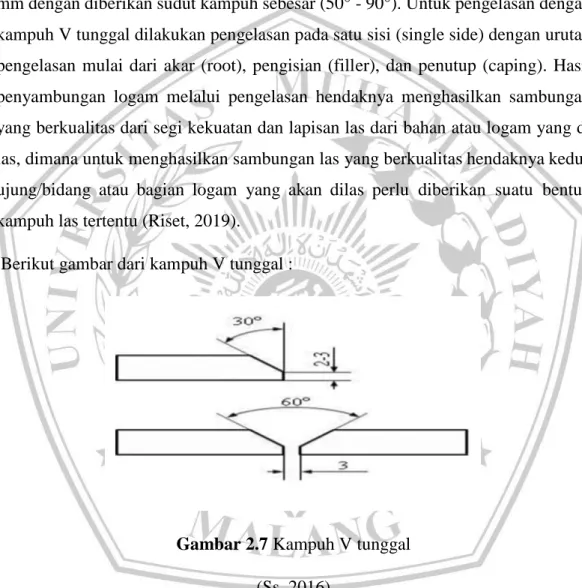
Gambar 2.6 Proses pencairan elektroda terbungkus
Pada paten terkait skematik proses dari pengelasan yang dilakukan oleh juru las atau ahli las, dimana pada saat elektroda mencair pada permukaan benda kerja akibat panas yang dihasilkan dari busur listrik tersebut, pada saat elektroda mencair material tersebut akan mengalami heat treatment.
2.7 Besar Arus Listrik
Besar arus listrik pada pengelasan merupakan besarnya arus pengelasan yang diperluhkan tergantung pemakaian diameter elektroda, tebal bahan yang akan dilas, jenis elektroda yang digunakan, geometri sambungan, dan posisi pengelasan.
Pada daerah las memiliki kapasitas panas yang tinggi maka dari itu diperluhkan arus yang tinggi. Arus las merupakan parameter las yang langsung mempengaruhi penembusan atau penetrasi dan kecepatan pencairan logam induk. Penggunaan arus semakin tinggi mempengaruhi penembusan dan kecepatan pencairan yang besar pada proses pengelasan.
Besar arus listrik juga mempengaruhi hasil las bisa penggunaan arus terlalu rendah maka perpindahan cairan dari ujung elektroda akan sulit mencair dan busur listrik tidak akan stabil. Karena panas yang terjadi tidak cukup untuk melelehkan logam dasar, sehingga akan menghasilkan bentuk rigi-rigi las yang kecil dan penetrasi kurang dalam, jika penggunaan arus terlalu besar, maka akan menghasilkan manik melebar, penetrasi dalam, serta peningkatan matrik las yang tinggi (Prayitno. 2018).
Pada penelitian kali ini penggunaan besar arus yang dihasilkan dari mesin las, disesuaikan dengan diameter elektroda dan ketebalan material yang akan dilas, karena semakin besar diameter elektroda dan ketebalan material, akan membutuhkan arus yang besar, supaya memudahkan proses penetrasi dan penembusan.
2.8 Keuntungan Pengelasan SMAW (Shielded Metal Arc Welding)
Keuntungan dari Pengelasan SMAW (Shielded Metal Arc Welding) adalah jenis pengelasan ini menggunakan elektroda yang sederhana dan serbaguna dibandingkan dengan proses pengelasan lainnya. Dalam pengaplikasiannya pengelasan SMAW (Shielded Metal Arc Welding) dapat diaplikasikan untuk perbaikan perpiaan dan bahkan dapat untuk pengelasan dibawah laut. selain itu pengelasan SMAW (Shielded Metal Arc Welding)tidak terlalu sensitif terhadap korosi. Hal tersebut membuat proses pengelasan SMAW (Shielded Metal Arc Welding) mempunyai aplikasi refinery piping hingga pipeline (Yassyir Maulana, 2016).
2.8.1 Kelemahan Pengelasan SMAW (Shielded Metal Arc Welding)
Kelemahan dari pengelasan SMAW (Shielded Metal Arc Welding) adalah pada proses pengelasan SMAW (Shielded Metal Arc Welding) mempunyai karakteristik dimana untuk laju pengisiannya lebih rendah dibandingkan proses pengelasan GTAW, pengelasan SMAW (Shielded Metal Arc Welding)juga memiliki batasan pemakain elektroda hanya sampai panjang elektroda dan harus melakukan penggantian elektroda yang baru hal tersebut akan membutuhkan waktu dan setiap akan melakukan pengelasan berikutnya sisa kerak yang menempel pada material harus dibersihkan terlebih dahulu. Dalam pengelasan SMAW (Shielded Metal Arc Welding)tidak dapat digunakan untuk mengelas bahan seperti kuningan (non ferrous) (Pattiasina, 2018).
Pada penelitian kali ini pengelasan SMAW (Shield Metal Arc Welding) memiliki karakteristik kelebihan dan kekurangan pada saat proses pengelasan terjadi, selain itu pengelasan SMAW (Shield Metal Arc Welding) mampu menghasilkan hasil sambungan yang berkualitas baik dan kuat dengan proses pengelasan yang sederhana dan singkat.
2.9 Kampuh V Tunggal
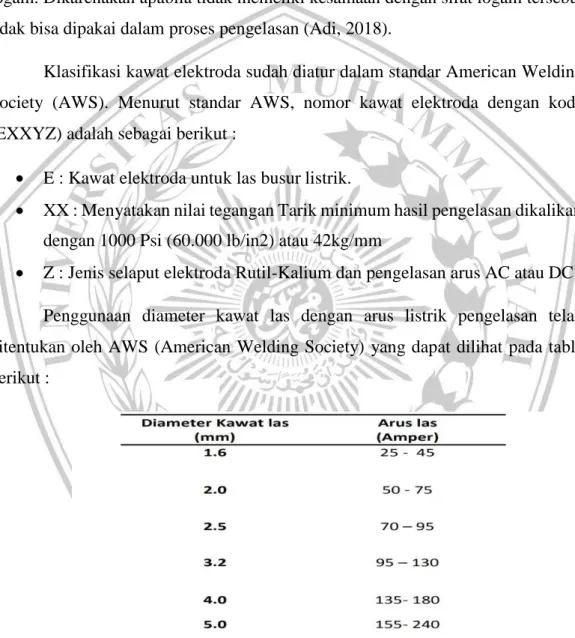
Kampuh las merupakan bagian dari logam induk yang akan diisi oleh logam las. Pada umumnya kampuh V Tunggal banyak digunakan pada sistem sambungan pada pelat-pelat tebal. Tebal lapisan pengelasan ditentukan oleh tebal plat yang digunakan. Kampuh V digunakan untuk menyambung plat dengan ketebalan (6-15) mm dengan diberikan sudut kampuh sebesar (50° - 90°). Untuk pengelasan dengan kampuh V tunggal dilakukan pengelasan pada satu sisi (single side) dengan urutan pengelasan mulai dari akar (root), pengisian (filler), dan penutup (caping). Hasil penyambungan logam melalui pengelasan hendaknya menghasilkan sambungan yang berkualitas dari segi kekuatan dan lapisan las dari bahan atau logam yang di las, dimana untuk menghasilkan sambungan las yang berkualitas hendaknya kedua ujung/bidang atau bagian logam yang akan dilas perlu diberikan suatu bentuk kampuh las tertentu (Riset, 2019).
Berikut gambar dari kampuh V tunggal :
Gambar 2.7 Kampuh V tunggal
(Ss, 2016)
Pada penelitian kali ini tipe kampuh las yang digunakan dalam penelitian ini adalah tipe kampuh V tunggal yang diperlakukan pada spesimen uji stainless steel 316, perlakuan kampuh V tunggal tersebut untuk mendapatkan hasil sambungan las yang berkualitas baik dan kuat. Setelah proses pengelasan selesai,
spesimen uji stainless steel 316 akan dibentuk takikkan dengan kedalaman 2mm untuk pengujian metode impact.
2.10 Masukan Panas (Heat Input)
Heat input merupakan besarnya energi panas setiap satuan panjang las ketika sumber panas yang berupa nyala api, busur listrik, plasma atau cahaya energi tinggi yang bergerak. Menurut (Yuniarto, 2019) energi panas diakibatkan oleh parameter pengelasan yaitu arus, tegangan, sentuhan elektroda dengan logam induk dan kecepatan pengelasan. Heat input merupakan faktor penting dalam pengelasan karena dapat mempengaruhi laju pendinginan. Laju pendinginan akan berperan pada pembentukan struktur metalurgi daerah HAZ ( Heat Affected Zone) dan weld metal serta sifat mekanis dari sambungan (Yuniarto, 2019).
Untuk menghitung heat input pada proses pengelasan dapat menggunakan persamaan sebagai berikut :
HI= 𝑉 𝑉 𝑉
𝑉𝑉𝑉𝑉𝑉𝑉 𝑉𝑉𝑉𝑉𝑉
Dimana :
HI = Masukan panas (J/mm atau J/in) V = Tegangan busur las (Volt) I = Arus las (Ampere)
Travel speed = Kecepatan pengelasan (mm/s atau in/s)
Penelitian kali ini heat input pada proses pengelasan SMAW (Shield Metal Arc Welding) merupakan faktor penting dalam proses pengelasan, karena heat input dapat mempengaruhi bentuk penampang lintang lasan yang meliputi besarnya permukaan logam induk pada saat mencair. Dengan penggunaan rumus
HI= 𝑉 𝑉 𝑉
𝑉𝑉𝑉𝑉𝑉𝑉 𝑉𝑉𝑉𝑉𝑉
2.11 Daerah Pengaruh Panas (Heat Affected Zone)
HAZ (Heat Affected Zone) adalah bagian terpenting dalam proses pengelasan. Karena daerah pengaruh panas ini akan mempengaruhi pada kekuatan sambungan las. Dimana pada saat proses pengelasan akan terjadi siklus termal dan pendinginan cepat pada sambungan las. Siklus termal akan mempengaruhi struktur micro dan HAZ, dimana logam akan mengalami transformasi fasa selama proses pendinginan, yaitu dari logam las cair berubah menjadi ferrit kemudian berubah menjadi austenite dan kembali ke perubahan ferrit (Adi, 2018).
Berikut gambar dari HAZ (Heat Affected Zone) :
Gambar 2.8 HAZ (Heat Affected Zone)
(Adi, 2018) Keterangan :
1. Weld Metal (Logam Las)
2. Fusion Line (Garis Penggabung) 3. HAZ (Daerah Pengaruh Panas) 4. Logam Induk
Penelitian kali ini HAZ (Heat Affected Zone) pada pengelasan SMAW (Shield Metal Arc Welding) merupakan faktor penting dalam proses pengelasan, karena HAZ (Heat Affected Zone) dapat mempengaruhi kekuatan hasil sambungan las, pada saat penyambungan spesimen uji dengan menggunakan bahan tambahan elektroda.
2.12 Klasifikasi Kawat Elektroda
Menurut AWS (American Welding Society) kawat elektroda pengelasan dibedakan menjadi beberapa macam penggunaanya seperti (elektroda untuk baja lunak, besi tuang, baja paduan, baja karbon tinggi, dan logam non ferrous (almunium, kuningan). Bahan elektroda harus mempunyai kesamaan sifat dengan logam. Dikarenakan apabila tidak memeliki kesamaan dengan sifat logam tersebut tidak bisa dipakai dalam proses pengelasan (Adi, 2018).
Klasifikasi kawat elektroda sudah diatur dalam standar American Welding Society (AWS). Menurut standar AWS, nomor kawat elektroda dengan kode (EXXYZ) adalah sebagai berikut :
E : Kawat elektroda untuk las busur listrik.
XX : Menyatakan nilai tegangan Tarik minimum hasil pengelasan dikalikan dengan 1000 Psi (60.000 lb/in2) atau 42kg/mm
Z : Jenis selaput elektroda Rutil-Kalium dan pengelasan arus AC atau DC Penggunaan diameter kawat las dengan arus listrik pengelasan telah ditentukan oleh AWS (American Welding Society) yang dapat dilihat pada table berikut :
Tabel 2.9 Diameter kawat las dan arus las
(Adi, 2018)
Penelitian kali ini bahan spesimen yang digunakan pada penelitian ini adalah plat stainless steel 316, yang akan disambung dengan proses pengelasan busur listrik dengan menggunakan bahan tambahan elektroda dengan kode NSN 316 yang dimana kode elektroda tersebut khusus untuk material stainless steel 316 dan dengan diameter elektroda 3,2.
2.13 Stainless Steel 316
Stainless steel 316 adalah sebuah logam yang termasuk sebagai besi karbon (mild steel), mild steel juga tergolong sebagai baja nirkarat. Perbedaan baja nirkarat dengan baja biasa yaitu, pada baja nirkarat terdapat campuran paduan krom dan nikel yang memberikan sifat tahan terhadap korosi pada baja tersebut, dan sedangkan pada baja biasa tidak terdapat tambahan paduan krom dan nikel hal tersebuat membuat baja biasa sangat mudah terkena korosi.
Sifat ketahanan korosi pada material stainless steel tidak membuat material stainless steel tidak dapat terserang korosi, akan tetapi pada kenyataannya material stainless steel dapat mengalami korosi batas butir (intergranular corrosion), korosi lubang (crevice corrosion), dan retakan korosi tegangan (stress corrosion cracking).
Stainless steel 316 memiliki kandungan utama yaitu, besi (Fe), karbon (C), nikel (Ni), serta krom (Cr) (Annas Pratama, 2019).
Berikut tabel komposisi kandungan kimia baja stainless steel 316
Tabel 2.10 Komposisi kandungan baja stainless steel 316
(Hadi Prajitno & Setiawan, 2019)
Penelitian kali ini plat stainless steel 316 merupakan material yang akan digunakan sebagai spesimen uji, material tersebut memiliki diameter yang sesuai
anjuran pengujian impact, dengan diameter panjang 60mm, lebar 10mm, dan ketebalan 10mm dengan variasi sudut kampuh 45˚, 55˚, dan 65˚. Perlakuan sudut kampuh tersebut untuk pengisian elektroda dengan spesimen yang akan disambung.
2.14 Pengujian Impact
Pengujian impact merupakan suatu pengujian yang digunakan sebagai menentukan sifat-sifat suatu material tersebut yang akan mendapatkan beban dinamis, sehingga dari pengujian impact ini dapat mengetahui sifat ketangguhan suatu material baik sifat keuletan serta getas. Dengan catatan bahwa nilai atau harga impact semakin tinggi, maka material tersebut mempunyai sifat keuletan yang tinggi. Dimana material pengujian tersebut dikatakan ulet jika suatu patahan, terjadi pada bidang yang patah secara tidak merata dan tampak berserat. Tetapi pada patahan getas, hasil dari perpatahannya tampak secara rata dan tidak berserat-serat.
Pada material dalam kondisi ulet dapat mengalami fenomena perpatahan secara getas akan tetapi dengan deformasi plastis yang sangat kecil (Dewantara, 2017).
fenomena tersebut terjadi jika : 1. Temperatur rendah
2. Laju tegangan bertambah 3. Tarikan
Dalam pengujian impact, Harga impact dapat ditentukan dengan persamaan sebagai berikut :
HI = 𝑉
𝑉
Dimana :
1. I = Nilai impact (Joule/mm²)
2. k = Energi impact yang terserap (joule) 3. A = Luas penampang (mm²)
Pada pengujian impact mesin menggunakan mesin dengan lengan pemukul yang dapat berayun secara bebas atau sesuai yang diinginkan dan untuk ujung dari
lengan pemukul diberi pemberat yang dinamakan (pendulum). Dari pengujian metode ini untuk mengetahui impact tester (sudut β) besarnya energi impact dapat dihitung dengan perumusan persamaan energi mekanik sebagai berikut :
E₀ = W. h₀
E₀ = W (L – L.Cosα) (1.a)
Gambar 2.11 Kebutuhan energi untuk mematahkan
(Fawaiz, 2017) Keterangan :
E₁ = W (L – L.Cos β) (1.b) Subtitusi persamaan (a) dan (b) kedalam persamaan ΔE
ΔE = –
ΔE = (W (L – L.Cosα)) – (W (L – L.Cos β)) ΔE = W.L (Cos β - Cosα) (2)
Untuk mendapatkan nilai harga impact ΔE (kgm) dibagi dengan luas penampang benda kerja dibagian yang patah (mm²)
(3)
1. E₀ = Energi awal saat pendulum dilepas (kgm)
2. E₁ = Energi akhir saat pendulum menghantam benda uji (kgm) 3. W = Berat pendulum (kgm)
4. α = Sudut awal (˚) 5. β = Sudut akhir (˚)
6. L = Jarak titik tump uke titik berat pendulum (m)
Gambar 2.12 Ilustrasi skematik pembebanan metode izod
(Dewantara, 2017) 2. Metode Charpy
7. ΔE = Energi yang digunakan mematahkan benda kerja (kgm) 8. A = Luas penampang yang rusak (mm²)
9. IS = Kekuatan Impact (kgm/mm²) 2.14.1 Jenis – jenis Pengujian Impact
1. Metode Izod
Metode izod merupakan pengujian impact dengan penggunaan tumbuk dan meletakkan posisi spesimen atau bahan uji pada tumpuan dengan posisi searah pada pembebanan dengan arah tarikan.
Berikut gambar dari metode izod :
Metode charpy merupakan pengujian impact dengan penggunaan tumbukan dan meletakkan posisi spesimen atau benda uji pada tumpuan dengan posisi horizontal (mendatar), dan arah pembebanan berlawanan dengan arah tarikan.
Berikut gambar dari metode charpy :
Gambar 2.13 Ilustrasi skematik pembebanan metode izod
(Dewantara, 2017)
Penelitian kali ini untuk mengetahui nilai ketangguhan dari material yang akan diuji maka penelitian ini perlu dilakukan uji impact dengan metode charpy, dengan menggunakan bahan stainless steel 316 sebagai spesimen uji.